Механізм замикання напівформ машини лиття, наприклад, термопластавтомата
Формула / Реферат
Механізм замикання напівформ машини лиття, наприклад термопластавтомата, який містить, як мінімум, два одноплечих важелі, шарнірно встановлених на нерухомій плиті й кінематично поєднаних з приводом, пов'язаним з рухомою плитою, який відрізняється тим, що одноплечі важелі поєднані з двоплечими, другим плечем пов'язаними за допомогою проміжних ланцюгів з приводом і дзеркально розташованими на рухомій плиті в опорах з віссю обертання в кожній, яка лежить в одній площині з віссю обертання відповідного одноплечого важеля, в положенні замкнених напівформ, яка розташована поміж його осями.
Текст
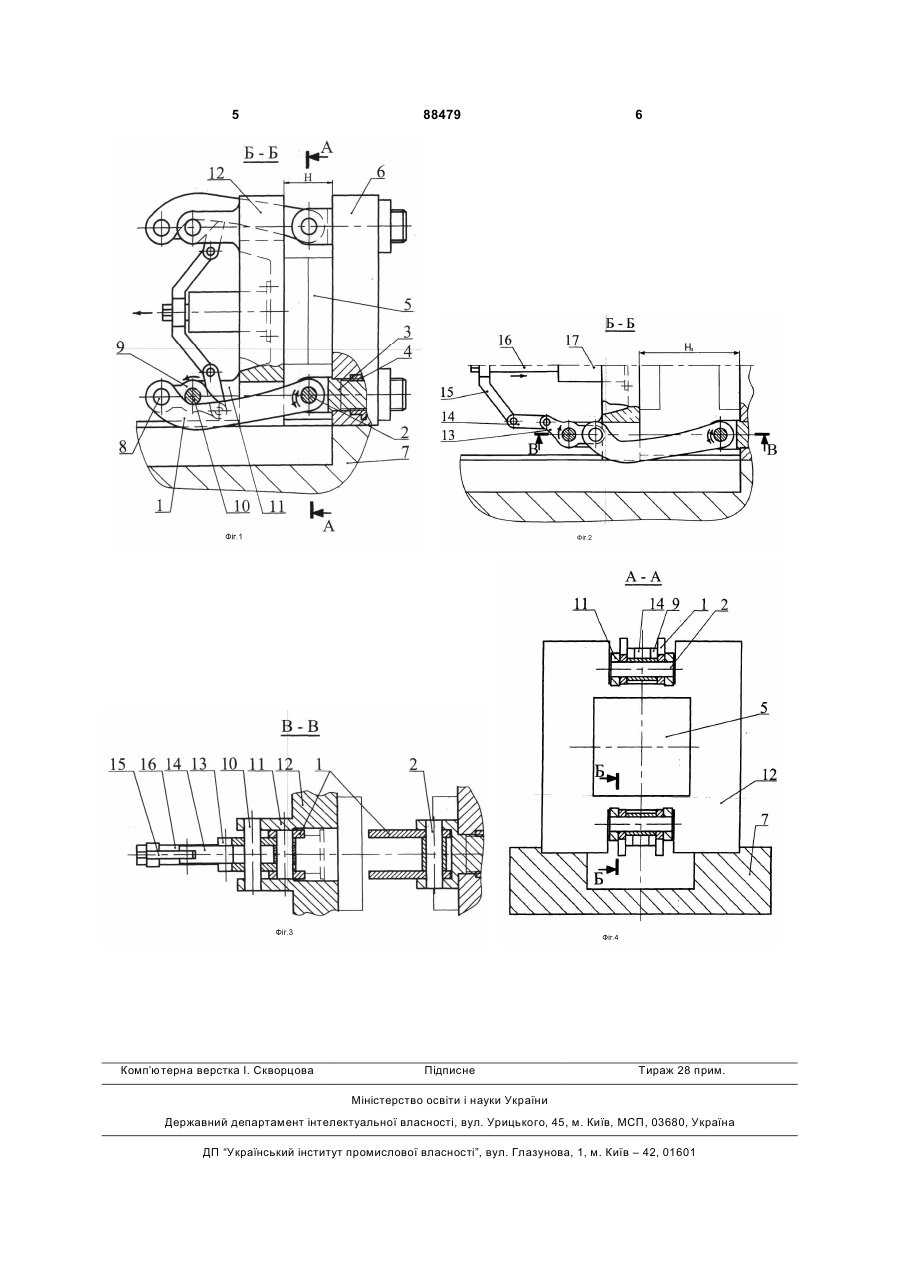
Механізм замикання напівформ машини лиття, наприклад термопластавтомата, який містить, як мінімум, два одноплечих важелі, шарнірно встановлених на нерухомій плиті й кінематично поєднаних з приводом, пов'язаним з рухомою плитою, який відрізняється тим, що одноплечі важелі поєднані з двоплечими, другим плечем пов'язаними за допомогою проміжних ланцюгів з приводом і дзеркально розташованими на рухомій плиті в опорах з віссю обертання в кожній, яка лежить в одній площині з віссю обертання відповідного одноплечого важеля, в положенні замкнених напівформ, яка розташована поміж його осями. Дане технічне рішення належить до галузі верстатобудування, а саме до привідних механізмів машин лиття, зокрема термопластавтоматів, і може бути використано для переміщення рухомої плити в положення зімкнутих напівформ та їхнього замикання під час формування виробів. Є відомим механізм замикання напівформ машини лиття, який містить два одноплечих важеля, з'єднаних за допомогою проміжних шарнірноважільних кілець з рухомою плитою й приводом її переміщення (див. заявку № DE 19950534 Німеччини, опубліковану 27 квітня 2000р.) Забезпечуючи переміщення рухомої плити й її механічне замикання в робочому положенні напівформ, за наявністю вільного доступу в зону їхнього експлуатаційно-технічного обслуговування - відсутність важелів, даний механізм потребує спеціальної консолі на станіні з протилежним нерухомій плиті боці, що є причиною збільшених габаритів і металомісткості машини в цілому. Прототипом же заявленого технічного рішення є шарнірно-важільний механізм у заявці № DE 10226332 Німеччини, надрукований 16 січня 2003р. Маючи два одноплечих важеля, які шарнір но встановлені по боках нерухомої плити, за допомогою проміжних кінематичних кілець, поєднаних з приводом, пов'язаним з рухомою плитою, вищезазначений механізм значно утрудняє доступ до зони розташування напівформ - під час їхньої заміни й обслуговування. Крім того, використання гвинтової пари з приводом її оберту, розташованим на стяжках, які поєднують одноплечі важелі це ускладнення конструкції й зниження її твердості. Для машин лиття, які працюють на високих тисках упорскування, таких як термопластавтомати, твердість елементів механізму замикання - це, перш за все, надійність роботи машини в цілому. Технічним завданням заявленого технічного рішення є спрощення конструкції й підвищення надійності роботи механізму замикання напівформ, а також - покращення умов експлуатаційно технічного обслуговування напівформ. Поставлене завдання вирішується за рахунок того, що механізм замикання напівформ машини лиття, наприклад, термопластавтомата, містить як мінімум два одноплечих важеля, шарнірно встановлених на нерухомій плиті й кінематично поєднаних з приводом, пов'язаним з рухомою плитою. (19) UA (11) 88479 (13) C2 (21) a200703574 (22) 02.04.2007 (24) 26.10.2009 (46) 26.10.2009, Бюл.№ 20, 2009 р. (72) ХАРЧЕНКО СЕРГІЙ МИКОЛАЙОВИЧ, BY (73) БАРАНОВИЦЬКИЙ ВЕРСТАТОБУДІВЕЛЬНИЙ ЗАВОД ЗАКРИТОГО АКЦІОНЕРНОГО ТОВАРИСТВА "АТЛАНТ", BY (56) DE, 10226332, 7 B29C 45/66, B22D 17/20, 16.01.2003 DE, 19950534, 7 B29C 45/76, 27.04.2000 RU, 2305631, 7 B29C 45/66, 10.09.2007, Бюл.№25 RU, 2229380, 7 B29C 45/64, 27.05.2004 SU, 1740129, 5 B22D 17/26, 15.06.1992, Бюл.№22 SU, 1211077, 4 B29C 45/64, 45/68, 15.02.1986, Бюл.№6 SU, 1028521, 3 B29C 1/06, 15.07.1983, Бюл.№26 SU, 793795, 3 B29F 1/06, 07.01.1981, Бюл.№1 SU, 504464, 2 B22D 17/26, 25.02.1976, Бюл.№7 3 При цьому одноплечі важелі поєднуються з двоплечими, які другим плечем пов'язані за допомогою проміжних ланцюгів з привідом, при цьому двоплечні важелі дзеркально встановлені, в опорах на рухомій плиті, при чому з віссю оберту в кожній, яка лежить в одній площині з віссю оберту відповідного одноплечого важеля, в положенні запертих напівформ розташованих поміж його віссю. Заявлене технічне рішення пояснюється кресленнями, де: - на фіг. 1 зображений загальний вигляд механізму замикання напівформ в їхньому робочому положенні, розріз Б-Б на фіг. 4; - на фіг. 2 те ж саме, але з максимально відведеною рухомою плитою; - на фіг. 3 - поздовжний розріз шарнірноважільної системи механізму замикання напівформ в положенні максимально відведеної рухомої плити, розріз В-В на фіг. 2; - на фіг. 4 - поперечний розріз шарнірної пари механізму замикання напівформ в положенні максимально відведеної рухомої плити, розріз В-В на фіг. 1. Механізм замикання напівформ машини лиття, наприклад, термопластавтомата, містить одноплечі важелі 1 (фіг. 1), віссю 2 поєднані з гвинтовими опорами 3 механізмів 4 установки необхідної висоти напівформ 5. Механізми 4 установки висоти напівформ 5 вмонтовані в нерухому плиту 6, розташовану на станіні 7. Одноплечі важелі 1 поєднані віссю 8 з двоплечими важелями 9, дзеркально розташованими на вісі 10 в опорах 11 рухомої плити 12 й другими плечами 13, пов'язаними з важелями 15, твердо змонтованими на штоці 16 гідроциліндру 17, встановленого на рухомій плиті 12. Вісі 10 в опорах 11 знаходяться в одній площині з віссю 2 відповідних одноплечих важелів 1. Механізм замикання напівформ машини лиття працює наступним чином. За допомогою механізмів 4 установки необхідної висоти зімкнутих напівформ 5 гвинтові опори 3 виводяться в положення, відносно нерухомої плити 6, яке забезпечує величину Н, яка потрібна, між нею й рухомою плитою 12 (фіг. 1) Після її установки механізм замикання напівформ в режимі налагодження приводиться в вихідне положення, при якому відстань між рухомою плитою 12 і нерухомою плитою 6 складає для даного типорозміру машин лиття певну, експлуатаційно обґрунтовану величину Н1 (фіг. 2). При цьому для забезпечення 88479 4 твердої фіксації рухомої плити 12 в цьому положенні - під час експлуатаційно-технічного обслуговування напівформ 5, вісі 2, 8 і 10 при наявності максимально висунутого штока 16 розташовуються в одній площині. Це забезпечує замикання рухомої плити 12, так як вектори сили, прикладені до рухомої плити 12 та направленої усередину (наприклад, при зйомі напівформи 5), проходять через вісі 10, 8, 2, тобто урівноважуються реактивною силою зі сторони нерухомої плити 6. При включенні гідропривіда машини лиття шток 16 гідроциліндра 17 з вихідного висунутого положення (фіг. 2) починає рухатися праворуч. Твердо встановлені на штоці 16 важелі 15, діючи на проміжні ланцюги 14, повертають двоплечі важелі 9, які, спочатку розводячи, а потім у кінці ходу штока 16, зводячи одноплечі важелі 1, починають відносно них рухатися в направленні вісі, переміщуючи рухому плиту 12 по направляючим станіни в робоче положення напівформ 5. В цьому положенні вісь 10 знаходиться між віссю 2 і 8 одноплечих важелів 1 і розташовується в одній площині з ними. Результуюча сила тиску матеріалу, який впорскується в порожнину зімкнутих напівформ 5, направлена впродовж направляючих станіни 7 в бік рухомої плити 12, діючи на неї, через опори 11, вісі 10, двоплечі важелі 9, вісі 8, одноплечі важелі 1 передається на вісі 2, тобто на нерухому плиту 6, твердо встановлену на станіні 7, урівноважується її реактивною силою. «Заперта» таким чином плита забезпечує формотворення виливаного виробу. Після завершення циклу формування, шток 16 гідроциліндра 17 переводиться в висунуте положення, а перелічені вище шарнірно-важельні елементи механізму замикання напівформ - в вихідне. Як видно з опису, введення двоплечих важелів, одним плечем поєднаних з одноплечими, розташованими на нерухомій плиті, а другим пов'язаних за допомогою проміжних кілець з приводом, та їхня дзеркальна установка в опорах на рухомій плиті, причому з віссю оберту в кожній, яка лежить в одній площині з віссю оберту відповідного одноплечого важеля, в положенні замкнутих напівформ розташованої між його віссю, дозволяє при спрощенні конструкції, значно збільшити її твердість, тобто підвищити надійність замикання напівформ машини лиття, тобто підвищити стабільність її роботи в цілому. Крім того, із - за відсутності одноплечих важелів перед напівформами, покращені й умови їхнього експлуатаційно-технічного обслуговування. 5 Комп’ютерна верстка І. Скворцова 88479 6 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMechanism of closing half molds of casting machine, in particular automatic thermoplastic machine
Автори англійськоюKharchenko Serhii Mykolaiovych
Назва патенту російськоюМеханизм замыкания полуформ литейной машины, например, термопластавтомата
Автори російськоюХарченко Сергей Николаевич
МПК / Мітки
МПК: B29C 45/66
Мітки: напівформ, наприклад, термопластавтомата, замикання, лиття, машини, механізм
Код посилання
<a href="https://ua.patents.su/3-88479-mekhanizm-zamikannya-napivform-mashini-littya-napriklad-termoplastavtomata.html" target="_blank" rel="follow" title="База патентів України">Механізм замикання напівформ машини лиття, наприклад, термопластавтомата</a>
Гідромеханічний пристрій змикання півформ машини для лиття, наприклад, термопластавтомата
Номер патенту: 88123
Опубліковано: 10.09.2009
Автор: Харчєнко Сєргєй Ніколаєвіч
МПК: B29C 45/66
Мітки: лиття, машини, наприклад, термопластавтомата, змикання, гідромеханічний, півформ, пристрій
Формула / Реферат:
1.Гідромеханічний пристрій змикання півформ машини для лиття, наприклад, термопластавтомата, що містить встановлений в порожнистому корпусі, змонтованому на нерухомій плиті, ходовий гвинт, поєднаний з розташованим на кришці порожнистого корпуса приводом швидкого пересування рухомої плити й ходовою гайкою, пов'язаною з закріпленою на рухомій плиті силовою втулкою з кільцевими виступами на зовнішній поверхні, в робочому положенні півформ...
Замковий пристрій механізму запирання півформ машини для лиття, наприклад термопластавтомата (варіанти)
Номер патенту: 76488
Опубліковано: 15.08.2006
Автори: Петровіч Тадеуш Едуардовіч, Марченко Віктор Міхайловіч
МПК: B29C 45/64
Мітки: наприклад, варіанти, пристрій, механізму, запирання, півформ, термопластавтомата, машини, лиття, замковий
Формула / Реферат:
1. Замковий пристрій механізму запирання півформ, наприклад, термопластавтомата, що складається з розташованих на його нерухомій плиті з можливістю зворотно-поступального спрямованого переміщення двох верхніх і двох нижніх пар сухарів із сегментоподібною виїмкою в кожному, у зімкнутому положенні обхоплюючих качалки, зв'язані з нерухомою плитою по внутрішньому діаметру їхніх кільцевих канавок, причому кожні з двох сухарів у різних верхніх...
Механізм хитання кристалізатора вертикальної слябової машини безперервного лиття
Номер патенту: 24353
Опубліковано: 25.06.2007
Автори: Цибулько Анатолій Євгенійович, Романенко Віталій Володимирович, Козлов Павло Миколайович, Титаренко Олександр Іванович
МПК: B22D 11/04
Мітки: лиття, слябової, кристалізатора, машини, вертикальної, безперервного, хитання, механізм
Формула / Реферат:
Механізм хитання кристалізатора вертикальної слябової машини безперервного лиття, що включає раму з кристалізатором, до середньої частини якої з двох боків жорстко прикріплено по поздовжньому коробу напрямного вузла з пакетом ресор, розміщеним у його внутрішній порожнині і жорстко приєднаним своєю середньою частиною до фундаментної стійки та зчленованим кінцями з елементами кріплення і розтягання, а також розміщені по кутах рами привідні...
Механізм навішення робочого органа дорожньо-прибиральної машини
Номер патенту: 72599
Опубліковано: 15.03.2005
Автори: Мінасов Андрєй Ашотовіч, Алпатов Сєргєй Міхайловіч, Єльцов Алєксандр Сєргєєвіч, Зєлєнін Олєг Павловіч
Мітки: дорожньо-прибиральної, машини, органа, навішення, механізм, робочого
Формула / Реферат:
1. Механізм навішення робочого органа дорожньо-прибиральної машини, що містить штовхальні важелі та гідроциліндри підйому-опускання, який відрізняється тим, що він виконаний керованим, з можливістю одночасного регулювання його положення в поперечному до руху машини і вертикальному напрямках, встановлений під кабіною на лонжеронах рами і додатково містить опорні важелі, балку з установленою на ній стикувальною плитою з можливістю переміщення...
Спосіб підготовки машини безперервного лиття заготівок до роботи

Номер патенту: 46402
Опубліковано: 15.05.2002
Автори: Власенко Богдан Васильович, Плугатар Віктор Семенович, Петрусенко Віктор Андрійович
МПК: B22D 11/08, B22D 11/14
Мітки: машини, підготовки, безперервного, заготівок, роботи, спосіб, лиття
Формула / Реферат:
Спосіб підготовки машини безперервного лиття заготівок до роботи, при якому вмикають рольганг і тягнучу кліть для переміщення затравки до кристалізатора і встановлення її в заданому положенні відносно кристалізатора, який відрізняється тим, що після входу затравки у тягнучу кліть вмикають механізм відділення затравки і підтискають його робочий орган до нижньої або верхньої поверхні затравки, а після розміщення робочого органа механізму...