Спосіб виготовлення термоелектричної багатоелементної батареї

Формула / Реферат
Спосіб виготовлення термоелектричної багатоелементної батареї, який включає: виготовлення пластин n- i р тину провідності з нанесенням на торцеві поверхні антидифузійних шарів; виготовлення прорізів у пластинах, покриття внутрішніх поверхонь пластин з прорізами електроізоляційним компаундом; з'єднання пластин таким чином, щоб між ними утворився зазор, заповнений компаундом; видалення непрорізаних частин до утворення гілок термоелементів, з'єднаних між собою; формування термоелектричної батареї із елементарних заготовок; комутацію гілок термоелементів; формування теплопереходів на холодній і гарячих сторонах термобатареї, який відрізняється тим, що на торцеві поверхні пластин крім антидифузійних шарів наносять покриття, що покращує процес спаювання гілок термоелементів між собою; на бокових поверхнях попарно розташованих пластин n- і р типу провідності формують пази з глибиною не меншою за один із поперечних розмірів гілок термоелементів, інший розмір яких задається відстанню між пазами; утворення пазів здійснюється під кутом до поздовжньої осі симетрії пластин, тангенс якого дорівнює відношенню висоти пластини до відстані між пазами на пластинах; виготовлення заготовок для термобатареї здійснюється шляхом склеювання електроізоляційним компаундом через електроізоляційну прокладку пластин n- i р типу провідності площинами, на яких зроблені пази, із суміщенням останніх; групову комутацію торцевих поверхонь пластин виконують до видалення непрорізаної частини їх матеріалу; другий розмір перерізу гілок термоелементів та утворення спіральної заготовки для термобатареї зі скомутованими гілками термоелементів у ній забезпечується внаслідок видалення непрорізаних пазами частин матеріалу пластин; завершення монтажу термоелектричної батареї виконується шляхом з'єднання заданої кількості спіральних заготовок для термобатареї електроізоляційним компаундом з прокладкою із електроізоляційного нетеплопровідного матеріалу та їх комутації між собою.
Текст
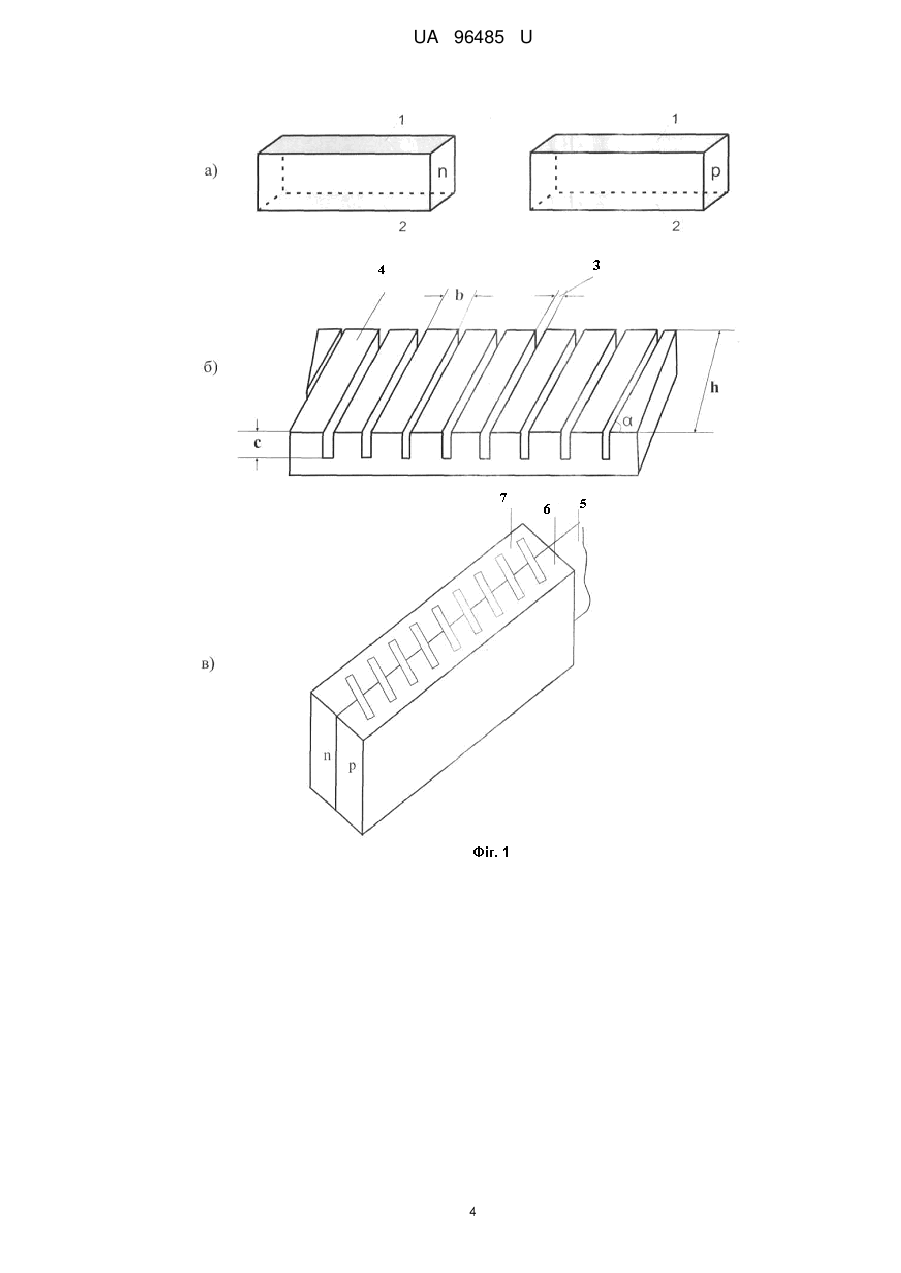
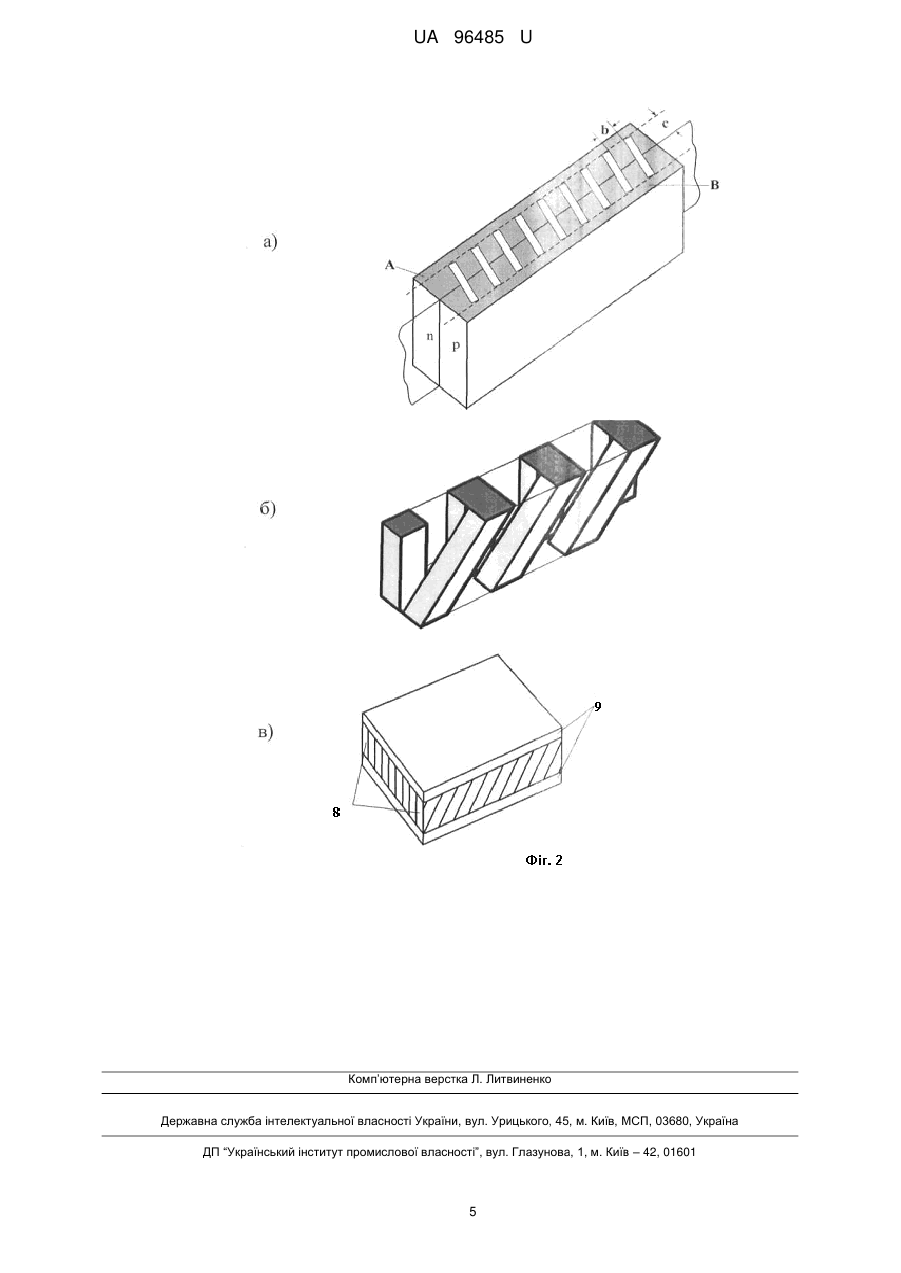
Реферат: UA 96485 U UA 96485 U 5 10 15 20 25 30 35 40 45 50 55 Запропонована корисна модель належить до області термоелектрики, зокрема до способу виготовлення термоелектричних мікробатарей, які можуть застосовуватися як для генерації електричної енергії (термоелектричні мікрогенератори), так і для термоелектричного охолодження або нагріву, а також для пристроїв вимірювальної техніки. Відомо [1], що чим менший перепад температури може бути досягнутий на робочих поверхнях термоелектричного генератора (ТЕГ), тим більше гілок термоелементів він має для забезпечення вихідної напруги такого термоелектричного перетворювача теплової енергії в електричну. Із теплофізики ґрунтів [2] відомо, що у активному шарі ґрунту, під яким розуміють шар, у якому відбувається перетворення сонячної енергії в інші види енергії [3] постійно існують теплові потоки, що зумовлюють різницю температури за профілем ґрунту. Однак величина перепаду температури у ґрунті є порівняно малою і складає від одиниць до кількох десятків градусів для різних кліматичних зон. Такі особливості теплоутворення в ґрунті накладають певні вимоги до конструкції ТЕГ, призначеного для роботи в ґрунті. Термоелектрична батарея ТЕГ має містити велику кількість (іноді - тисячі штук) мікромініатюрних гілок термоелементів. Тому створення мікромініатюрних термобатарей для ґрунтових ТЕГ є складною технологічною задачею. Спроби створення таких мікробатарей зводились до використання плівкових технологій [4]. Були створені плівкові термобатареї у вигляді стрічок, які потім можна згорнути у компактний рулон. Для виготовлення таких батарей використовувались магнетронне напилення та інші технології в сукупності з методами фотолітографії. У батареях були використані термоелектричні матеріали на основі Ві-Тe. Однак, результати випробувань плівкових термобатарей виявили низку їх суттєвих недоліків: підкладки, на яких формувалися термобатареї, шунтували тепловий потік, що призводило до зниження ККД; різний коефіцієнт лінійного розширення плівок і підкладки (зазвичай поліемід, 5 мкм) призводив до виникнення термічних напружень у термобатареях, що сприяло відмовам під час їх роботи; процеси рекристалізації у плівках призводили до деградації батарей і погіршення їх термоелектричних властивостей; створення надійних теплових контактів між термобатареєю, джерелом тепла і корпусом викликало труднощі, що призводило до додаткових втрат різниці температур на гранях термоелектричної батареї. Сукупність перерахованих вище проблем врешті призвела до відмови від застосування плівкових батарей у термоелектричних мікрогенераторах. Значно кращий спосіб виготовлення мікробатарей із гілками, переріз яких складає від 0,02×0,02 (мм) до 1,0×1,0 (мм), а довжина до 30 мм, вибраний як найближчий аналог, наведено в [5]. Він значно спрощує та механізує технологію виготовлення термобатарей для різних типів ТЕГ. Спосіб, описаний в [5] включає підготовку пластин n- і р-типу провідності з нанесенням на торцеві поверхні анти дифузійних шарів, виготовлення прорізів у цих пластинах, покриття внутрішніх поверхонь пластин з прорізами електроізоляційним компаундом та з'єднання пластин таким чином, щоб між ними утворився зазор 10-30 мкм, заповнений компаундом; після полімеризації компаунду зовнішні частини пластин видаляють до утворення пластин, які складаються з гілок n-i р-типу провідності, з'єднаних між собою; пластини з гілок n- і р-типу провідності розташовують одна над одною та з'єднують компаундом для формування термоелектричної мікробатареї, комутацію гілок якої здійснюють металізованими антидифузійними шарами; теплопереходи на гарячій і холодній поверхнях термоелектричної мікробатареї створюють високотемпературним компаундом з теплопровідними наповнювачами. Поряд з рядом очевидних переваг перед відомими способами виготовлення термобатарей з мікромініатюрними гілками термоелементів запропонований в [5] спосіб має ряд недоліків, до яких можна віднести наступні: - при влаштуванні прорізів у пластинах n- і р-типу провідності необхідно забезпечити високу точність обробки матеріалу, що є досить складною задачею. Технологічно важко, а іноді і неможливо забезпечити і зафіксувати компаундом до його полімеризації зазор в 10÷30 мкм між гілками; - після отримання пластин, які складаються з гілок n- і р-типу провідності з'єднаних між собою по бокових гранях компаундом, необхідно забезпечити їх індивідуальну попарну комутацію, а потім комутацію таких пластин одна з одною. Комутацію гілок одна з одною можна робити в запропонованому способі лише після формування блока всієї термобатареї. У противному випадку, при нагрівання окремих гілок термоелементів у пластині компаунд буде ставати м'яким, пластини будуть деформуватися, а бокові грані пластини піддаватимуться забрудненню флюсом, миючими засобами і т.і.; 1 UA 96485 U 5 10 15 20 25 30 35 40 45 50 55 60 - висота гілок термоелементів, яка є однією із визначальних характеристик для енергетичних параметрів термобатареї, обмежується висотою вихідних заготовок n- і р-типу провідності. Тому задачею запропонованого способу виготовлення термоелектричної батареї є розробка більш досконалої, позбавленої вищезазначених недоліків технології. Запропонований спосіб значно спрощує процес виготовлення термобатареї, істотно скорочує обсяг ручної праці, так як дозволяє автоматизувати групову комутацію гілок термоелементів. Істотною перевагою запропонованого технічного рішення є також і те, що воно дозволяє створювати термобатарею із гілками спірального типу. При цьому при накладенні обмежень по висоті термобатареї, її гілки термоелементів можуть мати висоту більшу за висоту термобатареї, що істотно розширює сферу застосувань таких термобатарей. Крім цього при розташуванні гілок термоелементів у термобатареї під кутом, площа їх перерізу може бути більшою, ніж при прямому їх розміщенні. Такі особливості розширюють можливості варіювання енергетичних параметрів термобатареї при накладанні певних обмежень по її геометричних розмірах в цілому. Поставлена задача вирішується тим, що спосіб виготовлення термоелектричної мікробатареї, що включає виготовлення пластин n-i р-типу провідності з нанесенням на торцеві поверхні антидифузійних шарів; виготовлення прорізів у пластинах, покриття внутрішніх поверхонь пластин з прорізами електроізоляційним компаундом; з'єднання пластин таким чином, щоб між ними утворився зазор, заповнений компаундом; видалення непрорізаних частин до утворення гілок термоелементів, з'єднаних між собою; формування термоелектричної батареї із елементарних заготовок; комутацію гілок термоелементів; формування теплопереходів на холодній і гарячій сторонах термобатареї, згідно з корисною моделлю, на торцеві поверхні пластин крім антидифузійних шарів наносять покриття, що покращує процес спаювання гілок термоелементів між собою; на бокових поверхнях попарно розташованих пластин n- і р-типу провідності формують пази з глибиною не меншою за один із поперечних розмірів гілок термоелементів, інший розмір яких задається відстанню між пазами; утворення пазів здійснюється під кутом до поздовжньої осі симетрії пластин, тангенс якого дорівнює відношенню висоти пластини до відстані між пазами на пластинах; виготовлення заготовок для термобатареї здійснюється шляхом склеювання електроізоляційним компаундом через електроізоляційну прокладку пластин n-i р-типу провідності площинами, на яких зроблені пази, із суміщенням останніх; групову комутацію торцевих поверхонь пластин виконують до видалення непрорізаної частини їх матеріалу; другий розмір перерізу гілок термоелементів та утворення спіральної заготовки для термобатареї зі скомутованими гілками термоелементів у ній забезпечується внаслідок видалення непрорізаних пазами частин матеріалу пластин; завершення монтажу термоелектричної батареї виконується шляхом з'єднання заданої кількості спіральних заготовок для термобатареї електроізоляційним компаундом з прокладкою із електроізоляційного нетеплопровідного матеріалу та їх комутації між собою. Запропонований спосіб виготовлення багатоелементної термобатареї з мікромініатюрними гілками термоелементів окрім відомих технологічних прийомів включає принципово нові технологічні операції, а саме: нанесення на торцеві поверхні пластин крім антидифузійних шарів, шару покриття, що покращує процес спаювання гілок термоелементів між собою (зазвичай це - олово-вісмутовий шар); формування пазів у пластинах n- і р-типу провідності під кутом до поздовжньої осі пластин, тангенс, величини якого визначаються, як відношенню висоти пластини (фактично - висоти гілки термоелемента) до кроку, з яким формуються пази у пластині (до відстані між пазами, що зумовлює один з поперечних розмірів гілки термоелемента); формування заготовок спіральних термобатарей шляхом попарного склеювання пластин електроізоляційним компаундом через поліамідну прокладку, площинами, на яких зроблені пази, із суміщенням останніх на протилежних торцях пластин n- і р-типу провідності; групову комутацію торцевих поверхонь пластин до видалення непрорізаної частини пластин; формування другого розміру з перерізу гілок термоелементів та їх комутацією; видалення непрорізаної частини матеріалу пластин; виготовлення термоелектричної батареї зі спіральних проміжних термобатарей та їх електричну комутацію між собою. Промислове використання запропонованого способу, виготовлення термоелектричної мікробатареї, не вимагає застосування спеціальних технологій та матеріалів, його реалізація можлива на існуючих підприємствах термоелектричного приладобудування. Наведене креслення демонструє ідею запропонованого способу виготовлення термоелектричної мікробатареї. Такий спосіб полягає в наступному: Спочатку виготовляють прямокутні пластини n- і р-типу провідності з нанесенням на їх торцеві поверхні 1 і 2, фіг. 1а антидифузійних шарів та покриття, що покращує процес 2 UA 96485 U 5 10 15 20 25 спаювання гілок термоелементів між собою при їх комутації. На багатострунному розрізувальному верстаті у попарно розташованих пластинах n- і р-типу провідності під заданим кутом α роблять пази 3 із заданим кроком, формуючи при цьому один з поперечних розмірів b майбутніх гілок термоелементів 4. Прорізання пазів у пластинах при цьому здійснюють на глибину, що перевищує другий розмір гілок термоелементів c. Пази у пластинах n-i р-типу провідності прорізають під кутом до поздовжньої осі симетрії пластин. Тангенс кута α дорівнює відношенню висоти пластин h до відстані між пазами, що фактично є рівною розміру b гілки термоелемента, фіг. 1б. Далі попарно склеюють через тепло і електроізоляційну прокладку 5 (наприклад поліамідну плівку товщиною 5 мкм) за допомогою високотемпературного електроізоляційного компаунду пластини 7 і 6 n- і р-типу провідності, таким чином, щоби пази співпали один з одним по торцевих гранях, фіг. 1в. Після полімеризації компаунду виконують суцільну комутацію пластин по їх торцях, після чого видаляють непрорізані пазами частини А і Б, фіг. 2а, формуючи таким чином другий розмір гілок термоелементів c та утворюючи спіральну термобатарею зі скомутованими гілками термоелементів, фіг. 2б. Із таких спіральних термобатарей 8 формують блок багатоелементної термоелектричної батареї, після чого виготовляють теплопереходи 9 термобатареї, фіг. 2в. Практичні застосування заявленого способу у технології виготовлення термобатарей підтвердили ефективність його використання для виготовлення термоелектричних мікробатарей з великою кількістю гілок n- і р-типу провідності. Джерела інформації: 1. Анатычук Л.И. Термоэлементы и термоэлектрические устройства: Справочник. - К.: Наукова думка, 1979. - 768 с. 2. Чудновский А.Ф. Теплофизика почв. - М.: Наука, 1976. 3. Микитюк П.Д. О термоэлектрическом преобразовании тепловых потоках в почве //Термоэлектричество. - № 1. - 2003. 4. Пленочные термоэлемента: физики и применение / Гольцман Б.М., Дашевский З.М., Кайданов В.И., Коломоец Н.В., отв. ред Н.С. Лидоренко. - М.: Наука, 1985. - 232 с. 5. Спосіб виготовлення термоелектричної батареї. Анатичук Л.І., Константинович І.А., заявка тa u201403210 від 31.03.2014 p. 30 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 40 45 50 55 Спосіб виготовлення термоелектричної багатоелементної батареї, який включає: виготовлення пластин n- i р-типу провідності з нанесенням на торцеві поверхні антидифузійних шарів; виготовлення прорізів у пластинах, покриття внутрішніх поверхонь пластин з прорізами електроізоляційним компаундом; з'єднання пластин таким чином, щоб між ними утворився зазор, заповнений компаундом; видалення непрорізаних частин до утворення гілок термоелементів, з'єднаних між собою; формування термоелектричної батареї із елементарних заготовок; комутацію гілок термоелементів; формування теплопереходів на холодній і гарячих сторонах термобатареї, який відрізняється тим, що на торцеві поверхні пластин крім антидифузійних шарів наносять покриття, що покращує процес спаювання гілок термоелементів між собою; на бокових поверхнях попарно розташованих пластин n- і р-типу провідності формують пази з глибиною не меншою за один із поперечних розмірів гілок термоелементів, інший розмір яких задається відстанню між пазами; утворення пазів здійснюється під кутом до поздовжньої осі симетрії пластин, тангенс якого дорівнює відношенню висоти пластини до відстані між пазами на пластинах; виготовлення заготовок для термобатареї здійснюється шляхом склеювання електроізоляційним компаундом через електроізоляційну прокладку пластин n- i р-типу провідності площинами, на яких зроблені пази, із суміщенням останніх; групову комутацію торцевих поверхонь пластин виконують до видалення непрорізаної частини їх матеріалу; другий розмір перерізу гілок термоелементів та утворення спіральної заготовки для термобатареї зі скомутованими гілками термоелементів у ній забезпечується внаслідок видалення непрорізаних пазами частин матеріалу пластин; завершення монтажу термоелектричної батареї виконується шляхом з'єднання заданої кількості спіральних заготовок для термобатареї електроізоляційним компаундом з прокладкою із електроізоляційного нетеплопровідного матеріалу та їх комутації між собою. 3 UA 96485 U 4 UA 96485 U Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Автори англійськоюMykytiuk Pavlo Dmytrovych
Автори російськоюМикитюк Павел Дмитриевич
МПК / Мітки
МПК: H01M 8/00
Мітки: батареї, термоелектричної, виготовлення, спосіб, багатоелементної
Код посилання
<a href="https://ua.patents.su/7-96485-sposib-vigotovlennya-termoelektrichno-bagatoelementno-batare.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення термоелектричної багатоелементної батареї</a>
Спосіб виготовлення термоелектричної мікробатареї
Номер патенту: 93217
Опубліковано: 25.09.2014
Автори: Анатичук Лук'ян Іванович, Константинович Іван Аурелович
МПК: H01L 35/00
Мітки: спосіб, мікробатареї, виготовлення, термоелектричної
Формула / Реферат:
1. Спосіб виготовлення термоелектричної мікробатареї, який відрізняється тим, що включає підготовку пластин n- і р-типу провідності з нанесенням на торцеві поверхні антидифузійних шарів, виготовлення прорізів у цих пластинах, покриття внутрішніх поверхонь пластин з прорізами електроізоляційним компаундом та з'єднання пластин таким чином, щоб між ними утворився зазор 10-30 мкм, заповнений компаундом.2. Спосіб виготовлення...
Спосіб комплексного визначення теплофізичних параметрів термоелектричної батареї та термічних опорів теплопереходів
Номер патенту: 64325
Опубліковано: 10.11.2011
Автори: Куба Віталій Васильович, Лозбін Віктор Іванович
МПК: H01L 35/34
Мітки: спосіб, батареї, визначення, опорів, теплофізичних, комплексного, параметрів, термічних, теплопереходів, термоелектричної
Формула / Реферат:
Спосіб комплексного визначення теплофізичних параметрів термоелектричної батареї та термічних опорів теплопереходів шляхом вимірювання потужності нагрівального елемента та температури теплопровідних вставок при відомих значеннях теплопровідності теплоізоляційної засипки та геометричних розмірів деталей пристрою та термобатареї, який відрізняється тим, що на початку встановлюють та вимірюють температури зовнішніх обудов термобатареї та...
Спосіб виготовлення багатоелементної високонадійної термобатареї
Номер патенту: 61840
Опубліковано: 17.11.2003
Автори: Микитюк Павло Дмитрович, Анатичук Лук'ян Іванович
МПК: H01L 35/00
Мітки: багатоелементної, виготовлення, термобатареї, спосіб, високонадійної
Формула / Реферат:
1. Спосіб виготовлення термобатареї, який включає підготовку теплопереходів із неелектропровідного матеріалу з високою теплопровідністю, на яких формують відокремлені одна від одної металізовані електропровідні ділянки, розташування яких відповідає схемі комутації термоелементів у термобатареї, приєднання до електропровідних ділянок теплопереходу гілок термоелементів n- і p-типу провідності згідно із схемою їх комутації в термобатареї,...
Спосіб визначення термоелектричної добротності термобатареї
Номер патенту: 71171
Опубліковано: 10.07.2012
Автори: Лозбін Віктор Іванович, Яцук Василь Олександрович, Куба Віталій Васильович
МПК: H01L 35/34
Мітки: термоелектричної, спосіб, термобатареї, визначення, добротності
Формула / Реферат:
Спосіб визначення термоелектричної добротності термобатареї, затиснутої між нагрівачем і охолоджувачем, шляхом подачі теплових потоків на термобатарею в короткозамкненому та розімкнутому станах, який відрізняється тим, що спочатку встановлюють режим короткого замикання, для якого вимірюється тепловий потік , потім електрорушійну силу в момент розімкнення електричного кола,...
Спосіб збирання термоелектричної батареї
Номер патенту: 1195
Опубліковано: 30.12.1993
Автори: Романіка Юрій Васильович, Біліменко Сергій Іванович, Карчинський Віктор Олександрович, Демидов Леонід Олександрович, Підлєсний Володимир Віталійович, Желєзняк Анатолій Семенович
МПК: H01L 35/34
Мітки: термоелектричної, спосіб, батареї, збирання
Формула / Реферат:
Способ сборки термоэлектрической батареи, включающий нанесение расплавленного припоя на теплопоглощающую пластину, установку на нее термоэлектрических микроохладителей, установку на все микроохладители технологической плиты, нагрев сборки до температуры пайки, охлаждение сборки, снятие технологической плиты, закрепление на микроохладителях тепловыравнивающей пластины, отличающийся тем, что нагрев сборки производят при одновременной подаче...