Спосіб виготовлення пористих керамічних виробів
Номер патенту: 89568
Опубліковано: 10.02.2010
Автори: Романовський Лев Борисович, Солов'янова Марина Вікторівна, Огородній Дмитро Вікторович, Туревський Павло Олександрович


Формула / Реферат
1. Спосіб виготовлення пористих керамічних виробів, що включає приготування керамічного шлікера, що складається з наповнювача, виконаного з тонкодисперсного вогнетривкого матеріалу, глинистої речовини і водного комбінованого в'яжучого, подальшу гомогенізацію керамічного шлікера, просочення пористої матриці керамічним шлікером в режимі циклічних ступінчастих деформацій, а також сушіння і випалення, який відрізняється тим, що при приготуванні керамічного шлікера як наповнювач використовують випалені вогнетривкі матеріали з групи: глина, глинозем і магнезит, як глинисту речовину використовують висушений каолін вологістю не більше 0,5 %, а як водне комбіноване в'яжуче використовують суміш водного розчину алюмофосфатної зв'язки густиною 1,38-1,44 г/см3 і водного розчину лігносульфонату технічного густиною 1,2-1,28 г/см3 при вмісті компонентів в керамічному шлікері, мас. %:
випалені вогнетривкі матеріали з групи: глина, глинозем і магнезит
40-50
висушений каолін вологістю не більше 0,5 %
4-6
водний розчин алюмофосфатної зв'язки густиною 1,38-1,44 г/см3
22-28
водний розчин лігносульфонату технічного густиною 1,2-1,28 г/см3
22-28,
а при просоченні пористої матриці керамічним шлікером в режимі циклічних ступінчастих деформацій як пористу матрицю використовують безперервно рухоме рулонне полотно пористого органічного матеріалу, при цьому пористу матрицю вводять в ємність, заповнену керамічним шлікером, в згаданій ємності керамічний шлікер піддають об'ємній аерації за допомогою донного аератора, рівень керамічного шлікера в ємності підтримують постійним, а циклічні деформації пористої матриці здійснюють за допомогою декількох послідовно розташованих пар валків, встановлених усередині ємності, після чого просочену керамічним шлікером пористу матрицю виводять з ємності і ріжуть на заготовки, потім здійснюють сушіння і випалення заготовок, а заготовки, що остигли, ріжуть на готові пористі керамічні вироби.
2. Спосіб виготовлення пористих керамічних виробів за п. 1, який відрізняється тим, що випалені вогнетривкі матеріали з групи: глина, глинозем і магнезит заздалегідь подрібнюють до розміру частинок менше 0,063 мм, а висушений каолін вологістю не більше 0,5 % заздалегідь подрібнюють до розміру частинок менше 0,5 мм.
3. Спосіб виготовлення пористих керамічних виробів за п. 1, який відрізняється тим, що при приготуванні водного комбінованого в'яжучого водний розчин алюмофосфатної зв'язки густиною 1,38-1,44 г/см3 і водний розчин лігносульфонату технічного густиною 1,2-1,28 г/см3 заздалегідь змішують в співвідношенні від 1:1 до 0,9:1,1.
4. Спосіб виготовлення пористих керамічних виробів за п. 1, який відрізняється тим, що циклічну деформацію пористої матриці здійснюють за допомогою трьох пар валків, при цьому деформацію пористої матриці здійснюють тимчасовим стисканням в межах 80-85 % при проходженні першої пари валків, тимчасовим стисканням в межах 55-60 % при проходженні другої пари валків і тимчасовим стисканням в межах 15-20 % при проходженні третьої пари валків.
5. Спосіб виготовлення пористих керамічних виробів за п. 1, який відрізняється тим, що сушіння заготовок здійснюють в два етапи, на першому етапі здійснюють природне сушіння заготовок при температурі 20-30 °С протягом 6 годин, а на другому етапі здійснюють штучне сушіння заготовок в інтервалі температур 30-120 °С із швидкістю підйому температури 20±2 °С за годину з витримкою при максимальній температурі протягом 2-4 годин.
6. Спосіб виготовлення пористих керамічних виробів за п. 1, який відрізняється тим, що випалення заготовок здійснюють в окислювальному середовищі при температурі 1150-1600 °С із швидкістю підйому температури 75-100 °С за годину з витримкою при максимальній температурі протягом 4-6 годин.
Текст
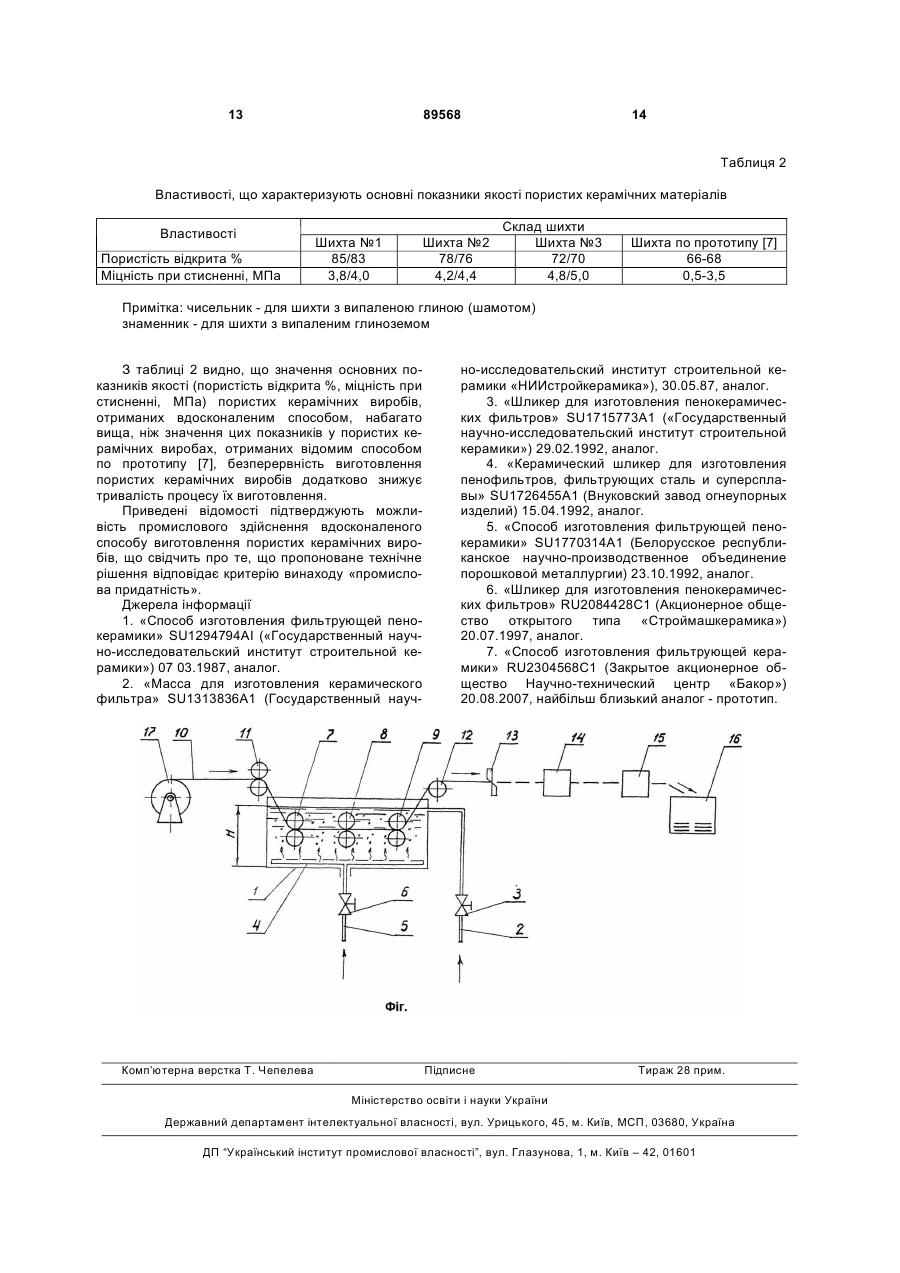
1. Спосіб виготовлення пористих керамічних виробів, що включає приготування керамічного шлікера, що складається з наповнювача, виконаного з тонкодисперсного вогнетривкого матеріалу, глинистої речовини і водного комбінованого в'яжучого, подальшу гомогенізацію керамічного шлікера, просочення пористої матриці керамічним шлікером в режимі циклічних ступінчастих деформацій, а також сушіння і випалення, який відрізняється тим, що при приготуванні керамічного шлікера як наповнювач використовують випалені вогнетривкі матеріали з групи: глина, глинозем і магнезит, як глинисту речовину використовують висушений каолін вологістю не більше 0,5%, а як водне комбіноване в'яжуче використовують суміш водного розчину алюмофосфатної зв'язки густиною 1,38-1,44г/см3 і водного розчину лігносульфонату технічного густиною 1,21,28г/см3 при вмісті компонентів в керамічному шлікері, мас. %: випалені вогнетривкі матеріали з групи: глина, глинозем і магнезит 40-50 висушений каолін вологістю не більше 0,5% 4-6 водний розчин алюмофосфатної зв'язки густиною 1,38-1,44г/см3 22-28 водний розчин лігносульфонату техніч22-28, ного густиною 1,2-1,28г/см3 а при просоченні пористої матриці керамічним шлікером в режимі циклічних ступінчастих дефор 2 (19) 1 3 89568 4 йому температури 20±2°С за годину з витримкою при максимальній температурі протягом 2-4 годин. 6. Спосіб виготовлення пористих керамічних виробів за п.1, який відрізняється тим, що випалення заготовок здійснюють в окислювальному середо вищі при температурі 1150-1600°С із швидкістю підйому температури 75-100°С за годину з витримкою при максимальній температурі протягом 4-6 годин. Винахід належить до способів виготовлення пористих керамічних виробів, які вживають як високотемпературну ізоляцію і фільтруючі елементи, що використовують в металургійній промисловості для фільтрації розплавів металів і газів, а також носіїв каталізаторів. З рівня техніки відомі способи виготовлення пористих керамічних виробів, які включають приготування керамічного шлікера, що складається з наповнювача, виконаного з тонкодисперсного вогнетривкого матеріалу, водного розчину в'яжучого, подальшу гомогенізацію керамічного шлікера, просочення пористої матриці керамічним шлікером, а також сушку і випалення [«Способ изготовления фильтрующей пенокерамики» SU1294794A1 («Государственный научно-исследовательский институт строительной керамики») 07.03.1987 [1]; [«Масса для изготовления керамического фильтра» SU1313836A1 (Государственный научноисследовательский институт строительной керамики «НИИстройкерамика»), 30.05.87 [2]; [«Шликер для изготовления пенокерамических фильтров» SU1715773A1 («Государственный научноисследовательский институт строительной керамики») 29.02.1992 [3]; [«Керамический шликер для изготовления пенофильтров, фильтрующих сталь и суперсплавы» SU1726455A1 (Внуковский завод огнеупорных изделий) 15.04.1992 [4]; [«Способ изготовления фильтрующей пенокерамики» SU1770314A1 (Белорусское республиканское научно-производственное объединение порошковой металлургии) 23.10.1992 [5]; [«Шликер для изготовления пенокерамических фильтров» RU2084428C1 (Акционерное общество открытого типа «Строймашкерамика») 20.07.1997, аналоги] [6]. Основним недоліком відомих способів [1-6] є нерегульоване видалення надлишку керамічного шлікера з пористої матриці під дією деформаційних навантажень, що приводить до нерівномірного заповнення пор матриці керамічним шлікером за об'ємом, різнотовщинності стінок висушених і випалених заготовок і зниженню якості керамічних виробів, що виготовляються. З рівня техніки відомий найбільш близький до способу, що заявляється, по кількості загальних ознак і технічному результату, що досягається, спосіб виготовлення пористих керамічних виробів, що включає приготування керамічного шлікера, що складається з наповнювача, виконаного з тонкодисперсного вогнетривкого матеріалу, глинистої речовини і водного комбінованого в'яжучого, подальшу гомогенізацію керамічного шлікера, просочення пористої матриці керамічним шлікером в режимі циклічних ступінчастих деформацій, а та кож сушку і випалення [7] [«Способ изготовления фильтрующей керамики» RU2304568 СІ (Закрытое акционерное общество Научно-технический центр «Бакор») 20.08.2007, найбільш близький аналог прототип]. У відомому способі [7] керамічний шлікер містить компоненти в наступному співвідношенні, мас. %: Електрокорунд 35,2-52,8 Оксидал 4,0-6,0 Каолін 0,8-1,2 Алюмохромфосфатноє в'яжуче 36-54 45-52% концентрації водна акрилова емульсія 4,0-6,0. Суху суміш наповнювача отримують шляхом змішування електрокорунду з розміром частинок 50-10мкм, оксидала (d - АІ2О3) - пил електрофільтрів глиноземного виробництва з розміром частинок 0,5-2,0мкм і порошку каоліну з розміром частинок менше 1,0мкм. Для отримання суміші використовують високошвидкісний змішувач типу «Еріха». Час змішування 3-5хвилин. у Водне комбіноване в'яжуче включає водний розчин алюмохромфосфатy густиною 1,5г/см3, який змішують з 45-52% концентрації водною акриловою емульсією, що є випускається під торговою маркою «Рузін 12», в планетарній мішалці при 2500 обертів за хвилину протягом 10 хвилин. У відомому способі при просоченні пористої матриці керамічним шлікером в режимі циклічних ступінчастих деформацій використовують мірні заготовки пінополіуретану з пористістю 90% і середньою величиною діаметра пор 0,2см. При цьому мірну заготовку пінополіуретану, розміром 5´5´1,5см поміщають в металеву квадратну ємність з розміром в плані 6´6см. При об'ємі заготівки пористої матриці 37,5см в ємність вводять 20,3см керамічного шлікера з розрахунку середнього вмісту компонентів в керамічному шлікері і товщині керамічних перемичок 0,02см. Після заповнення ємності керамічним шлікером занурену в керамічний шлікер пористу матрицю - заготовку пінополіуретану за допомогою пуансона деформують на 80% і знімають тиск, потім деформують на 40% і знімають тиск, остаточно деформують на 10% і знімають тиск. На думку заявника в результаті такої циклічної ступінчастої деформації пориста матриця повністю поглинає керамічний шлікер з ємності. Сушку заготівки проводять при температурі 80°С протягом 1 години. 5 Висушену заготовку випалюють в повітряній атмосфері при температурі 1550°С протягом 4 годин. Недоліком відомого способу виготовлення пористих керамічних виробів [7] є низька дисперсність і незбалансованість складу компонентів в керамічному шлікерi і переривчастість процесу просочення пористої матриці керамічним шлікером в режимі циклічних ступінчастих деформацій. В результаті не досягається повне заповнення пор пористої матриці керамічним шлікером і суттєво знижується якість керамічних виробів, а сам процес виготовлення керамічних виробів додатково характеризується великою тривалістю. Низька дисперсність і незбалансованість складу компонентів в керамічному шлікері пояснюється тим, що керамічний шлікер має низьку концентрацію мінеральних компонентів (менше 40%), що не забезпечує заповнення пор пористої матриці твердим компонентом (електрокорунд) шлікера навіть при багатократній деформації пористої матриці за допомогою пуансона. Крім того, недостатня кількість глинистої речовини (менше 20%) ставить під сумнів можливість спікання eлектрокорундокаолінової композиції при випалюванні пористої матриці при температурі випалення 1550°С. А введення сухої суміші у водний розчин в'яжучого обов'язково приведе до виборчої агрегації їх при перемішуванні, що знижує як однорідність суміші, так і повноту заповнення пор пористої матриці керамічним шлікером. У відомому способі переривчастість процесу просочення пористої матриці керамічним шлікером в режимі циклічних ступінчастих деформацій полягає в необхідності заповнення ємності порцією приготованого керамічного шлікера, занурення в нього пористої матриці у вигляді мірної заготовки пінополіуретану, циклічну ступінчасту деформацію за допомогою пуансона до повного поглинання керамічного шлікера з ємності і витягання просоченої керамічним шлікером пористої матриці з ємності. При цьому лежача на дні ємності нижня частина пористої матриці при циклічних ступінчастих деформаціях в результаті дії стискаючого зусилля від дії пуансона на верхню частину пористої матриці і знятті навантаження гірше просочується керамічним шлікером, що також приводить до нерівномірності просочення пор матриці. Крім того, витягання просоченої керамічним шлікером пористої матриці з ємності супроводжується природним витіканням частини керамічного шлікера з пор, що призводить до нерівномірності структури заготовки. Згадані технічні недоліки способу [7] суттєво знижують якість керамічних виробів, а сам процес їх виготовлення займає багато часу. Технічною задачею, на вирішення якої направлений винахід, є удосконалення способу виготовлення пористих керамічних виробів шляхом підвищення дисперсності і збалансованості складу компонентів керамічного шлікера при забезпеченні безперервності процесу просочення пористої матриці. 89568 6 Технічний результат, який досягається при рішенні поставленої технічної задачі і використанні вдосконаленого способу виготовлення пористих керамічних виробів, полягає в підвищенні заповнюваності пор пористої матриці керамічним шлікером при її просоченні в режимі циклічних ступінчастих деформацій, що суттєво підвищує якість і додатково знижує тривалість процесу виготовлення керамічних виробів. Поставленa технічна задача вирішується, а очікуваний технічний результат досягається тим, що в способі виготовлення пористих керамічних виробів, що включає приготування керамічного шлікера, що складається з наповнювача, виконаного з тонкодисперсного вогнетривкого матеріалу, глинистої речовини, водного комбінованого в'яжучого, подальшу гомогенізацію керамічного шлікера, просочення пористої матриці керамічним шлікером в режимі циклічних ступінчастих деформацій, а також сушіння і випалення, згідно винаходу при приготуванні керамічного шлікера як наповнювач використовують випалені вогнетривкі матеріали з групи: глина, глинозем і магнезит, як глинисту речовину використовують висушений каолін вологістю не більше 0,5%, а як водне комбіноване в'яжуче використовують суміш водного розчину алюмофосфатної зв'язки густиною 1,381,44г/см3 і водного розчину лігносульфонату технічного густиною 1,2-1,28г/см3 при вмісті компонентів в керамічному шлікері, мас. %: Випалені вогнетривкі матеріали з групи: глина, глинозем і магнезит 40-50 Висушений каолін вологістю не більше 0,5% 4,0-6,0 Водний розчин алюмофосфатної зв'язки густиною 1,38-1,44г/см3 22-28 Водний розчин лігносульфонату технічного густиною 1,2-1,28г/см3 22-28, а при просоченні пористої матриці керамічним шлікером в режимі циклічних ступінчастих деформацій, як пористу матрицю використовують безперервно рухоме рулонне полотно пористого органічного матеріалу, при цьому пористу матрицю вводять в ємність, заповнену керамічним шлікером, в згаданій ємності керамічні шлікер піддають об'ємній аерації за допомогою донного аератора, рівень керамічного шлікера в ємності підтримують постійним, а циклічні деформації пористої матриці здійснюють за допомогою декількох послідовно розташованих пар валків, встановлених усередині ємності, після чого просочену керамічним шлікером пористу матрицю виводять з ємності і ріжуть на заготовки, потім здійснюють сушіння і випалення заготовок, а заготовки, що остигли, ріжуть на готові пористі керамічні вироби. Приведені ознаки, які характеризують винахід, є суттєвими, оскільки в сукупності достатні для забезпечення працездатності і рішення поставленої технічної задачі, а кожен окремо необхідний для ідентифікації і відмінності заявленого способу виготовлення пористих керамічних виробів від відомих в техніці аналогічних технічних рішень. Причинно-наслідковий зв'язок відмітних ознак способу виготовлення пористих керамічних виробів при їх взаємодії з відомими ознаками в досяг 7 ненні очікуваного технічного результату, обумовленого поставленою технічною задачею, полягає в наступному. Використання при приготуванні керамічного шлікера як наповнювача випалених вогнетривких матеріалів з групи: глина, глинозем і магнезит пояснюється необхідністю видалення хімічної і фізичної вологи з глин, початкової глиноземистої сировини і декарбонізації магнезиту. Крім того, їх використання викликане необхідністю попередньої кристалізації з'єднань, що складають вищезгадані матеріали для запобігання усадки при сушці і випаленні керамічного шлікера при вигорянні пористої матриці, виконаної з пористого органічного матеріалу. Використання як глинистої речовини висушеного каоліну вологістю не більше 0,5% покращує його помел до необхідного ступеня дисперсності. Використання в суміші водного комбінованого в'яжучого водного розчину алюмофосфатної зв'язки, густиною 1,38-1,44г/см необхідно для забезпечення утворення при сушінні випаленні з фосфатів алюмінію (при введенні в керамічний шлікер випаленої глини або глинозему) або відповідних з'єднань на основі оксиду магнію (при введенні в керамічний шлікер випаленого магнезиту), що забезпечують міцність, усунення усадки пористих керамічних виробів, як в процесі випалення, так і при експлуатації. Використання в суміші водного комбінованого в'яжучого водного розчину лігносульфонату технічного густиною 1,2-1,28г/см3 дозволяє підвищити міцність просоченої керамічним шлікером пористої матриці після сушки. Вибір вмісту компонентів в керамічному шлікері, мас. %: Випалені вогнетривкі матеріали з групи: глина, глинозем і магнезит 40-50 Висушений каолін вологістю не більше 0,5% 4-6 Водний розчин алюмофосфатної зв'язки густиною 1,38-1,44г/см3 22-28 Водний розчин лігносульфонату технічного густиною 1,2-1,28г/см3 22-28 заснований на дослідних даних і забезпечує оптимальну збалансованість складу і властивостей керамічного шлікера у вибраному діапазоні вмісту компонентів. При такому співвідношенні компонентів керамічний шлікер володіє підвищеною дисперсністю і збалансованістю складу компонентів, що покращує заповнювальність пор пористої матриці керамічним шлікером при її просоченні в режимі циклічних ступінчастих деформацій, що суттєво підвищує якість пористих керамічних матеріалів. Використання безперервно рухомого рулонного полотна пористого органічного матеріалу при просоченні пористої матриці керамічним шлікером в режимі циклічних ступінчастих деформацій забезпечує безперервність подачі пористої матриці, що підвищує якість і додатково знижує тривалість процесу виготовлення керамічних виробів. У зв'язку з тим, що пористу матрицю вводять в ємність, заповнену керамічним шлікером, в згаданій ємкості керамічний шлікер піддають об'ємній 89568 8 аерації за допомогою донного аератора, а рівень керамічного шлікера в ємності підтримують постійним, забезпечується однорідність його складу за рахунок того, що компоненти в керамічному шлікері шляхом аерації розподіляються рівномірно за всім обсягом заповненої ємності, внаслідок чого керамічний шлікер не розшаровується. Виконання циклічних деформацій пористої матриці за допомогою декількох послідовно розташованих пар валків, встановлених усередині ємності, забезпечує двосторонню деформацію пористої матриці і рівномірне просочення її керамічним шлікером за кожною парою валків в результаті пружної зворотної деформації пористої матриці. У зв'язку з тим, що після просочення пористої матриці керамічним шлікером в режимі циклічних ступінчастих деформацій просочену керамічним шлікером пористу матрицю виводять з ємності і ріжуть на заготовки, потім здійснюють сушіння і випалення заготовок, а заготовки, що остигали, ріжуть на готові пористі керамічні вироби, суттєво знижується тривалість процесу і підвищується якість виготовлення керамічних виробів. Спосіб виготовлення пористих керамічних виробів має і інші окремі випадки його виконання. У способі виготовлення пористих керамічних виробів, згідно винаходу, випалені вогнетривкі матеріали з групи: глина, глинозем і магнезит заздалегідь подрібнюють до розміру частинок менше 0,063мм, а глинисту речовину у вигляді висушеного каоліну вологістю не більше 0,5% заздалегідь подрібнюють до розміру частинок менше 0,5мм. Подрібнення вогнетривких матеріалів і глинистого в'яжучого до згаданих розмірів частинок є оптимальним, визначено дослідним шляхом і забезпечує необхідну дисперсність згаданих компонентів для підвищення проникної здатності керамічного шлікера в пористу матрицю при просоченні останньої в процесі циклічних деформацій, що підвищує якість керамічних виробів. У способі виготовлення пористих керамічних виробів, згідно винаходу, при приготуванні водного комбінованого в'яжучого водний розчин алюмофосфатної зв'язки густиною 1,38-1,44г/см3 і водний розчин лігносульфонату технічного густиною 1,21,28г/см3 заздалегідь змішують в співвідношенні від 1:1 до 0,9:1,1. Таке співвідношення водного розчину алюмофосфатної зв'язки густиною 1,38-1,44г/см3 і водного розчину лігносульфонату технічного густиною 1,2-1,28г/см3 є оптимальною для цього способу, визначено дослідним шляхом, забезпечує якнайкращі показники міцності і виключає усадку пористої матриці, просоченої керамічним шлікером, після сушки і випалення, а також при експлуатації. У способі виготовлення пористих керамічних виробів, згідно винаходу, циклічні деформації пористої матриці здійснюють за допомогою трьох пар валків, при цьому деформацію пористої матриці здійснюють тимчасовим стисканням в межах 80-85% при проходженні першої пари валків, тимчасовим стисканням в межах 55-60% при проходженні другої пари валків і тимчасовим стисканням 9 в межах 15-20% при проходженні третьої пари валків. Такий ступінь деформації є оптимальним для цього способу, визначений дослідним шляхом і забезпечує послідовне рівномірне повне просочення пористої матриці керамічним шлікером, що підвищує якість керамічних виробів. У способі виготовлення пористих керамічних виробів, згідно винаходу, сушіння заготовок здійснюють в два етапи, на першому етапі здійснюють природне сушіння заготовок при температурі 2030°С протягом 6 годин, а на другому етапі здійснюють штучне сушіння заготовок в інтервалі температур 30-120°С із швидкістю підйому температури 20±2°С за годину з витримкою при максимальній температурі протягом 2-4 годин. Вибрані режими сушіння заготовок є оптимальними, визначені дослідним шляхом і забезпечують повне видалення вологи в заготовці, тобто в пористій матриці, просоченій керамічним шлікером. У способі виготовлення пористих керамічних виробів, згідно винаходу, випалення заготовок здійснюють в окислювальному середовищі при температурі 1150-1600°С із швидкістю підйому температури 75-100°С за годину з витримкою при максимальній температурі протягом 4-6 годин. Вибрані режими випалення заготовок є оптимальними, визначені дослідним шляхом і забезпечують повне вигоряння пористого органічного матеріалу, з якого виготовлена пориста матриця, що забезпечує високу якість пористих керамічних виробів. З рівня техніки заявник не виявив рішення, співпадаючі з сукупністю загальних і відмітних суттєвих ознак вдосконаленого способу виготовлення пористих керамічних виробів, внаслідок чого можна зробити висновок, що технічне рішення, що заявляється, не є частиною рівня техніки і відповідає критерію винаходу «новизна». З рівня техніки заявник також не виявив рішення, співпадаючі з відмітними суттєвими ознаками вдосконаленого способу виготовлення пористих керамічних виробів, внаслідок чого можна зробити висновок, що технічне рішення, що заявляється, для фахівця не є очевидним, не випливає з рівня техніки і відповідає критерію винаходу «винахідницький рівень». Надалі вдосконалений спосіб виготовлення пористих керамічних виробів пояснюється докладним описом переважного варіанту конкретного виконання з посиланням на креслення, що пояснює його, на якому зображена схема технологічного устаткування для виготовлення пористих керамічних виробів за пропонованим способом. Спосіб виготовлення пористих керамічних виробів включає приготування керамічного шлікера, що складається з наповнювача, виконаного з тонкодисперсного вогнетривкого матеріалу, глинистої речовини, водного комбінованого в'яжучого, подальшу гомогенізацію керамічного шлікера, просочення пористої матриці керамічним шлікером в режимі циклічних ступінчастих деформацій, а також сушіння і випалення. 89568 10 Особливістю способу є те, що при приготуванні керамічного шлікера як наповнювач використовують випалені вогнетривкі матеріали з групи: глина, глинозем і магнезит, як глинисту речовину використовують висушений каолін вологістю не більше 0,5%, а як водне комбіноване в'яжуче використовують суміш водного розчину алюмофосфатної зв'язки густиною 1,38-1,44г/см3 і водного розчину лігносульфонату технічного густиною 1,21,28г/см3. Вміст компонентів в керамічному шлікері складає, мас. %: Випалені вогнетривкі матеріали з групи: глина, глинозем і магнезит 40-50 Висушений каолін вологістю не більше 0,5% 4-6 Водний розчин алюмофосфатної зв'язки густиною 1,38-1,44г/см3 22-28 Водний розчин лігносульфонату техніч22-28. ного густиною 1,2-1,28г/см3 При просоченні пористої матриці керамічним шлікером в режимі циклічних ступінчастих деформацій як пористу матрицю використовують безперервно рухоме рулонне полотно пористого органічного матеріалу. При цьому пористу матрицю вводять в ємність, заповнену керамічним шлікером, в згаданій ємності керамічний шлікер піддають об'ємній аерації за допомогою донного аератора, рівень керамічного шлікера в ємності підтримують постійним. А циклічні деформації пористої матриці здійснюють за допомогою декількох послідовно розташованих пар валків, встановлених усередині ємності. Просочену керамічним шлікером пористу матрицю виводять з ємності і ріжуть на заготовки, потім здійснюють сушіння і випалення заготовок. А заготовки, що остигли, ріжуть на готові пористі керамічні вироби. Випалені вогнетривкі матеріали з групи: глина, глинозем і магнезит заздалегідь подрібнюють до розміру частинок менш 0,063мм, а висушений каолін вологістю не більше 0,5% заздалегідь подрібнюють до розміру частинок менше 0,5мм. При приготуванні водного комбінованого в'яжучого водний розчин алюмофосфатної зв'язки густиною 1,38-1,44г/см3 і водний розчин лігносульфанату технічного густиною 1,2-1,28г/см3 заздалегідь змішують в співвідношенні від 1:1 до 0,9:1,1. Циклічні деформації пористої матриці здійснюють за допомогою трьох пар валків, при цьому деформацію пористої матриці здійснюють тимчасовим стисканням в межах 80-85% при проходженні першої пари валків, тимчасовим стисканням в межах 55-60% при проходженні другої пари валків і тимчасовим стисканням в межах 15-20% при проходженні третьої пари валків. Сушіння заготовок здійснюють в два етапи, на першому етапі здійснюють природне сушіння заготовок при температурі 20-30°С протягом 6 годин, а на другому етапі здійснюють штучне сушіння заготовок в інтервалі температур 30-120°С із швидкістю підйому температури 20±2°С за годину з ви 11 тримкою при максимальній температурі протягом 2-4 годин. Випалення заготовок здійснюють в окислювальному середовищі при температурі 1150-1600°С із швидкістю підйому температури 75-100°С за годину з витримкою при максимальній температурі протягом 4-6 годин. У прикладі конкретного виконання до складу технологічного устаткування входили ємність 1 (див. креслення на Фіг.), заповнена до рівня Η приготованим керамічним шлікером за допомогою трубопроводу 2 і запірного клапана 3. Рівень Η керамічного шлікера в ємності 1 підтримується постійним. У нижній частині ємності 1 встановлений донний аератор 4, сполучений трубопроводом 5 і запірним клапаном 6 з джерелом подачі стислого повітря. Усередині ємності 1 послідовно розташовано три пари приводних валків 7, 8, 9 із ступенем деформації товщини пористої матриці 10, рівною 8085% на першій парі валків 7, рівною 55-60% на другій парі валків 8 і рівною 15-20% на третій парі валків 9. Пари валків 7, 8, 9 встановлені в ємності 1 таким чином, що пориста матриця 10, що проходить між ними, знаходилася в керамічному шлікері на глибині 20-25мм. На вході в ємність 1 встановлена пара подаючих валків 11, а на виході з ємкості 1 встановлений обвідний валок 12. За обвідним валком 12 встановлені ріжучий механізм 13, сушильна камера 14, піч для випалення 15 і накопичувач 16 заготовок. Перед парою подаючих валків 11 встановлена бобіна 17 з намотаним на неї рулонним полотном пористого органічного матеріалу, наприклад пінополіуретану, що використовується як пориста матриця 10. Рулонне полотно пористого органічного матеріалу, яке використовується як пориста матриця 10, з бобіни 17 за допомогою подаючих валків 11 поступає в ємність 1, заповнену керамічним шлікером, що містить компоненти згідно заявленому способу. У згаданій ємності 1 керамічний шлікер піддають об'ємній аерації за допомогою донного аератора 4. 89568 12 Це забезпечує однорідність його складу за рахунок того, що компоненти в керамічному шлікері шляхом аерації розподіляються рівномірно за всім обсягом ємності 1, внаслідок чого керамічний шлікер не розшаровується. Для просочення пористої матриці 10 керамічним шлікером в режимі циклічних ступінчастих деформацій рулонне полотно пористого органічного матеріалу, що використовується як пориста матриця 10, вводиться між парою перших валків 7, де здійснюється двостороння його деформація із ступенем деформації товщини пористої матриці 10 до величини, рівної 80-85%., внаслідок чого повітря з пор матриці віддаляється і в порах створюється розрідження, близьке до вакууму. На виході з першої пари валків 7 пориста матриця 10 пружно відновлює свою форму, і рідкий керамічний шлікер під дією вакуумної екструзії заповнює пори пористої матриці 10. Аналогічний процес відбувається на другій парі валків 8 із ступенем деформації товщини пористої матриці 10 до величини, рівної 55-60% і на третій парі валків 9 із ступенем деформації товщини пористої матриці 10 до величини, рівної 15-20%, внаслідок чого відбувається повне заповнення всіх пор пористої матриці 10 керамічним шлікером. Потім рулонне полотно пористого органічного матеріалу, що використовується як пориста матриця 10 і просочене керамічним шлікером, за допомогою обвідного валка 12 виводиться з ємності 1, ріжеться за допомогою ріжучого механізму 13 на заготовки, які поступають у сушильну камеру 14. Сушіння заготовок здійснюють в два етапи, на першому етапі здійснюють природне сушіння заготовок при температурі 20-30°С протягом 6 годин, а на другому етапі здійснюють штучну супщ5Г заготовок в інтервалі температур 30-120°С із швидкістю підйому температури 20±2°С за годину з витримкою при максимальній температурі протягом 2-4 годин. Висушені заготовки поступають в піч 15 для випалення. Випалення заготовок здійснюють в окислювальному середовищі при температурі 1150-1600°С із швидкістю підйому температури 75-100°С за годину з витримкою при максимальній температурі протягом 4-6 годин. Таблиця 1 Склад керамічного шлікера у вдосконаленому способі виготовлення пористих керамічних виробів Найменування компонентів Випалені вогнетривкі матеріали з групи: глина, глинозем і магнезит Висушений каолін вологістю не більше 0,5% Водний розчин алюмофосфатної зв'язки густиною 1,38-1,44г/см3 Водний розчин лігносульфонату технічного густиною 1,2-1,28г/см3 Склад компонентів керамічного шлікера, мас. % Шихта №1 Шихта №2 Шихта №3 40 45 50 4 5 6 28 25 22 28 25 22 13 89568 14 Таблиця 2 Властивості, що характеризують основні показники якості пористих керамічних матеріалів Властивості Пористість відкрита % Міцність при стисненні, МПа Шихта №1 85/83 3,8/4,0 Шихта №2 78/76 4,2/4,4 Склад шихти Шихта №3 72/70 4,8/5,0 Шихта по прототипу [7] 66-68 0,5-3,5 Примітка: чисельник - для шихти з випаленою глиною (шамотом) знаменник - для шихти з випаленим глиноземом З таблиці 2 видно, що значення основних показників якості (пористість відкрита %, міцність при стисненні, MПa) пористих керамічних виробів, отриманих вдосконаленим способом, набагато вища, ніж значення цих показників у пористих керамічних виробах, отриманих відомим способом по прототипу [7], безперервність виготовлення пористих керамічних виробів додатково знижує тривалість процесу їх виготовлення. Приведені відомості підтверджують можливість промислового здійснення вдосконаленого способу виготовлення пористих керамічних виробів, що свідчить про те, що пропоноване технічне рішення відповідає критерію винаходу «промислова придатність». Джерела інформації 1. «Способ изготовления фильтрующей пенокерамики» SU1294794ΑΙ («Государственный научно-исследовательский институт строительной керамики») 07 03.1987, аналог. 2. «Масса для изготовления керамического фильтра» SU1313836A1 (Государственный науч Комп’ютерна верстка Т. Чепелева но-исследовательский институт строительной керамики «НИИстройкерамика»), 30.05.87, аналог. 3. «Шликер для изготовления пенокерамических фильтров» SU1715773A1 («Государственный научно-исследовательский институт строительной керамики») 29.02.1992, аналог. 4. «Керамический шликер для изготовления пенофильтров, фильтрующих сталь и суперсплавы» SU1726455A1 (Внуковский завод огнеупорных изделий) 15.04.1992, аналог. 5. «Способ изготовления фильтрующей пенокерамики» SU1770314A1 (Белорусское республиканское научно-производственное объединение порошковой металлургии) 23.10.1992, аналог. 6. «Шликер для изготовления пенокерамических фильтров» RU2084428C1 (Акционерное общество открытого типа «Строймашкерамика») 20.07.1997, аналог. 7. «Способ изготовления фильтрующей керамики» RU2304568С1 (Закрытое акционерное общество Научно-технический центр «Бакор») 20.08.2007, найбільш близький аналог - прототип. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess for the production of porous ceramic ware
Автори англійськоюOhorodnii Dmytro Viktorovych, Romanovskyi Lev Borysovych, Turevskyi Pavlo Oleksandrovych, Solovianova Maryna Viktorivna
Назва патенту російськоюСпособ изготовления пористых керамических изделий
Автори російськоюОгородний Дмитрий Викторович, Романовский Лев Борисович, Туревский Павел Александрович, Соловьянова Марина Викторовна
МПК / Мітки
МПК: C04B 38/00, C04B 38/06
Мітки: виготовлення, спосіб, пористих, виробів, керамічних
Код посилання
<a href="https://ua.patents.su/7-89568-sposib-vigotovlennya-poristikh-keramichnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення пористих керамічних виробів</a>
Спосіб виготовлення легких пористих керамічних матеріалів
Номер патенту: 59275
Опубліковано: 15.08.2003
Автор: Бойко Людмила Василівна
МПК: C04B 38/00, C04B 35/622, C04B 35/00
Мітки: матеріалів, легких, керамічних, виготовлення, спосіб, пористих
Формула / Реферат:
Спосіб виготовлення легких пористих керамічних матеріалів, що включає плавлення керамічного матеріалу під тиском у суміші з речовиною, з наступним твердінням, який відрізняється тим, що як речовину, що утворює пори, застосовують водень, тиск якого знижують зі швидкістю 0,001-1,0 МПа/с під час твердіння розплавленого керамічного матеріалу.
Спосіб виготовлення стінових керамічних виробів
Номер патенту: 60249
Опубліковано: 15.09.2003
Автор: Гай Анатолій Іванович
МПК: C04B 30/00, C04B 35/16
Мітки: спосіб, керамічних, виготовлення, виробів, стінових
Формула / Реферат:
1. Спосіб виготовлення стінових керамічних виробів, що включає заповнення форми для виготовлення керамічного виробу шихтою , формування виробу та випалювання, який відрізняється тим, що здійснюють пошарове заповнення форми, причому верхній шар шихти утворюють з гранул, одержаних шляхом плавлення при температурі 1400 - 1480 °С суміші, що містить відходи скла чи скляних виробів, шлак металургійний і/або золи ТЕЦ, і силікатний пісок, а...
Спосіб виготовлення високопористих проникнених керамічних виробів
Номер патенту: 41989
Опубліковано: 25.06.2009
Автори: Кущенко Марія Олександрівна, Кобець Наталія Юріївна, Семченко Галина Дмитрівна, Ніколаєнко Вероніка Миколаєвна
МПК: C04B 38/00, C04B 35/10
Мітки: спосіб, проникнених, керамічних, виготовлення, виробів, високопористих
Формула / Реферат:
Спосіб виготовлення високопористих проникнених керамічних виробів, що включає виготовлення шлікеру, просочення цим шлікером полімерної матриці, сушіння, обробку заготовки розчином золю та випал, який відрізняється тим, що шлікер виготовляють з електрокорунду або його суміші з карбідом кремнію з розчином на основі етилсилікату, води і Аl, після просочення цим шлікером полімерну матрицю прокатують крізь валки, сушать при температурі 60-90 °С...
Спосіб виготовлення санітарних керамічних виробів
Номер патенту: 83258
Опубліковано: 25.06.2008
Автори: Молчанович Тамара Михайлівна, Чеберко Андрій Іванович, Онупрієнко Олена Володимирівна, Кривоносова Ніна Тимофіївна, Чуркіна Людміла Олексіївна, Маркітан Анатолій Іванович
МПК: C04B 33/30, C04B 33/28
Мітки: санітарних, виготовлення, виробів, керамічних, спосіб
Формула / Реферат:
Спосіб виробництва санітарних керамічних виробів, що включає приготування ливарної технічно-порцелянової маси – шлікера, формування виробів в гіпсових формах на ливарному стенді, сушіння виробів в формах шляхом постачання стиснутого повітря окремо до кожної гіпсової форми, який відрізняється тим, що готують шлікер з швидкофільтрувальної керамічної маси густиною 1770-1780 г/см3, в’язкістю за віскозиметром Галенкампа 278-290°, тиксотропією...
Спосіб виготовлення стінових керамічних виробів
Номер патенту: 23107
Опубліковано: 10.05.2007
Автор: Василенко Віктор Володимирович
МПК: C04B 38/06
Мітки: керамічних, виробів, стінових, спосіб, виготовлення
Формула / Реферат:
1. Спосіб виготовлення стінових керамічних виробів, що включає приготування сировинної шихти, введення в сировинну шихту пороутворювача, пластичне формування виробів, сушіння і випалення, який відрізняється тим, що як пороутворювач у сировинну шихту вводять тверді парафіни при співвідношенні компонентів, мас %: тверді парафіни 5,0-50,0 сировинна шихта решта, а перед...
Попередній патент: Корпус шпинделя
Наступний патент: Полімерна композиція для будівництва
Випадковий патент: Полімерна інтрадентальна шина