Спосіб підвищення зчеплення в зоні контакту колеса з рейкою
Номер патенту: 77313
Опубліковано: 11.02.2013
Автори: Найш Наум Михайлович, Щербаков Валерій Петрович, Ковтанець Максим Володимирович, Горбунов Микола Миколайович, Мокроусов Сергій Дмитрович, Могила Валентин Іванович
Формула / Реферат
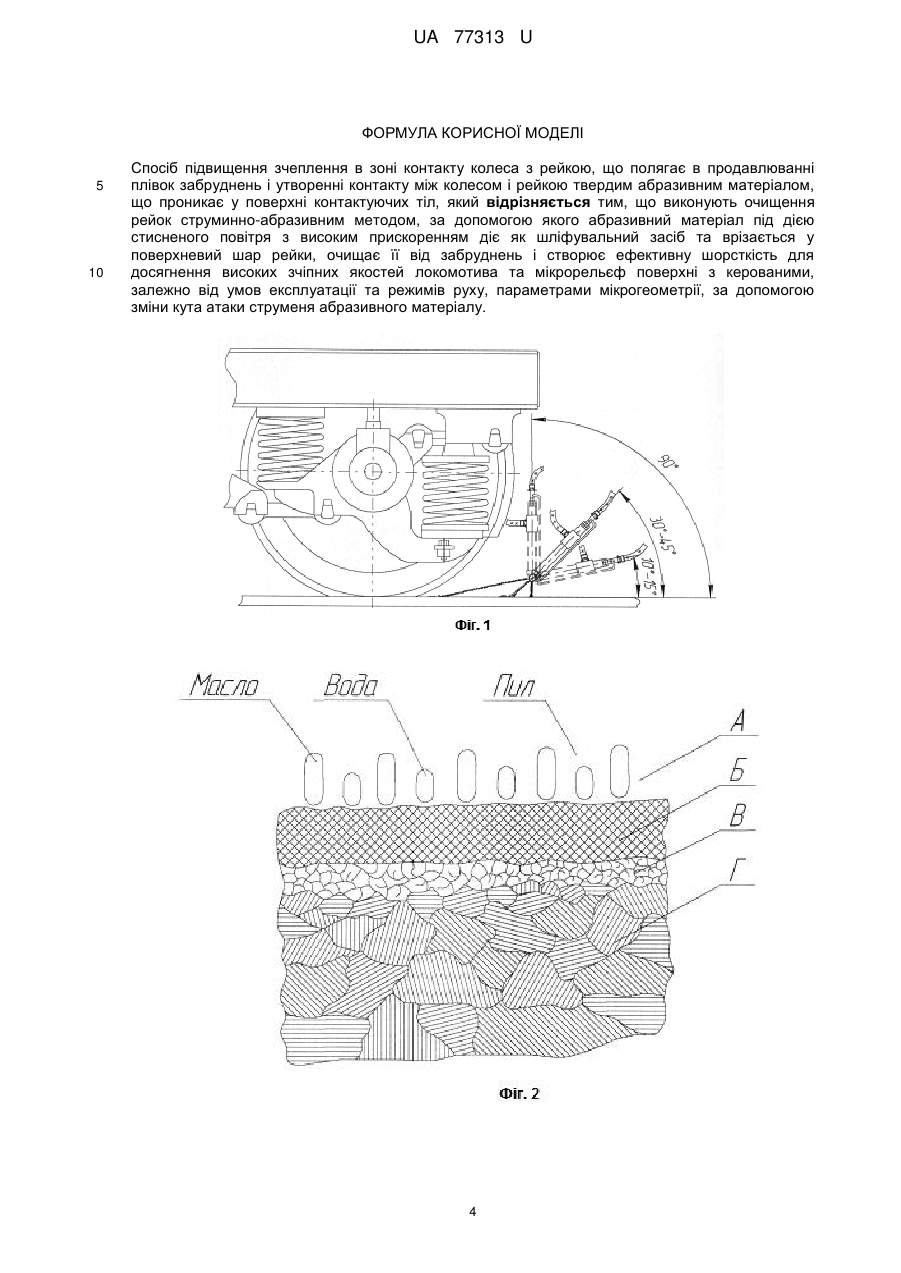
Спосіб підвищення зчеплення в зоні контакту колеса з рейкою, що полягає в продавлюванні плівок забруднень і утворенні контакту між колесом і рейкою твердим абразивним матеріалом, що проникає у поверхні контактуючих тіл, який відрізняється тим, що виконують очищення рейок струминно-абразивним методом, за допомогою якого абразивний матеріал під дією стисненого повітря з високим прискоренням діє як шліфувальний засіб та врізається у поверхневий шар рейки, очищає її від забруднень і створює ефективну шорсткість для досягнення високих зчіпних якостей локомотива та мікрорельєф поверхні з керованими, залежно від умов експлуатації та режимів руху, параметрами мікрогеометрії, за допомогою зміни кута атаки струменя абразивного матеріалу.
Текст
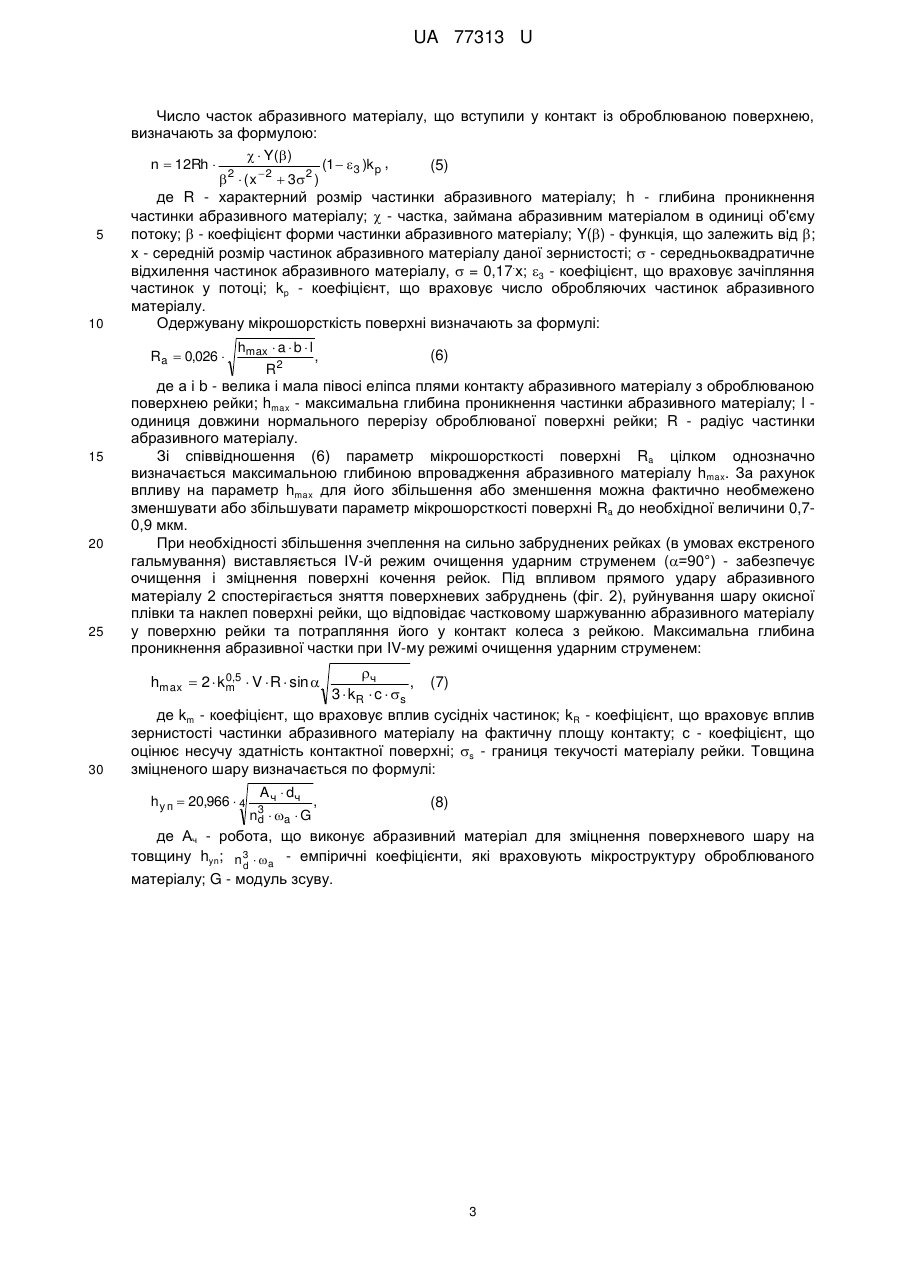
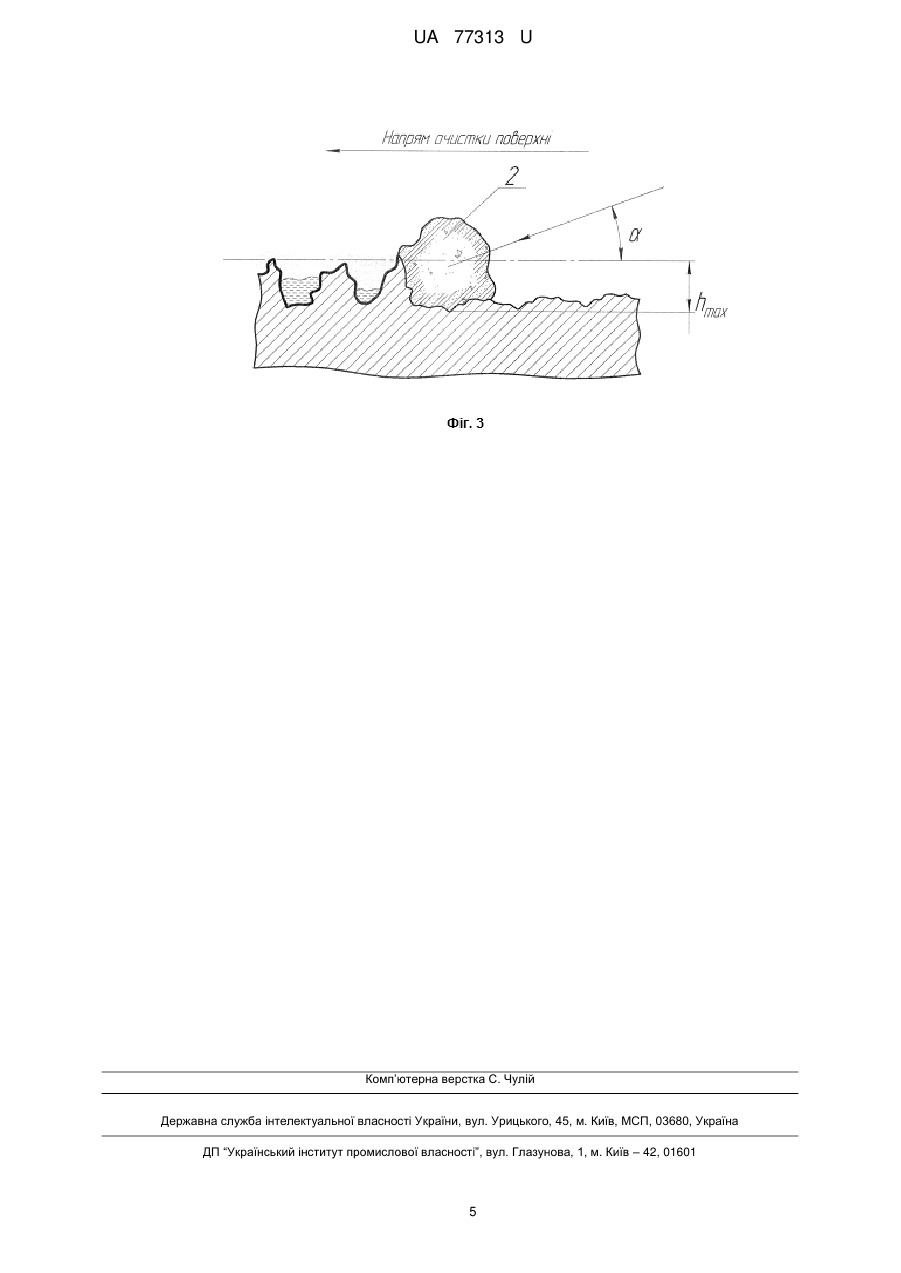
Реферат: Спосіб підвищення зчеплення в зоні контакту колеса з рейкою полягає в продавлюванні плівок забруднень і утворенні контакту між колесом і рейкою твердим абразивним матеріалом, що проникає у поверхні контактуючих тіл. Виконують очищення рейок струминно-абразивним методом. За допомогою зміни кута атаки струменя абразивного матеріалу керують параметрами мікрогеометрії мікрорельєфу поверхні. UA 77313 U (12) UA 77313 U UA 77313 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до залізничного транспорту і може бути використана для підвищення тягово-зчіпних якостей локомотивів. Відомий спосіб підвищення зчеплення коліс локомотива з рейками, який полягає у нагріванні забруднених поверхонь коліс і рейок та дії на них випромінювання квантового генератора [див. а.с. СРСР № 1164120, МПК В61 С 5/08, бюл. № 24, від 30.06.85]. Недоліком відомого способу є низька ефективність очищення поверхонь. Найбільш близьким за технічною суттю є спосіб підвищення зчеплення в зоні контакту колеса з рейкою, який полягає в продавлюванні плівок забруднень і утворенні контакту між колесом і рейкою твердими абразивними частинками, що уминаються у поверхні контактуючих тіл [див. Каменев Н.Н. Эффективное использование песка для тяги поездов / труды ЦНИИМПС вып. 366. М.: Транспорт, 1968. - с. 8]. Недоліками відомого способу підвищення зчеплення в зоні контакту колеса з рейкою є: руйнування, знос колеса і рейки та опір руху поїзду, що спричинені урізанням у поверхні колеса й рейки значної кількості абразивного матеріалу; неефективне очищення сильно забруднених поверхонь, у зв'язку із чим не спостерігається підвищення зчіпних якостей локомотива; утворення на поверхні рейки шару піску деякої товщини, що приводить до прослизання часток кварцу однієї по іншій, що значно знижує коефіцієнт зчеплення колеса з рейкою: використання зайвої кількості піску, що призводить до засмічення рейко-шпальної решітки та до блокування роботи стрілочного переводу та підвищенню небезпеки руху поїзда, за рахунок засмічення порожнечі між рейкою та стрілкою зайвим розсипаним піском. В основу корисної моделі поставлено задачу удосконалення способу підвищення зчеплення в зоні контакту колесо-рейка шляхом застосування струминно-абразивного очищення поверхонь з керованим кутом атаки абразивним матеріалом для ефективного очищення контактуючих поверхонь, що призведе до відсутності абразивного матеріалу у контакті між колесом і рейкою та відсутності опору руху поїзду, а також забезпечить зменшення використання абразивного матеріалу та негативний вплив на рейковий шлях. Поставлена задача вирішується тим, що у способі підвищення зчеплення в зоні контакту колеса з рейкою, що полягає в продавлюванні плівок забруднень і утворенні контакту між колесом і рейкою твердим абразивним матеріалом, що проникає у поверхні контактуючих тіл, відповідно до корисної моделі, виконують очищення рейок струминно-абразивним методом, за допомогою якого абразивний матеріал під дією стисненого повітря з високим прискоренням діє як шліфувальний засіб та врізається у поверхневий шар рейки, очищає її від забруднень і створює ефективну шорсткість для досягнення високих зчіпних якостей локомотива та мікрорельєф поверхні з керованими, залежно від умов експлуатації та режимів руху, параметрами мікрогеометрії, за допомогою зміни кута атаки струменя абразивного матеріалу. Таким чином залежно від ступеня забруднення рейки можливо регулювати інтенсивність її очищення та зміцнення поверхневого шару за допомогою зміни кута атаки абразивним матеріалом та досягти зниження зносу контактуючих поверхонь, підвищити коефіцієнт зчеплення колеса з рейкою за рахунок створення оптимального для пари тертя "колесо-рейка" мікрорельєфу з керованими, залежно від умов експлуатації, параметрами мікрогеометрії поверхонь. Суть способу поліпшення зчеплення в зоні контакту колесо-рейка пояснюється кресленнями, де зображено: фіг. 1 - загальний вид пристрою поліпшення зчеплення в зоні контакту колеса з рейкою; фіг. 2 - будова структури реального поверхневого шару рейки: А - поверхневі забруднення адсорбційні по оксидному шарі (повітря, пари води, масло, пил та ін.), товщина 0,1-0,4 мкм; Б - оксидний шар - FeO (товщина відносно збільшена), товщина 5-10 мкм; В - шар металу, що піддався змінам під дією пластичної деформації і температури, товщина 150-200 мкм; Г - основа, структура металу, що не піддалася деформації; фіг. 3 - схема взаємодії частинки абразивного матеріалу з поверхнею рейки. Спосіб поліпшення зчеплення в зоні контакту колеса з рейкою реалізується наступним чином. При небезпеці буксування у момент рушання, юзу або ж при гальмуванні машиністом вмикається система підвищення коефіцієнта зчеплення в зоні контакту колеса з рейкою (фіг. 1) з використанням струминно-абразивної очистки рейок. Залежно від будови (фіг. 2) структури реального поверхневого шару рейок, передбачено зміна чотирьох режимів очищення, кожний з яких відповідає певному куту атаки абразивним матеріалом поверхні рейки. При I-му режимі 1 UA 77313 U очищення ковзаючим струменем (=10°-15°) виконується тільки очищення поверхні рейки шляхом струминно-абразивної очистки від поверхневих забруднень (фіг. 2, А) адсорбційних по оксидному шару (повітря, пари води, масло, пил), яке вибирається в межах: 1 (hmin hmax ) заб заб hmax заб 2, (1) де hmin - мінімальна товщина видалюваного шару поверхневих забруднень; заб 5 10 hmax - максимальна товщина видалюваного шару поверхневих забруднень. заб Кути атаки абразивного матеріалу до поверхні рейки при I-му режимі очищення відповідають кутам атаки ІІ-му режиму очищення, але швидкість при I-му режимі очищення струменя абразивного матеріалу на виході із сопла менша порівняно зі швидкістю II-го режиму очищення і перебуває в межах 20-50 м/с. Інтенсивність зняття забруднень залежно від кута атаки та швидкості струменя абразивного матеріалу V на виході із сопла визначається за формулою: 5 (1 2 ) V 2 sin 2 ч p Q dч 4 E 15 20 2 5 , (2) де - кут атаки абразивного матеріалу до поверхні рейки; p - коефіцієнт Пуассона; Е модуль пружності; dч - діаметр частинки абразивного матеріалу; V - швидкість струменя абразивного матеріалу на виході із сопла; ч - щільність частинки абразивного матеріалу. Для рейок, які перебувають в експлуатації невеликий строк і мають рівну і гладку мікрогеометрію поверхні без впадин і мікротріщин, виставляється ІІ-й режим очищення ковзаючим струменем (=10°-15°) - очищення без зміни мікрогеометрії поверхні рейок. Відмінними рисами ІІ-го режиму очищення від І-го є те, що при цьому режимі очищення швидкість струменя V абразивного матеріалу на виході із сопла перебуває в межах 50-100 м/с та відбувається видалення поверхневих забруднень (фіг. 2, А) адсорбційних по оксидному шару (повітря, пари води, масло, пил) і/або шар окисних плівок - FeO (фіг. 2, Б), яке вибирається в межах: hmin hmin hmax hmax заб оп оп заб 1 2, max max hзаб hоп (3) min де h заб - мінімальна товщина видалюваного шару поверхневих забруднень; hmax заб максимальна товщина видалюваного шару поверхневих забруднень; hmin - мінімальна товщина ош 25 30 видалюваного шару окисних плівок; hmax - максимальна товщина видалюваного шару окисних оп плівок. В умовах екстреного гальмування виставляється IIІ-й режим очищення, передбачений косим струменем (=30°-45°) - інтенсивне відшарування і видалення шару поверхневих забруднень (фіг. 2, А) і/або шару окисних плівок (фіг. 2, Б) та вплив на шар металу (фіг. 2, В) для видалення задирок і окалини та закруглення гострих крайок (фіг. 3) і утворення оптимальної мікрогеометрії поверхні рейки та одночасне подання абразивного матеріалу у контакт колеса з рейкою в один шар (для забезпечення високих зчіпних якостей середньоарифметичне відхилення профілю взаємодіючих поверхонь колеса та рейки Ra=0,7 0,9 мкм) в межах: hmin hmin hmin hmax hmax hmin оп мат заб оп мат 1 заб hmax hmax hmax заб оп мат 35 2 ,(4) де hmin - мінімальна товщина видалюваного шару поверхневих забруднень; hmax заб заб максимальна товщина видалюваного шару поверхневих забруднень; hmin - мінімальна товщина ош видалюваного шару окісних плівок; hmax - максимальна товщина видалюваного шару окісних оп плівок; hmin - мінімальна товщина видалюваного шару з поверхні оброблюваного матеріалу мат (рейки); hmax - максимальна товщина видалюваного шару з поверхні оброблюваного матеріалу мат (рейки). 2 UA 77313 U 5 10 Число часток абразивного матеріалу, що вступили у контакт із оброблюваною поверхнею, визначають за формулою: Y() n 12Rh (1 3 )k p , (5) 2 ( x 2 32 ) де R - характерний розмір частинки абразивного матеріалу; h - глибина проникнення частинки абразивного матеріалу; - частка, займана абразивним матеріалом в одиниці об'єму потоку; - коефіцієнт форми частинки абразивного матеріалу; Y() - функція, що залежить від ; х - середній розмір частинок абразивного матеріалу даної зернистості; - середньоквадратичне . відхилення частинок абразивного матеріалу, = 0,17 х; 3 - коефіцієнт, що враховує зачіпляння частинок у потоці; kр - коефіцієнт, що враховує число обробляючих частинок абразивного матеріалу. Одержувану мікрошорсткість поверхні визначають за формулі: R a 0,026 15 20 25 hmax a b l R2 , (6) де а і b - велика і мала півосі еліпса плями контакту абразивного матеріалу з оброблюваною поверхнею рейки; hmax - максимальна глибина проникнення частинки абразивного матеріалу; l одиниця довжини нормального перерізу оброблюваної поверхні рейки; R - радіус частинки абразивного матеріалу. Зі співвідношення (6) параметр мікрошорсткості поверхні Ra цілком однозначно визначається максимальною глибиною впровадження абразивного матеріалу hmax. За рахунок впливу на параметр hmax для його збільшення або зменшення можна фактично необмежено зменшувати або збільшувати параметр мікрошорсткості поверхні Ra до необхідної величини 0,70,9 мкм. При необхідності збільшення зчеплення на сильно забруднених рейках (в умовах екстреного гальмування) виставляється ІV-й режим очищення ударним струменем (=90°) - забезпечує очищення і зміцнення поверхні кочення рейок. Під впливом прямого удару абразивного матеріалу 2 спостерігається зняття поверхневих забруднень (фіг. 2), руйнування шару окисної плівки та наклеп поверхні рейки, що відповідає частковому шаржуванню абразивного матеріалу у поверхню рейки та потрапляння його у контакт колеса з рейкою. Максимальна глибина проникнення абразивної частки при IV-му режимі очищення ударним струменем: ч , (7) 3 kR c s де km - коефіцієнт, що враховує вплив сусідніх частинок; kR - коефіцієнт, що враховує вплив зернистості частинки абразивного матеріалу на фактичну площу контакту; с - коефіцієнт, що оцінює несучу здатність контактної поверхні; s - границя текучості матеріалу рейки. Товщина зміцненого шару визначається по формулі: 0, hmax 2 k m5 V R sin 30 h у п 20,966 4 A ч dч n3 d a G , (8) де Ач - робота, що виконує абразивний матеріал для зміцнення поверхневого шару на товщину hyn; n 3 a - емпіричні коефіцієнти, які враховують мікроструктуру оброблюваного d матеріалу; G - модуль зсуву. 3 UA 77313 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 Спосіб підвищення зчеплення в зоні контакту колеса з рейкою, що полягає в продавлюванні плівок забруднень і утворенні контакту між колесом і рейкою твердим абразивним матеріалом, що проникає у поверхні контактуючих тіл, який відрізняється тим, що виконують очищення рейок струминно-абразивним методом, за допомогою якого абразивний матеріал під дією стисненого повітря з високим прискоренням діє як шліфувальний засіб та врізається у поверхневий шар рейки, очищає її від забруднень і створює ефективну шорсткість для досягнення високих зчіпних якостей локомотива та мікрорельєф поверхні з керованими, залежно від умов експлуатації та режимів руху, параметрами мікрогеометрії, за допомогою зміни кута атаки струменя абразивного матеріалу. 4 UA 77313 U Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійською(54e) method for improvement of adhesion in contact area of wheel and rail
Автори англійськоюMokrousov Serhii Dmytrovych, Horbunov Mykola Mykolaiovych, Kovtanets Maksym Volodymyrovych, Scherbakov Valerii Petrovych, Mohyla Valentyn Ivanovych, Naish Naum Mykhailovych
Назва патенту російськоюСпособ повышения сцепления в зоне контакта колеса с рельсом
Автори російськоюМокроусов Сергей Дмитриевич, Горбунов Николай Николаевич, Ковтанец Максим Владимирович, Щербаков Валерий Петрович, Могила Валентин Иванович, Найш Наум Михайлович
МПК / Мітки
МПК: B61C 15/10
Мітки: контакту, зони, колеса, підвищення, спосіб, зчеплення, рейкою
Код посилання
<a href="https://ua.patents.su/7-77313-sposib-pidvishhennya-zcheplennya-v-zoni-kontaktu-kolesa-z-rejjkoyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб підвищення зчеплення в зоні контакту колеса з рейкою</a>
Спосіб підвищення зчеплення в зоні контакту колеса з рейкою
Номер патенту: 48516
Опубліковано: 25.03.2010
Автори: Ковтанець Максим Володимирович, Крисанов Максим Андрійович, Кашура Олександр Леонідович, Кравченко Катерина Олександрівна, Горбунов Микола Іванович, Голубенко Олександр Леонідович, Попов Сергій Валерійович, Костюкевич Олександр Іванович
МПК: B61C 15/00
Мітки: рейкою, зчеплення, контакту, підвищення, колеса, зони, спосіб
Формула / Реферат:
1. Спосіб підвищення зчеплення в зоні контакту колеса з рейкою, що полягає в продавлюванні плівок забруднень і утворенні контакту між колесом і рейкою твердими абразивними частинками, який відрізняється тим, що виконують очищення рейок або контакту піскоструминним методом до взаємодії колеса з рейкою, абразивні частинки під дією стисненого повітря з високим прискоренням врізаються у поверхневий шар рейки, очищають її від забруднень і...
Система підвищення коефіцієнту зчеплення в зоні контакту колеса з рейкою
Номер патенту: 69853
Опубліковано: 10.05.2012
Автори: Могила Валентин Іванович, Петренко Владислав Олександрович, Ноженко Володимир Сергійович, Ноженко Олена Сергіївна, Ковтанець Максим Володимирович, Горбунов Микола Іванович, Кравченко Катерина Олександрівна
МПК: B61C 15/10
Мітки: коефіцієнту, рейкою, підвищення, контакту, система, колеса, зони, зчеплення
Формула / Реферат:
Система підвищення коефіцієнту зчеплення в зоні контакту колеса з рейкою, що містить бункер з абразивним матеріалом, форсунку, з'єднану з трубопроводом, та прискорювач із соплом, яка відрізняється тим, що у системі розміщено керований редуктор для подачі стисненого повітря з'єднаний трубопроводом з живильною магістраллю, а також пневмоциліндри поворотної та поступової дії, сполучені трубопроводами з системним блоком керування, який отримує...
Спосіб підвищення зчеплення в зоні контакту колеса з рейкою
Номер патенту: 94498
Опубліковано: 10.05.2011
Автори: Кравченко Катерина Олександрівна, Кашура Олександр Леонідович, Крисанов Максим Андрійович, Голубенко Олександр Леонідович, Костюкевич Олександр Іванович, Горбунов Микола Іванович, Попов Сергій Валерійович, Ковтанець Максим Володимирович
МПК: B61C 15/10
Мітки: зчеплення, спосіб, контакту, підвищення, колеса, зони, рейкою
Формула / Реферат:
Спосіб підвищення зчеплення з зоні контакту колеса з рейкою, який полягає у продавлюванні плівок забруднень і утворенні контакту між колесом і рейкою твердими абразивними частинками, що уминаються у поверхні контактуючих тіл, який відрізняється тим, що як згадані тверді частинки використовують гранули сухого льоду, створені у блоці створення гранул сухого льоду (БСГСЛ), де енергією рекуперативного гальмування переробляють вуглекислий газ,...
Спосіб підвищення зчеплення колеса з рейкою
Номер патенту: 59547
Опубліковано: 25.05.2011
Автори: Кравченко Катерина Олександрівна, Попов Сергій Валерійович, Ковтанець Максим Володимирович, Горбунов Микола Іванович, Кашура Олександр Леонідович, Рамзаєва Анжеліка Сергіївна, Костюкєвич Олександр Іванович, Ноженко Олена Сергіївна, Ноженко Володимир Сергійович
МПК: B61C 15/00
Мітки: підвищення, зчеплення, спосіб, колеса, рейкою
Формула / Реферат:
Спосіб підвищення зчеплення колеса з рейкою, який відрізняється тим, що через контакт колеса з рейкою під час рушання локомотива пропускають електричний струм, який створює додаткову силу "електронного вітру" та проявляє себе у вигляді електропластинчатого ефекту, збільшуючи коефіцієнт зчеплення колеса з рейкою.
Спосіб підвищення зчеплення колеса з рейкою
Номер патенту: 48520
Опубліковано: 25.03.2010
Автори: Ковтанець Максим Володимирович, Горбунов Микола Іванович, Осенін Юрій Юрійович, Кравченко Катерина Олександрівна, Попов Сергій Валерійович
МПК: B61C 15/00
Мітки: підвищення, колеса, рейкою, зчеплення, спосіб
Формула / Реферат:
Спосіб підвищення зчеплення колеса з рейкою, який включає подачу через трубопровід та сопло абразивного матеріалу (піску) у струмені стисненого повітря під колісні пари локомотива, який відрізняється тим, що трибостатичним методом здійснюють цілеспрямовану зарядку суміші сипучого абразивного матеріалу з повітрям, суміш в залежності від кута нахилу сопла пісочниці локомотива подають на робочу поверхню колеса (рейки) або у контакт взаємодіючих...
Попередній патент: Трансмісія гібридного транспортного засобу
Наступний патент: Пристрій подачі абразивного матеріалу в зону контакту колеса з рейкою
Випадковий патент: Спосіб моніторингу стану маршрутної мережі великого міста