Спосіб завантаження доменної шихти
Номер патенту: 79757
Опубліковано: 25.04.2013
Автори: Тарасов Володимир Петрович, Тарасов Олексій Володимирович
Формула / Реферат
1. Спосіб завантаження доменної шихти, при якому завантаження доменної шихти проводиться через розподільник шихти з випускним отвором, який відрізняється тим, що на штанзі верхнього конуса розподільника шихти виконане потовщення, що утворює еліпсну площу, через яку зсипають шихту з приймальника лійки з співвідношенням осей еліпса 0,86-0,96 залежно від маси шихти і її гранулометричного складу.
2. Спосіб за п. 1, який відрізняється тим, що, змінюючи площу випускного отвору для зсипання шихти, завантажують шихту з накопиченням в приймальнику лійки та підтримують величину калібрувального випускного отвору у проектних розмірах на весь період експлуатації завантажувального пристрою, за рахунок компенсації абразивного зносу стінок калібрувального випускного отвору рухливими деталями.
Текст
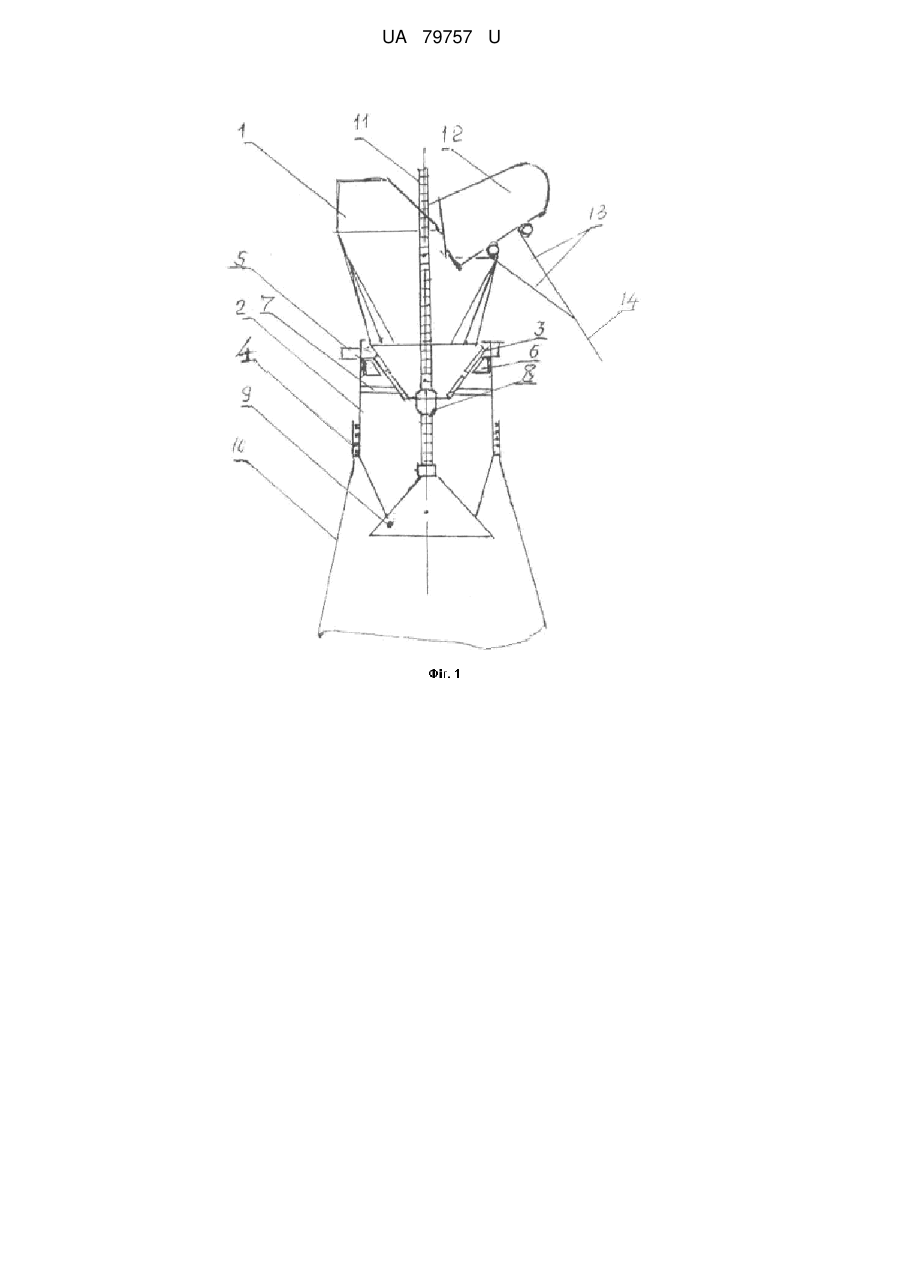
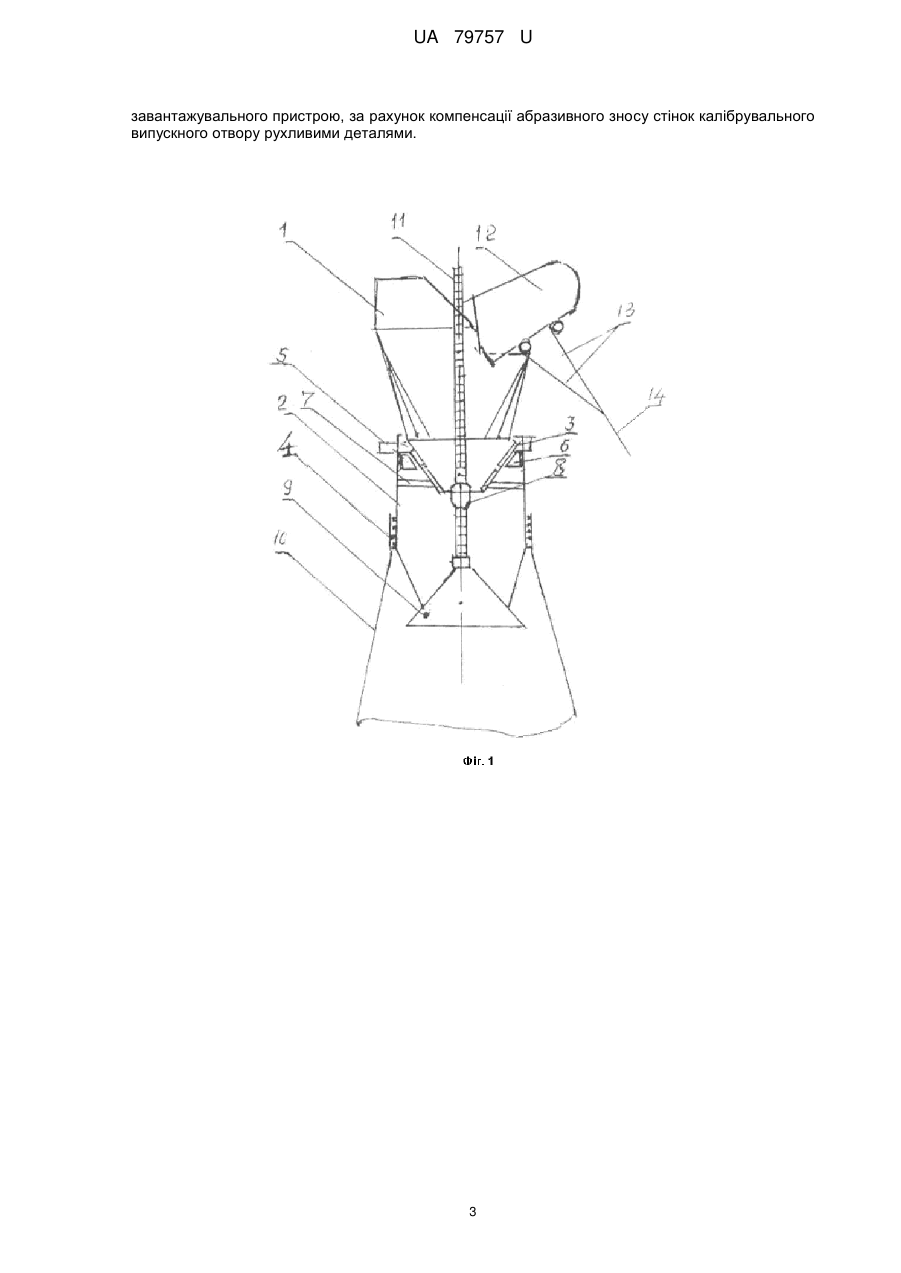
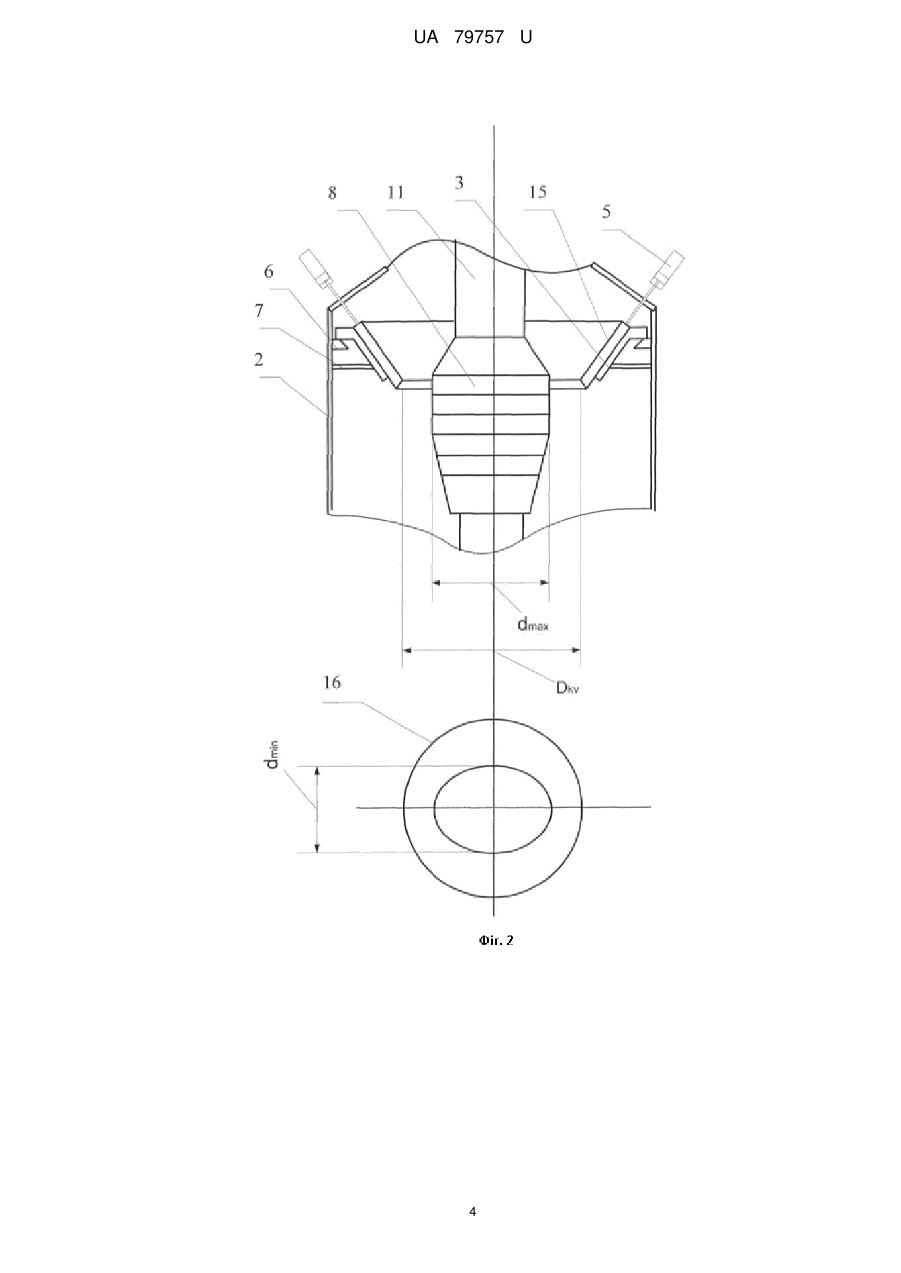
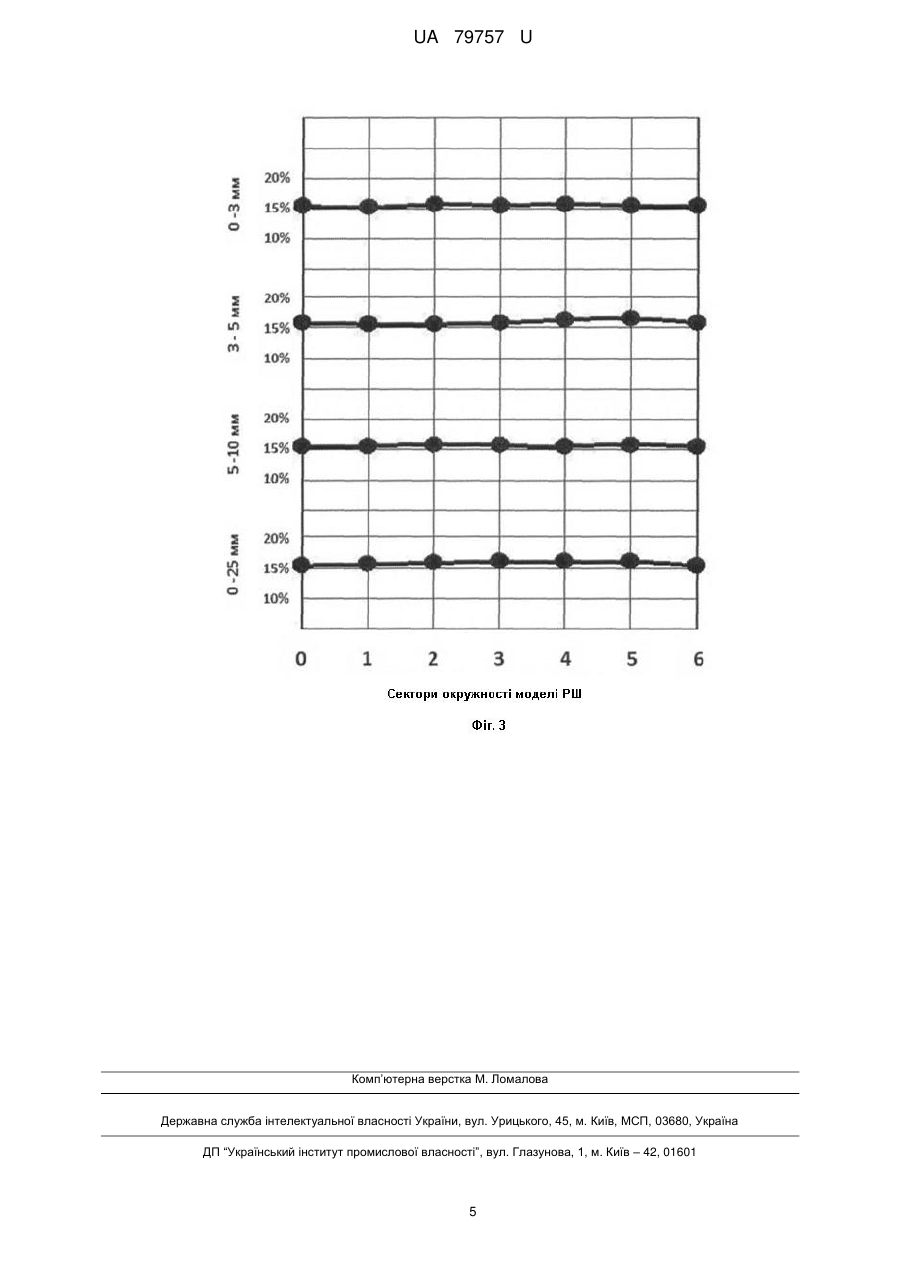
Реферат: Спосіб завантаження доменної шихти, при якому завантаження доменної шихти проводиться через розподільник шихти з випускним отвором. На штанзі верхнього конуса розподільника шихти виконане потовщення, що утворює еліпсну площу, через яку зсипають шихту з приймальника лійки з співвідношенням осей еліпса 0,86-0,96 залежно від маси шихти і її гранулометричного складу. UA 79757 U (54) СПОСІБ ЗАВАНТАЖЕННЯ ДОМЕННОЇ ШИХТИ UA 79757 U UA 79757 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі, де застосовуються зернисті матеріали, в тому числі може бути використана в чорній металургії для завантаження доменних печей. Відомий спосіб завантаження доменних печей з компенсацією нерівномірності окружного розподілу шихти шляхом переміщення її по окружності доменної печі по визначеному циклу (робота по "станціях"). Див. Тарасов В.П. Газодинаміка доменного процесу. 2-е изд. перероб. і доп. - М.: Металургія. 1990.-216 с. Відомі способи завантаження шихти по окружності з використанням діаметральної компенсації, одержуваної нерівномірності при зсипанні шихти з скіпів, а також з використанням відцентрових і доцентрових сил шляхом обертання лотків, роторів, лійок зі "сковзалом" та інших складних механізмів окружного розподілу шихти. Див. Большаков B.I. Теорія і практика завантаження доменних печей. - М. - Металургія, 1990.-256 с. Відомі рішення способів завантаження шихти більшою чи меншою мірою забезпечують досить прийнятні умови розподілу шихти по окружності доменної печі. Але в разі типового способу завантаження доменних печей нерівномірність її розподілу з кожного скіпа становить по дрібниці (фракція 5-0 мм) 50-60 % з боку укосу у лійці типового обертового розподільника шихти (ОРШ) і тільки 20 % з боку гребеня. Тому обертання лійки ОРШ послідовно на 60 або 45 % (станції) не вирівнює розподіл дрібниці по окружності печі. Крім того, завантаження ведеться з багатьох бункерів, у яких шихтові матеріали мають на виході різний гранулометричний склад. Тому за повний цикл завантаження, звичайно шість або вісім подач, не виходить повної компенсації окружного розподілу шихти по масі і гранулометричному складу (див. перше посилання). У способах завантаження шихти з використанням відцентрових і доцентрових сил лотковими, роторними та іншими безконусними завантажувальними пристроями (БЗП) існують умови для перевіювання дрібних фракцій із зон більш інтенсивного потоку газів на дільниці, де потік газів слабкіше. Див. / Тарасов В.П. Тарасов П.В., Биков Л.В. / / Сталь.-2005. - № 1. - С. 610. Відомий спосіб завантаження шихти в доменну піч через вузький калібрувальний отвір з незмінною площею для зсипання. Див. патент Російської Федерації № 2344178 з пріоритетом від 31 січня 2007 р. Для поліпшення окружного розподілу шихти опускання малого конуса передбачено із зупинками, висота і час яких залежать від гранулометричного складу і маси завантажувальної шихти. Недоліком способу завантаження шихти з використанням пат. РФ № 2344178 від 31.01.07 р. є те, що площа зсипання шихти не може змінюватися в процесі експлуатації. Тому при абразивному зносу деталей, що обмежують калібрувальний отвір, погіршується окружний розподіл шихтових матеріалів. Диференційоване опускання малого конуса мало впливає на окружний розподіл шихти. Найбільш близьким технічним рішенням - прототипом "Способу завантаження доменної шихти" є спосіб зсипання шихти через вузький отвір розміром 180-250 мм, розташованому у верхній частині обертової лійки. Це спростило центрування деталей, що обмежують калібрувальний отвір, від осі доменної печі. Див. патент України № 95581 з пріоритетом від 10.08.2011 р. Недоліком прототипу є те, що під час абразивного зносу деталей, що обмежують калібрувальний отвір, погіршується окружний розподіл шихти. Це призводить до нерівномірного розподілу газового потоку по окружності печі та підвищеної витрати коксу. Наприклад, на трьох доменних печах, що працюють з обладнанням, що забезпечує спосіб завантаження шихти через вузький отвір, витрати коксу знизились на 10-15 кг/т чавун. Через шість місяців роботи це обладнання абразивно зносилося і витрата коксу знову збільшилась до базового періоду. В основу корисної моделі поставлена задача створення способу завантаження доменної шихти, при якому завантаження доменної шихти проводиться через розподільник шихти типової конструкції з рівномірною по окружності, стаціонарною площею випускного отвору. Згідно з корисною моделлю потовщення на штанзі верхнього конуса утворює еліпсність площі для зсипання з співвідношенням осейеліпса 0,86-0,96, в залежності від маси шихти і її гранулометричного складу. Крім того, площа випускного отвору повинна дозволяти завантаження шихти з накопиченням її в приймальнику лійки і підтримувати величину калібрувального випускного отвору у проектних розмірах на весь період експлуатації завантажувального пристрою, за рахунок компенсації абразивного зносу стінок калібрувального випускного отвору рухливими деталями. Для вирішення поставленої задачі, способу завантаження доменної шихти, що включає розподільник шихти з рівномірною по окружності, стаціонарною площею випускного отвору, 1 UA 79757 U 5 10 15 20 25 30 35 40 45 50 55 згідно корисної моделі на штанзі верхнього конуса пропонується потовщення, що утворить еліпсність площі для зсипання шихти з співвідношенням осей еліпса 0,86-0,96 в залежно від маси шихти і її гранулометричного складу. Крім того, пропонується площа випускного отвору для зсипання шихти з її накопиченням в приймальнику лійки під час її зсипання з скіпа і підтримувати величину калібрувального випускного отвору у проектних розмірах на весь період експлуатації завантажувального пристрою, за рахунок компенсації абразивного зносу стінок калібрувального випускного отвору рухливими деталями. Корисна модель пояснюється кресленнями, де на фіг. 1 представлений загальний вигляд розподільника шихти (РШ) з калібратором Тарасова. На фіг. 2 представлено крупним планом пристрій еліпсного калібратора з конічною вставкою. На фіг. 3 представлено розподіл агломерату по окружності моделі РШ з калібратором Тарасова з використанням запропонованої корисної моделі "Спосіб завантаження доменної шихти". РШ з калібратором Тарасова складається (фіг. 1) з приймальної лійки 1, що обертається, або стаціонарної лійки 2. В обертовій лійці (або стаціонарній) встановлена конічна вставка 3. У варіанті обертової лійки (OB) 2 передбачено ущільнення 4. У конічній вставці 3 передбачені рухливі деталі з приводом 5. Для установки конічної вставки 3 є опори 6 і після її центрування вона фіксується розпірками 7. Калібратор 8 встановлюється у вихідному отворі конічної вставки 3, ширина отвору не менше 190 мм і не більше 250 мм. При меншому розмірі випускного отвору ніж 180 мм, будуть затримки в завантаженні шихти. При більшому розмірі ніж 250 мм, погіршується окружний розподіл шихтових матеріалів з усіма негативними наслідками. Малий конус 9 є газовим затвором міжконусного корпусу 10. Штанга 11 футерована захисними кільцями і має потовщення (калібратор) 8. Шихта до печі подається двома скіпами 12, які перекидаються на дифлекторній частині 13 скіпового мосту 14. Якщо лійка верхнього конусу передбачена стаціонарною, то на відміну від представленої на фіг. 1 ВВ 2, вона не має ущільнення 4. На фіг. 2 бачимо рухливі плити 15 конічної вставки 3, а також еліпсну площу 16 випускного отвору між конічною вставкою 3 і калібратором 8. На фіг. 3 показано розподіл агломерату по окружності моделі розподільника шихти з калібратором Тарасова. При проектуванні моделі РШ з калібратором використовували умови даної корисної моделі "Спосіб завантаження доменної шихти". Це стосується накопичення агломерату в приймальнику лійки під час перекидання скіпа та еліпсної площі вихідного отвору між конічною вставкою і калібратором. На фіг. 3 бачимо, що всі фракції агломерату розподілилися рівномірно по окружності верхнього (малого) конусу РШ. Відхилення від повністю рівномірного розподілу агломерату по окружності моделі верхнього конусу для всіх фракцій склало 0,9-1,0 %. Це повністю підтвердилося при завантаженні 3-х доменних печей на металургійних комбінатах ім. Ілліча і "Азовсталь". Витрата коксу на двох доменних печах ПАТ "ММК ім. Ілліча" знизилась на 12-13 кг/т чавуну. На ДП 6 ПАТ "МК "Азовсталь" витрата коксу зменшилась на 15 кг/т чавуну. Застосування корисної моделі "Спосіб завантаження доменної шихти", що стосується еліпсності калібрувального випускного отвору і компенсації абразивного зносу стінок еліпсного отвору за рахунок рухомих деталей, дозволить подальше зниження витрат коксу. При цьому можуть бути різні деталі для зазначеної компенсації абразивного зносу калібратора і плит конічної вставки. На фіг. 2 така компенсація можлива за рахунок рухомих плит конічної вставки (КB). Можуть застосовуватися і інші рухомі деталі з використанням принципу самофутеровки захисних плит КB і захисних кілець калібратора. Головне - зберігати проектну еліпсність поверхні вихідного отвору між КB і калібратором на весь період експлуатації завантажувального пристрою доменної печі. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 1. Спосіб завантаження доменної шихти, при якому завантаження доменної шихти проводиться через розподільник шихти з випускним отвором, який відрізняється тим, що на штанзі верхнього конуса розподільника шихти виконане потовщення, що утворює еліпсну площу, через яку зсипають шихту з приймальника лійки з співвідношенням осей еліпса 0,86-0,96 залежно від маси шихти і її гранулометричного складу. 2. Спосіб за п. 1, який відрізняється тим, що, змінюючи площу випускного отвору для зсипання шихти, завантажують шихту з накопиченням в приймальнику лійки та підтримують величину калібрувального випускного отвору у проектних розмірах на весь період експлуатації 2 UA 79757 U завантажувального пристрою, за рахунок компенсації абразивного зносу стінок калібрувального випускного отвору рухливими деталями. 3 UA 79757 U 4 UA 79757 U Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for loading the blast-furnace burden
Автори англійськоюTarasov Volodymyr Petrovych, Tarasov Oleksii Volodymyrovych
Назва патенту російськоюСпособ загрузки доменной шихты
Автори російськоюТарасов Владимир Петрович, Тарасов Алексей Владимирович
МПК / Мітки
МПК: C21B 7/20
Мітки: шихти, доменної, завантаження, спосіб
Код посилання
<a href="https://ua.patents.su/7-79757-sposib-zavantazhennya-domenno-shikhti.html" target="_blank" rel="follow" title="База патентів України">Спосіб завантаження доменної шихти</a>
Пристрій підготовки шихти для завантаження до доменної печі
Номер патенту: 74956
Опубліковано: 15.02.2006
Автори: Кузнєцов Олександр Михайлович, Клоцман Юхим Якович, Гриншпун Вадим Федорович
МПК: G01G 13/00, C21B 7/20, G01G 19/00
Мітки: завантаження, доменної, шихти, пристрій, печі, підготовки
Формула / Реферат:
Пристрій підготовки шихти для завантаження до доменної печі, що містить приймальний бункер, грохоти, конвеєр, бункерні ваги з вертикальною перегородкою, яка ділить бункер на два сектори, який відрізняється тим, що вертикальна перегородка проекцією площини нижньої сторони співпадає з межею випускного отвору бункерних вагів.
Віброживильник для випуску доменної шихти з бункера та завантаження її на грохот
Номер патенту: 40841
Опубліковано: 27.04.2009
Автори: Учитель Олександр Давидович, Кузнєцов Олександр Михайлович, Явний Роман Вікторович, Андріяш Віктор Васильович, Григор'єва Вікторія Георгіївна
МПК: B65G 27/00
Мітки: віброживильник, бункера, випуску, доменної, завантаження, грохот, шихти
Формула / Реферат:
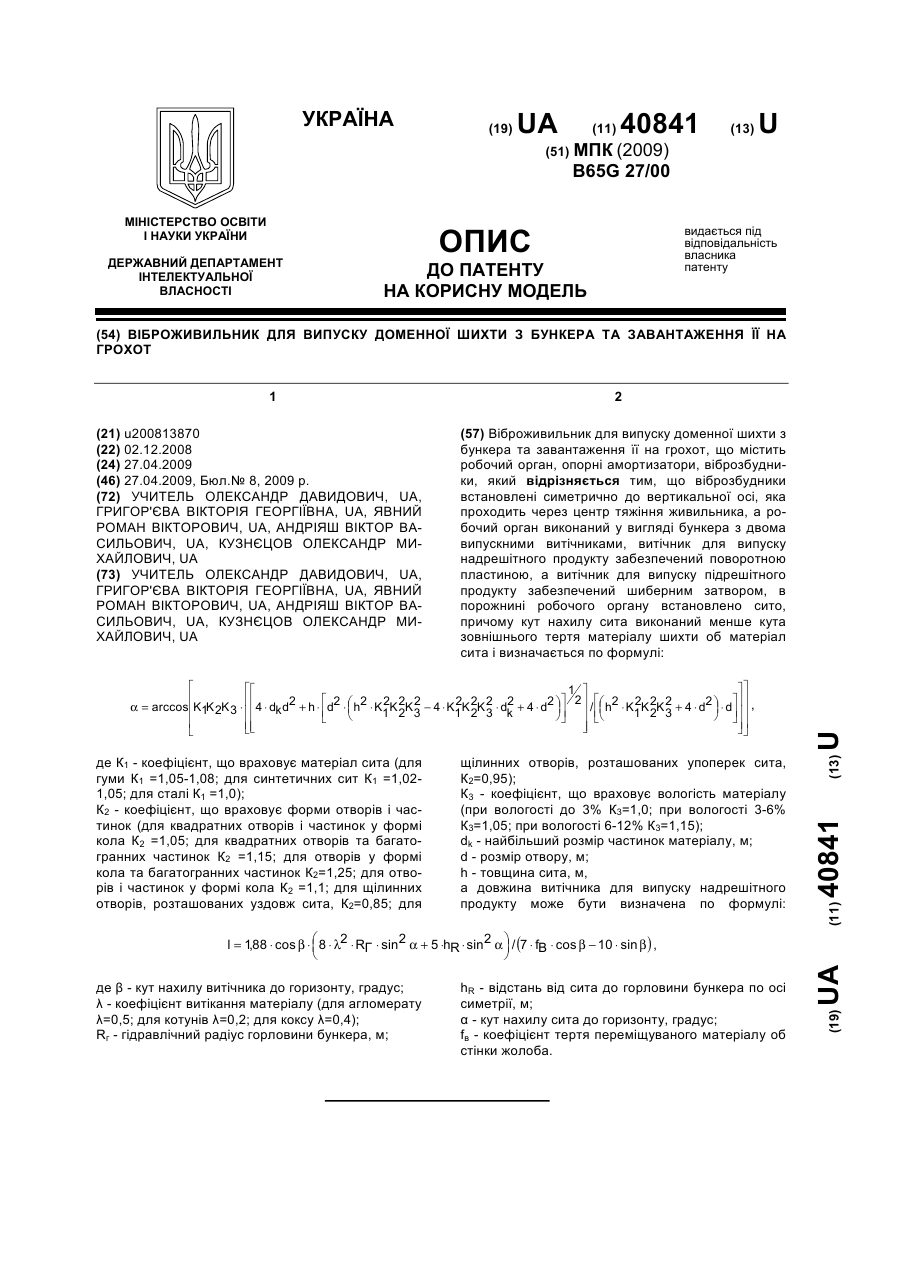
Віброживильник для випуску доменної шихти з бункера та завантаження її на грохот, що містить робочий орган, опорні амортизатори, віброзбудники, який відрізняється тим, що віброзбудники встановлені симетрично до вертикальної осі, яка проходить через центр тяжіння живильника, а робочий орган виконаний у вигляді бункера з двома випускними витічниками, витічник для випуску надрешітного продукту забезпечений поворотною пластиною, а витічник для...
Спосіб підготовки шихти для завантаження у доменну піч
Номер патенту: 75226
Опубліковано: 15.03.2006
Автори: Кузнєцов Олександр Михайлович, Клоцман Юхим Якович, Гриншпун Вадим Федорович
МПК: C21B 7/18
Мітки: спосіб, піч, підготовки, доменну, завантаження, шихти
Формула / Реферат:
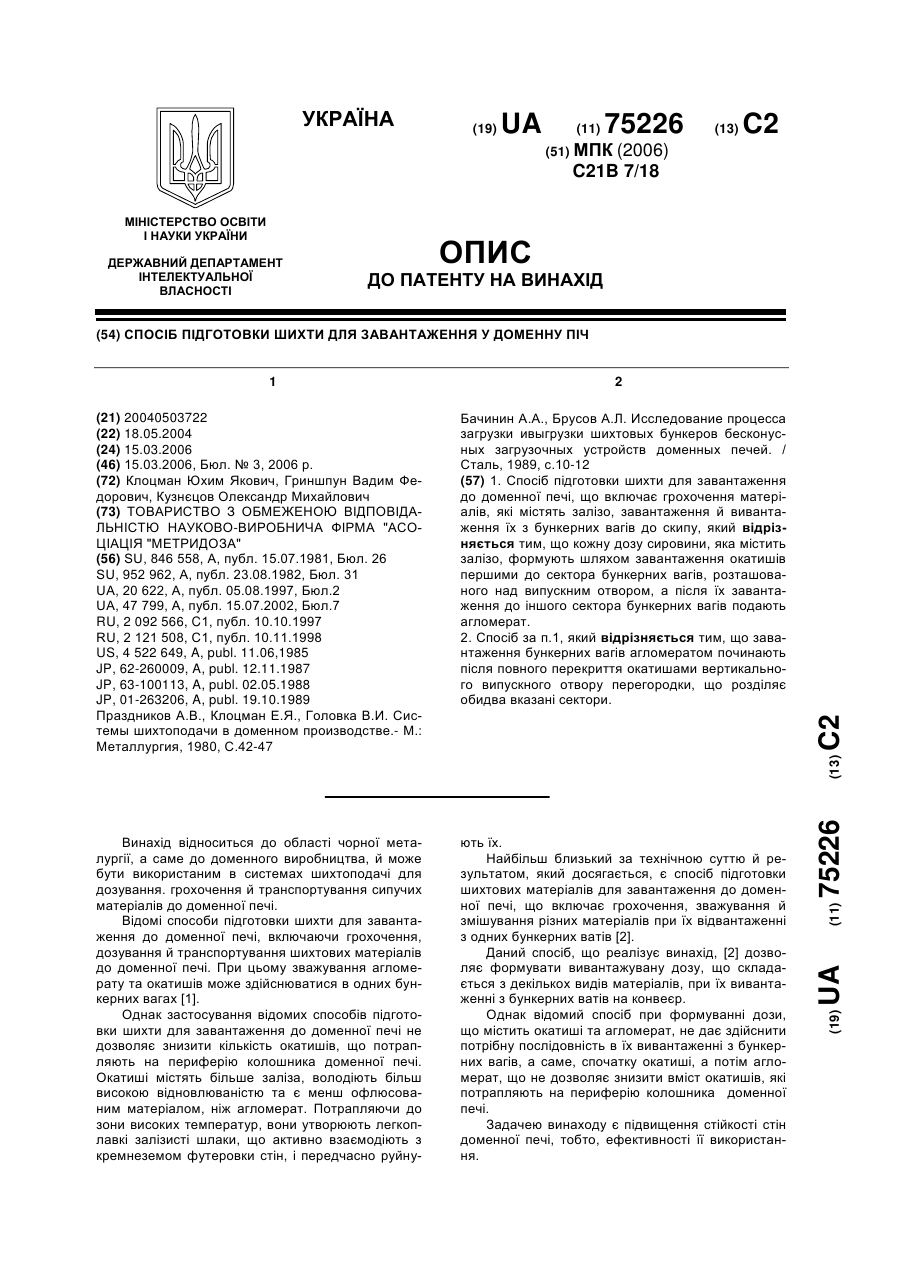
1. Спосіб підготовки шихти для завантаження до доменної печі, що включає грохочення матеріалів, які містять залізо, завантаження й вивантаження їх з бункерних вагів до скипу, який відрізняється тим, що кожну дозу сировини, яка містить залізо, формують шляхом завантаження окатишів першими до сектора бункерних вагів, розташованого над випускним отвором, а після їх завантаження до іншого сектора бункерних вагів подають агломерат.2. Спосіб...
Стаціонарний розподільник шихти завантажувального пристрою доменної печі тарасова

Номер патенту: 86330
Опубліковано: 10.04.2009
Автори: Тарасов Петро Володимирович, Тарасов Володимир Петрович
МПК: C21B 7/20, C21B 7/18, F27B 1/20
Мітки: завантажувального, доменної, печі, стаціонарний, пристрою, тарасова, розподільник, шихти
Формула / Реферат:
1. Стаціонарний розподільник шихти завантажувального пристрою доменної печі, що містить приймальну лійку, малий конус зі штангою, на якій виконаний циліндричний калібратор у зоні випускного отвору приймальної лійки з утворенням вільного проходу шихти, та стаціонарну лійку, який відрізняється тим, що під випускним отвором приймальної лійки по обидві сторони від штанги розміщені дільники під кутом 56-60° до горизонталі з можливістю переміщення,...
Спосіб керування розподілом шихти на колошнику доменної печі за допомогою електромагнітного поля
Номер патенту: 33854
Опубліковано: 10.07.2008
Автори: Руських Володимир Петрович, Степнов Ксенофонт Ксенофонтович, Матвієнков Сергій Анатольович, Косолап Микола Володимирович, Степнов Дмитро Ксенофонтович, Бойко Володимир Семенович
МПК: C22C 33/00, C21B 7/00, C21B 5/00
Мітки: доменної, поля, колошнику, розподілом, керування, електромагнітного, спосіб, печі, шихти, допомогою
Формула / Реферат:
Спосіб керування розподілом шихти на колошнику доменної печі за допомогою електромагнітного поля, що включає конусне завантаження шихти, розподіл її методом обертання малого конуса і набір декількох скіпів на великому конусі, який відрізняється тим, що вище рівня засипки на кожух колошника або в захисних плитах доменної печі встановлено соленоїди, потужність яких залежить від маси та порядку завантажуваної шихти через конусний...
Попередній патент: Спосіб комбінованої терапії декомпенсацій у хворих з дисоціальним розладом особистості з агресивною поведінкою
Наступний патент: Допоміжний компонент для регулювання властивостей офсетної фарби, що закріплюється окислювальною полімеризацією
Випадковий патент: Спосіб виробництва кисловершкового десерту