Спосіб виготовлення санітарних керамічних виробів
Номер патенту: 83258
Опубліковано: 25.06.2008
Автори: Кривоносова Ніна Тимофіївна, Маркітан Анатолій Іванович, Онупрієнко Олена Володимирівна, Чуркіна Людміла Олексіївна, Чеберко Андрій Іванович, Молчанович Тамара Михайлівна
Формула / Реферат
Спосіб виробництва санітарних керамічних виробів, що включає приготування ливарної технічно-порцелянової маси – шлікера, формування виробів в гіпсових формах на ливарному стенді, сушіння виробів в формах шляхом постачання стиснутого повітря окремо до кожної гіпсової форми, який відрізняється тим, що готують шлікер з швидкофільтрувальної керамічної маси густиною 1770-1780 г/см3, в’язкістю за віскозиметром Галенкампа 278-290°, тиксотропією через 5 хвилин 30-45°, коефіцієнтом загущення 1,6-2,2, який перед подачею в форми додатково деаерують шляхом подачі його в напірні бачки, додатково встановлені на ливарному стенді в системі транспортування готового шлікера до форм, а після формування виробів проводять додаткове сушіння гіпсових форм разом з виробами при температурі 90 °С шляхом подачі теплоносія через регістри, які встановлюють під формами, та створення штучної сушарки шляхом закривання ливарного стенда шторами із поліхлорвінілу (ПВХ) з обох сторін та постачання в закритий об’єм теплого повітря і його відбору.
Текст
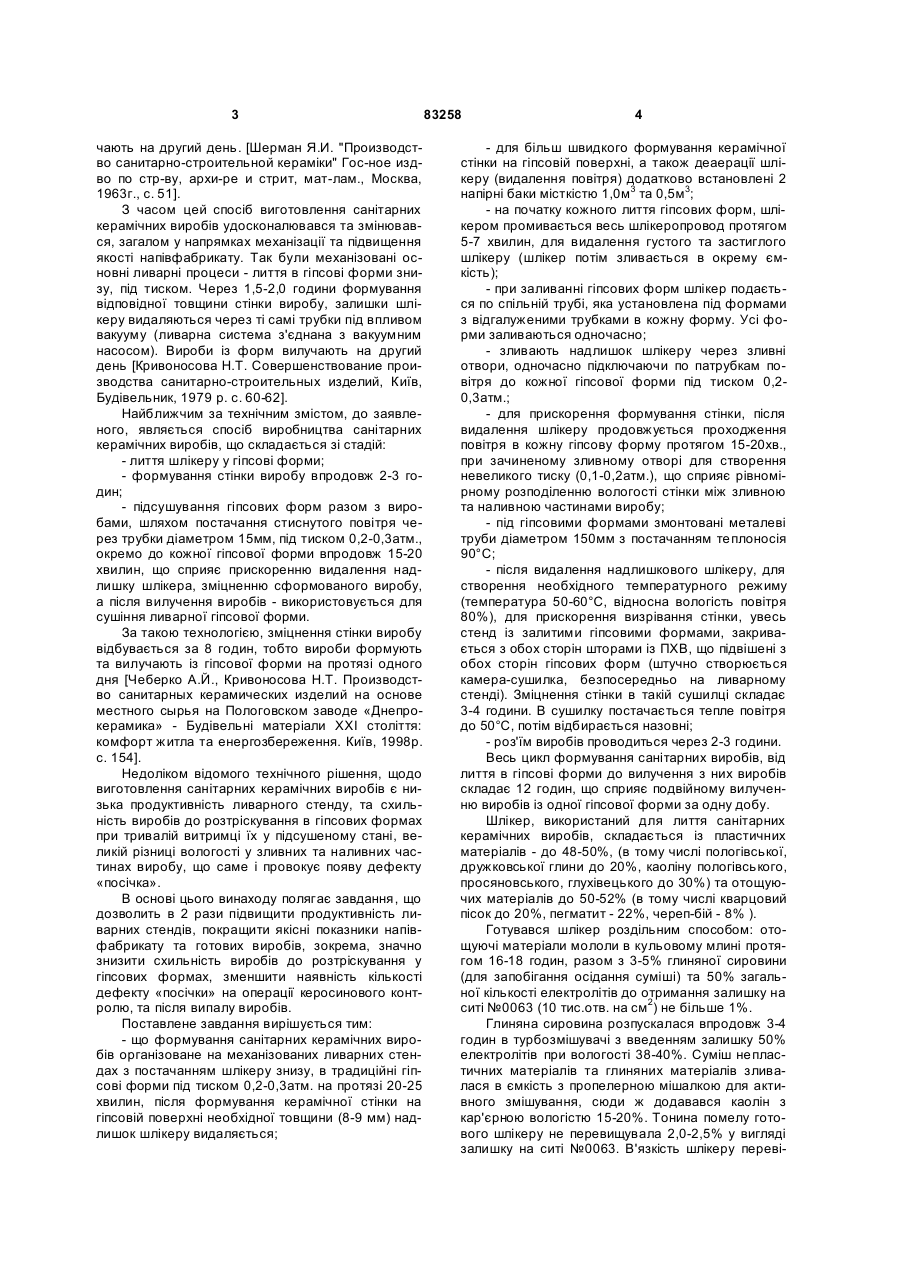
Спосіб виробництва санітарних керамічних виробів, що включає приготування ливарної технічно-порцелянової маси – шлікера, формування виробів в гіпсових формах на ливарному стенді, сушіння виробів в формах шляхом постачання стиснутого повітря окремо до кожної гіпсової форми, який відрізняється тим, що готують шлікер з швидкофільтрувальної керамічної маси густиною 1770-1780г/см3, в’язкістю за віскозиметром Галенкампа 278-290°, тиксотропією через 5 хвилин 3045°, коефіцієнтом загущення 1,6-2,2, який перед подачею в форми додатково деаерують шляхом подачі його в напірні бачки, додатково встановлені на ливарному стенді в системі транспортування готового шлікера до форм, а після формування виробів проводять додаткове сушіння гіпсових форм разом з виробами при температурі 90 °С шляхом подачі теплоносія через регістри, які встановлюють під формами, та створення штучної сушарки шляхом закривання ливарного стенда шторами із поліхлорвінілу (ПВХ) з обох сторін та постачання в закритий об’єм теплого повітря і його відбору. UA (21) a200605163 (22) 11.05.2006 (46) 25.06.2008, Бюл.№ 12, 2008 р. (72) ЧЕБЕРКО АНДРІЙ ІВАНОВИЧ, UA, МАРКІТАН АНАТОЛІЙ ІВАНОВИЧ, UA, ЧУРКІНА ЛЮДМІЛА ОЛЕКСІЇВНА, UA, ОНУПРІЄНКО ОЛЕНА ВОЛОДИМИРІВНА, UA, МОЛЧАНОВИЧ ТАМАРА МИХАЙЛІВНА, UA, КРИВОНОСОВА НІНА ТИМОФІЇВНА, UA (73) ЧЕБЕРКО АНДРІЙ ІВАНОВИЧ, UA, МАРКІТАН АНАТОЛІЙ ІВАНОВИЧ, UA, ЧУРКІНА ЛЮДМІЛА ОЛЕКСІЇВНА, UA, ОНУПРІЄНКО ОЛЕНА ВОЛОДИМИРІВНА, UA, МОЛЧАНОВИЧ ТАМАРА МИХАЙЛІВНА, UA, КРИВОНОСОВА НІНА ТИМОФІЇВНА, UA (56) UA 36981, A, 16.04.2001 UA 40033, A, 16.07.2001 SU 999, 23.10.1951 SU 150423, 1962 UA 77109, C2, 16.10.2006 SU 1491850, A1, 07.07.1989 SU 1291579, A1, 23.02.1987 C2 2 (19) 1 3 чають на другий день. [Шерман Я.И. "Производство санитарно-строительной кераміки" Гос-ное издво по стр-ву, архи-ре и стрит, мат-лам., Москва, 1963г., с. 51]. З часом цей спосіб виготовлення санітарних керамічних виробів удосконалювався та змінювався, загалом у напрямках механізації та підвищення якості напівфабрикату. Так були механізовані основні ливарні процеси - лиття в гіпсові форми знизу, під тиском. Через 1,5-2,0 години формування відповідної товщини стінки виробу, залишки шлікеру видаляються через ті самі трубки під впливом вакууму (ливарна система з'єднана з вакуумним насосом). Вироби із форм вилучають на другий день [Кривоносова Н.Т. Совершенствование производства санитарно-строительных изделий, Київ, Будівельник, 1979 р. с. 60-62]. Найближчим за технічним змістом, до заявленого, являється спосіб виробництва санітарних керамічних виробів, що складається зі стадій: - лиття шлікеру у гіпсові форми; - формування стінки виробу впродовж 2-3 годин; - підсушування гіпсових форм разом з виробами, шляхом постачання стиснутого повітря через трубки діаметром 15мм, під тиском 0,2-0,3атм., окремо до кожної гіпсової форми впродовж 15-20 хвилин, що сприяє прискоренню видалення надлишку шлікера, зміцненню сформованого виробу, а після вилучення виробів - використовується для сушіння ливарної гіпсової форми. За такою технологією, зміцнення стінки виробу відбувається за 8 годин, тобто вироби формують та вилучають із гіпсової форми на протязі одного дня [Чеберко А.Й., Кривоносова Н.Т. Производство санитарных керамических изделий на основе местного сырья на Пологовском заводе «Днепрокерамика» - Будівельні матеріали XXI століття: комфорт житла та енергозбереження. Київ, 1998р. с. 154]. Недоліком відомого технічного рішення, щодо виготовлення санітарних керамічних виробів є низька продуктивність ливарного стенду, та схильність виробів до розтріскування в гіпсових формах при тривалій витримці їх у підсушеному стані, великій різниці вологості у зливних та наливних частинах виробу, що саме і провокує появу дефекту «посічка». В основі цього винаходу полягає завдання, що дозволить в 2 рази підвищити продуктивність ливарних стендів, покращити якісні показники напівфабрикату та готових виробів, зокрема, значно знизити схильність виробів до розтріскування у гіпсових формах, зменшити наявність кількості дефекту «посічки» на операції керосинового контролю, та після випалу виробів. Поставлене завдання вирішується тим: - що формування санітарних керамічних виробів організоване на механізованих ливарних стендах з постачанням шлікеру знизу, в традиційні гіпсові форми під тиском 0,2-0,3атм. на протязі 20-25 хвилин, після формування керамічної стінки на гіпсовій поверхні необхідної товщини (8-9 мм) надлишок шлікеру видаляється; 83258 4 - для більш швидкого формування керамічної стінки на гіпсовій поверхні, а також деаерації шлікеру (видалення повітря) додатково встановлені 2 напірні баки місткістю 1,0м3 та 0,5м3; - на початкукожного лиття гіпсових форм, шлікером промивається весь шлікеропровод протягом 5-7 хвилин, для видалення густого та застиглого шлікеру (шлікер потім зливається в окрему ємкість); - при заливанні гіпсових форм шлікер подається по спільній трубі, яка установлена під формами з відгалуженими трубками в кожну форму. Усі форми заливаються одночасно; - зливають надлишок шлікеру через зливні отвори, одночасно підключаючи по патрубкам повітря до кожної гіпсової форми під тиском 0,20,3атм.; - для прискорення формування стінки, після видалення шлікеру продовжується проходження повітря в кожну гіпсову форму протягом 15-20хв., при зачиненому зливному отворі для створення невеликого тиску (0,1-0,2атм.), що сприяє рівномірному розподіленню вологості стінки між зливною та наливною частинами виробу; - під гіпсовими формами змонтовані металеві труби діаметром 150мм з постачанням теплоносія 90°С; - після видалення надлишкового шлікеру, для створення необхідного температурного режиму (температура 50-60°С, відносна вологість повітря 80%), для прискорення визрівання стінки, увесь стенд із залитими гіпсовими формами, закривається з обох сторін шторами із ПХВ, що підвішені з обох сторін гіпсових форм (штучно створюється камера-сушилка, безпосередньо на ливарному стенді). Зміцнення стінки в такій сушилці складає 3-4 години. В сушилку постачається тепле повітря до 50°С, потім відбирається назовні; - роз'їм виробів проводиться через 2-3 години. Весь цикл формування санітарних виробів, від лиття в гіпсові форми до вилучення з них виробів складає 12 годин, що сприяє подвійному вилученню виробів із одної гіпсової форми за одну добу. Шлікер, використаний для лиття санітарних керамічних виробів, складається із пластичних матеріалів - до 48-50%, (в тому числі пологівської, дружковської глини до 20%, каоліну пологівського, просяновського, глухівецького до 30%) та отощуючих матеріалів до 50-52% (в тому числі кварцовий пісок до 20%, пегматит - 22%, череп-бій - 8% ). Готувався шлікер роздільним способом: отощуючі матеріали мололи в кульовому млині протягом 16-18 годин, разом з 3-5% глиняної сировини (для запобігання осідання суміші) та 50% загальної кількості електролітів до отримання залишку на ситі №0063 (10 тис.отв. на см2) не більше 1%. Глиняна сировина розпускалася впродовж 3-4 годин в турбозмішувачі з введенням залишку 50% електролітів при вологості 38-40%. Суміш непластичних матеріалів та глиняних матеріалів зливалася в ємкість з пропелерною мішалкою для активного змішування, сюди ж додавався каолін з кар'єрною вологістю 15-20%. Тонина помелу готового шлікеру не перевищувала 2,0-2,5% у вигляді залишку на ситі №0063. В'язкість шлікеру переві 5 83258 рялася на віскозиметрі Галенкампу, при необхідності додатково коректувалася рідким склом. Загальна кількість електролітів, що вводили поверх 100% (у вигляді рідкого скла, кальцінованої соди, гідрату оксиду барію) складала 0,34-0,36%. Від технологічних операцій виготовлення виробів залежить продуктивність ливарного стенду та якість виробів. Для досягнення поставленої мети (подвійного вилучення виробів за одну добу з одної гіпсової форми) суттєвим являється склад, спосіб приготування, якість ливарного шлікеру та його технологічні показники. Шлікер повинен мати мінімальну кількість електролітів (0,34-0,36%), та вологості (30-31%). Головні технологічні показники шлікеру: вологість 30-31%; густина 1770-1780 г/см3 в'язкість за віскозиметром Галенкамп 278-290° тиксотропія через 1хв. 10-20° тиксотропія через 5хв. 25-35° 6 коефіцієнт загустівання 1,6-2,2 рН 8,5-9.0 Сукупність відмін, які відрізняють технічне рішення, що заявляється, від прототипу, не були виявлені в інших рішеннях при вивченні цієї та суміжної областей. Сумісність суттєвих відмін, що характеризують винахід, може бути використано при виробництві санітарних та інших керамічних виробів виготовлених ливарним способом. Суть заявленого технічного рішення, пояснюється на декількох прикладах (табл. 1), для чого були використані матеріали та агрегати: - шлікер керамічний; - стенд лиття з гіпсовими формами; - напірні баки для шлікеру ємністю 1,0-0,5м3; - металеві регістри (труби Ø 150мм); - пластмасові трубки Ø 15мм; - штори із ПХВ; - вентилятор для постачання та відбору теплого повітря із сушарки. Таблиця 1 Продуктивність Тріскуватість ви- Різниця вологості Наявність "посіНаявність "посіпри виливанні ви- робів в гіпсових зливної та налив- чек" на виробах чек" на виробах Виробни- робів на одному формах, (мокрий ної частини виро- при керосиновому при обпаленні,% стенді, шт. брак),% бів,% чі проби контролі,% виробни- про- виробни- про- виробни-про- виробни- про- виробни- прочий тотип чий тотип чий тотип чий тотип чий тотип №1 60 30 1,5 1,8 2,0 3,6 6,4 7,2 7,1 8,3 №2 60 30 2,3 3,1 1,8 2,4 7,1 8,3 6,6 7,4 №3 60 30 2,6 2,8 2,1 3,2 5,4 6,1 5,8 6,3 №4 60 30 0,8 1,5 2,6 2,8 5,2 5,4 7,4 8,0 №5 60 30 3,4 4,4 1,6 2,1 7,6 8,2 7,7 8,4 №6 60 30 2,5 3,0 1,8 2,3 5,8 6,6 6,8 7,4 №7 60 30 1,8 2,1 2,3 3,4 6,3 6,8 7,0 7,8 Комп’ютерна верстка В. Клюкін Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess for production of sanitary stoneware
Автори англійськоюCheberko Andrii Ivanovych, Markitan Anatolii Ivanovych, Churkina Liudmyla Oleksiivna, Onupriienko Olena Volodymyrivna, Molchanovych Tamara Mykhailivna, Kryvonosova Nina Tymofiivna
Назва патенту російськоюСпособ изготовления санитарных керамических изделий
Автори російськоюЧеберко Андрей Иванович, Маркитан Анатолий Иванович, Чуркина Людмила Алексеевна, Онуприенко Елена Владимировна, Молчанович Тамара Михайловна, Кривоносова Нина Тимофеевна
МПК / Мітки
МПК: C04B 33/30, C04B 33/28
Мітки: керамічних, спосіб, санітарних, виробів, виготовлення
Код посилання
<a href="https://ua.patents.su/3-83258-sposib-vigotovlennya-sanitarnikh-keramichnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення санітарних керамічних виробів</a>
Спосіб декорування санітарних керамічних виробів під камінь
Номер патенту: 53913
Опубліковано: 17.02.2003
Автори: Єліна Людмила Іллівна, Гапонюк Олександр Миколайович
МПК: A47K 1/00, E03D 11/00
Мітки: камінь, спосіб, виробів, декорування, керамічних, санітарних
Формула / Реферат:
Спосіб декорування санітарних керамічних виробів "під камінь", який складається з покриття білою поливою виробів, який відрізняється тим, що декорування проводять в два етапи:перший – на білу поливу наносять пульверизатором основний колір, наприклад чорний;другий – напилення на основний колір допоміжного кольору, наприклад зеленого або білого, у вигляді крапельок різного розміру.
Спосіб виготовлення стінових керамічних виробів
Номер патенту: 60249
Опубліковано: 15.09.2003
Автор: Гай Анатолій Іванович
МПК: C04B 30/00, C04B 35/16
Мітки: виробів, виготовлення, керамічних, стінових, спосіб
Формула / Реферат:
1. Спосіб виготовлення стінових керамічних виробів, що включає заповнення форми для виготовлення керамічного виробу шихтою , формування виробу та випалювання, який відрізняється тим, що здійснюють пошарове заповнення форми, причому верхній шар шихти утворюють з гранул, одержаних шляхом плавлення при температурі 1400 - 1480 °С суміші, що містить відходи скла чи скляних виробів, шлак металургійний і/або золи ТЕЦ, і силікатний пісок, а...
Спосіб виготовлення керамічних виробів
Номер патенту: 36981
Опубліковано: 16.04.2001
Автори: Кривоносова Ніна Тимофіївна, Чеберко Андрій Іванович
МПК: C04B 33/24, C04B 33/02
Мітки: виготовлення, спосіб, керамічних, виробів
Формула / Реферат:
1. Спосіб виготовлення керамічних виробів, що включає операції приготування шлікерної суспензії шляхом роздільного мокрого помолу непластичних і глинистих компонентів керамічної маси,що містять глину, каолін, топник кварцевий пісок τа череп-бій випалених виробів, який відрізняється тим, що в якості топника вводять граніт Шевченківського родовища при такому співвідношенні компонентів, мас. %:глина 20,5-26,0; каолін 22,0-25,0,...
Спосіб виготовлення стінових керамічних виробів
Номер патенту: 23107
Опубліковано: 10.05.2007
Автор: Василенко Віктор Володимирович
МПК: C04B 38/06
Мітки: спосіб, виробів, виготовлення, керамічних, стінових
Формула / Реферат:
1. Спосіб виготовлення стінових керамічних виробів, що включає приготування сировинної шихти, введення в сировинну шихту пороутворювача, пластичне формування виробів, сушіння і випалення, який відрізняється тим, що як пороутворювач у сировинну шихту вводять тверді парафіни при співвідношенні компонентів, мас %: тверді парафіни 5,0-50,0 сировинна шихта решта, а перед...
Спосіб виготовлення художніх керамічних виробів
Номер патенту: 54922
Опубліковано: 17.03.2003
Автори: Бакшеєв Георгій Вікторович, Строєнко Ігор Євгенович
МПК: B28B 11/00, B44C 1/00, B28B 11/04
Мітки: керамічних, виготовлення, спосіб, виробів, художніх
Формула / Реферат:
1. Спосіб виготовлення художніх керамічних виробів, що включає виготовлення черепків, їх сушіння, утилітарний випал, глазурування, випал після глазурування і нанесення декоративного покриття, який відрізняється тим, що нанесення декоративного покриття здійснюють конденсацією в вакуумі на поверхні керамічних виробів перетворених в плазму іонізованих парів металів.2. Спосіб виготовлення художніх керамічних виробів за п. 1, який...
Попередній патент: Алостеричні модулятори метаботропних рецепторів глутамату
Наступний патент: Спосіб закриття торцевої або обрізної кромки стільникових плит
Випадковий патент: Спосіб комбінованого лікування раку шийки матки