Спосіб травлення металів і пристрій для його здійснення

Формула / Реферат
1. Спосіб електролітичного травлення плоскої металевої продукції 2, зокрема штаб із спеціальної сталі та/або вуглецевої сталі, який відрізняється тим, що використовують принаймні одну пару протилежних електродів, що являє собою принаймні один алмазний електрод та/або принаймні один свинцево-олов'яний електрод 15, причому струм подають, з одного боку, прямо на плоский продукт 2 і, з другого боку, на пару електродів, причому алмазний та/або свинцево-олов'яний електрод 15 пари електродів підключають як анод, а другий електрод 15 - як катод, і плоский продукт 2 подають між електродами 15 пари електродів.
2. Спосіб за п. 1, який відрізняється тим, що свинцево-олов'яний електрод являє собою електрод 15 із сплаву свинець-93/олово-7.
3. Спосіб за п. 1 або 2, який відрізняється тим, що струм подають переривчасто.
4. Спосіб за п. 1 або 2, який відрізняється тим, що струм подають постійно.
5. Спосіб за будь-яким із пунктів 1-4, який відрізняється тим, що постійний струм на плоский продукт 2, що має бути травлений, й електроди 15 подають поперемінно при електролітичному травленні із зворотними імпульсами.
6. Спосіб за будь-яким із пунктів 1-5, який відрізняється тим, що для електролітичного травлення використовують суміш мінеральних кислот і води із концентрацією мінеральної кислоти 10-250 г/л, зокрема 50-200 г/л, переважно 150 г/л.
7. Спосіб за будь-яким із пунктів 1-6, який відрізняється тим, що для електролітичного травлення використовують суміш води й сульфату натрію Na2SO4, причому концентрацію Na2SO4 задають 100-350 г/л, переважно 150 г Na2SO4 на літр, залежно від плоского продукту, що має бути травлений.
8. Спосіб за будь-яким із пунктів 1-7, який відрізняється тим, що для електролітичного травлення використовують змішану кислоту, причому концентрацію задають дорівнюваною 20-100 г HF на літр і 50-300 г НNO3 на літр, переважно 50 г HF на літр і 150 г НNO3 на літр, залежно від плоского продукту 2, що має бути травлений.
9. Спосіб за будь-яким із пунктів 1-8, який відрізняється тим, що густини струму на електродах задають дорівнюваними 0,5-150 А/дм2 залежно від плоского продукту 2, що має бути травлений.
10. Спосіб за будь-яким із пунктів 1-9, який відрізняється тим, що температуру електроліту задають дорівнюваною 20-90 °С, переважно 75 °С, залежно від плоского продукту 2, що має бути травлений.
11. Спосіб за будь-яким із пунктів 1-10, який відрізняється тим, що електричну напругу змінно регулюють.
12. Спосіб за будь-яким із пунктів 1-11, який відрізняється тим, що відстань між плоским продуктом й електродом регулюють відповідно до кількості рідини електроліту, що подають плоским продуктом 2 й електродом 15.
13. Спосіб за будь-яким із пунктів 1-12, який відрізняється тим, що відстань між електродами 15 пари електродів або між електродами 15 та плоским продуктом 2 регулюють відповідно до хвилястості плоского продукту.
14. Пристрій для здійснення способу за будь-яким із пунктів 1-13 електролітичного травлення плоских металевих продуктів 2, зокрема штаб із спеціальної сталі та/або вуглецевої сталі, який відрізняється тим, що передбачена принаймні одна пара протилежних електродів 15, між якими може подаватися плоский продукт 2, причому пара електродів являє собою принаймні один алмазний електрод та/або принаймні один свинцево-олов'яний електрод 15, причому передбачений пристрій 19 для подачі струму, з одного боку, прямо на плоский продукт 2 і, з другого боку, на електроди 15 таким чином, що один електрод пари електродів підключений як катод, а другий електрод, що являє собою принаймні один алмазний електрод та/або принаймні один свинцево-олов'яний електрод, - як анод.
15. Пристрій за п. 14, який відрізняється тим, що свинцево-олов'яний електрод являє собою електрод 15 із сплаву свинець-93/олово-7.
16. Пристрій за п. 14 або 15, який відрізняється тим, що плоский продукт виконаний з можливістю підключення як анода.
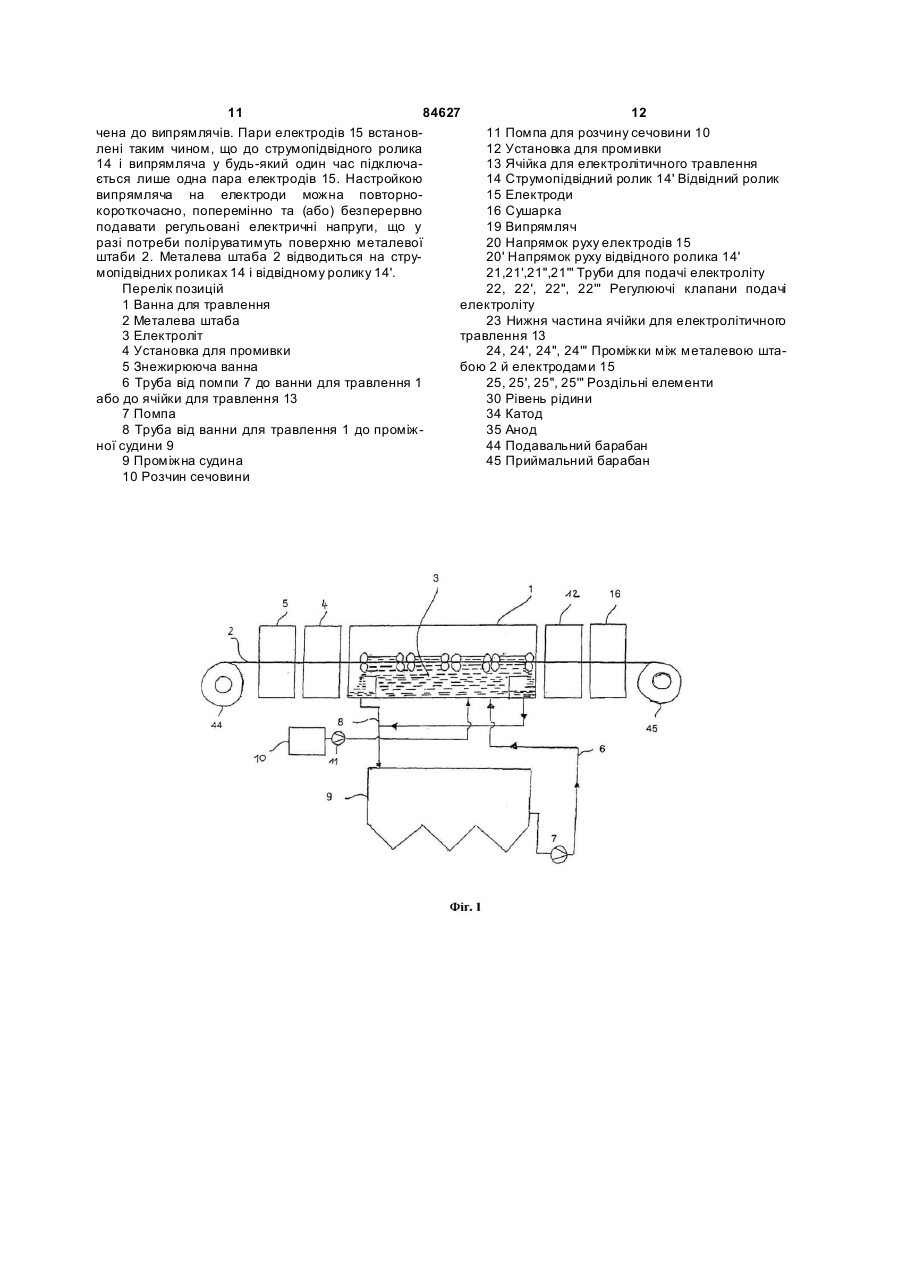
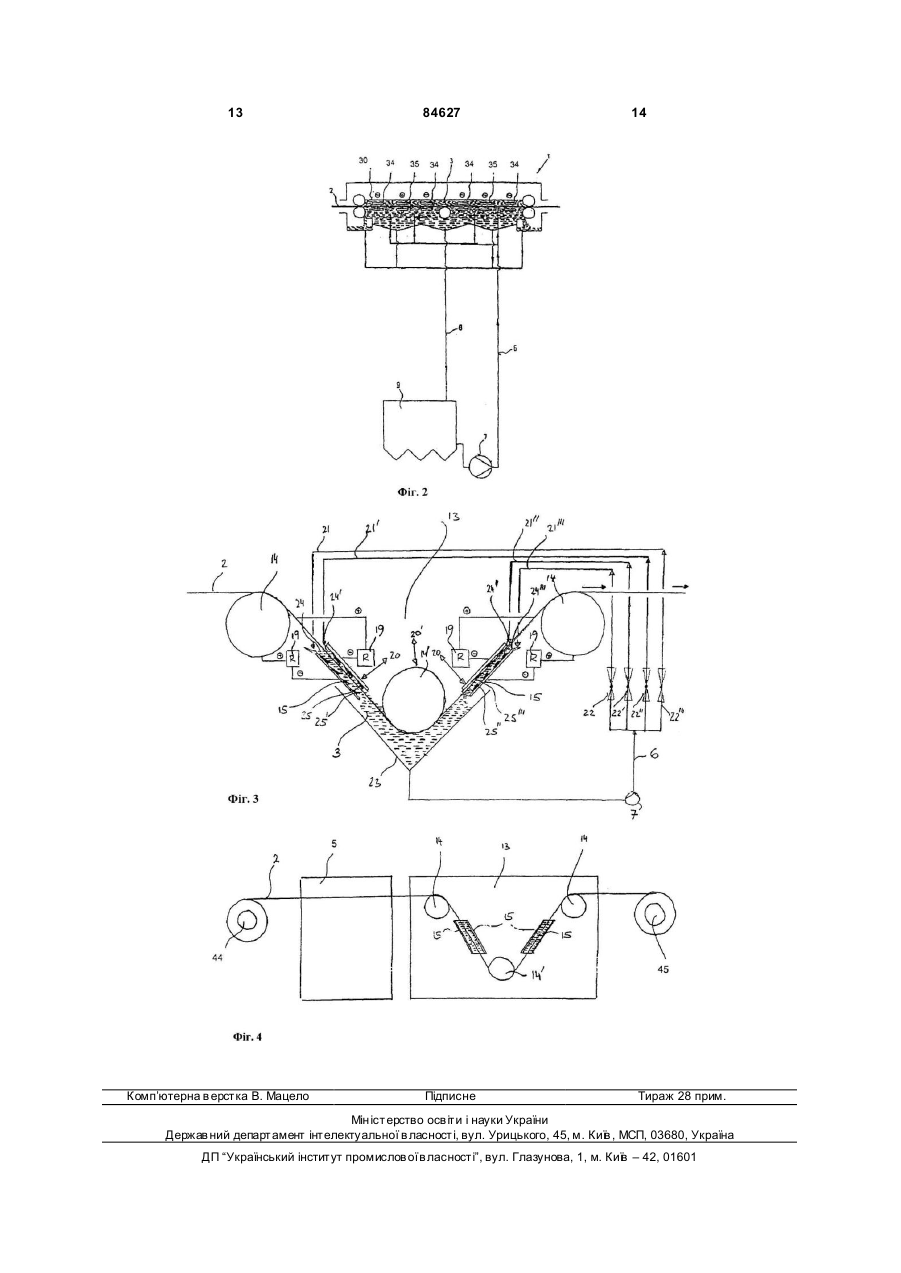
17. Пристрій за п. 16, який відрізняється тим, що передбачені направляючі пристрої 14, 14', за допомогою яких штабу 2 можна направляти під кутом до горизонталі, і що електроди 15 встановлені під тим самим кутом, і що передбачені пристрої 21, 21', 21", 21'", 22, 22', 22", 22'", за допомогою яких між штабою 2 й електродами 15 можна вводити рідину електроліту.
18. Пристрій за п. 17, який відрізняється тим, що штаба може подаватися похилою униз під певним кутом, зокрема під кутом 30-45°, а потім, після принаймні одного відвідного ролика 14', похило вверх під певним кутом, зокрема під кутом 30-45°.
19. Пристрій за будь-яким із пунктів 14-18, який відрізняється тим, що положення принаймні одного електрода 15 пари електродів і відвідного ролика 14' можна регулювати перпендикулярно до напрямку руху плоского продукту.
20. Пристрій за будь-яким із пунктів 14-19, який відрізняється тим, що проміжок між електродами пари електродів регулюється.
21. Пристрій за будь-яким із пунктів 14-20, який відрізняється тим, що передбачений керуючий пристрій для регулювання кількості подачі рідини електроліту.
22. Пристрій за будь-яким із пунктів 14-21, який відрізняється тим, що принаймні на одному електроді встановлений принаймні один роздільний елемент.
23. Пристрій за будь-яким із пунктів 14-22, який відрізняється тим, що передбачений керуючий пристрій для керування потоком струму до електродів 15.
Текст
1. Спосіб електролітичного травлення плоскої металевої продукції 2, зокрема штаб із спеціальної сталі та/або вуглецевої сталі, який відрізняється тим, що використовують принаймні одну пару протилежних електродів, що являє собою принаймні один алмазний електрод та/або принаймні один свинцево-олов'яний електрод 15, причому струм подають, з одного боку, прямо на плоский продукт 2 і, з другого боку, на пару електродів, причому алмазний та/або свинцево-олов'яний електрод 15 пари електродів підключають як анод, а другий електрод 15 - як катод, і плоский продукт 2 подають між електродами 15 пари електродів. 2. Спосіб за п. 1, який відрізняється тим, що свинцево-олов'яний електрод являє собою електрод 15 із сплаву свинець-93/олово-7. 3. Спосіб за п. 1 або 2, який відрізняється тим, що стр ум подають переривчасто. 4. Спосіб за п. 1 або 2, який відрізняється тим, що стр ум подають постійно. 5. Спосіб за будь-яким із пунктів 1-4, який відрізняється тим, що постійний струм на плоский продукт 2, що має бути травлений, й електроди 15 подають поперемінно при електролітичному травленні із зворотними імпульсами. 6. Спосіб за будь-яким із пунктів 1-5, який відрізняється тим, що для електролітичного травлення 2 (19) 1 3 84627 4 електрод та/або принаймні один свинцевокутом, зокрема під кутом 30-45°, а потім, після олов'яний електрод 15, причому передбачений принаймні одного відвідного ролика 14', похило пристрій 19 для подачі струму, з одного боку, прявверх під певним кутом, зокрема під кутом 30-45°. мо на плоский продукт 2 і, з другого боку, на елек19. Пристрій за будь-яким із пунктів 14-18, який троди 15 таким чином, що один електрод пари відрізняє ться тим, що положення принаймні оделектродів підключений як катод, а другий електного електрода 15 пари електродів і відвідного род, що являє собою принаймні один алмазний ролика 14' можна регулювати перпендикулярно до електрод та/або принаймні один свинцевонапрямку р уху плоского продукту. олов'яний електрод, - як анод. 20. Пристрій за будь-яким із пунктів 14-19, який 15. Пристрій за п. 14, який відрізняється тим, що відрізняє ться тим, що проміжок між електродами свинцево-олов'яний електрод являє собою електпари електродів регулюється. род 15 із сплаву свинець-93/олово-7. 21. Пристрій за будь-яким із пунктів 14-20, який 16. Пристрій за п. 14 або 15, який відрізняється відрізняє ться тим, що передбачений керуючий тим, що плоский продукт виконаний з можливістю пристрій для регулювання кількості подачі рідини підключення як анода. електроліту. 17. Пристрій за п. 16, який відрізняється тим, що 22. Пристрій за будь-яким із пунктів 14-21, який передбачені направляючі пристрої 14, 14', за довідрізняє ться тим, що принаймні на одному елекпомогою яких штабу 2 можна направляти під кутом троді встановлений принаймні один роздільний до горизонталі, і що електроди 15 встановлені під елемент. тим самим кутом, і що передбачені пристрої 21, 23. Пристрій за будь-яким із пунктів 14-22, який 21', 21", 21'", 22, 22', 22", 22'", за допомогою яких відрізняє ться тим, що передбачений керуючий між штабою 2 й електродами 15 можна вводити пристрій для керування потоком струму до електрідину електроліту. родів 15. 18. Пристрій за п. 17, який відрізняється тим, що штаба може подаватися похилою униз під певним Винахід відноситься до способу та пристрою електролітичного травлення плоскої металевої продукції, зокрема, штаб із спеціальної та (або) вуглецевої сталі. Термін „плоска металева продукція" відноситься, головним чином, до металевих штаб і листів. Втім винахід може застосовуватися й до довгої металевої продукції (наприклад, до дротів, профілів, тр уб) або до поверхонь металів взагалі. Для того щоб одержати якісний рівень чистоти у випадку холоднокатаних штаб, стійких до іржі та кислот, їх поверхня повинна пройти подальшу обробку для видалення прилиплих шарів оксидів або окалини, утвореної під час попередньої термічної обробки. Видалення окалини ще й досі здійснюється механічним шляхом на стадії підготовки виробництва за допомогою вихрових або піскоструминних апаратів. Будь-яку окалину, що залишається, наприклад, окалину при відпалі, спричинену проміжним або остаточним відпалом у подальшому ході виробництва, розчинюють і відділяють хімічним процесом (травленням), пропускаючи покриті окалиною штаби через кілька кислотних ванн. Реактив для травлення (далі за текстом „травильний розчин" або „електролітична рідина" або „електроліт"), використовуваний для спеціальної сталі, зазвичай представляє собою попередньо нагріту кислотну суміш (далі за текстом „змішана кислота") розведеної водою азотної кислоти і фтористоводневої кислоти. Температури, що переважають у травильних ваннах, безперервно протягом процесу травлення спричиняють дуже неприємні, а також такі, що забруднюють довкілля, реакції аніону NO3 з утворенням NOX. Вже відоме травлення холоднокатаних штаб із спеціальної сталі з використанням так званого методу „нейтрального електроліту". У цьому методі до штаби непрямо прикладають електричну напругу. „Непрямо" означає, що між струмопідвідними роликами й штабою точок контакту немає. Ще однією особливістю цього способу є те, що аноди й катоди повністю покривають електролітом і встановлюють горизонтально, тобто електролізери заповнюють горизонтально. У документі AT 406385B описується спосіб електролітичного травлення, причому як варіант цього способу описується вертикально подавана штаба. У цьому випадку електроди встановлюють вертикально. У цьому випадку до штаби непрямо прикладають електричну напругу. Електролітичну рідину (Na2SO4) подають у проміжок між анодом і штабою. Перевага цього способу електролітичного травлення полягає у тому, що не відбувається утворення NOX, оскільки не використовують азотну кислоту. Недолік цього способу обумовлений вузькою сферою застосування. Цей спосіб разом із цим пристроєм використовують виключно при травленні холоднокатаної спеціальної сталі. У довіднику „Травлення металів", автор д-р Рафаель Рітупер [опублікованому видавництвом „Eugen G. Leuze Verlag"], описані способи, що відносяться виключно для електролітичного травлення металевих поверхонь. У цьому довіднику постійно згадується утворення кисню безпосередньо на аноді, що уможливлює травлення. У документі DE 3937438 AI описується можливий шлях травлення металевих поверхонь через сполучення солей Fe3+ та (або) газоподібних або рідких носіїв кисню, наприклад, Н2О2, повітря та додаткового кисню, що одержують при анодному окисленні. У цьому випадку густина струм у для електролізу дорівнює 5 84627 6 0,5-1,0А/дм 2. гий електрод використовувати як катод. Подача Крім того, у документі AT 373922 В описується електричного струму прямо до аноду (до плоского спосіб електролітичної гальванізації штаби. У цьопродукту), з одного боку, спричиняє утворення му способі використовують вертикальне розмікисню in statu nascendi, на той час як використання щення електродів. Електролітичну рідину подають алмазного електрода та (або) свинцево-олов'яного у проміжок між анодом і штабою. Електричну наелектрода як анод спричиняє утворення радикалів пругу прикладають прямо до штаби-катоди викоОН, що уможливлюють травлення поверхонь менують у ви гляді струмопідвідних роликів. талу. У патенті США US 4 363 709 також описується Отже, утворення кисню на аноді (сталевій травлення штаби із спеціальної сталі із викорисштабі або сталевому листі) та (або) утворення танням вищих густин струму. Згадуються густини радикалів ОН на аноді (електроді) заміняють азоструму 40-60А/дм 2 без зазначення, однак, притну кислоту HNO3 -травильний розчин, що утворює строю, спроможного забезпечити це у розумному комплекси металів і, відтак, спроможний видаляти діапазоні (
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for metal descaling and device for realization the same
Автори англійськоюAndreas Stepan, Horn Juanito
Назва патенту російськоюСпособ травления металлов и устройство для его осуществления
Автори російськоюСтепан Андреас, Хорн Хуанито
МПК / Мітки
Мітки: травлення, здійснення, спосіб, металів, пристрій
Код посилання
<a href="https://ua.patents.su/7-84627-sposib-travlennya-metaliv-i-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб травлення металів і пристрій для його здійснення</a>
Спосіб травлення фольги для конденсаторів і ванна для його здійснення
Номер патенту: 56058
Опубліковано: 15.04.2003
Автори: Гордієнко Григорій Федорович, Гавронський Віталій Євгенович
МПК: H01G 9/00
Мітки: здійснення, спосіб, фольги, конденсаторів, травлення, ванна
Формула / Реферат:
1. Спосіб травлення фольги для конденсаторів, який включає травлення фольги у розчині звичайної солі при температурі 60-95ОС імпульсним струмом з частотою 35-300 Гц і інтервалом між імпульсами 500-2000 мкс із щільністю струму 0,5-3 А/дм2, який відрізняється тим, що фольгу в травильному розчині подають тільки на ділянку, де знаходяться катоди, а ультразвукове поле накладають у ванни травлення та промивання, причому імпульс на передньому фронті...
Спосіб автоматичного управління тривалістю електрохімічного травлення та пристрій для його здійснення
Номер патенту: 12732
Опубліковано: 28.02.1997
Автор: Піявський Роман Семенович
МПК: C25D 21/12
Мітки: електрохімічного, спосіб, травлення, пристрій, автоматичного, управління, тривалістю, здійснення
Текст:
...пассивного состояния, соединен со входом пуска реле времени, а выход, соответствую щий срыву пассивного состояния, соединен со входом сброса реле времени. 50 Надлежащее качество обработки (особый микрорельеф и отсутствие травильного шпама) обеспечивается при условии, что через некоторое время после включения тока обрабатываемая поверхность переходит в 55 пассивное состояние благодаря сдвигу ее потенциала в положительную сторону и...
Спосіб лиття металів та пристрій для його здійснення
Номер патенту: 67950
Опубліковано: 15.07.2004
Автори: Михайличенко Вячеслав Валерійович, Шендрик Микола Миколайович, Шелякова Ірина Петрівна, Суржанський Станіслав Константинович, Мітрус Олександр Володимирович, Головань Анатолій Миколайович
МПК: B22D 27/02, B22D 21/00
Мітки: здійснення, пристрій, лиття, металів, спосіб
Формула / Реферат:
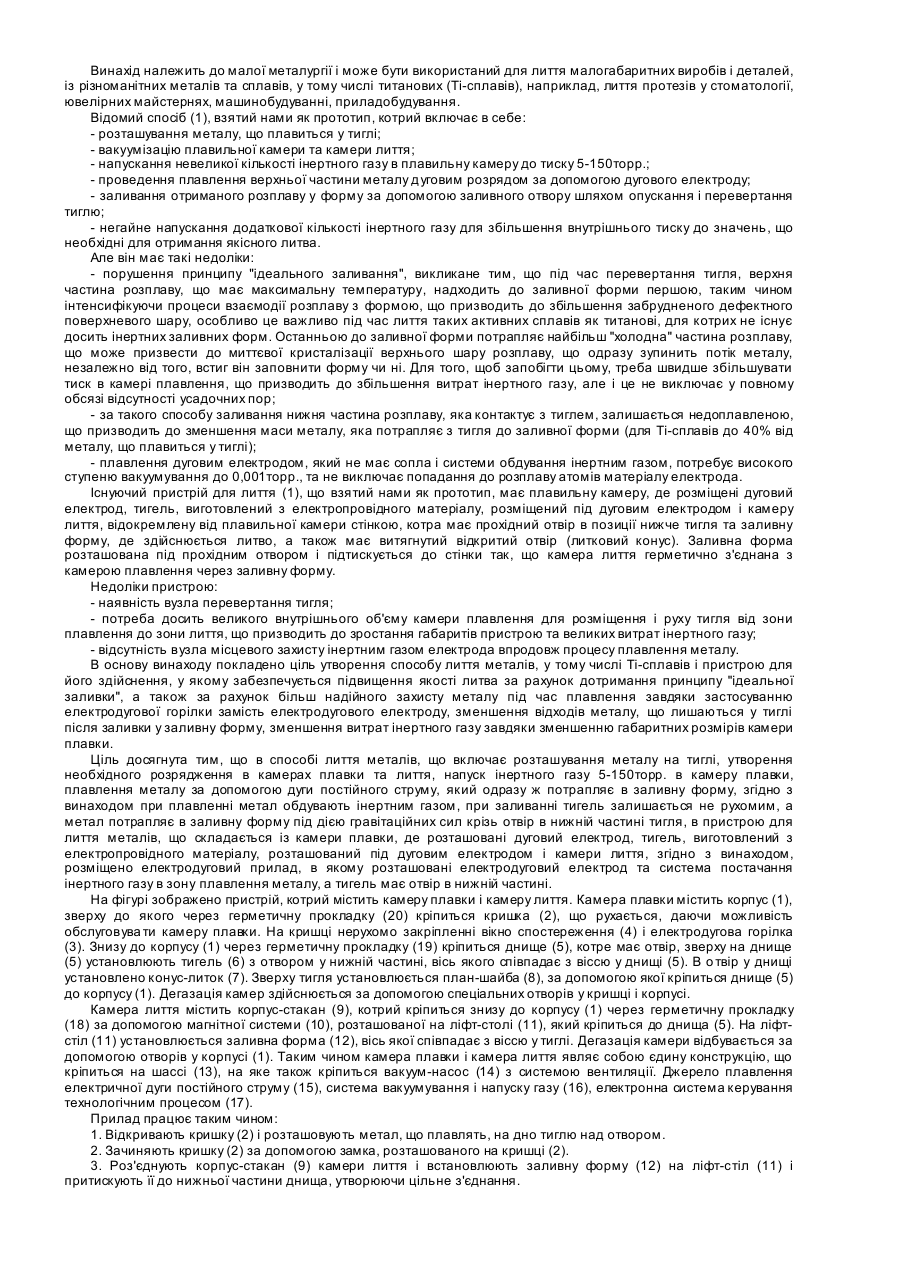
1. Спосіб лиття металів, що включає розташування металу на тиглі, створення необхідного розрядження в камерах плавлення і лиття, нагнітання інертного газу 5-150 торр в камеру плавлення, плавлення металу за допомогою дуги постійного струму з наступним заливанням в заливну форму, який відрізняється тим, що при плавленні метал обдувають інертним газом, при заливанні тигель залишається нерухомим, а метал потрапляє в заливну форму під дією...
Спосіб електроерозійного диспергування металів і сплавів і пристрій для його здійснення
Номер патенту: 61334
Опубліковано: 17.11.2003
Автори: Гущенко Наталья Олександрівна, Соколов Олександр Олександрович, Блохін Олександр Григорович
Мітки: диспергування, електроерозійного, сплавів, металів, спосіб, здійснення, пристрій
Формула / Реферат:
1. Спосіб електроерозійного диспергування металів і сплавів, що полягає в накладенні механічних коливань на дисперговані гранули, поміщені в ємність з діелектрика, який відрізняється тим, що процес ведуть, одночасно зміщуючи дисперговані гранули як у горизонтальній, так і вертикальній площинах, причому дисперговані гранули обертаються навколо своїх осей.2. Пристрій для електроерозійного диспергування металів і сплавів, що містить два...
Спосіб отримання наноструктурних металів та сплавів і пристрій для його здійснення
Номер патенту: 75155
Опубліковано: 15.03.2006
Автор: Хаймович Павло Олександрович
МПК: B21C 23/00, B21C 25/00
Мітки: наноструктурних, металів, сплавів, спосіб, пристрій, здійснення, отримання
Формула / Реферат:
1. Спосіб отримання наноструктурних металів та сплавів, який включає деформування заготовки при низьких температурах екструзією з використанням пластичного проміжного середовища, який відрізняється тим, що екструзію проводять в умовах прикладання до заготовки протитиску, який створюють пластичним додатковим проміжним середовищем, частину якого зміцнено у процесі екструзії.2. Пристрій для отримання наноструктурних металів та сплавів,...
Попередній патент: Натрієва сіль дигідроксифосфонілметилтіакалікс[4]арену як комплексоутворювач амінокислот
Наступний патент: Фрикційний амортизатор
Випадковий патент: Підшаботна віброізоляція ковальських молотів