Спосіб (варіанти) і пристрій для завалки гарячого заліза прямого відновлення із ємностей гарячого транспортування у плавильний апарат або пристрій остаточної обробки
Номер патенту: 92526
Опубліковано: 10.11.2010
Автори: Воелкер Браян В., Уіттен Гілберт Уай, МакКлілланд Джеймз М., Монтаг'ю Стівен С.
Формула / Реферат
1. Пристрій для завалки гарячого заліза прямого відновлення або подібного матеріалу із ємностей гарячого транспортування у плавильний апарат або пристрій остаточної обробки, який містить:
завалочний стенд, конструктивно виконаний для прийому і підтримування кількох ємностей гарячого транспортування,
пристрій подачі, з'єднаний із завалочним стендом, причому пристрій подачі використовується для щільного зчеплення з кількома ємностями гарячого транспортування і транспортування їх вмісту з кількох ємностей гарячого транспортування у плавильний апарат або пристрій остаточної обробки із заданою швидкістю подачі, причому другу ємність гарячого транспортування розміщують у завалочному стенді, коли спорожнюють першу з ємностей гарячого транспортування, та
систему керування, призначену для вибіркового змінювання заданої швидкості подачі.
2. Пристрій за п. 1, який відрізняється тим, що завалочний стенд містить кілька прольотів, конструктивно виконаних для прийому і підтримування кількох ємностей гарячого транспортування.
3. Пристрій за п. 1, який відрізняється тим, що пристрій подачі містить кілька телескопічних ущільнень, які використовуються для щільного зачеплення з кількома ємностями гарячого транспортування.
4. Пристрій за п. 1, який відрізняється тим, що пристрій подачі використовується для транспортування вмісту ємностей гарячого транспортування з кількох ємностей гарячого транспортування у плавильний апарат або пристрій остаточної обробки з практично постійною заданою швидкістю подачі.
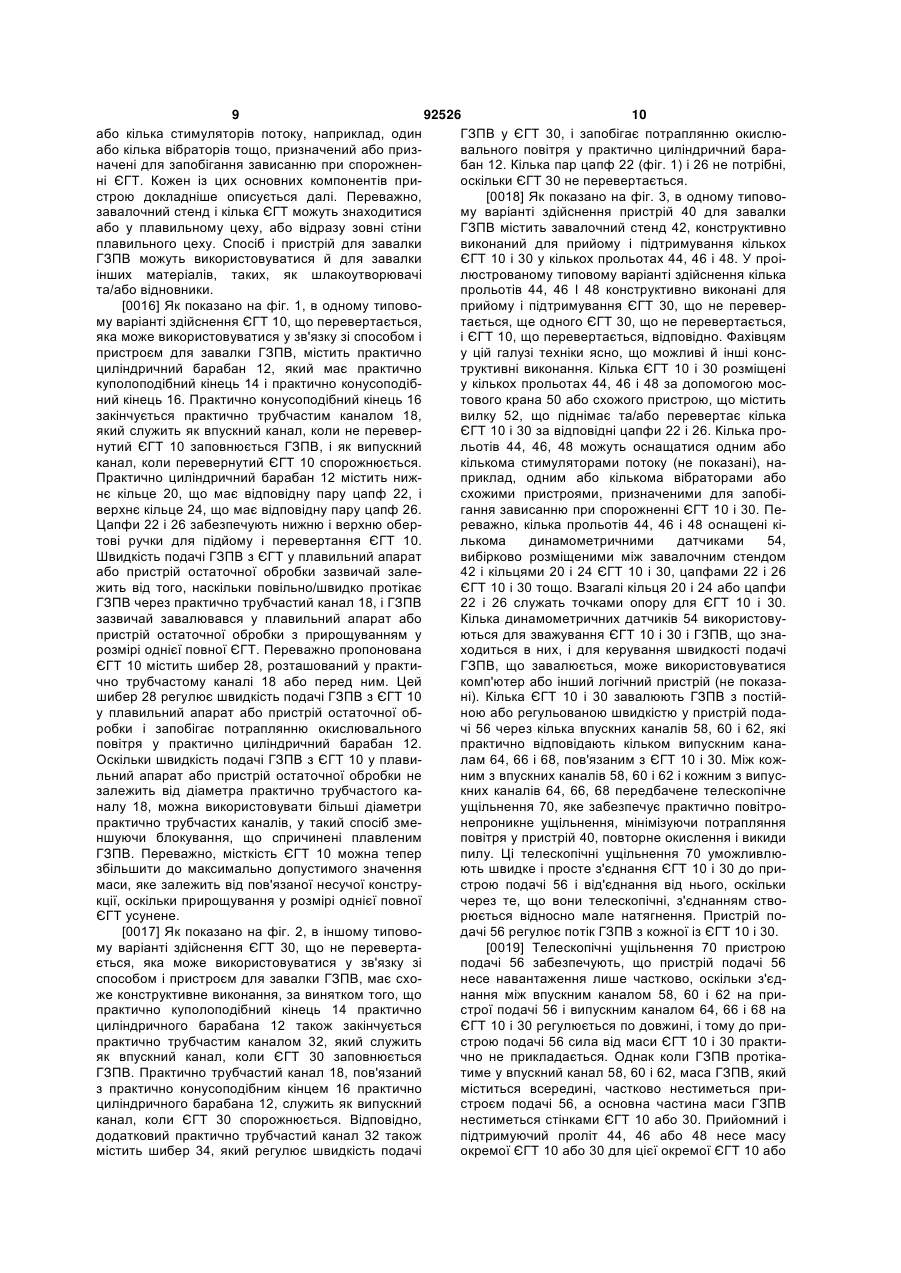
5. Пристрій за п. 1, який відрізняється тим, що пристрій подачі використовується для транспортування вмісту ємностей гарячого транспортування з кількох ємностей гарячого транспортування у плавильний апарат або пристрій остаточної обробки з практично змінною заданою швидкістю подачі.
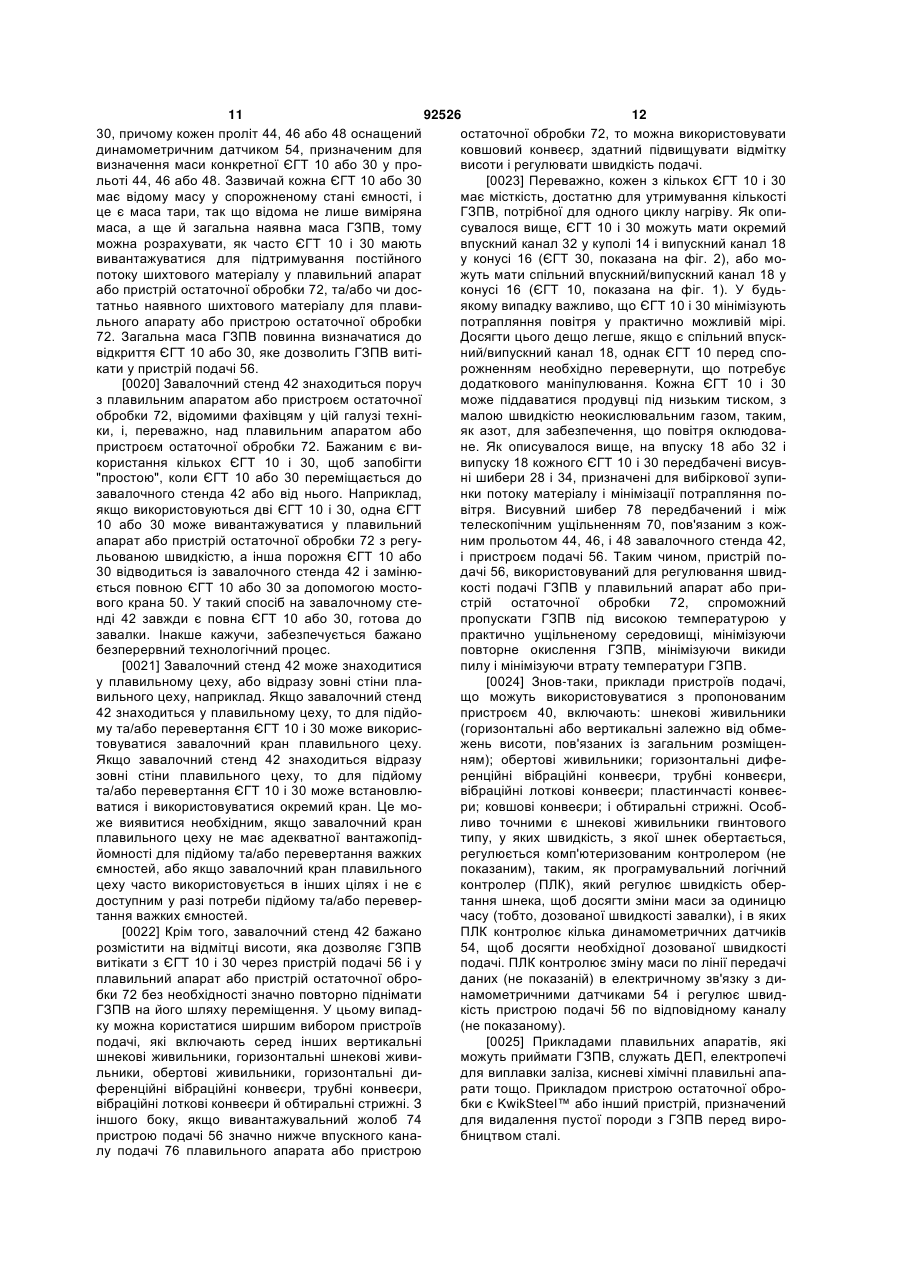
6. Пристрій за п. 1, який відрізняється тим, що система керування містить програмувальний логічний контролер.
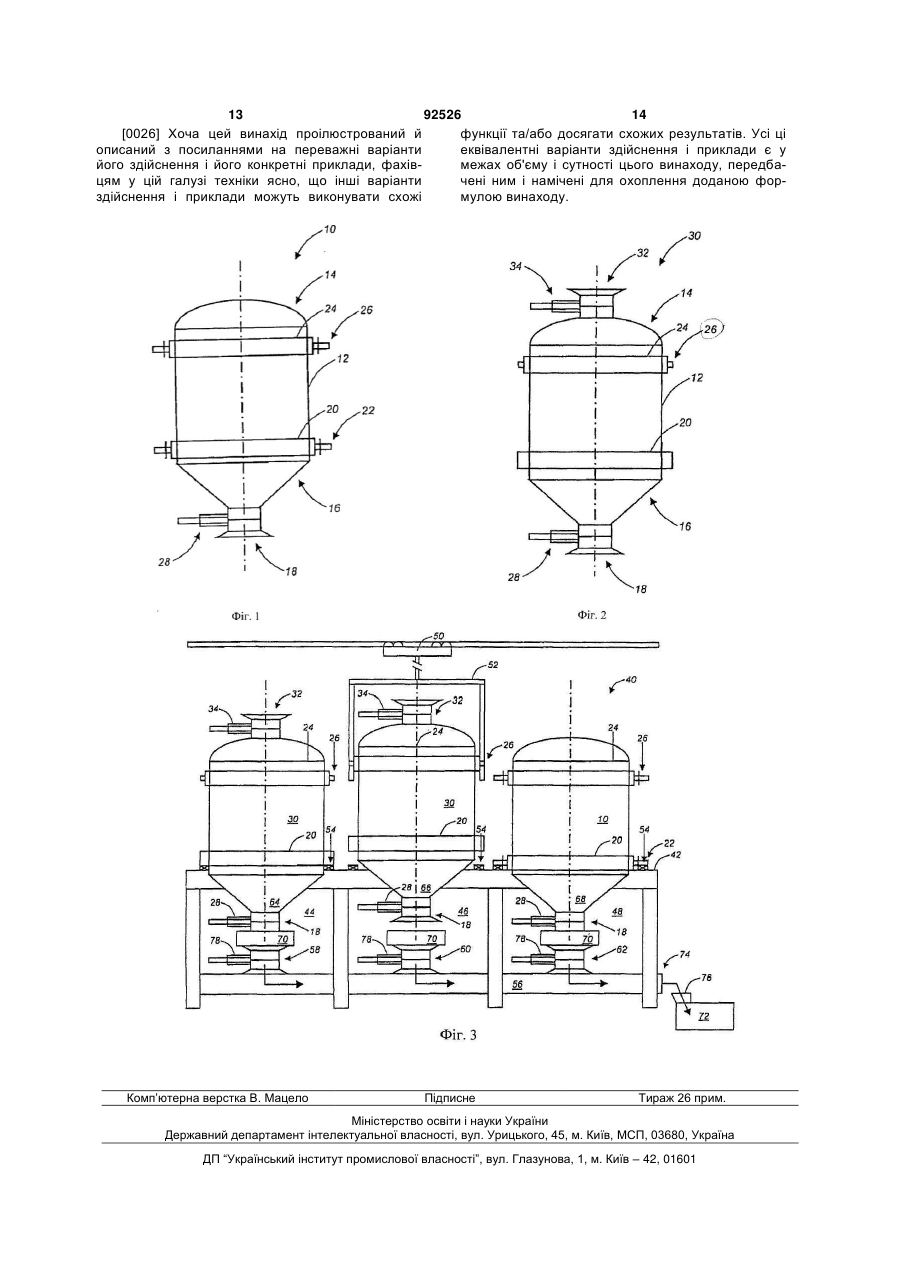
7. Пристрій за п. 6, який відрізняється тим, що також система керування містить кілька динамометричних датчиків.
8. Пристрій за п. 7, який відрізняється тим, що система керування використовується для вибіркового змінювання заданої швидкості подачі залежно від маси однієї або кількох ємностей гарячого транспортування і її або їх вмісту, виміряних кількома динамометричними датчиками.
9. Спосіб завалки гарячого заліза прямого відновлення або подібного матеріалу із ємностей гарячого транспортування у плавильний апарат або пристрій остаточної обробки, який включає наступні стадії:
стадію, на якій передбачено завалочний стенд, який конструктивно виконують для прийому і підтримування кількох ємностей гарячого транспортування;
стадію, на якій передбачено пристрій подачі, який з'єднують із завалочним стендом, причому пристрій подачі використовують для щільного зачеплення з кількома ємностями гарячого транспортування і транспортування їх вмісту з кількох ємностей гарячого транспортування у плавильний апарат або пристрій остаточної обробки із заданою швидкістю подачі, причому другу ємність гарячого транспортування розміщують у завалочному стенді, коли спорожнюють першу з ємностей гарячого транспортування, та
стадію, на якій передбачено систему керування, яку використовують для вибіркового змінювання заданої швидкості подачі.
10. Спосіб за п. 9, який відрізняється тим, що стадія, на якій передбачено завалочний стенд, включає стадію, на якій передбачають кілька прольотів, які конструктивно виконують для прийому і підтримування кількох ємностей гарячого транспортування.
11. Спосіб за п. 9, який відрізняється тим, що стадія, на якій передбачено пристрій подачі, включає стадію, на якій передбачають кілька телескопічних ущільнень, які використовують для щільного зачеплення з кількома ємностями гарячого транспортування.
12. Спосіб за п. 9, який відрізняється тим, що пристрій подачі використовують для транспортування вмісту ємностей гарячого транспортування з кількох ємностей гарячого транспортування у плавильний апарат або пристрій остаточної обробки з практично постійною заданою швидкістю подачі.
13. Спосіб за п. 9, який відрізняється тим, що пристрій подачі використовують для транспортування вмісту ємностей гарячого транспортування з кількох ємностей гарячого транспортування у плавильний апарат або пристрій остаточної обробки з практично змінною заданою швидкістю подачі.
14. Спосіб за п. 9, який відрізняється тим, що стадія, на якій передбачено систему керування, включає стадію, на якій передбачають програмувальний логічний контролер.
15. Спосіб за п. 14, який відрізняється тим, що стадія, на якій передбачено систему керування, включає стадію, на якій передбачають також кілька динамометричних датчиків.
16. Спосіб за п. 15, який відрізняється тим, що систему керування використовують для вибіркового змінювання заданої швидкості подачі залежно від маси однієї або кількох ємностей гарячого транспортування і її або їх вмісту, які вимірюють кількома динамометричними датчиками.
17. Спосіб завалки гарячого заліза прямого відновлення або подібного матеріалу із ємностей гарячого транспортування у плавильний апарат або пристрій остаточної обробки, який включає наступні стадії:
стадію, на якій першу ємність гарячого транспортування розміщують у завалочному стенді, який конструктивно виконують для прийому і підтримування кількох ємностей гарячого транспортування,
стадію, на якій першу ємність гарячого транспортування з'єднують із пристроєм подачі, який використовують для транспортування її вмісту у плавильний апарат або пристрій остаточної обробки,
стадію, на якій вміст першої ємності гарячого транспортування спорожнюють у плавильний апарат або пристрій остаточної обробки з першою заданої швидкістю подачі, використовуючи пристрій подачі,
стадію, на якій другу ємність гарячого транспортування розміщують у завалочному стенді, який конструктивно виконують для прийому і підтримування кількох ємностей гарячого транспортування,
стадію, на якій другу ємність гарячого транспортування з'єднують із пристроєм подачі, який використовують для транспортування її вмісту у плавильний апарат або пристрій остаточної обробки,
стадію, на якій вміст другої ємності гарячого транспортування спорожнюють у плавильний апарат або пристрій остаточної обробки з другою заданої швидкістю подачі, використовуючи пристрій подачі,
причому другу ємність гарячого транспортування розміщують у завалочному стенді, коли спорожнюють першу з ємностей гарячого транспортування.
18. Спосіб за п. 17, який відрізняється тим, що першу задану швидкість подачі визначають, виходячи з маси першої ємності гарячого транспортування і її вмісту.
19. Спосіб за п. 17, який відрізняється тим, що другу задану швидкість подачі визначають, виходячи з маси другої ємності гарячого транспортування і її вмісту.
Текст
1. Пристрій для завалки гарячого заліза прямого відновлення або подібного матеріалу із ємностей гарячого транспортування у плавильний апарат або пристрій остаточної обробки, який містить: завалочний стенд, конструктивно виконаний для прийому і підтримування кількох ємностей гарячого транспортування, пристрій подачі, з'єднаний із завалочним стендом, причому пристрій подачі використовується для щільного зчеплення з кількома ємностями гарячого транспортування і транспортування їх вмісту з кількох ємностей гарячого транспортування у плавильний апарат або пристрій остаточної обробки із заданою швидкістю подачі, причому другу ємність гарячого транспортування розміщують у завалочному стенді, коли спорожнюють першу з ємностей гарячого транспортування, та систему керування, призначену для вибіркового змінювання заданої швидкості подачі. 2. Пристрій за п. 1, який відрізняється тим, що завалочний стенд містить кілька прольотів, конс 2 (19) 1 3 92526 4 стадію, на якій передбачено пристрій подачі, який го змінювання заданої швидкості подачі залежно з'єднують із завалочним стендом, причому привід маси однієї або кількох ємностей гарячого трастрій подачі використовують для щільного зачепнспортування і її або їх вмісту, які вимірюють кільлення з кількома ємностями гарячого транспортукома динамометричними датчиками. вання і транспортування їх вмісту з кількох 17. Спосіб завалки гарячого заліза прямого відноємностей гарячого транспортування у плавильний влення або подібного матеріалу із ємностей гаряапарат або пристрій остаточної обробки із задачого транспортування у плавильний апарат або ною швидкістю подачі, причому другу ємність гапристрій остаточної обробки, який включає настурячого транспортування розміщують у завалочнопні стадії: му стенді, коли спорожнюють першу з ємностей стадію, на якій першу ємність гарячого транспоргарячого транспортування, та тування розміщують у завалочному стенді, який стадію, на якій передбачено систему керування, конструктивно виконують для прийому і підтримуяку використовують для вибіркового змінювання вання кількох ємностей гарячого транспортування, заданої швидкості подачі. стадію, на якій першу ємність гарячого транспор10. Спосіб за п. 9, який відрізняється тим, що тування з'єднують із пристроєм подачі, який викостадія, на якій передбачено завалочний стенд, ристовують для транспортування її вмісту у плавключає стадію, на якій передбачають кілька провильний апарат або пристрій остаточної обробки, льотів, які конструктивно виконують для прийому і стадію, на якій вміст першої ємності гарячого трапідтримування кількох ємностей гарячого транспонспортування спорожнюють у плавильний апарат ртування. або пристрій остаточної обробки з першою зада11. Спосіб за п. 9, який відрізняється тим, що ною швидкістю подачі, використовуючи пристрій стадія, на якій передбачено пристрій подачі, вклюподачі, чає стадію, на якій передбачають кілька телескопістадію, на якій другу ємність гарячого транспортучних ущільнень, які використовують для щільного вання розміщують у завалочному стенді, який зачеплення з кількома ємностями гарячого трансконструктивно виконують для прийому і підтримупортування. вання кількох ємностей гарячого транспортування, 12. Спосіб за п. 9, який відрізняється тим, що стадію, на якій другу ємність гарячого транспортупристрій подачі використовують для транспортування з'єднують із пристроєм подачі, який викоривання вмісту ємностей гарячого транспортування з стовують для транспортування її вмісту у плавикількох ємностей гарячого транспортування у плальний апарат або пристрій остаточної обробки, вильний апарат або пристрій остаточної обробки з стадію, на якій вміст другої ємності гарячого транпрактично постійною заданою швидкістю подачі. спортування спорожнюють у плавильний апарат 13. Спосіб за п. 9, який відрізняється тим, що або пристрій остаточної обробки з другою заданою пристрій подачі використовують для транспортушвидкістю подачі, використовуючи пристрій подавання вмісту ємностей гарячого транспортування з чі, кількох ємностей гарячого транспортування у плапричому другу ємність гарячого транспортування вильний апарат або пристрій остаточної обробки з розміщують у завалочному стенді, коли спорожпрактично змінною заданою швидкістю подачі. нюють першу з ємностей гарячого транспортуван14. Спосіб за п. 9, який відрізняється тим, що ня. 18. Спосіб за п. 17, який відрізняється тим, що стадія, на якій передбачено систему керування, включає стадію, на якій передбачають програмупершу задану швидкість подачі визначають, виховальний логічний контролер. дячи з маси першої ємності гарячого транспорту15. Спосіб за п. 14, який відрізняється тим, що вання і її вмісту. 19. Спосіб за п. 17, який відрізняється тим, що стадія, на якій передбачено систему керування, включає стадію, на якій передбачають також кільдругу задану швидкість подачі визначають, вихока динамометричних датчиків. дячи з маси другої ємності гарячого транспорту16. Спосіб за п. 15, який відрізняється тим, що вання і її вмісту. систему керування використовують для вибірково Перехресне посилання на споріднену заявку (заявки) [0001] Дана не попередня заявка на патент заявляє пріоритет за попередньою заявкою на патент США № 60/818,211, поданою 30 червня 2006 року під назвою "Спосіб і пристрій для завалки гарячого заліза прямого відновлення із ємностей гарячого транспортування у плавильний апарат або пристрій остаточної обробки", зміст якої через посилання повністю включається у цю заявку. Галузь винаходу [0002] Цей винахід відноситься, в цілому, до способу і пристрою для транспортування котунів, грудкових та/або брикетних шихтових матеріалів для використання у сталеливарній промисловості, наприклад. Зокрема, цей винахід відноситься до способу і пристрою для завалки гарячого заліза, прямого відновлення (далі - ГЗПВ), із ємностей гарячого транспортування у плавильний апарат або пристрій остаточної обробки. Передумови винаходу [0003] Залізо, прямого відновлення (далі ЗПВ) і, зокрема, ГЗПВ, яке досі гаряче після процесу металізації, використовується як шихтовий матеріал у виробництві сталі. На великих сталеливарних комплексах є багато установок прямого відновлення (далі - ПВ), ГЗПВ з яких використовується на місці у розташованому поруч плавильно 5 92526 6 му апараті або пристрої остаточної обробки, такокрани ДЕП тощо; можна пристосувати як існуючі, му, як дугова електропіч (далі - ДЕП) або схожий так і нові ЄГТ; і можна завалювати інші матеріали, апарат. Використання ГЗПВ при температурі вищій такі, як шлакоутворювачі і відновники. Переважно, за навколишню температуру є переважним у поріці способи і пристрої повинні бути стійкими і надійвнянні до використання ЗПВ при температурі, яка ними і максимально підвищувати річний об'єм модорівнює або нижча за навколишню температуру, жливої завалки ГЗПВ. оскільки тепловміст ГЗПВ усуває необхідність у Стислий опис винаходу доданні додаткової енергії, наприклад, електрич[0007] У різних типових варіантах здійснення ної енергії у випадку ДЕП, у плавильний апарат пропонуються спосіб і пристрій для завалки ГЗПВ або пристрій остаточної обробки. Крім того, ГЗПВ з ЄГТ у плавильний апарат або пристрій остаточмає нижчий вміст вологи, ніж ЗПВ, що є переважної обробки, у якому швидкість подачі ГЗПВ, що ним. При плавці або остаточній обробці ГЗПВ у завалюється, відома і керована, наприклад, за порівнянні до ЗПВ споживання енергії знижується; допомогою комп'ютера; швидкість подачі ГЗПВ, що у випадку ДЕП знижується споживання електродів, завалюється, може бути практично постійною, а продуктивність і випуск підвищуються. Тому на втрати тепла і викиди пилу знижені; повторне окиразі спостерігається зростаюча тенденція до заваслення зменшено; можна пристосувати існуюче лки у плавильний апарат або пристрій остаточної устаткування плавильного цеху, таке, як завалочні обробки ГЗПВ на відміну від ЗПВ. крани ДЕП тощо; можна пристосувати як існуючі, [0004] Зазвичай установки ПВ знаходяться у так і нові ЄГТ; і можна завалювати інші матеріали, крупному сталеливарному комплексі, до складу такі, як шлакоутворювачі і відновники. Цей спосіб і якого входить плавильний цех. Ці сталеливарники пристрій є стійкими і надійними, і максимально віддають перевагу використанню ГЗПВ безпосепідвищують річний об'єм можливої завалки ГЗПВ. редньо з установки ПВ. Однак часто розміщувати [0008] В одному типовому варіанті здійснення установку ПВ у безпосередній близькості до плапропонується пристрій для завалки гарячого заліза вильного цеху (тобто, в межах приблизно 100 метпрямого відновлення або схожого матеріалу із рів) неможливо. Тому ГЗПВ необхідно завалювати ємностей гарячого транспортування у плавильний у ДЕП з використанням ємності гарячого транспоапарат або пристрій остаточної обробки, який місртування (далі - ЄГТ). Фактично, деякі сталеливатить: завалочний стенд, призначений для прийому рники віддають перевагу просто використанню цієї і підтримування кількох ємностей гарячого трансоперації дляподачі ГЗПВ у ДЕП самопливом або портування; пристрій подачі, з'єднаний із завалочвикористовуючи інші типи механічних транспортеним стендом, причому пристрій подачі призначерів гарячого матеріалу. Існуючі операції з викорисний для щільного зачеплення з кількома танням ЄГТ не є оптимальними з кількох причин: ємностями гарячого транспортування і транспор1) неможливо точно керувати швидкістю подачі тування їх вмісту з кількох ємностей гарячого траГЗПВ для завалки у ДЕП; і 2) під час завалки ГЗПВ нспортування у плавильний апарат або пристрій у ДЕП необхідно використовувати завалочний остаточної обробки із заданою швидкістю подачі; і кран ДЕП для утримування ЄГТ у необхідному систему керування, призначену для вибіркового положенні, що обмежує річний об'єм ГЗПВ, який змінювання заданої швидкості подачі. Завалочний можна завантажити у ДЕП. Таким чином, існуючі стенд містить кілька прольотів, призначених для операції з використанням ЄГТ представляють соприйому і підтримування кількох ємностей гарячобою грубі операції типу „підняв краном і вивалив". го транспортування. Пристрій подачі містить кілька [0005] В усіх цих операціях з використанням телескопічних ущільнень, призначених для щільЄГТ використовувана ЄГТ має відносно плоске ного зачеплення з кількома ємностями гарячого днище, кілька цапф для підйому і перевертання транспортування. Пристрій подачі призначений ЄГТ і конічну верхівку, що має отвір, який служить для транспортування вмісту ємностей гарячого як впуск і як випуск. Зазвичай, ЄГТ є на рейках. До транспортування з кількох ємностей гарячого трачисла інших підходящих операцій транспортуваннспортування у плавильний апарат або пристрій ня відносяться операції з використанням механічостаточної обробки з практично постійною заданих конвеєрів для переміщення гарячого матеріаною швидкістю подачі. Альтернативно, пристрій лу, пневматичних конвеєрів для переміщення подачі призначений для транспортування вмісту гарячого матеріалу тощо. Одна типова ЄГТ описаємностей гарячого транспортування з кількох ємна у спільно переуступленому патенті США № ностей гарячого транспортування у плавильний 6,214,086, виданому Монтегью і співавторам апарат або пристрій остаточної обробки із голов(Montague et al.) 10 квітня 2001 року, під назвою ним чином змінною заданою швидкістю подачі. "Система і спосіб завалки заліза прямого відновСистема керування містить програмувальний логілення". чний контролер. Крім того, система керування міс[0006] Втім у цій галузі техніки ще й досі існує тить кілька динамометричних датчиків. Система потреба у способах і пристроях для завалки ГЗПВ керування призначена для вибіркового змінювання з ЄГТ у плавильний апарат або пристрій остаточзаданої швидкості подачі залежно від маси однієї ної обробки, у яких швидкість подачі ГЗПВ, що або кількох ємностей гарячого транспортування і її завалюється, відома і керована, наприклад, за або їх вмісту, виміряних кількома динамометричдопомогою комп'ютера; швидкість подачі ГЗПВ, що ними датчиками. завалюється, може бути практично постійною; [0009] В іншому типовому варіанті здійснення втрати тепла і викиди пилу знижені; повторне окипропонується спосіб завалки гарячого заліза пряслення зменшено; можна пристосувати існуюче мого відновлення або схожого матеріалу із ємносустаткування плавильного цеху, таке, як завалочні тей гарячого транспортування у плавильний апа 7 92526 8 рат або пристрій остаточної обробки, який вклюдругу ємність гарячого транспортування з'єднують чає наступні стадії: стадію, на якій забезпечують із пристроєм подачі, який використовують для тразавалочний стенд, який конструктивно виконують нспортування її вмісту у плавильний апарат або для прийому і підтримування кількох ємностей пристрій остаточної обробки; і стадію, на якій вміст гарячого транспортування; стадію, на якій забездругої ємності гарячого транспортування спорожпечують пристрій подачі, який з'єднують із завалонюють у плавильний апарат або пристрій остаточчним стендом, причому пристрій подачі викорисної обробки з другою заданої швидкістю подачі, товують для щільного зачеплення з кількома використовуючи пристрій подачі. Факультативно, ємностями гарячого транспортування і транспордругу ємність гарячого транспортування розміщутування їх вмісту з кількох ємностей гарячого трають у завалочному стенді, коли спорожнюють пенспортування у плавильний апарат або пристрій ршу ємність гарячого транспортування. Переважостаточної обробки із заданою швидкістю подачі; і но, першу задану швидкість подачі визначають, стадію, на якій забезпечують систему керування, виходячи з маси першої ємності гарячого транспояку використовують для вибіркового змінювання ртування і її вмісту. Другу задану швидкість подачі заданої швидкості подачі. Стадія, на якій забезпетак само визначають, виходячи з маси другої ємчують завалочний стенд, включає стадію, на якій ності гарячого транспортування і її вмісту. забезпечують кілька прольотів, які конструктивно Стислий опис графічного матеріалу виконують для прийому і підтримування кількох [0011] Даний винахід ілюструється й описуєтьємностей гарячого транспортування. Стадія, на ся далі з посиланнями на різні креслення, на яких якій забезпечують пристрій подачі, включає стаоднакові позиції використовуються для позначення дію, на якій забезпечують кілька телескопічних однакових стадій способу та/або компонентів приущільнень, які використовують для щільного зачестрою, як відповідні, і на яких: плення з кількома ємностями гарячого транспор[0012] Фіг. 1 представляє собою двомірний витування. Пристрій подачі використовують для трагляд збоку, який ілюструє один типовий варіант нспортування вмісту ємностей гарячого здійснення ЄГТ, що перевертається, яка може транспортування з кількох ємностей гарячого травикористовуватися у зв'язку з пропонованими спонспортування у плавильний апарат або пристрій собом і пристроєм для завалки ГЗПВ з ЄГТ у плаостаточної обробки з практично постійною задавильний апарат або пристрій остаточної обробки; ною швидкістю подачі. Альтернативно, пристрій [0013] Фіг. 2 представляє собою двомірний виподачі використовують для транспортування вмісгляд збоку, який ілюструє інший типовий варіант ту ємностей гарячого транспортування з кількох здійснення ЄГТ, що не перевертається, яка може ємностей гарячого транспортування у плавильний використовуватися у зв'язку з пропонованими споапарат або пристрій остаточної обробки з практисобом і пристроєм для завалки ГЗПВ з ЄГТ у плачно змінною заданою швидкістю подачі. Стадія, на вильний апарат або пристрій остаточної обробки; і якій забезпечують систему керування, включає [0014] Фіг. 3 представляє собою двомірний вистадію, на якій забезпечують програмувальний гляд збоку, який ілюструє один типовий варіант логічний контролер. Крім того, стадія, на якій заздійснення пропонованих способу і пристрою для безпечують систему керування, включає стадію, завалки ГЗПВ з ЄГТ у плавильний апарат або прина якій забезпечують кілька динамометричних дастрій остаточної обробки. тчиків. Систему керування використовують для Докладний опис винаходу вибіркового змінювання заданої швидкості подачі [0015] У різних типових варіантах здійснення залежно від маси однієї або кількох ємностей гапропонуються спосіб і пристрій для завалки ГЗПВ рячого транспортування і її або їх вмісту, які виміз ЄГТ у плавильний апарат або пристрій остаточрюють кількома динамометричними датчиками. ної обробки. У контексті цього винаходу ГЗПВ має [0010] У ще одному типовому варіанті здійстемпературу у межах приблизно +400...+1100 °С. нення пропонується спосіб завалки гарячого заліза Як правило, пристрій містить завалочний стенд, прямого відновлення або схожого матеріалу із який містить кілька прольотів для прийому і підтємностей гарячого транспортування у плавильний римування кількох ЄГТ. Як докладніше описується апарат або пристрій остаточної обробки, який далі, кожна ЄГТ містить принаймні випускний кавключає наступні стадії: стадію, на якій першу ємнал. Цей випускний канал конструктивно виконаність гарячого транспортування розміщують у заний для зачеплення із впускним каналом одного валочному стенді, який конструктивно виконують або кількох прольотів завалочного стенда через для прийому і підтримування кількох ємностей телескопічне ущільнення, яке забезпечує практичгарячого транспортування; стадію, на якій першу но повітронепроникне ущільнення. Передбачений ємність гарячого транспортування з'єднують із пристрій подачі, що переміщає ГЗПВ, розміщене у пристроєм подачі, який використовують для транЄГТ, із зони сполучення випускного канаспортування її вмісту у плавильний апарат або лу/впускного каналу у плавильний апарат або припристрій остаточної обробки; стадію, на якій вміст стрій остаточної обробки, такий, як ДЕП або схопершої ємності гарячого транспортування спорожжий апарат. Крім того, завалочний стенд містить нюють у плавильний апарат або пристрій остаточодин або кілька динамометричних датчиків, які ної обробки з першою заданої швидкістю подачі, використовуються для зважування ЄГТ і ГЗПВ, що використовуючи пристрій подачі; стадію, на якій знаходиться у них; для керування швидкості подадругу ємність гарячого транспортування розміщучі ГЗПВ, що завалюється у плавильний апарат або ють у завалочному стенді, який конструктивно випристрій остаточної обробки, може використовуваконують для прийому і підтримування кількох ємтися комп'ютер або інший логічний пристрій. Факуностей гарячого транспортування; стадію, на якій льтативно, завалочний стенд містить також один 9 92526 10 або кілька стимуляторів потоку, наприклад, один ГЗПВ у ЄГТ 30, і запобігає потраплянню окислюабо кілька вібраторів тощо, призначений або призвального повітря у практично циліндричний бараначені для запобігання зависанню при спорожненбан 12. Кілька пар цапф 22 (фіг. 1) і 26 не потрібні, ні ЄГТ. Кожен із цих основних компонентів приоскільки ЄГТ 30 не перевертається. строю докладніше описується далі. Переважно, [0018] Як показано на фіг. 3, в одному типовозавалочний стенд і кілька ЄГТ можуть знаходитися му варіанті здійснення пристрій 40 для завалки або у плавильному цеху, або відразу зовні стіни ГЗПВ містить завалочний стенд 42, конструктивно плавильного цеху. Спосіб і пристрій для завалки виконаний для прийому і підтримування кількох ГЗПВ можуть використовуватися й для завалки ЄГТ 10 і 30 у кількох прольотах 44, 46 і 48. У проіінших матеріалів, таких, як шлакоутворювачі люстрованому типовому варіанті здійснення кілька та/або відновники. прольотів 44, 46 І 48 конструктивно виконані для [0016] Як показано на фіг. 1, в одному типовоприйому і підтримування ЄГТ 30, що не переверму варіанті здійснення ЄГТ 10, що перевертається, тається, ще одного ЄГТ 30, що не перевертається, яка може використовуватися у зв'язку зі способом і і ЄГТ 10, що перевертається, відповідно. Фахівцям пристроєм для завалки ГЗПВ, містить практично у цій галузі техніки ясно, що можливі й інші консциліндричний барабан 12, який має практично труктивні виконання. Кілька ЄГТ 10 і 30 розміщені куполоподібний кінець 14 і практично конусоподібу кількох прольотах 44, 46 і 48 за допомогою мосний кінець 16. Практично конусоподібний кінець 16 тового крана 50 або схожого пристрою, що містить закінчується практично трубчастим каналом 18, вилку 52, що піднімає та/або перевертає кілька який служить як впускний канал, коли не переверЄГТ 10 і 30 за відповідні цапфи 22 і 26. Кілька пронутий ЄГТ 10 заповнюється ГЗПВ, і як випускний льотів 44, 46, 48 можуть оснащатися одним або канал, коли перевернутий ЄГТ 10 спорожнюється. кількома стимуляторами потоку (не показані), наПрактично циліндричний барабан 12 містить нижприклад, одним або кількома вібраторами або нє кільце 20, що має відповідну пару цапф 22, і схожими пристроями, призначеними для запобіверхнє кільце 24, що має відповідну пару цапф 26. гання зависанню при спорожненні ЄГТ 10 і 30. ПеЦапфи 22 і 26 забезпечують нижню і верхню оберреважно, кілька прольотів 44, 46 і 48 оснащені кітові ручки для підйому і перевертання ЄГТ 10. лькома динамометричними датчиками 54, Швидкість подачі ГЗПВ з ЄГТ у плавильний апарат вибірково розміщеними між завалочним стендом або пристрій остаточної обробки зазвичай зале42 і кільцями 20 і 24 ЄГТ 10 і 30, цапфами 22 і 26 жить від того, наскільки повільно/швидко протікає ЄГТ 10 і 30 тощо. Взагалі кільця 20 і 24 або цапфи ГЗПВ через практично трубчастий канал 18, і ГЗПВ 22 і 26 служать точками опору для ЄГТ 10 і 30. зазвичай завалювався у плавильний апарат або Кілька динамометричних датчиків 54 використовупристрій остаточної обробки з прирощуванням у ються для зважування ЄГТ 10 і 30 і ГЗПВ, що знарозмірі однієї повної ЄГТ. Переважно пропонована ходиться в них, і для керування швидкості подачі ЄГТ 10 містить шибер 28, розташований у практиГЗПВ, що завалюється, може використовуватися чно трубчастому каналі 18 або перед ним. Цей комп'ютер або інший логічний пристрій (не показашибер 28 регулює швидкість подачі ГЗПВ з ЄГТ 10 ні). Кілька ЄГТ 10 і 30 завалюють ГЗПВ з постійу плавильний апарат або пристрій остаточної обною або регульованою швидкістю у пристрій подаробки і запобігає потраплянню окислювального чі 56 через кілька впускних каналів 58, 60 і 62, які повітря у практично циліндричний барабан 12. практично відповідають кільком випускним канаОскільки швидкість подачі ГЗПВ з ЄГТ 10 у плавилам 64, 66 і 68, пов'язаним з ЄГТ 10 і 30. Між кожльний апарат або пристрій остаточної обробки не ним з впускних каналів 58, 60 і 62 і кожним з випусзалежить від діаметра практично трубчастого какних каналів 64, 66, 68 передбачене телескопічне налу 18, можна використовувати більші діаметри ущільнення 70, яке забезпечує практично повітропрактично трубчастих каналів, у такий спосіб зменепроникне ущільнення, мінімізуючи потрапляння ншуючи блокування, що спричинені плавленим повітря у пристрій 40, повторне окислення і викиди ГЗПВ. Переважно, місткість ЄГТ 10 можна тепер пилу. Ці телескопічні ущільнення 70 уможливлюзбільшити до максимально допустимого значення ють швидке і просте з'єднання ЄГТ 10 і 30 до примаси, яке залежить від пов'язаної несучої конструстрою подачі 56 і від'єднання від нього, оскільки кції, оскільки прирощування у розмірі однієї повної через те, що вони телескопічні, з'єднанням ствоЄГТ усунене. рюється відносно мале натягнення. Пристрій по[0017] Як показано на фіг. 2, в іншому типоводачі 56 регулює потік ГЗПВ з кожної із ЄГТ 10 і 30. му варіанті здійснення ЄГТ 30, що не переверта[0019] Телескопічні ущільнення 70 пристрою ється, яка може використовуватися у зв'язку зі подачі 56 забезпечують, що пристрій подачі 56 способом і пристроєм для завалки ГЗПВ, має схонесе навантаження лише частково, оскільки з'єдже конструктивне виконання, за винятком того, що нання між впускним каналом 58, 60 і 62 на припрактично куполоподібний кінець 14 практично строї подачі 56 і випускним каналом 64, 66 і 68 на циліндричного барабана 12 також закінчується ЄГТ 10 і 30 регулюється по довжині, і тому до припрактично трубчастим каналом 32, який служить строю подачі 56 сила від маси ЄГТ 10 і 30 практияк впускний канал, коли ЄГТ 30 заповнюється чно не прикладається. Однак коли ГЗПВ протікаГЗПВ. Практично трубчастий канал 18, пов'язаний тиме у впускний канал 58, 60 і 62, маса ГЗПВ, який з практично конусоподібним кінцем 16 практично міститься всередині, частково нестиметься прициліндричного барабана 12, служить як випускний строєм подачі 56, а основна частина маси ГЗПВ канал, коли ЄГТ 30 спорожнюється. Відповідно, нестиметься стінками ЄГТ 10 або 30. Прийомний і додатковий практично трубчастий канал 32 також підтримуючий проліт 44, 46 або 48 несе масу містить шибер 34, який регулює швидкість подачі окремої ЄГТ 10 або 30 для цієї окремої ЄГТ 10 або 11 92526 12 30, причому кожен проліт 44, 46 або 48 оснащений остаточної обробки 72, то можна використовувати динамометричним датчиком 54, призначеним для ковшовий конвеєр, здатний підвищувати відмітку визначення маси конкретної ЄГТ 10 або 30 у провисоти і регулювати швидкість подачі. льоті 44, 46 або 48. Зазвичай кожна ЄГТ 10 або 30 [0023] Переважно, кожен з кількох ЄГТ 10 і 30 має відому масу у спорожненому стані ємності, і має місткість, достатню для утримування кількості це є маса тари, так що відома не лише виміряна ГЗПВ, потрібної для одного циклу нагріву. Як опимаса, а ще й загальна наявна маса ГЗПВ, тому сувалося вище, ЄГТ 10 і 30 можуть мати окремий можна розрахувати, як часто ЄГТ 10 і 30 мають впускний канал 32 у куполі 14 і випускний канал 18 вивантажуватися для підтримування постійного у конусі 16 (ЄГТ 30, показана на фіг. 2), або мопотоку шихтового матеріалу у плавильний апарат жуть мати спільний впускний/випускний канал 18 у або пристрій остаточної обробки 72, та/або чи досконусі 16 (ЄГТ 10, показана на фіг. 1). У будьтатньо наявного шихтового матеріалу для плавиякому випадку важливо, що ЄГТ 10 і 30 мінімізують льного апарату або пристрою остаточної обробки потрапляння повітря у практично можливій мірі. 72. Загальна маса ГЗПВ повинна визначатися до Досягти цього дещо легше, якщо є спільний впусквідкриття ЄГТ 10 або 30, яке дозволить ГЗПВ витіний/випускний канал 18, однак ЄГТ 10 перед спокати у пристрій подачі 56. рожненням необхідно перевернути, що потребує [0020] Завалочний стенд 42 знаходиться поруч додаткового маніпулювання. Кожна ЄГТ 10 і 30 з плавильним апаратом або пристроєм остаточної може піддаватися продувці під низьким тиском, з обробки 72, відомими фахівцям у цій галузі технімалою швидкістю неокислювальним газом, таким, ки, і, переважно, над плавильним апаратом або як азот, для забезпечення, що повітря оклюдовапристроєм остаточної обробки 72. Бажаним є вине. Як описувалося вище, на впуску 18 або 32 і користання кількох ЄГТ 10 і 30, щоб запобігти випуску 18 кожного ЄГТ 10 і 30 передбачені висув"простою", коли ЄГТ 10 або 30 переміщається до ні шибери 28 і 34, призначені для вибіркової зупизавалочного стенда 42 або від нього. Наприклад, нки потоку матеріалу і мінімізації потрапляння поякщо використовуються дві ЄГТ 10 і 30, одна ЄГТ вітря. Висувний шибер 78 передбачений і між 10 або 30 може вивантажуватися у плавильний телескопічним ущільненням 70, пов'язаним з кожапарат або пристрій остаточної обробки 72 з регуним прольотом 44, 46, і 48 завалочного стенда 42, льованою швидкістю, а інша порожня ЄГТ 10 або і пристроєм подачі 56. Таким чином, пристрій по30 відводиться із завалочного стенда 42 і замінюдачі 56, використовуваний для регулювання швидється повною ЄГТ 10 або 30 за допомогою мостокості подачі ГЗПВ у плавильний апарат або привого крана 50. У такий спосіб на завалочному стестрій остаточної обробки 72, спроможний нді 42 завжди є повна ЄГТ 10 або 30, готова до пропускати ГЗПВ під високою температурою у завалки. Інакше кажучи, забезпечується бажано практично ущільненому середовищі, мінімізуючи безперервний технологічний процес. повторне окислення ГЗПВ, мінімізуючи викиди [0021] Завалочний стенд 42 може знаходитися пилу і мінімізуючи втрату температури ГЗПВ. у плавильному цеху, або відразу зовні стіни пла[0024] Знов-таки, приклади пристроїв подачі, вильного цеху, наприклад. Якщо завалочний стенд що можуть використовуватися з пропонованим 42 знаходиться у плавильному цеху, то для підйопристроєм 40, включають: шнекові живильники му та/або перевертання ЄГТ 10 і 30 може викорис(горизонтальні або вертикальні залежно від обметовуватися завалочний кран плавильного цеху. жень висоти, пов'язаних із загальним розміщенЯкщо завалочний стенд 42 знаходиться відразу ням); обертові живильники; горизонтальні дифезовні стіни плавильного цеху, то для підйому ренційні вібраційні конвеєри, трубні конвеєри, та/або перевертання ЄГТ 10 і 30 може встановлювібраційні лоткові конвеєри; пластинчасті конвеєватися і використовуватися окремий кран. Це мори; ковшові конвеєри; і обтиральні стрижні. Особже виявитися необхідним, якщо завалочний кран ливо точними є шнекові живильники гвинтового плавильного цеху не має адекватної вантажопідтипу, у яких швидкість, з якої шнек обертається, йомності для підйому та/або перевертання важких регулюється комп'ютеризованим контролером (не ємностей, або якщо завалочний кран плавильного показаним), таким, як програмувальний логічний цеху часто використовується в інших цілях і не є контролер (ПЛК), який регулює швидкість обердоступним у разі потреби підйому та/або перевертання шнека, щоб досягти зміни маси за одиницю тання важких ємностей. часу (тобто, дозованої швидкості завалки), і в яких [0022] Крім того, завалочний стенд 42 бажано ПЛК контролює кілька динамометричних датчиків розмістити на відмітці висоти, яка дозволяє ГЗПВ 54, щоб досягти необхідної дозованої швидкості витікати з ЄГТ 10 і 30 через пристрій подачі 56 і у подачі. ПЛК контролює зміну маси по лінії передачі плавильний апарат або пристрій остаточної оброданих (не показаній) в електричному зв'язку з дибки 72 без необхідності значно повторно піднімати намометричними датчиками 54 і регулює швидГЗПВ на його шляху переміщення. У цьому випадкість пристрою подачі 56 по відповідному каналу ку можна користатися ширшим вибором пристроїв (не показаному). подачі, які включають серед інших вертикальні [0025] Прикладами плавильних апаратів, які шнекові живильники, горизонтальні шнекові живиможуть приймати ГЗПВ, служать ДЕП, електропечі льники, обертові живильники, горизонтальні дидля виплавки заліза, кисневі хімічні плавильні апаференційні вібраційні конвеєри, трубні конвеєри, рати тощо. Прикладом пристрою остаточної обровібраційні лоткові конвеєри й обтиральні стрижні. З бки є KwikSteel™ або інший пристрій, призначений іншого боку, якщо вивантажувальний жолоб 74 для видалення пустої породи з ГЗПВ перед виропристрою подачі 56 значно нижче впускного канабництвом сталі. лу подачі 76 плавильного апарата або пристрою 13 92526 14 [0026] Хоча цей винахід проілюстрований й функції та/або досягати схожих результатів. Усі ці описаний з посиланнями на переважні варіанти еквівалентні варіанти здійснення і приклади є у його здійснення і його конкретні приклади, фахівмежах об'єму і сутності цього винаходу, передбацям у цій галузі техніки ясно, що інші варіанти чені ним і намічені для охоплення доданою форздійснення і приклади можуть виконувати схожі мулою винаходу. Комп’ютерна верстка В. Мацело Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod (variants) and device for charge of hot iron of direct reduction from hot transport vessels into smelt unit and device for finish processing
Автори англійськоюWhitten Gilbert Y, Mcclelland James M, Montague Stephen Craig, Voelker Brian W
Назва патенту російськоюСпособ (варианты) и устройство для завалки горячего железа прямого восстановления из емкостей горячего транспортирования в плавильный аппарат или устройство окончательной обработки
Автори російськоюУиттен Гилберт Уай, МакКлилланд Джеймз М., Монтагью Стивен С., Воелкер Браян В.
МПК / Мітки
МПК: F27D 3/06, F27D 3/00, C21B 7/00, C21B 11/00, C21C 1/00, C21C 5/46
Мітки: відновлення, ємностей, завалки, заліза, гарячого, прямого, спосіб, варіанти, пристрій, апарат, плавильній, остаточної, транспортування, обробки
Код посилання
<a href="https://ua.patents.su/7-92526-sposib-varianti-i-pristrijj-dlya-zavalki-garyachogo-zaliza-pryamogo-vidnovlennya-iz-ehmnostejj-garyachogo-transportuvannya-u-plavilnijj-aparat-abo-pristrijj-ostatochno-obrobki.html" target="_blank" rel="follow" title="База патентів України">Спосіб (варіанти) і пристрій для завалки гарячого заліза прямого відновлення із ємностей гарячого транспортування у плавильний апарат або пристрій остаточної обробки</a>
Спосіб (варіанти) і пристрій (варіанти) для регулювання однорідності температури шихти та спосіб прямого відновлення оксидів заліза у шахтній печі прямого відновлення
Номер патенту: 78139
Опубліковано: 15.02.2007
Автори: Монтаг'ю Стівен С., Бейлі Расселл, Метіус Гарі Е., Какалей Расселл, Воелкер Браян В.
МПК: C21B 13/02, F27D 17/00, C21B 13/00
Мітки: шихти, печі, прямого, шахтній, заліза, спосіб, регулювання, однорідності, температури, відновлення, пристрій, оксидів, варіанти
Формула / Реферат:
1. Пристрій для регулювання однорідності температури шихти у печі для прямого відновлення оксидів заліза у металізований залізний продукт, що містить в цілому вертикальну шахтну піч, що має верхній завантажувальний кінець, нижній вивантажувальний кінець і вертикальну вісь, засіб для завантаження залізооксидних матеріалів у вигляді часток у верхній кінець зазначеної печі для утворення у ній шихти і засіб для видалення металізованого залізного...
Спосіб прямого відновлення заліза і пристрій для його здійснення
Номер патенту: 88843
Опубліковано: 25.11.2009
Автори: Новінскій Вадім Владіславовіч, Неклеса Анатолій Тимофійович
МПК: F27B 1/00, C21B 13/02
Мітки: відновлення, спосіб, прямого, здійснення, пристрій, заліза
Формула / Реферат:
1. Спосіб прямого відновлення заліза, у якому оксид заліза відновлюють до металізованого заліза шляхом контактування оксиду заліза з гарячим відновлювальним газом, який включає одержання й регулювання витрати гарячого відновлювального газу, який містить CO і Н2, додавання в нього вуглеводвмісного й кисневмісного газів, змішування гарячого відновлювального газу з вуглеводвмісним і кисневмісним газами, які прореагували, з утворенням...
Спосіб прямого відновлення заліза і пристрій для його здійснення
Номер патенту: 88849
Опубліковано: 25.11.2009
Автор: Неклеса Анатолій Тимофійович
МПК: C21B 13/02, F27B 1/00
Мітки: відновлення, прямого, пристрій, здійснення, спосіб, заліза
Формула / Реферат:
1. Спосіб прямого відновлення заліза, у якому оксид заліза відновлюють до металізованого заліза шляхом контактування оксиду заліза з гарячим відновлювальним газом, який включає одержання й регулювання витрати гарячого відновлювального газу, що містить CO і Н2, додавання кисневмісного газу, змішування гарячого відновлювального газу з кисневмісним газом з утворенням відновлювальної газової суміші, введення відновлювальної газової суміші в піч...
Спосіб прямого відновлення оксидів заліза з одержанням розплаву заліза та установка для його здійснення
Номер патенту: 79476
Опубліковано: 25.06.2007
Автори: Неклеса Анатолій Тимофійович, Клямко Андрій Станіславович, Півень Володимир Олександрович, Нечепоренко Володимир Андрійович, Новінскій Вадім Владіславовіч
МПК: C21B 13/02, C22B 5/00
Мітки: спосіб, розплаву, прямого, оксидів, установка, відновлення, заліза, здійснення, одержанням
Формула / Реферат:
1. Спосіб прямого відновлення оксидів заліза з одержанням розплаву заліза, що включає попереднє відновлення залізорудної шихти у твердому стані у відновлювальному реакторі (1), завантаження в плавильну піч відновленого матеріалу та остаточне відновлення в розплаві відновленого матеріалу, повторне використання газів, що відходять із плавильної печі, для одержання відновлювальної газової суміші, формування у відновлювальномуреакторі...
Пристрій для вивантаження металізованого матеріалу із шахтної печі прямого відновлення заліза
Номер патенту: 83412
Опубліковано: 10.07.2008
Автори: Матвійков Сергій Вікторович, Поволоцкий Вадим Григорович, Плеханов Володимир Анатолійович, Тіунов Володимир Миколайович
МПК: F27B 1/10
Мітки: пристрій, матеріалу, заліза, шахтної, вивантаження, металізованого, прямого, печі, відновлення
Формула / Реферат:
1. Пристрій для вивантаження металізованого матеріалу із шахтної печі прямого відновлення заліза, що містить затвор-живильник, розміщений у випускному отворі шахтної печі і зв'язаний через рукава-жолоби і розподільник потоку матеріалу, що має перекидну заслінку, з бункерами-накопичувачами металізованого матеріалу, що мають тарілчасті заслінки, що містять сідло і тарілку з механізмом її повороту, а також систему охолодження матеріалу, який...
Попередній патент: Розпилювальний пристрій для нанесення у вакуумі надпоруватих покриттів з металів або слабколетких речовин на плоскі підкладки
Наступний патент: Спосіб консервування ооцист еймерій і яєць гельмінтів
Випадковий патент: Протипухлинна комбінація, що містить антитіло, яке специфічно розпізнає cd38, і бортезоміб