Притискний валик машини для ламінування для виготовлення пакувального матеріалу, спосіб виготовлення пакувального матеріалу і пакувальний матеріал

Формула / Реферат
1. Притискний валик (10) машини для ламінування для виготовлення пакувального матеріалу у формі стрічки, що включає каркасний шар (40), що складається з паперу або картону, причому каркасний шар виступає через прорізи, отвори або розрізи (42), причому каркасний шар являє собою з однієї з його сторін захисний шар (44), переважно з алюмінієвої фольги, пластикову підкладку (46, 47), яка знаходиться поза захисним шаром і складається з одного або більше термопластичних матеріалів, і плівку, що складається з багатошарового термопласту (43) і знаходиться між каркасним шаром (40) та захисним шаром (44), причому притискний валик містить металеве осердя (11), яке має округлу циліндричну поверхню кожуха, причому поверхня кожуха покрита внутрішнім покривним шаром (12), що складається з еластичного матеріалу та має першу міцність і першу товщину, який відрізняється тим, що зовнішній покривний шар (13), який складається з еластичного матеріалу та має другу міцність і другу товщину, причому зазначена перша товщина перевищує зазначену другу товщину і зазначена перша міцність перевищує зазначену другу міцність, знаходиться зовні від згаданого внутрішнього покривного шару (12).
2. Притискний валик за п. 1, який відрізняється тим, що зазначена перша міцність принаймні на 15% більша, переважно принаймні на 20% більша, і ще більш переважно принаймні на 25% більша, ніж зазначена друга міцність, підрахована у Шор А, причому згаданий зовнішнійпокривний шар (13) має міцність 50-80 Шор А, переважно 60-75 Шор А.
3. Притискний валик за п. 1 або 2, який відрізняється тим, що зазначена друга товщина складає 5-25%, переважно 7-20%, і ще більш переважно 8-15%, від зазначеної першої товщини плюс згадана друга товщина.
4. Притискний валик за п. 1 або 2, який відрізняється тим, що зазначена друга товщина складає 1-10 мм, переважно 1-5 мм, і ще більш переважно 1-3 мм.
5. Притискний валик за будь-яким з попередніх пунктів, який відрізняється тим, що зазначений внутрішній покривний шар (12) і зазначений зовнішній покривний шар (13) виготовлені з різних еластомерних матеріалів.
6. Притискний валик за будь-яким з пп. 1-4, який відрізняється тим, що зазначений внутрішній покривний шар (12) і зазначений зовнішній покривний шар (13) виготовлені з еластомерного матеріалу, який є однаковим але має різну міцність.
7. Спосіб виготовлення пакувального матеріалу у формі аркуша, що містить каркасний шар з паперу і картону, захисний шар, переважно з алюмінієвої фольги, пластикове покриття, яке розташовано зовні захисного шару і містить один або більше термопластичних матеріалів, та плівку із багатошарового термопласту, яка вміщена між каркасним шаром і захисним шаром, при якому подають аркуш каркасного шару з подавального рулону, подають аркуш захисного шару з другого подавального рулону, з розплаву формують плівку багатошарового термопласту між каркасним і захисним шаром, прикладають для приклеювання захисний шар одночасно з каркасним шаром до пластикового покриття і/або плівки з багатошарового термопласту у зоні контакту валів преса, в яку екструдують пластикове покриття і/або багатошаровий термопласт у розплавленому або напіврозплавленому стані у формі безперервної плівки, який відрізняється тим, що у зазначеній зоні контакту валів використовують притискний валик за будь-яким з пп. 1-6.
8. Спосіб за п. 7, який відрізняється тим, що у зоні контакту валів також використовують охолоджений опорний валик.
9. Спосіб за п. 7 або 8, який відрізняється тим, що вказаний притискний валик має швидкість на периферії до 800 м/хв., переважно 300-700 м/хв., і ще більш переважно 400-700 м/хв.
10. Спосіб за будь-яким з пп. 7-9, який відрізняється тим, що вказана зона контакту валів має навантаження лінії 20-60 Н/мм, переважно 20-50 Н/мм, а довжина зони контакту валів складає щонайменше 20 мм, переважно 20-35 мм, і ще більш переважно 20-30 мм.
11. Пакувальний матеріал, який є шаруватим матеріалом, який складається з каркасного шару (40) з паперу або картону, який є доступним через прорізи, отвори або розрізи (42) і є відкритим з однієї з його сторін, захисного шару (44), переважно з алюмінієвої фольги, пластикової підкладки (46, 47), яка розташована назовні захисного шару і включає один або більше термопластичних матеріалів, і плівки багатошарового термопласту (43), який розміщений між каркасним шаром (40) та захисним шаром (44), який відрізняється тим, що він виготовлений за допомогою способу за будь-яким з пп. 7-10.
Текст
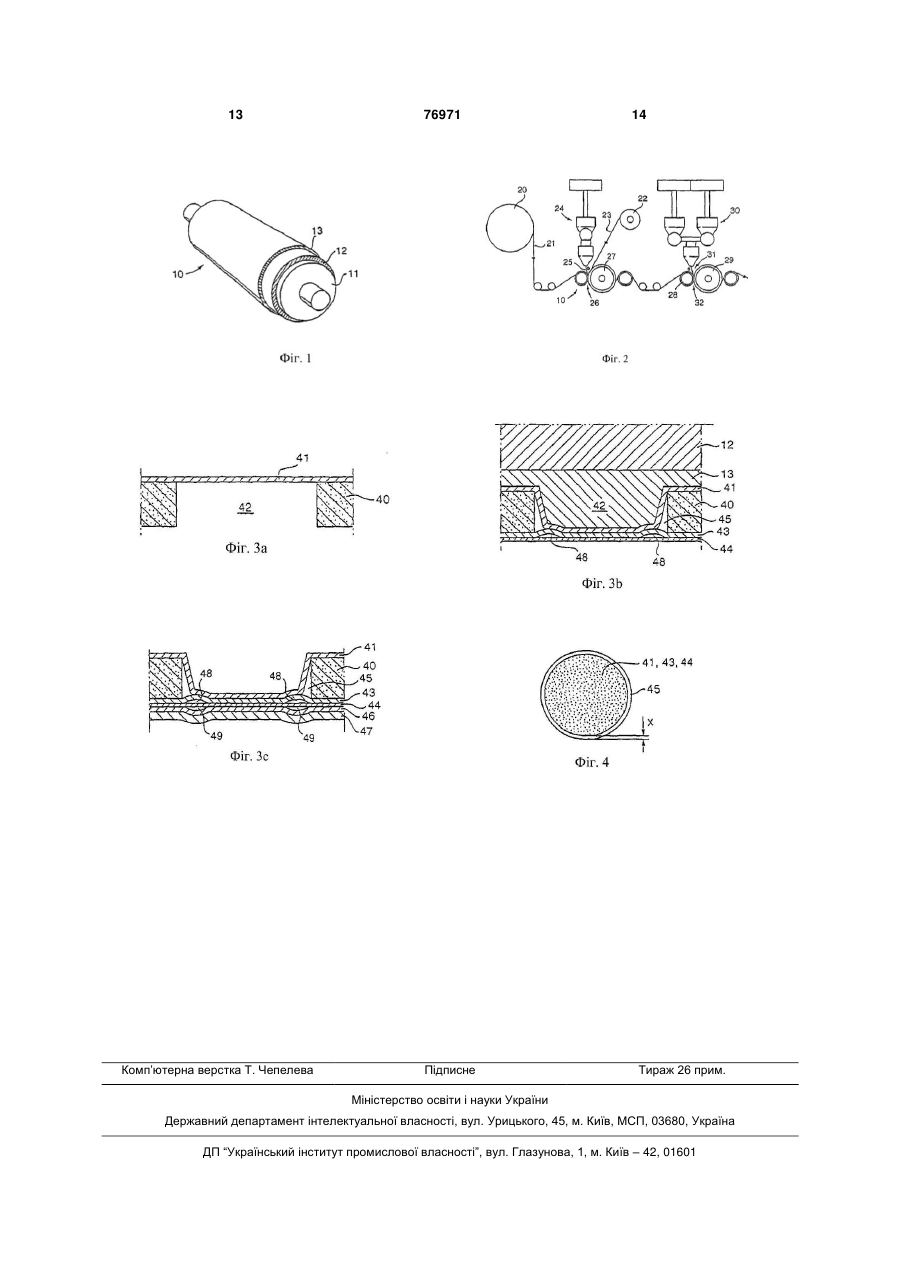
1. Притискний валик (10) машини для ламінування для виготовлення пакувального матеріалу у формі стрічки, що включає каркасний шар (40), що складається з паперу або картону, причому каркасний шар виступає через прорізи, отвори або розрізи (42), причому каркасний шар являє собою з однієї з його сторін захисний шар (44), переважно з алюмінієвої фольги, пластикову підкладку (46, 47), яка знаходиться поза захисним шаром і складається з одного або більше термопластичних матеріалів, і плівку, що складається з багатошарового термопласту (43) і знаходиться між каркасним шаром (40) та захисним шаром (44), причому притискний валик містить металеве осердя (11), яке має округлу циліндричну поверхню кожуха, причому поверхня кожуха покрита внутрішнім покривним шаром (12), що складається з еластичного матеріалу та має першу міцність і першу товщину, який відрізняється тим, що зовнішній покривний шар (13), який складається з еластичного матеріалу та має другу міцність і другу товщину, причому зазначена перша товщина перевищує зазначену другу товщину і зазначена перша міцність перевищує зазначену другу міцність, знаходиться зовні від згаданого внутрішнього покривного шару (12). 2. Притискний валик за п.1, який відрізняється тим, що зазначена перша міцність принаймні на 15% більша, переважно принаймні на 20% більша, і ще більш переважно принаймні на 25% більша, ніж зазначена друга міцність, підрахована у Шор А, 2 (19) 1 3 76971 4 8. Спосіб за п.7, який відрізняється тим, що у зоні 11. Пакувальний матеріал, який є шаруватим маконтакту валів також використовують охолоджений теріалом, який складається з каркасного шару (40) опорний валик. з паперу або картону, який є доступним через про9. Спосіб за п.7 або 8, який відрізняється тим, що різи, отвори або розрізи (42) і є відкритим з однієї з вказаний притискний валик має швидкість на пейого сторін, захисного шару (44), переважно з риферії до 800м/хв., переважно 300-700м/хв., і ще алюмінієвої фольги, пластикової підкладки (46, більш переважно 400-700м/хв. 47), яка розташована назовні захисного шару і 10. Спосіб за будь-яким з пп.7-9, який відрізнявключає один або більше термопластичних матеється тим, що вказана зона контакту валів має ріалів, і плівки багатошарового термопласту (43), навантаження лінії 20-60Н/мм, переважно 20який розміщений між каркасним шаром (40) та захисним шаром (44), який відрізняється тим, що 50Н/мм, а довжина зони контакту валів складає щонайменше 20мм, переважно 20-35мм, і ще він виготовлений за допомогою способу за будьбільш переважно 20-30мм. яким з пп.7-10. Даний винахід відноситься до способу виготовлення пакувального матеріалу, який має форму суцільної стрічки шаруватого матеріалу та відноситься до типу, що включає каркасний шар, виготовлений з паперу або картону, одна сторона якого являє собою шар, що розміщений поза каркасним шаром і включає, з одного боку, захисний шар і, з іншого боку, пластикову підкладку, яка розміщена поза захисним шаром і складається з одного або більше термопластичних матеріалів, причому каркасний шар покритий зазначеним шаром вздовж всієї його поверхні, тоді як вздовж вибраних частин шар продовжується за краями каркасного шару. У даному прикладі захисний шар являє собою шар, який перш за все створює перешкоду для кисню. Переважний захисний шар складається з шару металевої фольги, переважно шару алюмінієвої фольги. Одноразові пакувальні контейнери, особливо для зберігання рідин, часто виготовляють з пакувального матеріалу, який складається з каркасного шару паперу, причому шар покритий термопластичними матеріалами та алюмінієвою фольгою. Пакувальний матеріал часто надходить у формі стрічок, що намотують на накопичувальні котушки, і які після розмотування з їх накопичувальних котушок перетворюють за допомогою складання у пакувальні контейнери в автоматичних пакувальних пристроях. Звичайно пакування такого типу відоме на ринку під торговою маркою ТЕТКА ВКІК і переважно використовується для рідкого наповнювального матеріалу на зразок молока, фруктового соку та ін. Даний пакувальний контейнер виготовляють в автоматичних пакувальних і наповнювальних пристроях таким чином, що стрічку, яку розмотали з накопичувальної котушки, перетворюють у рукав за допомогою з'єднування країв стрічки швом у напуск, після чого рукав, що був сформований, заповнюють призначеним наповнювальним матеріалом та ділять на окремі пакувальні контейнери шляхом повторюваних поперечних запайок, які виконують на відстані одна від одної під прямим кутом до рукава. Після того як наданий наповнювальний матеріал був введений таким чином у запаяні частини рукава, дані частини відокремлюють від рукава за допомогою розрізів, зроблених у зазначених поперечних ділянках запаювання. Потім розділеним частинам трубки надають форму шляхом складання вздовж ліній згину, які утворені у пакувальному матеріалі, з метою створення пакувальних контейнерів необхідної форми, наприклад, форми паралелепіпеду. Упаковки даного типу часто забезпечені вирізами, що розпечатуються, у формі прорізів, отворів або розрізів, які виконані у пакувальному матеріалі та покриті смужками, що можна відірвати, які звичайно називаються "відривні клапани". Альтернативно пакувальний пристрій забезпечений зовнішнім відкривальним пристроєм, наприклад, у формі пластикової наливної горловини, яка має кришку, що загвинчується, для повторного закривання, причому відкривальний пристрій лише дозволяє проникнути пакувальному шаруватому матеріалу при відкриванні упаковки і використанні продукту. При цьому пакувальний шаруватий матеріал забезпечений отвором, що складається з пробитого прорізу у каркасному шарі, причому над прорізом були нашаровані алюмінієва фольга і термопластичні шари. Таким чином, коли наповнювальний матеріал складається зі стерилізованого продукту, такого як стерилізоване молоко, або кислого продукту, такого як апельсиновий сік, пакувальний контейнер часто виготовляють з пакувального шаруватого матеріалу, що включає шар алюмінієвої фольги, який робить упаковку у високій мірі непроникною для газів, таких як кисень, що може окислити вміст і погіршити його якість. Для того щоб досягти бажаної непроникності дуже важливо, щоб шар алюмінієвої фольги не був надірваним або пошкодженим протягом процесу надавання форми упаковці або протягом виготовлення пакувального матеріалу і для виконання функції отвору з відривною смужкою (відривний клапан) або проникнення відкривального пристрою, важливо, щоб шар алюмінієвої фольги прилягав дуже добре до ділянки навколо прорізів, які розпечатуються, оскільки в іншому випадку операція відкривання може не відбутися. Таким чином, коли покриваюча смужка прикріплена над призначеним отвором, ця смужка може бути відірвана у зв'язку з даною операцією без відривання при цьому внутрішньої пластикової підкладки та алюмінієвої фольги. При застосуванні проникаючого відкриваль 5 76971 6 ного пристрою, даний відкривальний пристрій моно 5 до 10нм), він у кінцевому випадку має бути же зробити не рівний розріз в алюмінієвій фользі і пресований за допомогою натискного ролика до термопластичному шарі, наслідком чого є обірвані країв навколо отворів або розрізів у каркасному краї. шарі і частково пресований у зазначені прорізи та Метою винаходу є обробка і підготовка стрічки отвори. Оскільки отвори мають відносно гострі пакувального матеріалу зазначеного вище типу краї, існує ризик розриву алюмінієвої фольги і у простим та ефективним способом таким чином, будь-якому випадку зростає ризик загинання алющоб край стрічки пакувального матеріалу був мінієвої фольги навколо країв отворів або розрізів, щільно запаяний використовуючи верхню пластив результаті чого може виникнути послаблення кову плівку або пластикову плівку, що знаходиться або недостатнє прилягання до каркасного шару навколо крайових ділянок. Відоме щільне запаюособливо у крайових ділянках прорізів або отворів. вання країв матеріалу, що поглинають рідину, які є Крім того, прилягання між пластиковим шаром і незахищеними зсередини пакувального контейнешаром алюмінієвої фольги недостатнє на ділянці ру, зі з'єднувальними термопластичними смужказазначених прорізів або розрізів оскільки тиск нами або термопластичними смужками, які загнуті тискного ролика у вказаних ділянках обмежений навколо країв. Також відоме, з цією ж метою, зачерез зменшення товщини матеріалу у вказаних безпечення стрічки пакувального матеріалу так прорізах або розрізах. званою закріпленою пластиковою крайовою смужЗазначені вище обставини складають серйозкою, тобто пластиковою смужкою, яка виступає від ну проблему, яка, по-перше, викликає розриви у краю стрічки картону і може бути загнута навколо шарі алюмінієвої фольги, і отже стає причиною краю і запаяна до його протилежної сторони. Таку незадовільної газонепроникності упаковок, по"закріплену крайову смужку" одержують шляхом друге, викликає дефект виконання функції відкрирозміщення стрічок картону паралельно одна до вання через недостатнє прилягання між шаром одної таким чином, що вони утворюють розріз або алюмінієвої фольги та каркасним шаром у крайопроміжок між собою, після чого стрічки і розрізи вих ділянках навколо отворів і, по-третє, викликає одночасно покривають пластиковою фольгою або, недостатнє прилягання між шаром алюмінієвої у деяких випадках, пластиковою фольгою та алюфольги та пластиковим шаром вздовж частин, де мінієвою фольгою, після чого покриті стрічки відошар алюмінієвої фольги і пластиковий шар вистукремлюють за допомогою розрізів, зроблених у пають за каркасний шар і, отже, не підтримуються відрізній ділянці, таким чином формуючи виступаданим шаром при пресуванні один до одного. ючу закріплену смужку. Недоліком до нашого часу Прилягання між шаром алюмінієвої фольги та була неможливість одержати прилягання або у плівкою багатошарового термопласту, яка з'єднує будь-якому випадку одержували недостатнє пришар алюмінієвої фольги з каркасним шаром, і прилягання між, наприклад, шаром алюмінієвої фольлягання між шаром алюмінієвої фольги і пластикоги та пластиковим шаром на відрізній ділянці, осківою підкладкою, що знаходиться поза даним шальки алюмінієва фольга і пластиковий шар не ром (тобто пластикова підкладка, яка у кінцевому могли бути пресовані разом у межах ділянки відрівипадку повинна знаходитися у безпосередньому зу і, зокрема, не біля розмежувальних країв розріконтакті з рідкими продуктами харчування, що мазів через змінну товщину матеріалу та виникаючу ють зберігатися у готовій упаковці) є особливо складність для притискних роликів пресувати макритичними. На ділянці вказаних прорізів або розтеріал у межах відрізної ділянки. різів дане прилягання часто недостатнє, оскільки у Пакувальний матеріал зазначеного тут типу матеріалі виявляється зменшення у товщині у може бути виготовлений за допомогою відомої прорізах або розрізах, причому зменшення у товтехнології шляхом нанесення різних шарів, а саме, щині викликає зниження тиску затискного валку у шару алюмінієвої фольги, внутрішнього пластикоданих точках. Іншими словами, зменшення товщивого шару тощо, за декілька окремих операцій нани означає, що затискний валок, який містить нашаровування, на каркасний шар, який складається тискний ролик і охолоджувальний циліндр, не здаз паперу або картону, і даний процес нашаровутний пресувати шар алюмінієвої фольги та різні вання проходить успішно у тому випадку, коли полімерні шари разом у достатній мірі для досягкаркасний шар не забезпечений прорізами, отвонення необхідного прилягання головним чином на рами або розрізами, тобто ділянками, де покривні всій ділянці, визначеній прорізом або розрізом. Це шари проходять за або повз крайові ділянки карвиявляється як включення повітря, суміжні з краякасного шару. Було виявлено, що коли алюмінієву ми прорізів або розрізів, що у свою чергу означає фольгу нашаровують на стрічку каркасного шару, виникнення проблем утворення розривів в алюміщо складається з паперу або картону, де каркаснієвій плівці, які ведуть до погіршення газонепроний шар забезпечений прорізами, отворами або никності і, отже, проблем з асептикою. Включення розрізами, виникають труднощі через той факт, що повітря також викликають складність відривання у зв'язку з нашаровуванням, при якому з'єднуваабо проникнення перегородки, яка складається з льний формувальний шар часто складається з алюмінієвої фольги та полімерних плівок у протонкої екструдованої термопластичної плівки, різ/розріз, пов'язану зі зменшенням можливості алюмінієва плівка має бути пресована до основи відкривання упаковки і/або з неможливістю зробикаркасного шару використовуючи натискний ролик ти рівний розріз при проникненні, результатом чого або легкий притискний ролик з метою досягнення є утворення обірваних країв. достатнього прилягання між шаром алюмінієвої Складність вирішення проблеми недостатньофольги та каркасним шаром. Оскільки шар алюміго тиску у затискному валку на ділянці прорінієвої фольги звичайно дуже тонкий (від приблиззів/розрізів посилюється тим фактом, що у той же 7 76971 8 час у затискному валку необхідно приділяти увагу Навіть у зв'язку з високою швидкістю лінії, поліпаспекту оптимізації по відношенню до прилягання шеністю лінії завантаження та короткою довжиною між алюмінієвою фольгою та різними полімерними затискного валку, натискний ролик відповідно до шарами на ділянках, які знаходяться поза ділянвинаходу повинен бути розміщений таким чином, ками прорізів/розрізів. Полімерний шар, що має щоб він мав час проникнути у ділянку прорізів і бути нашарований на алюмінієву фольгу, екструнашарувати плівки та шари, які знаходяться у дадується у розплавленому або напіврозплавленому них місцях, один на одного. стані безпосередньо у затискний валок і повинен Даних цілей досягають використовуючи натисбути пресований з нею за допомогою валку до кний ролик відповідно до винаходу як визначено у того як температура полімерного матеріалу знип.1 формули винаходу. зиться занадто сильно, у зв'язку з чим матеріал Винахід також відноситься до способу вигототвердіє. Це означає, що лінія завантаження у валвлення пакувального матеріалу з використанням ку ефективна для нашаровування лише протягом натискного ролика відповідно до винаходу та до першої відносно короткої довжини затискного валпакувального матеріалу, який виготовляють викоку. Довжина затискного валку, яка перевищує дану ристовуючи наведений спосіб. ефективну довжину затискного валку, означає лиНатискний ролик містить металеве осердя, що ше те, що лінія завантаження поширюється на має округлу циліндричну поверхню кожуха, причобільшу площу, і дана обставина є недоліком, оскіму поверхня кожуха покрита внутрішнім покривним льки тоді тиск у затискному валку стає нижчим. На шаром, який складається з еластичного матеріалу, основі цього, традиційні натискні ролики виготовщо має першу міцність і першу товщину. Відповідляють з поверхневим зовнішнім покриттям відносно до винаходу зовнішній покривний шар, який но високої міцності, звичайно більше 80-90 Шор А, складається з еластичного матеріалу, що має друзменшуючи довжину затискного валку. Однак, дагу міцність і другу товщину, причому зазначена не відносно міцне поверхневе зовнішнє покриття перша міцність перевищує зазначену другу міцвикликає недостатнє прилягання на ділянках проність і зазначена перша товщина перевищує зарізів/розрізів як було розглянуто вище. значену другу товщину, розміщений зовні від даноІнша проблема у зв'язку з нашаровуванням го внутрішнього покривного шару. Структура як полімерної плівки на каркасний шару, який склавнутрішнього покривного шару, так і зовнішнього дається з паперу або картону, причому каркасний покривного шару є гомогенною або переважно шар виступає через прорізи, отвори або розрізи, гомогенною. Внаслідок того, що зовнішній покривполягає у тому, що полімерний матеріал має здатний шар має меншу міцність, бажаного проникненність до акумулювання у зв'язку з даними прорізаня досягають на ділянках прорізів у каркасному ми, отворами або розрізами. шарі, коли каркасний шар, алюмінієва фольга та [У JР 57118898] описаний пресувальний рополімерний шар(и) проходять через затискний лик, який характеризується загалом тим, що може валок, у той час, коли невелика товщина зовнішвикористовуватися для виготовлення паперу, фанього, більш м'якого покривного шару веде до ненери тощо. Описаний ролик має осердя зі сталі та значного збільшення довжини затискного валку, зовнішній шар з поліуретанової гуми. З метою заозначаючи те, що бажаний тиск можна підтримупобігання відлущенню зовнішнього шару, шар невати у затискному валку при збереженні лінії завапористої поліуретанової смоли, причому шар має нтаження. міцність 75 Шор D і зв'язаний з осердям за допоВідповідно до одного варіанту втілення винамогою з'єднувального шару фенолового типу, роходу, зазначена перша міцність принаймні на 15% зміщений між осердям і даним зовнішнім шаром. більша, переважно принаймні на 20% більша, і ще Пресувальний ролик спеціально не призначений більш переважно на 25% більша, ніж вказана друдля нашаровування пакувального матеріалу, прига міцність підрахована у Шор А. При цьому, зовчому проблеми виникають, коли каркасний шар нішній покривний шар звичайно має міцність 50-80 для пакувального матеріалу виступає через проріШор А, переважно 60-75 Шор А, тоді як внутрішній зи, отвори або розрізи, і тому звичайно не придатпокривний шар має міцність 60-99 Шор А, перений для вирішення таких проблем. важно 70-95 Шор А, і ще більш переважно 80-95 Метою даного винаходу є вирішення зазначеШор А. ного вище ряду проблем. Зокрема, метою винахоВідповідно до іншого варіанту втілення винаду є пропонування натискного ролика, який забезходу, зазначена друга товщина, тобто товщина печує на ділянках прорізів каркасного шару зовнішнього покривного шару, складає 5-25%, пеполіпшене прилягання між шаром алюмінієвої фореважно 7-20% і ще більш переважно 8-15% загальги та одним або більше полімерними шарами, льної товщини покривних шарів. Вказана друга що прилягають до нього, наприклад, пластикової товщина складає відповідно 1-10мм, переважно 1підкладки, яка складається з одного або більше 5мм і ще більш переважно 1-3мм. Нижня межа термопластичних матеріалів і/або плівки, що місвизначається практичними обмеженнями щодо тить багатошаровий термопласт, причому шар(и) того, наскільки тонким може бути виконаний покекструдуються безпосередньо у затискний валок, ривний шар. Причиною є те, що краще зробити який містить натискний ролик відповідно до виназовнішній покривний шар якомога тоншим. Однак, ходу. При цьому, метою винаходу є забезпечення даний шар повинен бути принаймні такої ж товщиможливості виготовлення затискного валку, який ни як пакувальний шаруватий матеріал, який має має переважно коротку довжину затискного валку і бути введений у затискний валок, що використовує поліпшену лінію завантаження, і у той же час досянатискний ролик відповідно до винаходу. Внутрішгається хороше прилягання на ділянках прорізів. ній шар відповідно має товщину принаймні 10мм, 9 76971 10 звичайно якнайбільше 50мм і часто близько 15проникнути всередину у ділянки прорізів у каркас30мм. ному шарі пакувального матеріалу, що повинен Відповідно до ще одного варіанту втілення вибути покритий. находу, зазначений внутрішній покривний шар і Лінія показана у вигляді діаграми на Фіг.2, для зазначений зовнішній покривний шар сформовані виготовлення пакувального шаруватого матеріалу з різних типів еластомерного матеріалу і мають типу вказаного тут, включає накопичувальну котурізні властивості матеріалу. Однак, також можна шку 20, що має стрічку 21 волокнистого матеріалу, передбачити можливість формування шарів з одтобто паперу або картону, яка, з одного боку, може ного типу еластомерних матеріалів, що однак були являти собою тонкий шар термопластичного маб виготовлені або оброблені таким чином, що матеріалу, наприклад, поліетилену. Накопичувальна теріал внутрішнього покривного шару та зовнішкотушка, що містить тонку стрічку 23 алюмінієвої нього покривного шару, відповідно, мали різні влафольги (5-20нм), позначена на кресленнях позицістивості матеріалу, зокрема різну міцність. єю 22 та екструзійний прес для формування плівки Приклади можливих матеріалів, які звичайно жодрозплавленого багатошарового термопласту 25 ним чином не обмежують винахід, являють собою (переважно поліетилену) позначений на кресленполімерні матеріали, такі як різні види гумових або нях позицією 24. Натискний ролик 10 відповідно до поліуретанових матеріалів. винаходу взаємодіє у затискному валку 26 з охоВинахід буде описаний далі більш докладно з лоджувальним роликом 27, який має сталеву попосиланнями на фігури, на яких: верхню у машині для припресування плівки, що Фіг.1 відображає переважний натискний ролик сформована з даних елементів, і також екструзійвідповідно до винаходу у перспективі та з різними ним пресом 24. З даної першої машини для приппокривними шарами частково показаними; ресування плівки 10, 27, 24 пакувальний шаруваФіг.2 відображає діаграму лінії для формувантий матеріал, що зараз вже напівготовий, ня пакувальних матеріалів, причому лінія включає проходить далі у другу машину для припресування два затискних валки, принаймні один з яких викоплівки, що включає затискний валок 32, який має ристовує натискний ролик відповідно до винаходу; натискний ролик 28, охолоджувальний ролик 29 та Фіг.3а відображає каркасний шар для пакуваекструзійний прес 30, що може бути розміщений з льного матеріалу, причому каркасний шар має метою повторного екструдування двосторонньої пробитий проріз і покритий з однієї з його сторін плівки 31, яка складається з двох різних термоппластиковим шаром; ластичних матеріалів. У другій машині для припФіг.3b відображає як два покривних шари наресування плівки 28, 29, 30, напівготовий пакуватискного ролика взаємодіють з каркасним шаром льний шаруватий матеріал, що надходить з відповідно до Фіг.3а, сформованим з шаром метапершої машини для припресування плівки 10, 27, левої фольги за допомогою шару багатошарового 24, формується разом з вказаною двосторонньою термопласту; плівкою 31 на тій стороні шаруватого матеріалу, Фіг.3с відображає вигляд пакувального шаруяка являє собою алюмінієву фольгу. Двостороння ватого матеріалу після процесу нашаровування плівка може, як приклад, складатися з етиленового відповідно до Фіг.3b; ефіру акрилової кислоти, ЕЕАК, що нашарований Фіг.4 відображає проріз у пакувальному матещільно на алюмінієву фольгу, та поліетилену ниріалі, причому проріз являє собою вузьке кільце зької щільності, ПНЩ, зовні від нього. навколо його периметру, причому вузьке кільце є Протягом процесу формування лінії, показаної ознакою включень повітря. на Фіг.2, натискний ролик 10 звичайно має колову Фіг.1 відображає переважний натискний ролик швидкість до 800м/хв., переважно 300-700м/хв., і відповідно до винаходу, причому ролик звичайно ще більш переважно 400-700м/хв. Лінія завантапозначений на кресленнях позицією 10. Даний ження у затискному валку 26 звичайно складає 20ролик звичайно має зовнішній діаметр близько 60N/мм, переважно 20-50N/мм, і довжина затиск200-450мм, у зв'язку з чим, необхідно розуміти, що ного валку складає принаймні 20мм, переважно винахід не обмежується зазначеними діаметрами. 20-35мм, і ще більш переважно 20-30мм. Дані межі Оскільки осердя 11 ролика включає суцільнокатавеличин лінії завантаження та довжини затискного не металеве осердя, звичайно виготовлене зі ставалку встановлені припустимими натискним ролилі, природно також є можливим виконання даного ком 10 відповідно до винаходу. Те, що відбуваєтьосердя не суцільнокатаним. Внутрішній покривний ся у затискному валку 26 в результаті винаходу шар 12, який складається з еластичного матеріабуде описано далі більш докладно з посиланням лу, що має першу міцність і першу товщину, як на Фіг.3а-с. описано вище, знаходиться на округлій циліндричНа Фіг.3а, що відображає значно збільшену діній поверхні кожуха осердя 11. Зовнішній покривлянку поперечного перерізу пакувального шаруваний шар 13, який складається з еластичного матетого матеріалу відповідно до винаходу волокнисріалу, що має другу міцність і другу товщину, тий каркасний шар шаруватого матеріалу причому зазначена перша міцність перевищує позначений на кресленнях позицією 40 і тонкий зазначену другу міцність і зазначена перша товзовнішній шар термопласту позначений на кресщина перевищує зазначену другу товщину, як опиленнях позицією 41. Саме ці два шари утворюють сано вище, знаходиться зовні від даного внутрішстрічку 21, що надходить з накопичувальної котунього покривного шару 12. У результаті такого шки 20 на Фіг.2. Каркасний шар 40 має пробитий виконання зовнішній, відносно тонкий і м'який шар отвір через проріз 42, причому проріз повинен може бути стиснутий без підіймання затискного утворити відкривальну частину у готовій упаковці, валку, що значно витягнутий, і у той же час може виготовленій з шаруватого матеріалу. Каркасний 11 76971 12 шар 40 і, отже, бічні сторони прорізу 42, звичайно В експериментальному порядку формування мають висоту (товщину) близько 0,2-0,5мм. Проріз покритого з зовнішньої сторони каркасного шару 42 може бути будь-якої вибраної форми і звичайно Frövi Duplex СLС/С 270г/м2, 260мN, з шаром багамає найбільший розмір (діаметр або довжину) тошарового термопласту, що складається з ПНЩ, принаймні близько 10мм і якнайбільше близько 25г/м2, було протестоване у дослідному пристрої, 30мм. швидкість якого складала 300м/хв. Проріз у каркаФіг.3b відображає як плівка, що складається з сному шарі мав діаметр 19мм. Експерименти пробагатошарового термопласту 43 та плівки 44 алюводилися з використанням трьох різних ліній завамінієвої фольги, які відповідають екструдованій нтаження. Два стандартних натискних ролики, що плівці 25 та стрічці 23 алюмінієвої фольги, відповімають лише один покривний шар кожний, причому дно, на Фіг.2, нашарована на каркасний шар 40 по покривний шар включає гумовий шар, міцність основній частині шаруватого матеріалу. Однак, у якого складає 80 Шор А, були протестовані, так прорізі 42 багатошаровий термопласт 43 та алюсамо як і натискний ролик відповідно до винаходу, мінієва фольга 44 будуть замість цього сформоваяк показано на Фіг.1, причому натискний ролик ні разом з зовнішнім шаром 41, оскільки у даній містить сталеве осердя, діаметр якого складає точці немає каркасного шару. При цьому багато310мм, внутрішній покривний шар, що складає шаровий термопласт 43 з'єднується з зовнішнім 18мм і має міцність 90 Шор А, та зовнішній покришаром 41, у зв'язку з чим будь-які включення повівний шар, що складає 2мм і має міцність 70 Шор тря 45, що можуть бути присутніми, не є критичА. В експерименті не було використано жодного ними для функціонування прорізу. На противагу, шару алюмінієвої фольги з метою надання можлизначно більш критичним є забезпечення того, щоб вості візуального огляду результату у прозорому алюмінієва плівка 44 з'єдналася з багатошаровим прорізі. Не дивлячись на нестачу шару алюмінієвої термопластом 43 добре покриваючи його, що фольги з'явилася чітка різниця у взаємодії по відскладає головну проблему даного винаходу. ношенню до охолоджувальних роликів поблизу Включення повітря 48 між багатошаровим термопкраїв прорізу. Фіг.4 відображає, що виявляється ластом 43 та алюмінієвою фольгою 44 таким чинестача взаємодії як кільце ширини "х" причому ном будуть утворені на ділянці точно у межах кракільце проходить навколо країв прорізу. При візуаїв прорізу 42, причому включення повітря проте льному огляді дане кільце має яскравий вигляд, мінімізовані в результаті дії натискного ролика тоді як термопластичний матеріал, що знаходитьвідповідно до винаходу. Отже, як показано, зовніся всередині нього, причому матеріал був формошній, відносно тонкий і м'який шар 13 натискного ваний разом з хорошою взаємодією, має матовий ролика буде деформований на ділянках, де є карвигляд. Таблиця 1 відображає ширину "х" кільця у касний шар, у той час як у прорізі 42, де каркаснопорівняльних експериментах і експерименті відпого шару немає, він проникне прямо на дно прорізу і відно до винаходу. Очікується, що зменшення шитаким чином спресує разом багатошаровий террини "х", яке можна побачити, може бути навіть мопласт 43 та алюмінієву фольгу 44. У той же час, більше, коли алюмінієва фольга є наявною у шавнутрішній, відносно товстий і твердий шар 12 наруватому матеріалі, оскільки проблема включення тискного ролика забезпечує те, що необхідний повітря в основному пов'язана з існуванням плівки тиск можна підтримати за допомогою бажаної коалюмінієвої фольги. роткої довжини затискного валку на ділянках поза Таблиця 1 прорізом 42. Фіг.3с відображає пакувальний шаруватий маØ 350 відпоЛінія заванта- Ø 400 порівня- Ø 350 порівнятеріал після того, як він також пройшов через друвідно до ження (N/мм2) льний (мм) льний (мм) винаходу (мм) гу машину для припресування плівки 28, 29, 30 на 22 2,1 1,9 1,5 Фіг.2. При цьому, повторно екструдований термо37 1,9 1,5 1,3 пластичний шар, що складається з шару 46 етиле50 1,7 1,2 0,9 нового ефіру акрилової кислоти, ЕЕАК, був нашарований на пакувальний шаруватий матеріал Винахід не обмежується описаними вище пещільно до алюмінієвої фольги, і шар 47 поліетилереважними варіантами втілення. Отже, має бути ну низької щільності, ПНЩ, був нашарований на зрозумілим, наприклад, що натискний ролик відпопакувальний шаруватий матеріал поза даним шавідно до винаходу може рівноцінно добре викорисром ЕЕАК. У даному випадку також можуть з'явитовуватися як натискний ролик 28 у другій машині тися критичні включення повітря 49 між алюмінієдля припресування плівки на Фіг.2, у зв'язку з чим вою фольгою 44 і термопластичним шаром 46. натискний ролик у першій машині для припресуОднак, дані включення повітря також можуть бути вання плівки може бути типу відповідно до виназменшені, якщо натискний ролик відповідно до ходу або стандартного типу. Також має бути зровинаходу використовується у другій машині для зумілим те, що натискний припресування плівки. Приклад 13 Комп’ютерна верстка Т. Чепелева 76971 Підписне 14 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюImpression roller for laminating machine for producing packaging material, method for producing packaging material and packaging material
Назва патенту російськоюПрижимной валик машины для ламинирования для изготовления упаковочного материала, способ изготовления упаковочного материала и упаковочный материал
МПК / Мітки
МПК: B30B 3/00, F16C 13/00, B65D 65/40
Мітки: ламінування, матеріал, матеріалу, виготовлення, пакувального, притискний, спосіб, валик, машини, пакувальний
Код посилання
<a href="https://ua.patents.su/7-76971-pritisknijj-valik-mashini-dlya-laminuvannya-dlya-vigotovlennya-pakuvalnogo-materialu-sposib-vigotovlennya-pakuvalnogo-materialu-i-pakuvalnijj-material.html" target="_blank" rel="follow" title="База патентів України">Притискний валик машини для ламінування для виготовлення пакувального матеріалу, спосіб виготовлення пакувального матеріалу і пакувальний матеріал</a>
Спосіб виготовлення герметичних пакетів, які містять рідкі харчові продукти, з трубки пакувального матеріалу, герметичний пакет та пакувальний агрегат для реалізації цього способу
Номер патенту: 72474
Опубліковано: 15.03.2005
Автори: Сельберг Ханс, Бенедетті Паоло
МПК: B65B 51/26, B65B 9/10
Мітки: цього, герметичних, рідкі, агрегат, трубки, пакувального, способу, спосіб, харчові, пакувальний, пакетів, пакет, виготовлення, реалізації, продукти, герметичний, матеріалу, містять
Формула / Реферат:
1. Спосіб виготовлення герметичних пакетів (2), які містять рідкі харчові продукти, з трубки (3) із термосклеюваного листового пакувального матеріалу, яка подається вздовж вертикалі (А) і безперервно наповнюється згаданим харчовим продуктом, який містить стадії:- циклічного і послідовного стискування за допомогою принаймні двох пар затискачів (8, 9) на трубці (3) однакового об'єму між поперечними перерізами трубки (3);-...
Пакувальний вузол для безперервного виготовлення асептичних ущільнених упаковок, які містять наливний харчовий продукт, з трубчатого пакувального матеріалу
Номер патенту: 44917
Опубліковано: 15.03.2002
Автор: Паоло Фонтанацці
МПК: B65B 3/00, B65B 9/00, B65B 9/06, B65B 3/10
Мітки: виготовлення, харчовий, матеріалу, пакувального, вузол, безперервного, трубчатого, продукт, асептичних, наливний, містять, пакувальний, ущільнених, упаковок
Формула / Реферат:
1. Пакувальний вузол (1) для безперервного виготовлення асептичних ущільнених упаковок (2), які містять наливний харчовий продукт, з труби (14), зробленої з листового пакувального матеріалу, що ущільнюється теплом, яку подають вздовж вертикальної траєкторії (А) подачі, причому труба (14) наповнена вказаним харчовим продуктом, який містить:- перший ланцюговий конвеєр (10), що має деяку кількість стискувальних пристроїв (12) та визначає...
Пакувальний вузол для безперервного виготовлення асептичних ущільнених упаковок, які містять наливний харчовий продукт, з трубчатого пакувального матеріалу
Номер патенту: 44918
Опубліковано: 15.03.2002
Автори: Фелікс Дунге, Пер Густафссон, Паоло Фонтанацці
МПК: B65B 9/00, B65B 3/10, B65B 3/00, B65B 9/06
Мітки: пакувального, пакувальний, харчовий, матеріалу, безперервного, продукт, асептичних, вузол, трубчатого, наливний, містять, виготовлення, ущільнених, упаковок
Формула / Реферат:
1. Пакувальний вузол (1) для безперервного виготовлення асептичних ущільнених упаковок (2), що містять наливний харчовий продукт, з труби (14), виготовленої із листового пакувального матеріалу, яку ущільнюють за допомогою тепла та подають вздовж вертикальної траєкторії (А), причому вказана труба (14) наповнена харчовим продуктом, який містить:- перший ланцюговий конвеєр (10), що має деяку кількість стискувальних пристроїв (12) та...
Багатошаровий пакувальний матеріал
Номер патенту: 7092
Опубліковано: 15.06.2005
Автор: Оленич Ігор Федорович
МПК: D21H 27/30, B23B 29/00
Мітки: багатошаровий, матеріал, пакувальний
Формула / Реферат:
Багатошаровий пакувальний матеріал, що містить шари з картону та проміжний шар з армуючої сітки, що з’єднані клейовими шарами, який відрізняється тим, що він додатково містить шар картону з хвилеподібною поверхнею, який розміщений між шаром картону та проміжним шаром з армуючої сітки.
Багатошаровий пакувальний матеріал
Номер патенту: 26548
Опубліковано: 11.10.1999
Автори: Гольдштейн Алла Алєксандровна, Охрименко Геннадій Миколайович, Фельштинер Ніна Семенівна, Балагула Ельвіра Ізраїлівна, Лейберман Софія Семенівна
МПК: D21H 27/10, D21H 19/00, B32B 29/00, D21H 27/30, B65D 65/40
Мітки: багатошаровий, матеріал, пакувальний
Формула / Реферат:
1. Багатошаровий пакувальний матеріал, який включає шари з алюмінієвої фольги і паперу, який відрізняється тим, що додатково містить розташований над фольгою шар плівки з поліпропілену, при цьому всі шари у вказаній послідовності поєднані між собою пов'язуючою речовиною.2. Пакувальний матеріал за п.1, який відрізняється тим, що містить шари при таких параметрах їхніх густин, г/м2: Поліпропіленова плівка 5 -...
Попередній патент: Пристрій для охолоджування і обробки нагрітих деталей, що мають форму тіл обертання, з металевих матеріалів, таких як сталь
Наступний патент: Гайковий ключ
Випадковий патент: Спосіб моделювання стенозу хребтового каналу