Спосіб нормалізації сталевого лиття, наприклад, бічних рам і надресорних балок вагонних візків
Номер патенту: 80334
Опубліковано: 27.05.2013
Автори: Хаджинов Сергій Миколайович, Карапейчик Ігор Миколайович, Солдатов Генадій Іванович, Гоголь Алла Борисівна, Мак-Мак Олександр Сергійович, Сердюк Юрій Дмитрович
Формула / Реферат
Спосіб нормалізації сталевого лиття, наприклад, бічних рам і надресорних балок вагонних візків, що включає нагрівання вище критичної точки, витримку в термічній печі протягом 5-6 годин і охолодження, який відрізняється тим, що після нагрівання сталевого лиття витримку його в термічній печі здійснюють при температурі 950-980 °С, а охолодження виконують у три ступеня: перший - на висунутій з печі подині на піддоні при температурі від 950-980 °С до 600 °C протягом 3-4 годин, другий - на піддоні, знятому з висунутої подини, на спокійному повітрі при температурі від 600 °C до 400 °C протягом 2-3 годин, і третій - без піддона на підлозі цеху, на спокійному повітрі при температурі нижче 400 °C до остаточного остигання, тобто до набуття сорбітоподібної структури, що забезпечує необхідні фізико-механічні властивості.
Текст
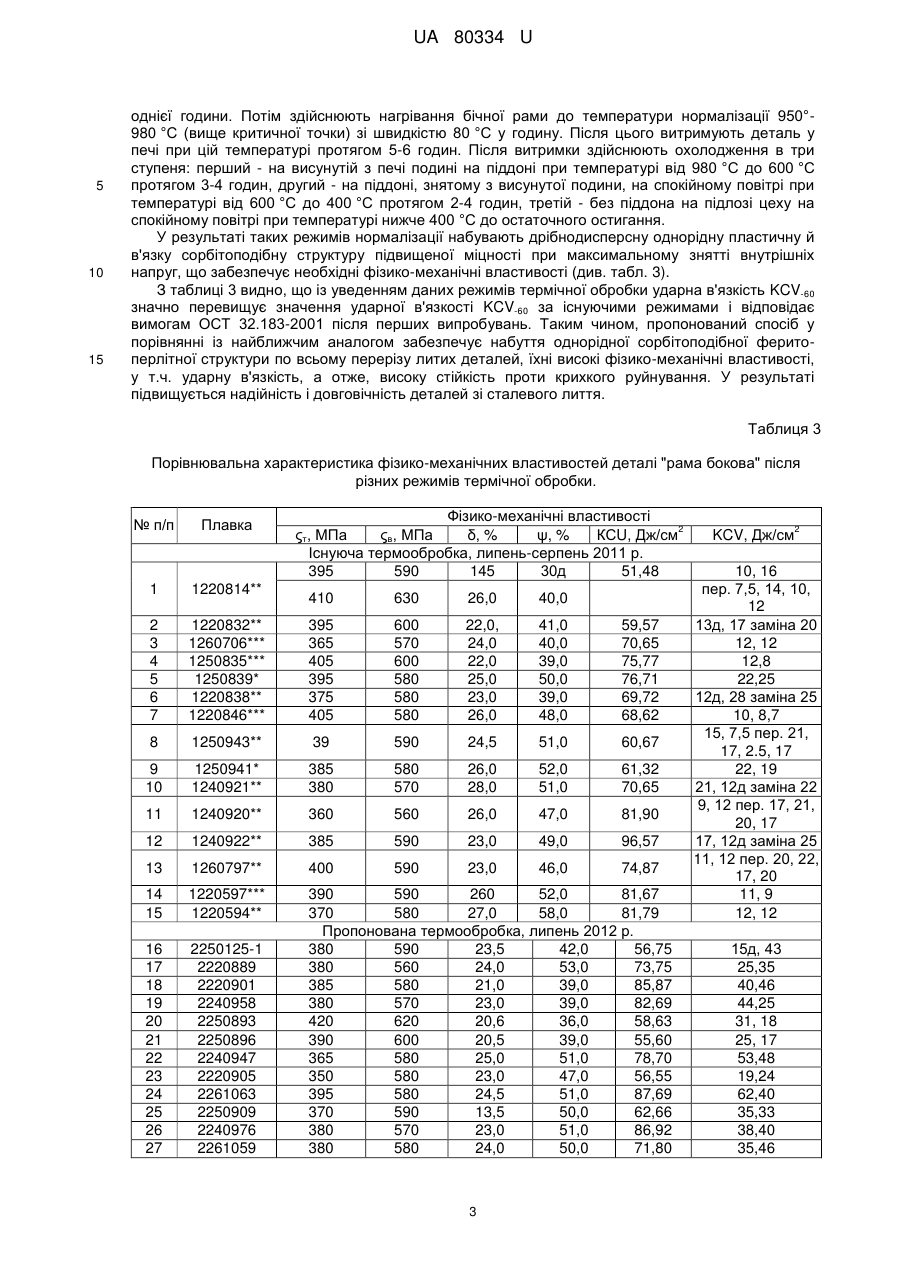
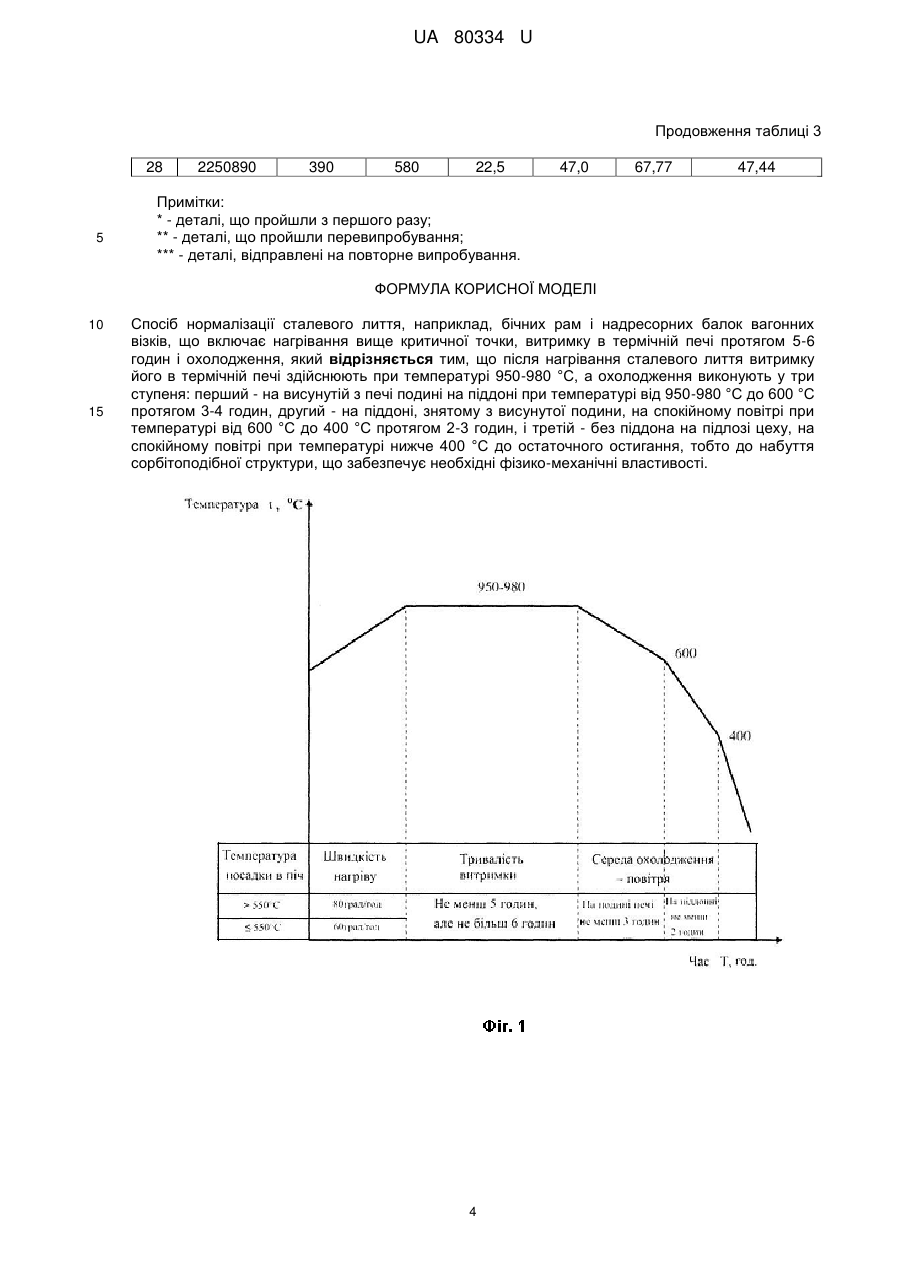
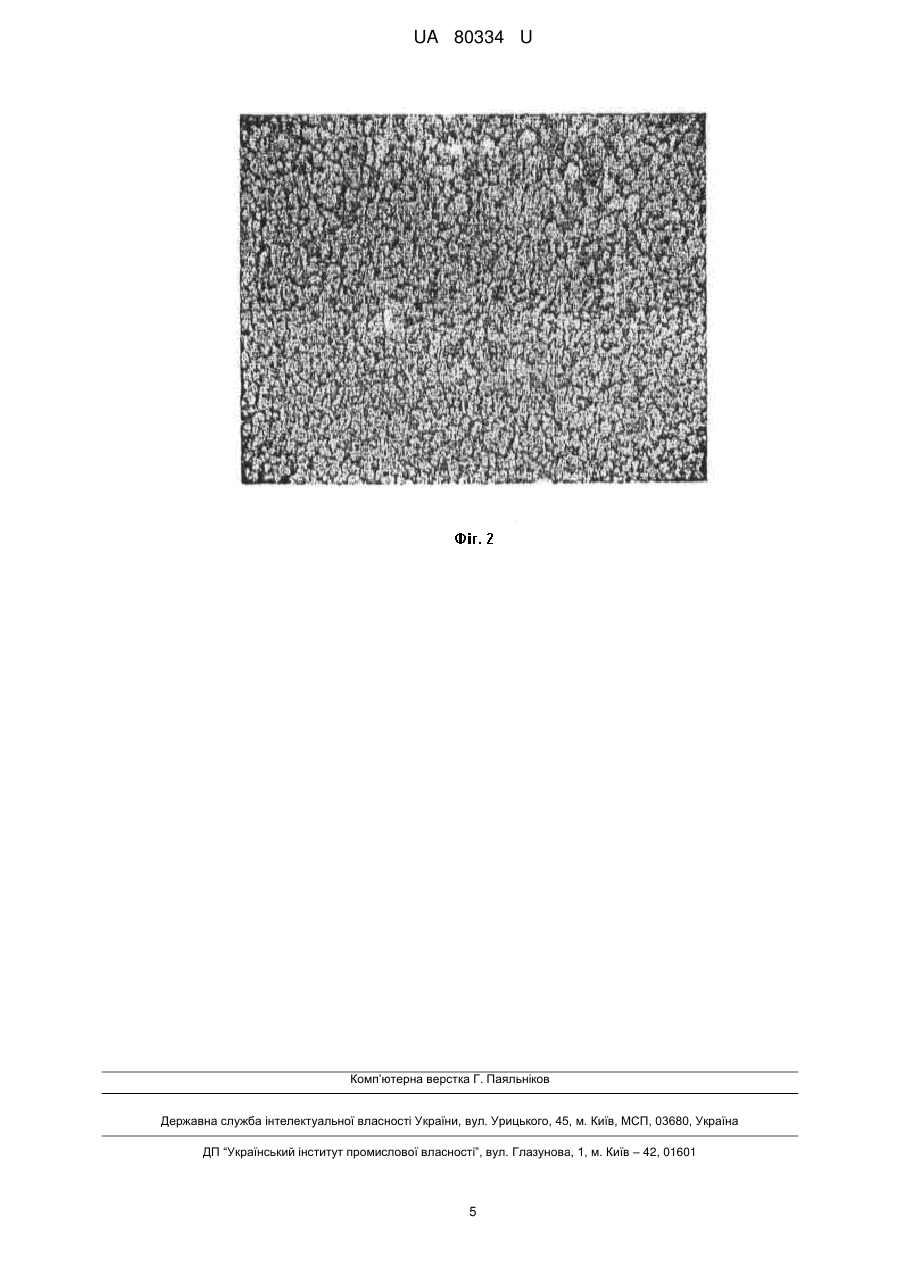
Реферат: Спосіб нормалізації сталевого лиття, наприклад, бічних рам і надресорних балок вагонних візків включає нагрівання вище критичної точки, витримку в термічній печі і охолодження. При цьому охолодження виконують у три ступеня: перший - на висунутій з печі подині на піддоні, другий на піддоні, знятому з висунутої подини, на спокійному повітрі, і третій - без піддона на підлозі цеху, на спокійному повітрі до остаточного остигання, тобто до набуття сорбітоподібної структури, що забезпечує необхідні фізико-механічні властивості. UA 80334 U (12) UA 80334 U UA 80334 U 5 10 15 20 Корисна модель належить до чорної металургії, зокрема, до області зміни фізичної структури чорних металів, а більш конкретно - до загальних способів і обладнання для термообробки, наприклад нормалізації сталевого лиття, і може бути застосована у вагонобудівній промисловості. Уже відомий спосіб ведення відпалу або нормалізації сталі, який відрізняється тим, що, для здрібнювання зерна за рахунок збільшення центрів вторинної кристалізації, сталь у процесі її охолодження від температури відпалу або нормалізації й до переходу через нижню критичну точку піддають механічним коливанням або вібраціям [опис винаходу до авт. свід. СРСР № 44940, кл. 18 с, 8, опубл. 30.11.35 р.]. Однак, відомий спосіб має наступні недоліки: вимагає спеціального устаткування для створення механічних коливань або вібрацій. Як найближчий аналог вибраний спосіб нормалізації сталевого лиття, наприклад, бічних рам і надресорних балок вагонних візків, що включає нагрівання вище критичної точки, витримку в термічній печі протягом 5-6 годин і охолодження [Технологическая инструкция "Термическая обработка отливок вагонного литья ТИ 0043-2006", ОАО "МЗТМ", г. Мариуполь, 2006 г.]. У теперішній час для забезпечення працездатності вагонних деталей зі сталевого лиття, які працюють у складних умовах за знакозмінними навантаженнями і температурі від +40 °C до 60 °C, до них пред'являються особливі вимоги щодо хімічного складу, фізико-механічних властивостей, виду зламу, величини зерна й мікроструктури відповідно до галузевого стандарту ОСТ 32.183-2001 і норм безпеки на залізничному транспорті НБ ЗТ ТМ-02-98. Хімічний склад і фізико-механічні властивості застосовуваних у теперішній час сталей за ОСТ 32.183-2001 наведено в таблицях 1 і 2 відповідно. Таблиця 1 Хімічний склад сталей 20ГФЛ, 20ГЛ, 20ГТЛ Марка Умовні сталі відмітки С Si Mn 20ГФЛ Б 0,170,25 0,300,50 0,901,40 20ГЛ В 0,170,25 0,300,50 1,101,40 20ГТЛ Г 0,170,25 0,300,50 1,001,30 Масова частка вмісту елементів, % S P Cr Ni He більш He He 0,040 0,040 більш більш 0,30 0,30 He He 0,040 0,040 більш більш 0,30 0,30 He He 0,040 0,040 більш більш 0,30 0,30 Cu He більш 0,60 He більш 0,60 He більш 0,60 V Ті 0,070,13 0,0100,030 Таблиця 2 Фізико-механічні властивості сталей 20ГФЛ, 20ГЛ, 20ГТЛ 2 Марка сталі Межа плинності δт 2 (кгс/мм ) Мпа Тимчасовий опір, δв 2 (кгс/мм ), Мпа Відносне здовження δ, % Відносне звуження, Ψ, % Ударна в'язкість Дж/см 2 (кгс-м/см ) при температурі 20 °C -60 °C -60 °C KCU KCU KCV Не менш 20ГФЛ 20ГЛ 20ГТЛ Від 294 (30) до 343 (35) 343 (35) та більш 490 (50) 20 30 510 (52) 18 25 49,0 (5,0) 49,0 (5,0) 24,5 (2,5) 24,5 (2,5) 16,7 (1/7) 16,7 (1,7) 25 30 Примітки: 1. Визначення ударної в'язкості на зразках з гострим надрізом (KCV) є обов'язковим, а результати випробування не є бракувальною ознакою. Випробуванню підлягає не менш 10 плавок на місяць. 2. Ударну в'язкість при температурі 20 °C визначають за вимогою замовника. 1 UA 80334 U 5 10 15 20 25 30 35 40 45 50 55 60 Згідно з ОСТ 32.183-2001 мікроструктура повинна бути ферито-перлітною, зерно 8 балів, а вид зламу в'язкий. У литому (сирому) не термообробленому стані маємо грубу неоднорідну, різнозернисту (4-5 балів) ферито-перлітну мікроструктуру з розташуванням перліту у вигляді колоній, облямівки, сітки. Така мікроструктура не забезпечує вимог фізико-механічних властивостей і відповідно працездатності вагонних деталей. Нормалізацію як спосіб термічної обробки застосовують для здрібнювання зерна й набуття необхідних фізико-механічних властивостей. За ОСТ 32.183-2001 для набуття необхідних фізико-механічних властивостей вагонні деталі (бічну раму й надресорну балку) піддають термічній обробці: нормалізації або нормалізації з відпуском за режимами заводу-виробника. Однак, на практиці, використовуючи спосіб згідно із найближчим аналогом, набути необхідні фізико-механічні властивості деталей не вдається з таких причин. У застосовуваній технології температура нормалізації для використовуваних сталей 20ГЛ, 20ГФЛ, 20 ГТЛ становить 930-950 °C, а охолодження деталей з температури нормалізації здійснюють шляхом висування подини печі, зняття з подини піддона з деталями й установки їх на підлогу цеху до повного остигання. Таке одноступінчасте охолодження призводить до напруженого стану деталей, що мають дрібнозернисту структуру і їх підвищену чутливість до концентрації напруг, а отже, до неметалічних включень. Треба сказати, що після термічної обробки за існуючими режимами значення набутих фізико-механічних властивостей: границі текучості, границі міцності, відносного здовження, відносного звуження й ударної в'язкості, що визначають на зразках із круглим надрізом, можна визначити відразу після першого випробування. Однак, значення ударної в'язкості, визначені на 2 зразках з гострим надрізом, KCV-60, Дж/см , з першого випробування визначити не завжди можливо. До 60 % плавок не витримують повторні випробування на ударну в'язкість і, при необхідності, повторну термообробку й випробування. Це призводить до подовження циклу виготовлення виробів, їх подорожчання за рахунок збільшення гарячих пече-годин і (як наслідок) впливає на експлуатаційні властивості деталей, знижує їхню надійність і довговічність. Таким чином, найближчий аналог через більш низьку температуру нагрівання й прискорене одноступінчасте охолодження виробів не забезпечує набуття дрібнодисперсної сорбітоподібної структури, що не дозволяє набути високих фізико-механічних властивостей сталевого лиття. В основу корисної моделі поставлена задача підвищення рівня фізико-механічних властивостей сталевого лиття (у т. ч. ударної в'язкості на зразках з гострим надрізом, випробуваних при температурі -60 °C) шляхом забезпечення високого ступеня однорідності мікроструктури при максимальному знятті внутрішніх напруг. Поставлена задача вирішується тим, що в способі нормалізації сталевого лиття, наприклад, бічних рам і надресорних балок вагонних візків, що містить нагрівання вище критичної точки, витримку в термічній печі протягом 5-6 годин і охолодження, згідно з корисною моделлю, після нагрівання сталевого лиття, витримку його в термічній печі здійснюють при температурі 950980 °C, а охолодження сталевого лиття виконують у три ступеня: перший - на висунутій з печі подині на піддоні при температурі від 950-980 °C до 600 °C протягом 3-4 годин, другий - на піддоні, знятому з висунутої подини, на спокійному повітрі при температурі від 600 °C до 400 °C протягом 2-3 годин, третій - без піддона на підлозі цеху на спокійному повітрі при температурі нижче 400 °C до остаточного остигання, тобто до одержання сорбітоподібної структури, що забезпечує необхідні фізико-механічні властивості сталевого лиття. Доведено, що нова сукупність ознак є причиною, а набутий первинний технічний результат "забезпечення високого ступеня однорідності мікроструктури при максимальному знятті внутрішніх напруг" - наслідком. У свою чергу, цей технічний результат є причиною, а набутий вторинний технічний результат "підвищення рівня фізико-механічних властивостей сталевого лиття" - наслідком. Корисна модель пояснюється на прикладі її виконання з посиланням на прикладені креслення, на яких представлено: на фіг. 1 - діаграма пропонованої нормалізації сталевого лиття у координатах t°C температура й Т - час, година. на фіг. 2 - фотографія набутої дрібнодисперсної однорідної сорбітоподібної структури темплета сталевого лиття. Пропонований спосіб нормалізації сталевого лиття здійснюють таким чином. Бічну раму вагонного візка поміщають на піддоні у термічну піч на висувну подину і нагрівають. По досягненні температури 500-650 °C здійснюють попередню витримку протягом 2 UA 80334 U 5 10 15 однієї години. Потім здійснюють нагрівання бічної рами до температури нормалізації 950°980 °C (вище критичної точки) зі швидкістю 80 °C у годину. Після цього витримують деталь у печі при цій температурі протягом 5-6 годин. Після витримки здійснюють охолодження в три ступеня: перший - на висунутій з печі подині на піддоні при температурі від 980 °C до 600 °C протягом 3-4 годин, другий - на піддоні, знятому з висунутої подини, на спокійному повітрі при температурі від 600 °C до 400 °C протягом 2-4 годин, третій - без піддона на підлозі цеху на спокійному повітрі при температурі нижче 400 °C до остаточного остигання. У результаті таких режимів нормалізації набувають дрібнодисперсну однорідну пластичну й в'язку сорбітоподібну структуру підвищеної міцності при максимальному знятті внутрішніх напруг, що забезпечує необхідні фізико-механічні властивості (див. табл. 3). З таблиці 3 видно, що із уведенням даних режимів термічної обробки ударна в'язкість KCV-60 значно перевищує значення ударної в'язкості KCV-60 за існуючими режимами і відповідає вимогам ОСТ 32.183-2001 після перших випробувань. Таким чином, пропонований спосіб у порівнянні із найближчим аналогом забезпечує набуття однорідної сорбітоподібної феритоперлітної структури по всьому перерізу литих деталей, їхні високі фізико-механічні властивості, у т.ч. ударну в'язкість, а отже, високу стійкість проти крихкого руйнування. У результаті підвищується надійність і довговічність деталей зі сталевого лиття. Таблиця 3 Порівнювальна характеристика фізико-механічних властивостей деталі "рама бокова" після різних режимів термічної обробки. № п/п Плавка 1 1220814** 2 3 4 5 6 7 Фізико-механічні властивості 2 ςт, МПа ςв, МПа δ, % ψ, % КСU, Дж/см Існуюча термообробка, липень-серпень 2011 р. 395 590 145 30д 51,48 410 630 26,0 40,0 1220832** 1260706*** 1250835*** 1250839* 1220838** 1220846*** 395 365 405 395 375 405 600 570 600 580 580 580 22,0, 24,0 22,0 25,0 23,0 26,0 41,0 40,0 39,0 50,0 39,0 48,0 59,57 70,65 75,77 76,71 69,72 68,62 8 1250943** 39 590 24,5 51,0 60,67 9 10 1250941* 1240921** 385 380 580 570 26,0 28,0 52,0 51,0 61,32 70,65 11 1240920** 360 560 26,0 47,0 81,90 12 1240922** 385 590 23,0 49,0 96,57 13 1260797** 400 590 23,0 46,0 74,87 14 15 1220597*** 1220594** 16 17 18 19 20 21 22 23 24 25 26 27 2250125-1 2220889 2220901 2240958 2250893 2250896 2240947 2220905 2261063 2250909 2240976 2261059 390 590 260 52,0 81,67 370 580 27,0 58,0 81,79 Пропонована термообробка, липень 2012 р. 380 590 23,5 42,0 56,75 380 560 24,0 53,0 73,75 385 580 21,0 39,0 85,87 380 570 23,0 39,0 82,69 420 620 20,6 36,0 58,63 390 600 20,5 39,0 55,60 365 580 25,0 51,0 78,70 350 580 23,0 47,0 56,55 395 580 24,5 51,0 87,69 370 590 13,5 50,0 62,66 380 570 23,0 51,0 86,92 380 580 24,0 50,0 71,80 3 KCV, Дж/см 2 10, 16 пер. 7,5, 14, 10, 12 13д, 17 заміна 20 12, 12 12,8 22,25 12д, 28 заміна 25 10, 8,7 15, 7,5 пер. 21, 17, 2.5, 17 22, 19 21, 12д заміна 22 9, 12 пер. 17, 21, 20, 17 17, 12д заміна 25 11, 12 пер. 20, 22, 17, 20 11, 9 12, 12 15д, 43 25,35 40,46 44,25 31, 18 25, 17 53,48 19,24 62,40 35,33 38,40 35,46 UA 80334 U Продовження таблиці 3 28 5 2250890 390 580 22,5 47,0 67,77 47,44 Примітки: * - деталі, що пройшли з першого разу; ** - деталі, що пройшли перевипробування; *** - деталі, відправлені на повторне випробування. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 Спосіб нормалізації сталевого лиття, наприклад, бічних рам і надресорних балок вагонних візків, що включає нагрівання вище критичної точки, витримку в термічній печі протягом 5-6 годин і охолодження, який відрізняється тим, що після нагрівання сталевого лиття витримку його в термічній печі здійснюють при температурі 950-980 °С, а охолодження виконують у три ступеня: перший - на висунутій з печі подині на піддоні при температурі від 950-980 °С до 600 °C протягом 3-4 годин, другий - на піддоні, знятому з висунутої подини, на спокійному повітрі при температурі від 600 °C до 400 °C протягом 2-3 годин, і третій - без піддона на підлозі цеху, на спокійному повітрі при температурі нижче 400 °C до остаточного остигання, тобто до набуття сорбітоподібної структури, що забезпечує необхідні фізико-механічні властивості. 4 UA 80334 U Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for the air-hardening of steel casting, such as side frames and bogies bolsters
Автори англійськоюKarapeichyk Ihor Mykolaiovych, Khadzhynov Serhii Mykolaiovych, Serdiuk Yurii Dmytrovych, Mak-Mak Oleksandr Serhiiovych, Soldatov Henadii Ivanovych, Hohol Alla Borysivna
Назва патенту російськоюСпособ нормализации стального литья, например, боковых рам и надрессорных балок вагонных тележек
Автори російськоюКарапейчик Игорь Николаевич, Хаджинов Сергей Николаевич, Сердюк Юрий Дмитриевич, Мак-Мак Александр Сергеевич, Солдатов Геннадий Иванович, Гоголь Алла Борисовна
МПК / Мітки
МПК: C21D 1/28
Мітки: нормалізації, балок, візків, рам, вагонних, лиття, бічних, сталевого, спосіб, наприклад, надресорних
Код посилання
<a href="https://ua.patents.su/7-80334-sposib-normalizaci-stalevogo-littya-napriklad-bichnikh-ram-i-nadresornikh-balok-vagonnikh-vizkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб нормалізації сталевого лиття, наприклад, бічних рам і надресорних балок вагонних візків</a>
Спосіб діагностування надресорних балок вантажних вагонів методом акустичної емісії
Номер патенту: 22180
Опубліковано: 25.04.2007
Автори: Вітвицький Віталій Веліксович, Варибрусов Сергій Тимофійович
МПК: G01N 29/14
Мітки: надресорних, балок, спосіб, акустичної, емісії, методом, вантажних, вагонів, діагностування
Формула / Реферат:
Спосіб діагностування надресорних балок вантажних вагонів методом акустичної емісії, який включає в себе підготовку надресорної балки до операції контролю на спеціальному стенді, перевірку працездатності приладів, вертикальне навантажування надресорної балки у відповідності з графіком зміни тиску, обробку результатів, який відрізняється тим, що при вертикальному навантажуванні надресорної балки та підборі графіка кривої навантажування...
Пристрій для фрезерування похилих площин надресорних балок
Номер патенту: 747
Опубліковано: 15.03.2001
Автори: Войтович Микола Іванович, Кордунян Володимир Іванович, Паршиков Юрій Васильович, Гринюк Валерій Степанович, Багнюк Олександр Михайлович, Войтенко Володимир Федорович
МПК: B23C 3/00
Мітки: площин, надресорних, похилих, фрезерування, пристрій, балок
Формула / Реферат:
Пристрій для фрезерування похилих площин надресорних балок, що містить основу, всередині якої розміщені головний привід і фрезерна головка з шпинделем і встановленою в ньому фрезою, механізм переміщення фрези по осі з штурвалом, лімбом і двозахідною черв'ячною передачею, який відрізняється тим, що основа виконана у вигляді плоскої плити з прилаштованими до неї кронштейнами з можливістю встановлення плити на верхній . поверхні надресорної...
Спосіб виробництва сталевого прокату
Номер патенту: 3348
Опубліковано: 15.11.2004
Автори: Куцова Валентина Зиновіївна, Великоцький Роман Євгенович
МПК: C21D 8/00
Мітки: прокату, виробництва, спосіб, сталевого
Формула / Реферат:
Спосіб виробництва сталевого прокату, що включає гарячу прокатку зливка, охолодження проміжного розкату до заданої температури з заданою швидкістю, наступне його нагрівання, прокатку та термообробку, який відрізняється тим, що перед установленням режиму термічної обробки роботу удару сталі визначають з урахуванням вмісту основних хімічних елементів у сталі марки Е32 по формулі:KV-40 = 101-125С-71Мn+887Тi+222Сr+1151Аl, де: символ...
Спосіб виробництва сталевого прокату
Номер патенту: 3661
Опубліковано: 15.12.2004
Автори: Великоцький Роман Євгенович, Куцова Валентина Зиновіївна
МПК: C21D 8/00
Мітки: прокату, виробництва, спосіб, сталевого
Формула / Реферат:
Спосіб виробництва сталевого прокату, що включає гарячу прокатку зливка, охолодження проміжного розкату до заданої температури з заданою швидкістю, наступний його нагрів, прокатку та термообробку, який відрізняється тим, що перед установленням режиму термічної обробки границю текучості сталі визначають з урахуванням вмісту основних хімічних елементів у сталі марки Д32 і товщини прокату за формулою:σв = 283 + 195С + 50Мn + 71Ni +...
Механізм замикання напівформ машини лиття, наприклад, термопластавтомата
Номер патенту: 88479
Опубліковано: 26.10.2009
Автор: Харченко Сергій Миколайович
МПК: B29C 45/66
Мітки: лиття, наприклад, напівформ, машини, замикання, термопластавтомата, механізм
Формула / Реферат:
Механізм замикання напівформ машини лиття, наприклад термопластавтомата, який містить, як мінімум, два одноплечих важелі, шарнірно встановлених на нерухомій плиті й кінематично поєднаних з приводом, пов'язаним з рухомою плитою, який відрізняється тим, що одноплечі важелі поєднані з двоплечими, другим плечем пов'язаними за допомогою проміжних ланцюгів з приводом і дзеркально розташованими на рухомій плиті в опорах з віссю обертання в кожній,...
Попередній патент: Система кріплення для плит декоративного облицювання
Наступний патент: Спосіб моніторингу динаміки стану кишкової трубки й корекції її мікроциркуляції
Випадковий патент: Спосіб моделювання можливості виникнення хронічних вірусних гепатитів в або с у чоловіків в залежності від особливостей пальцевої та долонної дерматогліфіки