Проклеювальний склад для мінеральних волокон, що містить фенолформальдегідну смолу, його застосування та теплоізоляційний і/або звукоізоляційний матеріал
Формула / Реферат
1. Проклеювальний склад для мінеральних волокон, що містить фенолформальдегідну смолу, сечовину та каталізатор поперечного зшивання, який відрізняється тим, що каталізатор є сумішшю сульфамату амонію і сульфату амонію.
2. Склад за п. 1, який відрізняється тим, що мінеральні волокна являють собою азбестові волокна або скловолокна.
3. Склад за п. 1 або 2, який відрізняється тим, що додатково містить добавки.
4. Склад за одним з пп. 1-3, який відрізняється тим, що вміст сульфамату амонію і сульфату амонію складає від 2 до 8 мас. % в перерахунку на тверду речовину смоли і сечовини.
5. Склад за п. 4, який відрізняється тим, що вміст сульфамату амонію і сульфату амонію складає від 2,5 до 6 % і ще переважніше від 2,6 до 4,2 %.
6. Склад за одним з пп. 1-5, який відрізняється тим, що молярне відношення сульфамату амонію і сульфату амонію складає від 0,25 до 0,75, переважно від 0,40 до 0,60.
7. Склад за одним з пп. 1-6, який відрізняється тим, що фенолформальдегідна смола вибрана з фенолформальдегідних смол, одержаних внаслідок реакції фенольної сполуки і альдегіду в присутності основного каталізатора при молярному відношенні альдегід/фенольна сполука, що перевищує 1.
8. Склад за п. 7, який відрізняється тим, що молярне співвідношення альдегід/фенольна сполука складає від 2 до 5 і переважно від 2,3 до 4,2.
9. Склад за п. 7 або 8, який відрізняється тим, що фенольною сполукою є фенол, а альдегідом є формальдегід.
10. Склад за п. 9, який відрізняється тим, що смола характеризована вмістом вільного фенолу, який менше або дорівнює 2 мас. % від загальної маси рідини, і вмістом вільного формальдегіду, що менший або дорівнює 10 мас. % від загальної маси рідини.
11. Склад за одним з пп. 1-10, який відрізняється тим, що вміст сечовини становить до 50 масових частин на 100 масових частин смоли і сечовини, переважно від 20 до 45 масових частин.
12. Склад за одним з пп. 1-11, який відрізняється тим, що додатково містить нижчевказані добавки в наступних пропорціях, визначених з розрахунку на 100 масових частин твердих речовин смоли і сечовини:
0-2 частин силану, зокрема аміносилану,
0-20 частин масла, як правило від 4 до 15 частин.
13. Застосування проклеювального складу за одним з пп. 1-12 для одержання теплоізоляційних і/або звукоізоляційних матеріалів з теплопровідністю ![]() менше 40 мВт/(м.К).
менше 40 мВт/(м.К).
14. Теплоізоляційний і/або звукоізоляційний матеріал на основі мінеральних волокон, який відрізняється тим, що на волокна нанесений проклеювальний склад за одним з пп. 1-12.
15. Матеріал за п. 14, який відрізняється тим, що мінеральне волокно являє собою скловолокно або азбестове волокно.
16. Матеріал за п. 14 або 15, який відрізняється тим, що має теплопровідність ![]() , яка менша або дорівнює 40 мВт/(м.К).
, яка менша або дорівнює 40 мВт/(м.К).
Текст
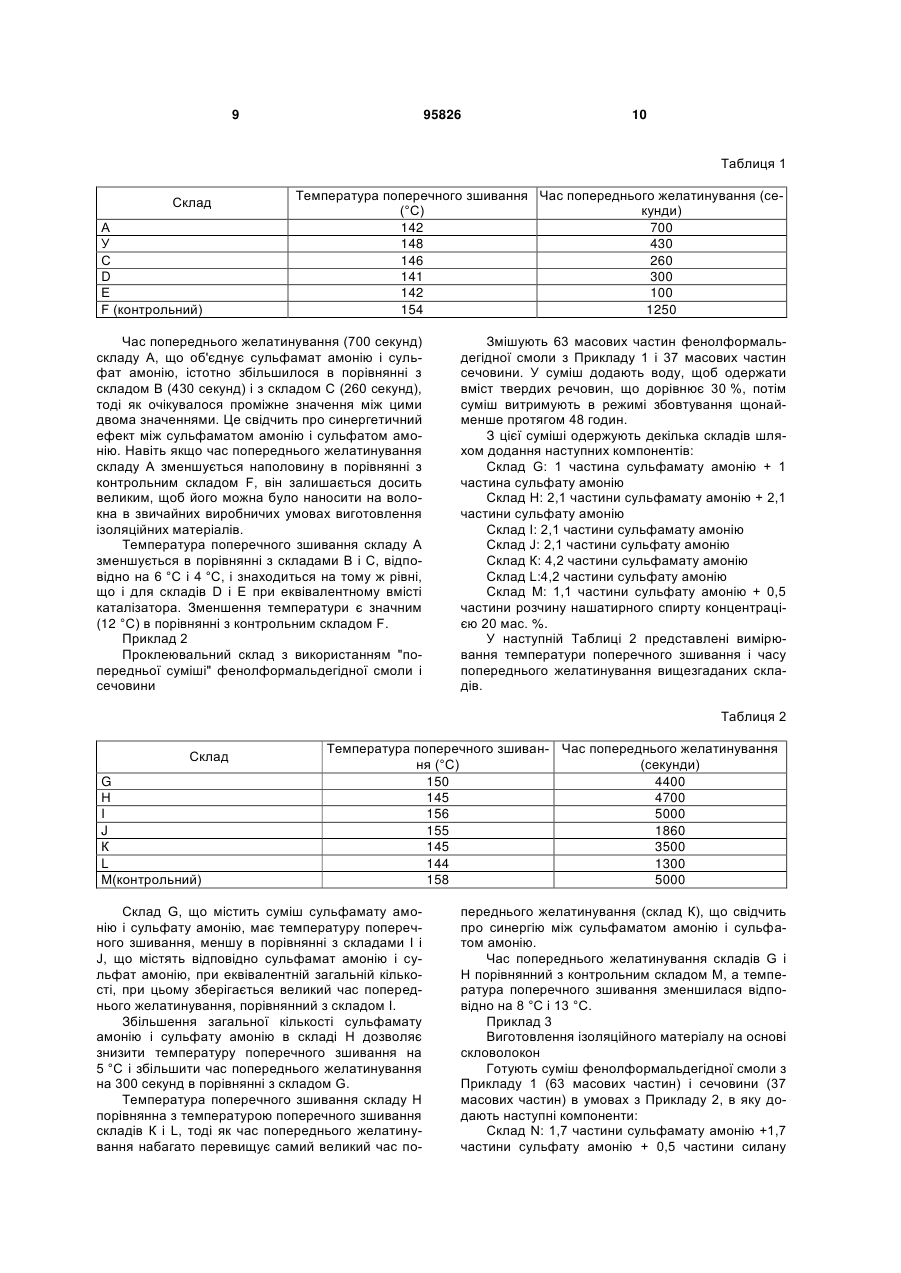
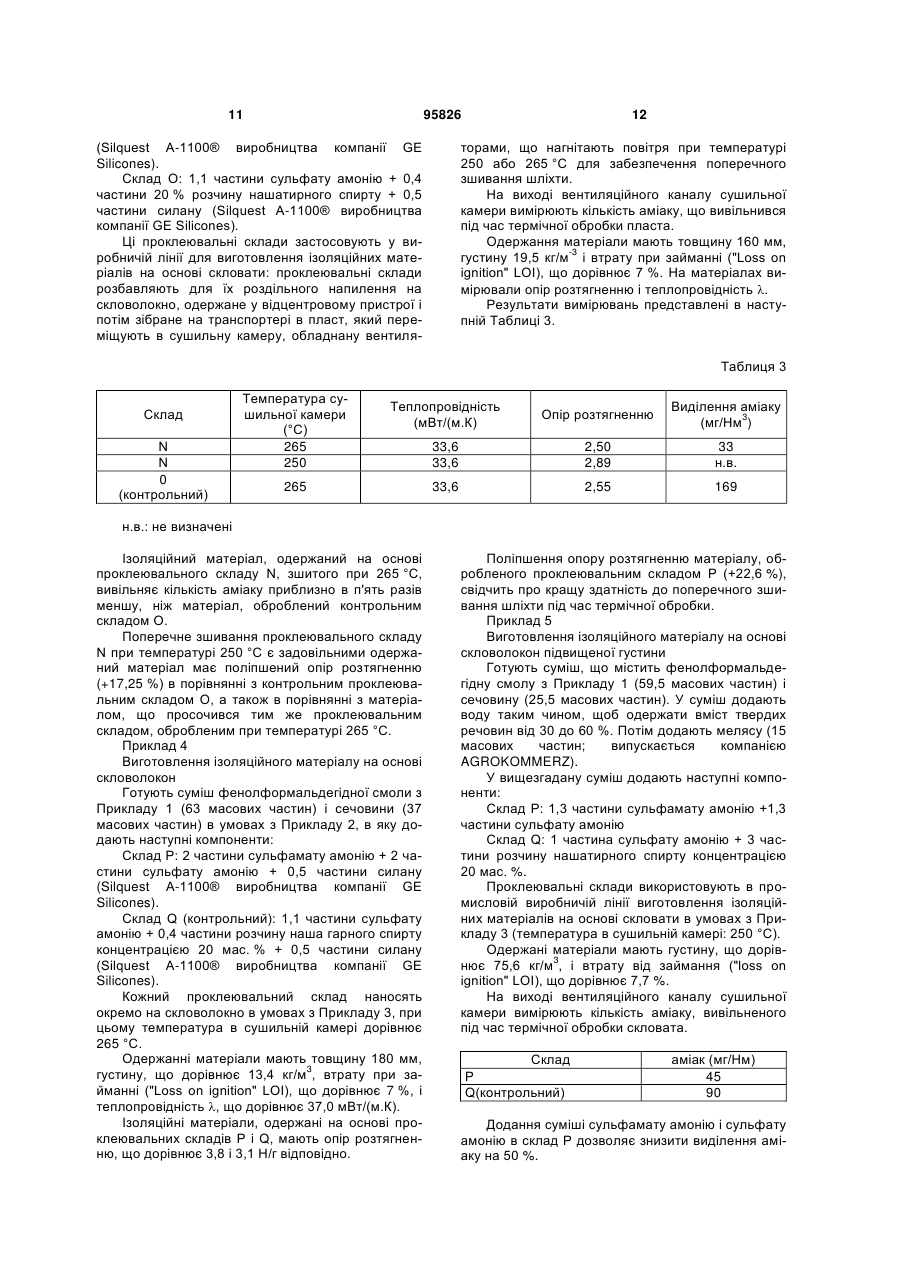
1. Проклеювальний склад для мінеральних волокон, що містить фенолформальдегідну смолу, сечовину та каталізатор поперечного зшивання, який відрізняється тим, що каталізатор є сумішшю сульфамату амонію і сульфату амонію. 2. Склад за п. 1, який відрізняється тим, що мінеральні волокна являють собою азбестові волокна або скловолокна. 3. Склад за п. 1 або 2, який відрізняється тим, що додатково містить добавки. 4. Склад за одним з пп. 1-3, який відрізняється тим, що вміст сульфамату амонію і сульфату амонію складає від 2 до 8 мас. % в перерахунку на тверду речовину смоли і сечовини. 5. Склад за п. 4, який відрізняється тим, що вміст сульфамату амонію і сульфату амонію складає від 2,5 до 6 % і ще переважніше від 2,6 до 4,2 %. 6. Склад за одним з пп. 1-5, який відрізняється тим, що молярне відношення сульфамату амонію і сульфату амонію складає від 0,25 до 0,75, переважно від 0,40 до 0,60. 7. Склад за одним з пп. 1-6, який відрізняється тим, що фенолформальдегідна смола вибрана з фенолформальдегідних смол, одержаних внаслідок реакції фенольної сполуки і альдегіду в присутності основного каталізатора при молярному від 2 (19) 1 3 Даний винахід стосується виробництва ізоляційних матеріалів, що містять мінеральні волокна, і, зокрема, стосується проклеювального складу для таких волокон, зокрема тонких волокон. Ізоляційні матеріали на основі мінеральних волокон можна виробляти з волокон, одержуваних різними способами, наприклад, за допомогою відомої технології внутрішнього або зовнішнього відцентрового волокноутворення. При центрифугуванні розплав матеріалу (як правило, скла або азбесту) подають у відцентровий пристрій, що містить множину дрібних отворів, при цьому матеріал відкидається до периферичної стінки пристрою під дією відцентрової сили і виходить з нього у вигляді ниток. На виході відцентрового пристрою нитки витягуються і захоплюються газовим потоком, який має високу температуру і високу швидкість, до приймального органу для формування пласта волокон. Для забезпечення з'єднання волокон між собою і зчеплення волокон в пласті на виході відцентрового пристрою на волокна напиляють проклеювальний склад, що містить термоотверджувану смолу. Пласт волокон, що просочилися проклеювальним складом, піддають термічній обробці (при температурі, що перевищує 100 °C), щоб забезпечити поліконденсацію смоли і одержати, таким чином, теплоізоляційний і/або звукоізоляційний матеріал, що має специфічні; властивості, зокрема, розмірну стійкість, опір розтягненню, здатність відновлення товщини після стиснення і однорідний колір. Проклеювальний склад містить смолу (як правило, у вигляді водного розчину), сечовину, каталізатор поперечного зшивання, у випадку необхідності, добавки, такі як силани і мінеральні масла, і воду. Самими поширеними термоотверджуваними смолами є фенолформальдегідні смоли, що належать до сімейства резольних смол. Резольні смоли одержують шляхом конденсації фенолу і формальдегіду в присутності основного каталізатора при молярному співвідношенні формальдегід/фенол, як правило, перевищуючому 1, таким чином, щоб сприяти реакції між фенолом і формальдегідом і знизити рівень вмісту залишкового фенолу в смолі. Сечовину додають в проклеювальний склад для скріплення вільного формальдегіду у вигляді сечовиноформальдегідних конденсатів. Каталізатором може бути сильна кислота або амонієва сіль такої кислоти, яка діє як латентний каталізатор, наприклад, амонієва сіль сульфамінової кислоти, щавлевої кислоти, сірчаної кислоти, метансульфокислоти, толуолсульфокислоіи і фенол сульфокислоти (US 5952440). Звичайно каталізатором с сульфат амонію. Хоча сульфат амонію і є дуже ефективним з точки зору поперечного зшивання смоли, разом з тим він може привести до передчасного желатинування (попереднє желатинування) смоли, яке знижує якість ізоляційного матеріалу, зокрема, його механічні властивості, які 95826 4 гіршають, оскільки смола не може правильно зв'язувати волокна. Тому, як правило, сульфат амонію використовують в суміші з інгібітором, таким як нашатирний спирт, який призначений для підтримання рН проклеювального складу на рівні основного (що дорівнює або перевищує 7), щоб цей склад залишався стабільним до термічної обробки зшивання смоли. Вимоги, що все більш посилюються, в сфері охорони навколишнього середовища примушують виробників ізоляційних матеріалів шукати рішення, що дозволяють знизити небажані виділення, характерні для проклеювального складу такого типу. Відомо, що в температурних умовах обробки пласта волокон, що просочилися в сушильній камері сечовиноформальдегідні конденсати не мають термічну стабільність і розкладаються з вивільненням формальдегіду і сечовини, яка в свою чергу перетворюється в аміак. Відомо також, що в цих же умовах нашатирний спирт може розкладатися з утворенням аміачного газу. Тому необхідно мати проклеювальні склади, які мають здатність поперечного зшивання при більш низькій температурі, щоб знизити викиди забруднень в атмосферу. Крім того, недавно з'явилися матеріали, що включають тонкі волокна, які мають поліпшені ізоляційні властивості, зокрема, їх теплопровідність менше 40 мВт/(м.К). Однак виробництво таких матеріалів утруднене, оскільки пласт просочених волокон має високу ізоляційну здатність і, отже, в середині пласта температура виявляється недостатньою для забезпечення повного поперечного зшивання смоли. Щоб усунути цей недолік, збільшують час перебування пласта в сушильній камері, але це приводить до зниження продуктивності і до додаткових витрат, пов'язаних з нагріванням сушильної камери. Необхідно також мати в своєму розпорядженні проклеювальні склади, які мають здатністю зшивання при більш низькій температурі, щоб забезпечувати виробництво ізоляційних матеріалів, що виконуються з тонких волокон, в звичайних робочих умовах, не продовжуючи час перебування пласта в сушильній камері. Для досягнення цих цілей даним винаходом пропонується проклеювальний склад, що містить термоотверджувану смолу, сечовину і каталізатор поперечного зшивання, у випадку необхідності, добавки, який відрізняється тим, що згаданий каталізатор є сумішшю сульфамату амонію і сульфату амонію. Об'єктом винаходу є також використання проклеювального складу для скріплення мінеральних волокон з метою одержання теплоізоляційних і/або звукоізоляційний матеріалів з низькою теплопровідністю , зокрема, менше 40 мВт/(м.К), а також одержані матеріали. Згідно з винаходом, як каталізатор поперечного зшивання смоли проклеювальний склад містить суміш сульфамату амонію і сульфату амонію. 5 Основною перевагою об'єднання сульфамату амонію і сульфату амонію є можливість зниження температури поперечного зшивання смоли без підвищення ризику желатинування смоли на волокнах до термічної обробки, призначеної для остаточного скріплення волокон в кінцевому ізоляційному матеріалі. При спостереженнях несподівано був відмічений синергетичний ефект, пов'язаний з об'єднанням двох вищезгаданих сполук, який виявився в підтриманні часу попереднього желатинування, близького до часу при використанні тільки одного сульфамату амонію, і навіть в деяких умовах, які будуть описані нижче, в збільшенні часу попереднього желатинування. Крім того, згадане об'єднання дозволяє додати проклеювальному складу стабільність, при якій можна не додавати нашатирний спирт, що дозволяє знизити виділення аміаку в сушильній камері. Як правило, вміст сульфамату амонію і сульфату амонію коливається від 2 до 8 мас. % твердих речовин смоли і сечовини, переважно від 2,5 до 6 % і ще переважніше від 2,6 до 4,2 %. Переважно молярне співвідношення сульфамату амонію і сульфату амонію коливається від 0,25 до 0,75, переважно від 0,40 до 0,60. Термоотверджувану смолу відповідно до даного винаходу вибирають з фенолформальдегідних смол, що одержуються внаслідок реакції фенольної сполуки і альдегіду в присутності основного каталізатора при молярному співвідношенні альдегід/фенольна сполука, що перевищує 1. Переважно фенольною сполукою є фенол, а альдегідом є формальдегід. Термоотверджувана смола може містити одну або декілька вищезгаданих фенолформальдегідних смол. Такі смоли можна одержувати при температурному циклі, що містить три фази: фазу нагрівання, температурне плато і фазу охолоджування. У першій фазі здійснюють реакцію альдегіду і фенольної сполуки в присутності основного каталізатора з поступовим нагріванням до температури від 60 до 75 °C, переважно приблизно до 75 °C. Молярне співвідношення альдегід/фенольна сполука перевищує 1, переважно коливається від 2 до 5 і ще переважніше - від 2,3 до 4,2. Каталізатор можна вибирати з каталізаторів, відомих фахівцеві, наприклад, таких як триетиламін, вапно (СаО) і гідроксиди лужних або лужноземельних металів, наприклад, гідроксиду натрію, калію, кальцію або барію. Найбільш переважними є гідроксид натрію і вапно. Кількість каталізатора коливається від 2 до 15 мас. % по відношенню до маси вихідного фенолу, переважно від 5 до 9 % і ще переважніше - від 6 до 8 %. У другій фазі температуру реакційної суміші, досягнуту післянагрівання реакційної суміші (кінець першої фази), підтримують, поки міра перетворення фенолу не стане щонайменше рівною 90 %, переважно, не менше 93 % і ще переважніше - не менше 97 %. Під "мірою перетворення фенольної сполуки" потрібно розуміти кількість фенольної сполуки в 95826 6 процентному вираженні, яка брала участь в реакції конденсації з альдегідом, по відношенню до вихідної фенольної сполуки. Третя фаза охолоджування настає на стадії конденсації, яка відповідає смолі, яку ще можна розбавити водою (розріджуваність понад 1000 %). Кінцева температура охолодженої суміші становить приблизно від 20 до 25 °C. У цьому випадку "розріджуваність" визначається об'ємом деіонізованої води, який при даній температурі можна додати до одиниці об'єму водного розчину смоли до появи постійного помутніння. Як правило, вважають, що смолу можна застосовувати в проклеювальному складі, якщо її розріджуваність дорівнює або перевищує 1000 % при 20 °C. Під час третьої фази з самого початку охолоджування ("гарячий стан") і до повного охолоджування ("холодний стан") можна додавати сполуку, що містить атом азоту, який може реагувати з вільним альдегідом, наприклад, сечовину і/або алканоламін(и). Одержану смолу нейтралізують до одержання рН, що менше або дорівнює 9, переважно менше або дорівнює 8,5 і ще переважніше - менше або дорівнює 8, шляхом додання кислоти, переважно сірчаної кислоти або сульфамінової кислоти, щоб зупинити реакції конденсації фенольної сполуки і альдегіду. Переважно рН перевищує або дорівнює 4. Смоли, одержані внаслідок реакції фенолу і формальдегіду, характеризуються вмістом вільного фенолу, що менше або дорівнює 2 мас. % від загальної маси рідини, і вмістом вільного формальдегіду, що менше або дорівнює 10 мас. % від загальної маси рідини. Фенолформальдегідна кислота характеризується розріджуваністю, виміряною при 20 °C, яка щонайменше дорівнює 1000 %. До одержаної фенолформальдегідної смоли можна додати сечовину в кількості, достатній для реакції з вільним альдегідом, яка може становити до 50 масових частин на 100 масових частин смоли і сечовини, переважно від 20 до 45 масових частин. Додання сечовини звичайно проводять шляхом простою змішування з фенолформальдегідною смолою, переважно при навколишній температурі, зокрема від 20 до 25 °C. Згідно з першим варіантом, сечовину додають до смоли для утворення "попередньої суміші", яку можна зберігати протягом деякого часу до змішування з іншими компонентами для одержання проклеювального складу, що наноситься на мінеральні волокна. Сечовина, що міститься в попередній суміші, може являти собою всю кількість сечовини, що додається, або тільки її частину, а іншу частину вводять під час виробництва проклеювального складу. Згідно з другим варіантом, проклеювальний склад одержують безпосередньо перед використанням шляхом простого змішування сечовини і інших компонентів. Проклеювальний склад відповідно до даного винаходу може також містити вказані нижче доба 7 вки в наступних пропорціях, що визначаються на основі 100 масових частин твердих речовин смоли і сечовини: 0-2 частин силану, зокрема аміносилану, 0-20 частин масла, як правило від 4 до 15 частин. Роль добавок відома, і її можна згадати лише коротко: силан є зв'язуючим між волокнами і смолою і виконує також функцію засобу проти старіння; масла с засобами проти попадання пилу і водовідштовхувальними засобами. Проклеювальний склад може також містити щонайменше один сахарид, призначений для зменшення кількості фенолформальдегідної смоли в шліхті і який додається для зниження її вартості. Природу сахариду і його вміст в проклеювальному складі вибирають таким чином, щоб істотно не змінювати властивості зв'язуючого в кінцевому ізоляційному матеріалі. Найбільш переважними є сахариди природного походження, наприклад, меляса цукрової тростини або буряка. Сахарид можна додавати в проклеювальний склад в кількості, яка може досягати 15 масових частин з розрахунку на 100 масових частин твердих речовин смоли, сечовини і сахариду. Проклеювальний склад можна наносити на мінеральні волокна, зокрема на скловолокно або азбестові волокна. Звукоізоляційні і/або теплоізоляційні матеріали, одержані з цих шліхтованих волокон, також є об'єктом даного винаходу. Зокрема, нанесення проклеювального складу на тонкі волокна дозволяє одержати ізоляційні матеріали з теплопровідністю менше 40 мВт/(м.К). Нижченаведені приклади ілюструють даний винахід, але при цьому не є обмежувальними. У цих прикладах застосовують наступні методи аналізу: - температуру поперечного зшивання визначають за допомогою методу, який називається динамічним механічним аналізом (DMA), який дозволяє охарактеризувати в'язкопружну поведінку полімерного матеріалу. Аналіз проводять таким чином: зразок скловолокнистого паперу просочують водним розчином (30 мас. % твердих речовин), що тестується, потім його кріплять горизонтально між двома нерухомими затисками. На верхньому боці зразка розташовують хитний елемент і з'єднують його з пристроєм вимірювання напруги в залежності від прикладеної деформації, що дозволяє обчислити модуль пружності Е. Зразок нагрівають до температури, що змінюється від 30 до 250 °C з швидкістю 4 °C/хв. На основі цих вимірювань будують криву зміни модуля пружності Ε (в МПа) в залежності від температури (в °С). Температура в точці вигину (dE/dT max) кривої 95826 8 відповідає температурі поперечного зшивання, вираженій в °С; - час попереднього желатинування вимірюють таким чином: водний розчин при 30 мас. % твердих речовин вміщують в реометр з конфігурацією площина-площина і вимірюють в'язкість в режимі хитання при постійній деформації (0,1 %) при 80 °C (ізотермія). Час попереднього желатинування в секундах є часом, необхідним для досягнення в'язкості, що дорівнює 8 Па.с; - опір розтягненню вимірюють згідно з стандартом ASTM С 686-71T на зразку, вирізаному за допомогою штампу з ізоляційного матеріалу. Зразок має форму тора довжиною 122 мм, шириною 46 мм, з радіусом кривизни обрізного зовнішнього краю, що дорівнює 38 мм, і радіусом кривизни внутрішнього краю, що дорівнює 12,5 мм. Зразок розташовують між двома циліндричними оправками випробувальної машини, одна з яких є пересувною і переміщається з постійною швидкістю. Вимірюють зусилля розриву F (в Η) зразка і обчислюють опір розтягненню за допомогою відношення зусилля розриву F до маси зразка, вираженого в Н/м. Приклад 1 Проклеювальний склад, що готується перед використанням Одержують фенолформальдегідну смолу за допомогою реакції формальдегіду і фенолу (молярне співвідношення формальдегід/фенол дорівнює 3,2) в присутності каталізатора (NaOH; 6 мас. % відносно фенолу) в описаних вище температурних умовах до досягнення міри перетворення фенолу, перевищуючої 97 %. Після цього смолу нейтралізують до рН 7,3 сульфаміновою кислотою. Змішують 70 масових частин фенол формальдегідної смоли і 30 масових частин сечовини. У суміш додають воду, щоб одержати вміст твердих речовин, що дорівнює 30 %. З цієї суміші одержують декілька складів шляхом додання наступних компонентів: Склад А: 2,5 частин сульфамату амонію + 2,5 частин сульфату амонію Склад В: 2,5 частин сульфамату амонію Склад С: 2,5 частин сульфату амонію Склад D: 5 частин сульфамату амонію Склад Е: 5 частин сульфату амонію Склад F: 1 частина сульфату амонію + 2 частини розчину нашатирного спирту концентрацією 20 мас. %. У наступній Таблиці 1 представлені вимірювання температури поперечного зшивання і часу попереднього желатинування вищезгаданих складів. 9 95826 10 Таблиця 1 Склад А У С D Ε F (контрольний) Температура поперечного зшивання Час попереднього желатинування (се(°С) кунди) 142 700 148 430 146 260 141 300 142 100 154 1250 Час попереднього желатинування (700 секунд) складу А, що об'єднує сульфамат амонію і сульфат амонію, істотно збільшилося в порівнянні з складом В (430 секунд) і з складом С (260 секунд), тоді як очікувалося проміжне значення між цими двома значеннями. Це свідчить про синергетичний ефект між сульфаматом амонію і сульфатом амонію. Навіть якщо час попереднього желатинування складу А зменшується наполовину в порівнянні з контрольним складом F, він залишається досить великим, щоб його можна було наносити на волокна в звичайних виробничих умовах виготовлення ізоляційних матеріалів. Температура поперечного зшивання складу А зменшується в порівнянні з складами В і С, відповідно на 6 °C і 4 °C, і знаходиться на тому ж рівні, що і для складів D і Ε при еквівалентному вмісті каталізатора. Зменшення температури є значним (12 °C) в порівнянні з контрольним складом F. Приклад 2 Проклеювальний склад з використанням "попередньої суміші" фенолформальдегідної смоли і сечовини Змішують 63 масових частин фенолформальдегідної смоли з Прикладу 1 і 37 масових частин сечовини. У суміш додають воду, щоб одержати вміст твердих речовин, що дорівнює 30 %, потім суміш витримують в режимі збовтування щонайменше протягом 48 годин. З цієї суміші одержують декілька складів шляхом додання наступних компонентів: Склад G: 1 частина сульфамату амонію + 1 частина сульфату амонію Склад Н: 2,1 частини сульфамату амонію + 2,1 частини сульфату амонію Склад І: 2,1 частини сульфамату амонію Склад J: 2,1 частини сульфату амонію Склад К: 4,2 частини сульфамату амонію Склад L:4,2 частини сульфату амонію Склад М: 1,1 частини сульфату амонію + 0,5 частини розчину нашатирного спирту концентрацією 20 мас. %. У наступній Таблиці 2 представлені вимірювання температури поперечного зшивання і часу попереднього желатинування вищезгаданих складів. Таблиця 2 Склад G Η І J К L М(контрольний) Температура поперечного зшиван- Час попереднього желатинування ня (°С) (секунди) 150 4400 145 4700 156 5000 155 1860 145 3500 144 1300 158 5000 Склад G, що містить суміш сульфамату амонію і сульфату амонію, має температуру поперечного зшивання, меншу в порівнянні з складами І і J, що містять відповідно сульфамат амонію і сульфат амонію, при еквівалентній загальній кількості, при цьому зберігається великий час попереднього желатинування, порівнянний з складом І. Збільшення загальної кількості сульфамату амонію і сульфату амонію в складі Η дозволяє знизити температуру поперечного зшивання на 5 °C і збільшити час попереднього желатинування на 300 секунд в порівнянні з складом G. Температура поперечного зшивання складу Η порівнянна з температурою поперечного зшивання складів К і L, тоді як час попереднього желатинування набагато перевищує самий великий час по переднього желатинування (склад К), що свідчить про синергію між сульфаматом амонію і сульфатом амонію. Час попереднього желатинування складів G і Η порівнянний з контрольним складом М, а температура поперечного зшивання зменшилася відповідно на 8 °C і 13 °C. Приклад 3 Виготовлення ізоляційного матеріалу на основі скловолокон Готують суміш фенолформальдегідної смоли з Прикладу 1 (63 масових частин) і сечовини (37 масових частин) в умовах з Прикладу 2, в яку додають наступні компоненти: Склад Ν: 1,7 частини сульфамату амонію +1,7 частини сульфату амонію + 0,5 частини силану 11 95826 (Silquest А-1100® виробництва компанії GE Silicones). Склад О: 1,1 частини сульфату амонію + 0,4 частини 20 % розчину нашатирного спирту + 0,5 частини силану (Silquest A-1100® виробництва компанії GE Silicones). Ці проклеювальні склади застосовують у виробничій лінії для виготовлення ізоляційних матеріалів на основі скловати: проклеювальні склади розбавляють для їх роздільного напилення на скловолокно, одержане у відцентровому пристрої і потім зібране на транспортері в пласт, який переміщують в сушильну камеру, обладнану вентиля 12 торами, що нагнітають повітря при температурі 250 або 265 °C для забезпечення поперечного зшивання шліхти. На виході вентиляційного каналу сушильної камери вимірюють кількість аміаку, що вивільнився під час термічної обробки пласта. Одержання матеріали мають товщину 160 мм, -3 густину 19,5 кг/м і втрату при займанні ("Loss on ignition" LOI), що дорівнює 7 %. На матеріалах вимірювали опір розтягненню і теплопровідність . Результати вимірювань представлені в наступній Таблиці 3. Таблиця 3 Склад Ν Ν 0 (контрольний) Температура сушильної камери (°С) 265 250 Теплопровідність (мВт/(м.К) Опір розтягненню Виділення аміаку 3 (мг/Нм ) 33,6 33,6 2,50 2,89 33 н.в. 33,6 2,55 169 265 н.в.: не визначені Ізоляційний матеріал, одержаний на основі проклеювального складу Ν, зшитого при 265 °C, вивільняє кількість аміаку приблизно в п'ять разів меншу, ніж матеріал, оброблений контрольним складом О. Поперечне зшивання проклеювального складу N при температурі 250 °C є задовільними одержаний матеріал має поліпшений опір розтягненню (+17,25 %) в порівнянні з контрольним проклеювальним складом О, а також в порівнянні з матеріалом, що просочився тим же проклеювальним складом, обробленим при температурі 265 °C. Приклад 4 Виготовлення ізоляційного матеріалу на основі скловолокон Готують суміш фенолформальдегідної смоли з Прикладу 1 (63 масових частин) і сечовини (37 масових частин) в умовах з Прикладу 2, в яку додають наступні компоненти: Склад Р: 2 частини сульфамату амонію + 2 частини сульфату амонію + 0,5 частини силану (Silquest А-1100® виробництва компанії GE Silicones). Склад Q (контрольний): 1,1 частини сульфату амонію + 0,4 частини розчину наша гарного спирту концентрацією 20 мас. % + 0,5 частини силану (Silquest Α-1100® виробництва компанії GE Silicones). Кожний проклеювальний склад наносять окремо на скловолокно в умовах з Прикладу 3, при цьому температура в сушильній камері дорівнює 265 °C. Одержанні матеріали мають товщину 180 мм, 3 густину, що дорівнює 13,4 кг/м , втрату при займанні ("Loss on ignition" LOІ), що дорівнює 7 %, і теплопровідність , що дорівнює 37,0 мВт/(м.К). Ізоляційні матеріали, одержані на основі проклеювальних складів Ρ і Q, мають опір розтягненню, що дорівнює 3,8 і 3,1 Н/г відповідно. Поліпшення опору розтягненню матеріалу, обробленого проклеювальним складом Р (+22,6 %), свідчить про кращу здатність до поперечного зшивання шліхти під час термічної обробки. Приклад 5 Виготовлення ізоляційного матеріалу на основі скловолокон підвищеної густини Готують суміш, що містить фенолформальдегідну смолу з Прикладу 1 (59,5 масових частин) і сечовину (25,5 масових частин). У суміш додають воду таким чином, щоб одержати вміст твердих речовин від 30 до 60 %. Потім додають мелясу (15 масових частин; випускається компанією AGROKOMMERZ). У вищезгадану суміш додають наступні компоненти: Склад Р: 1,3 частини сульфамату амонію +1,3 частини сульфату амонію Склад Q: 1 частина сульфату амонію + 3 частини розчину нашатирного спирту концентрацією 20 мас. %. Проклеювальні склади використовують в промисловій виробничій лінії виготовлення ізоляційних матеріалів на основі скловати в умовах з Прикладу 3 (температура в сушильній камері: 250 °C). Одержані матеріали мають густину, що дорів3 нює 75,6 кг/м , і втрату від займання ("loss on ignition" LOI), що дорівнює 7,7 %. На виході вентиляційного каналу сушильної камери вимірюють кількість аміаку, вивільненого під час термічної обробки скловата. Склад Ρ Q(контрольний) аміак (мг/Нм) 45 90 Додання суміші сульфамату амонію і сульфату амонію в склад Ρ дозволяє знизити виділення аміаку на 50 %. 13 Приклад 6 Проклеювальний склад з використанням "попередньої суміші" фенолформальдегідної смоли і сечовини Готують фенолформальдегідну смолу за допомогою реакції формальдегіду і фенолу (молярне співвідношення формальдегід/фенол дорівнює 4) в присутності каталізатора (NaOH: 5 мас. % по відношенню до фенолу), при цьому другу фазу, згадану в описі, здійснюють при 70 °C протягом 60 хвилин. Після цього смолу нейтралізують до рН 7,4 сірчаною кислотою. Змішують 67 масових частин фенолформальдегідної смоли і 33 масові частини сечовини. У суміш додають воду таким чином, щоб одержати вміст твердих речовин від 30 до 60 %, потім суміш витримують в режимі збовтування щонайменше протягом 8 годин. За допомогою суміші готують нижченаведені склади шляхом додання наступних компонентів: Склад R: 1,3 частини сульфамату амонію +1,3 частини сульфату амонію Комп’ютерна верстка А. Рябко 95826 14 Склад S (контрольний): 1,8 частини сульфату амонію + 2,5 частини розчину нашатирного спирту концентрацією 20 мас. %. Склади R і S (контрольний) характеризуються часом попереднього желатинування, що дорівнює 2035 секундам і 2090 секундам відповідно. Вважається, що ці значення часу попереднього желатинування є подібними. Проводять поперечне зшивання складів R і S при 180 °C і вимірюють кількість аміаку, що виділився під час зшивання: Склад R S(контрольний) аміак (г/кг проклеювального складу) 0,86 2,09 Додання суміші сульфамату амонію і сульфату амонію в склад R дозволяє знизити виділення аміаку на 58,85 %. Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюGlue composition for mineral fibres containing a phenolic resin, use thereof and heat insulating and/or sound-insulating material
Автори англійськоюDouce, Jerome, Dekoninck, Alexandra, Chopin, Veronique
Назва патенту російськоюПроклеивающий состав для минеральных волокон, содержащий фенолформальдегидную смолу, его применение и теплоизоляционный и/или звукоизоляционный материал
Автори російськоюДус Жером, Деконенк Александра, Шопен Вероник
МПК / Мітки
МПК: C09J 161/00, C08G 14/00, E04B 1/74, C08J 5/24, C03C 25/34
Мітки: мінеральних, застосування, звукоізоляційний, теплоізоляційний, волокон, смолу, проклеювальний, склад, матеріал, містить, фенолформальдегідну
Код посилання
<a href="https://ua.patents.su/7-95826-prokleyuvalnijj-sklad-dlya-mineralnikh-volokon-shho-mistit-fenolformaldegidnu-smolu-jjogo-zastosuvannya-ta-teploizolyacijjnijj-i-abo-zvukoizolyacijjnijj-material.html" target="_blank" rel="follow" title="База патентів України">Проклеювальний склад для мінеральних волокон, що містить фенолформальдегідну смолу, його застосування та теплоізоляційний і/або звукоізоляційний матеріал</a>
Клейовий склад для ізоляційного матеріалу на основі мінеральних волокон, його застосування, теплоізоляційний і/або звукоізоляційний матеріал та спосіб його одержання
Номер патенту: 82573
Опубліковано: 25.04.2008
Автори: Еспіар Філіпп, Лезьєр Ізабель, Маєкс Брюно
МПК: C03C 25/24
Мітки: матеріалу, спосіб, ізоляційного, склад, теплоізоляційний, мінеральних, волокон, звукоізоляційний, клейовий, одержання, матеріал, застосування, основі
Формула / Реферат:
1. Водний клейовий склад для ізоляційних матеріалів на основі мінеральних волокон, зокрема скловати або мінеральної вовни, який містить епоксидну смолу типу простого гліцидилового ефіру і аміновмісний отверджувач, який відрізняється тим, що він додатково містить прискорювач, вибраний з імідазолів, імідазолінів і їх сумішей.2. Склад за п. 1, який відрізняється тим, що прискорювач являє собою імідазол, 1-метилімідазол, 2-метилімідазол,...
Фенольна смола, спосіб її одержання, апретувальний склад для мінеральних волокон, його застосування та ізоляційний матеріал
Номер патенту: 95314
Опубліковано: 25.07.2011
Автори: Пон І Молль Олів'є, Тетар Серж, Жиньу Венсан
МПК: C08L 61/34, C08G 14/00, C09J 161/00
Мітки: одержання, апретувальний, матеріал, ізоляційний, мінеральних, смола, волокон, фенольна, застосування, спосіб, склад
Формула / Реферат:
1. Рідка смола, призначена для введення в рецептуру апретувального складу для мінеральних волокон, що складається по суті з фенолоформальдегідного і фенолоформальдегідамінного конденсатів і має розводжуваність водою при 20 °С, що щонайменше дорівнює 1000 %, яка містить вільного формальдегіду 0,1 % або менше від загальної маси рідини.2. Смола за п. 1, яка відрізняється тим, що вона містить вільного фенолу 0,5 % або менше від загальної...
Фенольна смола, спосіб її одержання, апретуючий склад для мінеральних волокон, його застосування та ізоляційний матеріал
Номер патенту: 94966
Опубліковано: 25.06.2011
Автори: Тетар Серж, Пон І Молль Олів'є, Жиньу Венсан
МПК: C08L 61/34, C08G 14/00, C09J 161/00
Мітки: склад, фенольна, спосіб, одержання, волокон, матеріал, апретуючий, застосування, ізоляційний, смола, мінеральних
Формула / Реферат:
1. Рідка смола, призначена для введення в рецептуру апретуючого складу для мінеральних волокон, що складається по суті з фенолоформальдегідного і фенолоформальдегідамінного конденсатів і яка має розріджуваність водою при 20 °С щонайменше таку, що дорівнює 1000 %, і яка містить вільного формальдегіду 0,3 % або менше, і яка містить вільного фенолу 0,5 % або менше, причому вмісти виражені по відношенню до загальної маси рідини.2. Смола...
Пристрій для одержання мінеральних волокон, його застосування та спосіб одержання продукту на основі мінеральних волокон
Номер патенту: 88445
Опубліковано: 26.10.2009
Автори: Гіо Даніель, Марікур Жан-Пьєр
МПК: C03B 37/04
Мітки: застосування, продукту, волокон, пристрій, мінеральних, одержання, спосіб, основі
Формула / Реферат:
1. Пристрій для одержання мінеральних волокон шляхом внутрішнього центрифугування, який містить:центрифугу (1), яка обертається навколо осі X, більш конкретно, вертикальної, периферична стрічка (11) якої має велику кількість отворів (12),кошик (2), дно (20) якого з'єднане з внутрішньою частиною центрифуги (1),пристрій для витягування за допомогою газу при високій температурі у вигляді кільцевого пальника...
Смола для зв’язувального агента мінеральних волокон та спосіб її одержання, зв’язувальний агент для мінеральних волокон та продукти з цих мінеральних волокон
Номер патенту: 73130
Опубліковано: 15.06.2005
Автори: Станнсенс Дірк Арман Вім, Ніссен Повл, Хюсемоен Тор, Хансен Ерлінг
МПК: C03C 25/24
Мітки: агента, цих, мінеральних, продукти, одержання, смола, спосіб, зв'язувального, волокон, зв'язувальний, агент
Формула / Реферат:
1. Смола для зв'язувального агента, прийнятного для зв'язування мінеральних волокон, таких як скловата або кам'яна вата, що містить продукт реакції суміші аміну з двома ангідридами, який вільний від полімерів, яка відрізняється тим, що перший та другий ангідрид є різними циклічними ангідридами, перший циклічний ангідрид є аліфатичним ангідридом, а другий циклічний ангідрид є ароматичним ангідридом.2. Смола за п. 1, яка відрізняється...
Попередній патент: Спосіб підсилення проникнення гербіцидів та сафенерів у рослини
Наступний патент: Спосіб ідентифікації виду еймерій великої рогатої худоби
Випадковий патент: Спосіб видобування та переробки нафти та пристрій для його здійснення