Фільтр для сигарет, сигарета з цим фільтром та спосіб виготовлення фільтра для сигарети

Формула / Реферат
1. Фільтр для сигарети або іншого курильного виробу, що включає
пористий стрижень фільтра та
внутрішній лист пористого матеріалу, обгорнений навколо стрижня фільтра, причому цьому листу надана форма, що забезпечує безліч канавок, які проходять паралельно осі стрижня й розподілені за колом навколо стрижня фільтра так, що є щонайменше дві області кола, які не містять канавок, і
зовнішній лист матеріалу, обгорнений навколо внутрішнього листа пористого матеріалу.
2. Фільтр за п. 1, який відрізняється тим, що є дві області без канавок, і згаданий розподіл канавок має обертальну симетрію другого порядку.
3. Фільтр за п. 1, який відрізняється тим, що є три області без канавок, і згаданий розподіл канавок за колом має обертальну симетрію третього порядку.
4. Фільтр за п. 1 або 2, який відрізняється тим, що кожна область без канавок охоплює кут на колі між 20 і 120 градусами.
5. Фільтр за п. 1, який відрізняється тим, що кожна область без канавок охоплює кут на колі між 35 і 75 градусами.
6. Фільтр за будь-яким із пп. 1-5, який відрізняється тим, що стрижень фільтра містить джгут ацетату целюлози.
7. Фільтр за будь-яким із пп. 1-6, який відрізняється тим, що внутрішній лист пористого матеріалу містить папір.
8. Фільтр за п. 7, який відрізняється тим, що внутрішній лист пористого матеріалу оброблений штампуванням для забезпечення канавок.
9. Фільтр за п. 8, який відрізняється тим, що штампування внутрішнього листа пористого матеріалу надає йому пористості.
10. Фільтр за будь-яким із попередніх пунктів, який відрізняється тим, що зовнішній лист матеріалу виконаний пористим, щоб забезпечити повітряний потік, що вентилюється.
11. Фільтр за п. 10, який відрізняється тим, що забезпечується конфігурування повітряного потоку, що вентилюється, через зовнішній лист матеріалу для керування опором тязі фільтра.
12. Фільтр за п. 11, який відрізняється тим, що забезпечується попадання частини повітряного потоку, що вентилюється, у канавки й частини повітряного потоку, що вентилюється, в області без канавок.
13. Фільтр за будь-яким із попередніх пунктів, який відрізняється тим, що виконане адгезивне з'єднання зовнішнього листа матеріалу з фільтром, сполучене щонайменше з однією з областей без канавок.
14. Фільтр за будь-яким із попередніх пунктів, який відрізняється тим, що канавки продовжуються частково у напрямку, паралельному осі стрижня фільтра.
15. Фільтр за будь-яким із попередніх пунктів, який відрізняється тим, що додатково містить декілька сегментів уздовж осі стрижня, й кожна канавка укладена всередині одного сегмента.
16. Фільтр за будь-яким із попередніх пунктів, який відрізняється тим, що щонайменше декілька канавок продовжуються від кінця мундштука фільтра до кінця тютюнового стрижня фільтра.
17. Фільтр за будь-яким із попередніх пунктів, який відрізняється тим, що щонайменше декілька канавок продовжуються від кінця тютюнового стрижня фільтра до кінця мундштука фільтра.
18. Сигарета, що має тютюновий стрижень і фільтр за будь-яким із вищезазначених пунктів.
19. Спосіб виготовлення фільтра для сигарети або іншого курильного виробу, в якому
формують внутрішній лист пористого матеріалу для забезпечення безлічі канавок,
обертають внутрішній лист пористого матеріалу навколо стрижня фільтра так, щоб канавки проходили паралельно осі стрижня фільтра,
обертають зовнішній лист матеріалу навколо внутрішнього листа пористого матеріалу,
причому канавки розподіляють за колом навколо стрижня фільтра, так що є щонайменше дві області кола, які не містять канавок.
20. Спосіб за п. 19, який відрізняється тим, що зовнішній лист матеріалу приклеюють до нього самого на ділянці накладення, що збігається з однією з областей без канавок внутрішнього листа матеріалу.
21. Спосіб за п. 19, який відрізняється тим, що щонайменше одну з областей без канавок поверхнею приклеюють для приєднання зовнішнього листа пористого матеріалу до внутрішнього листа пористого матеріалу.
Текст
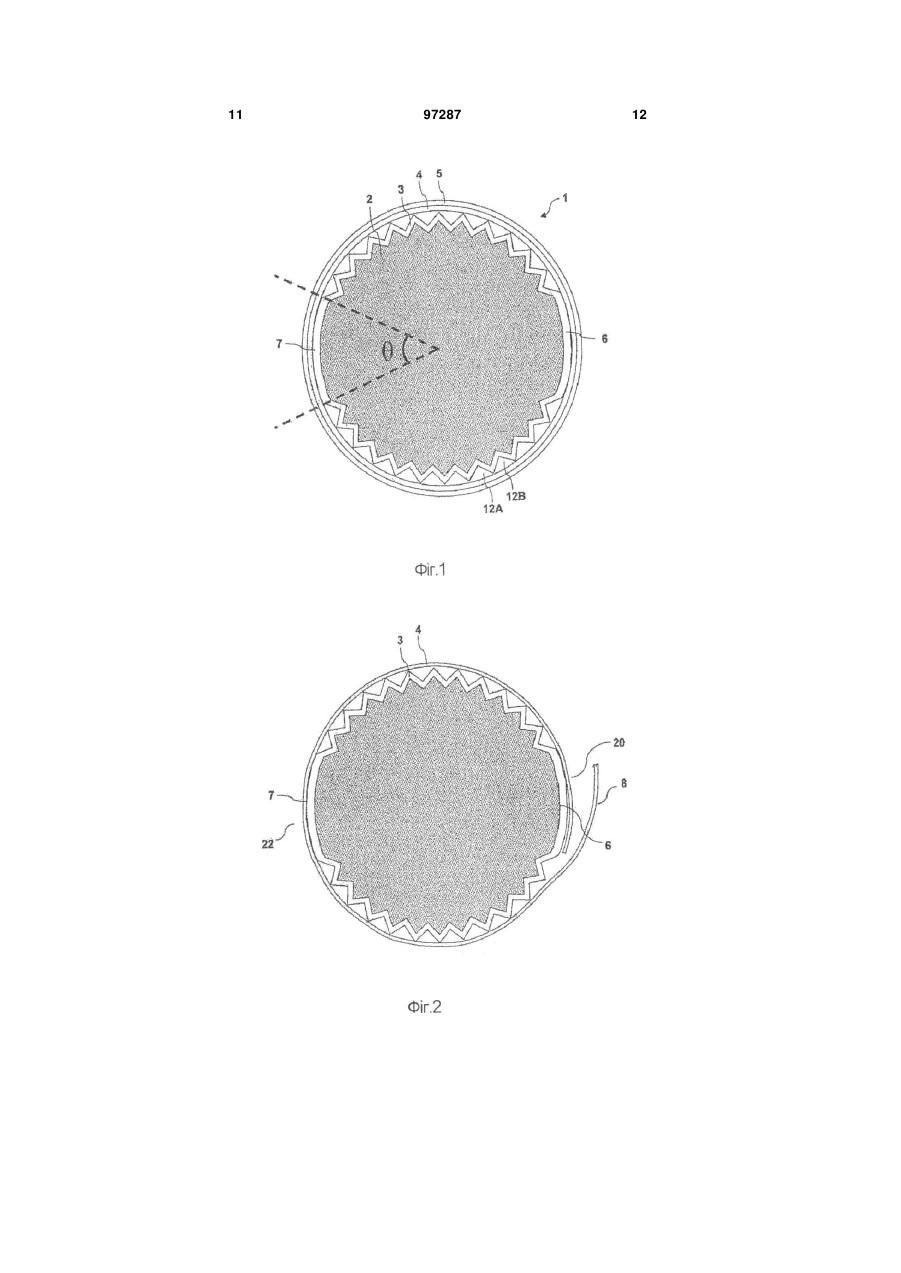
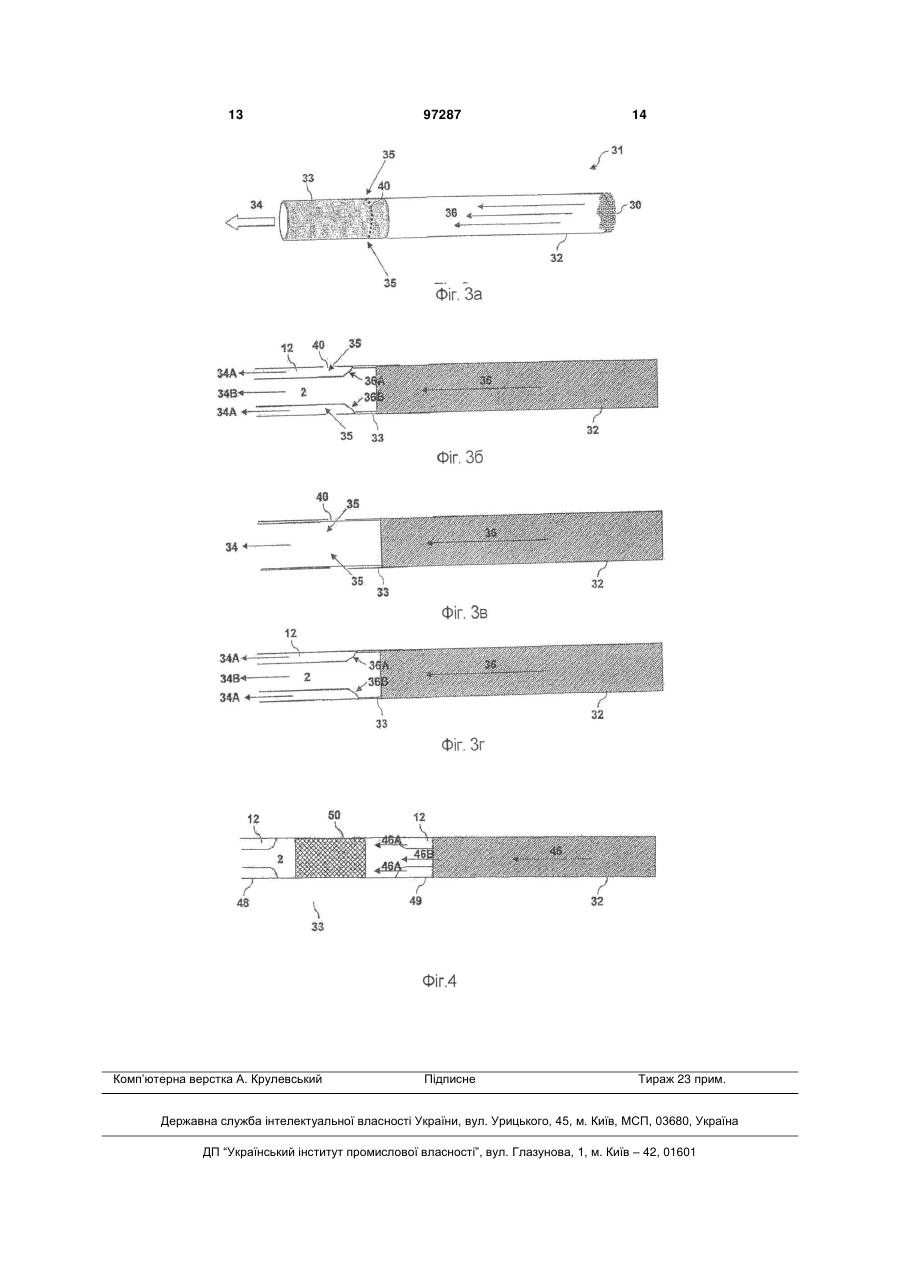
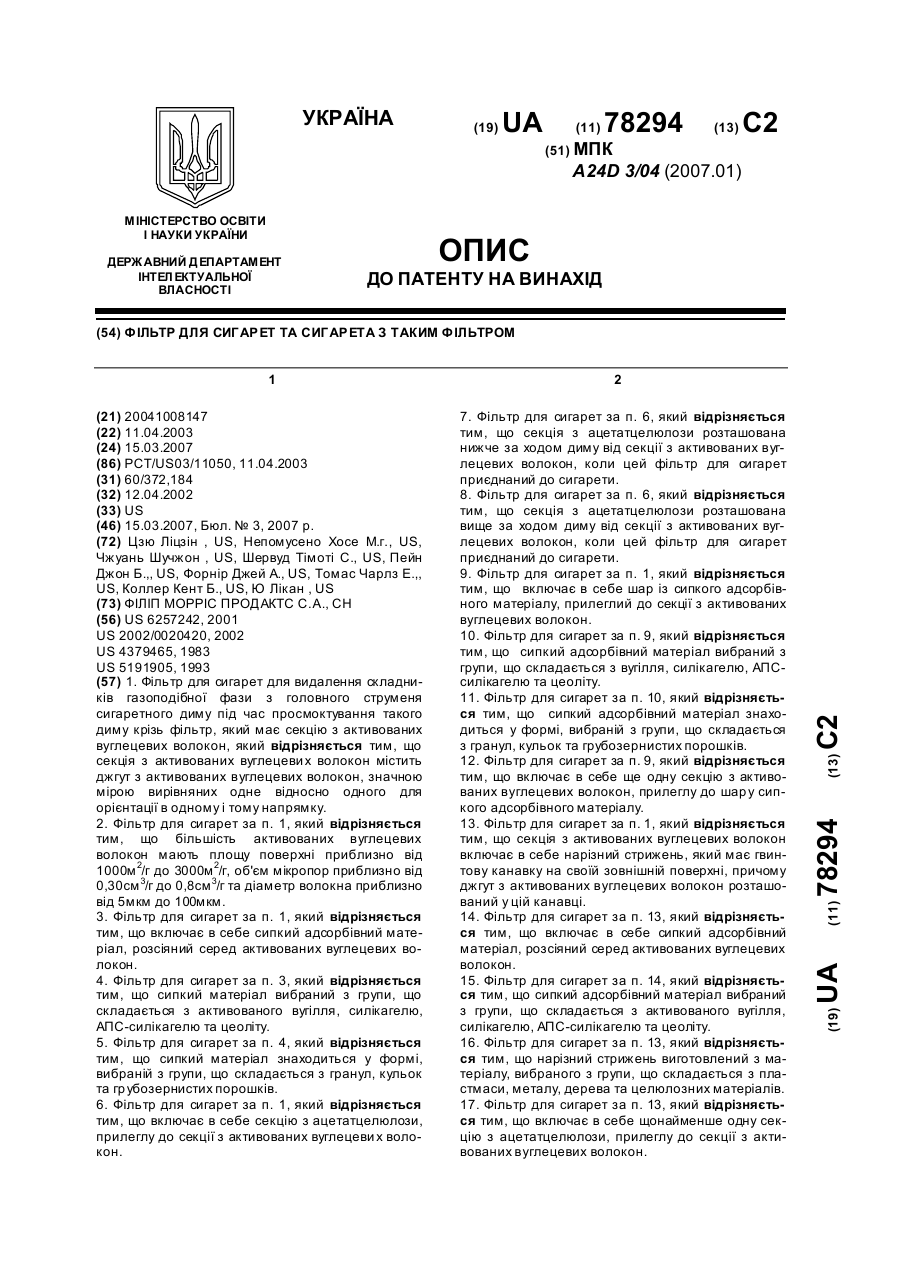
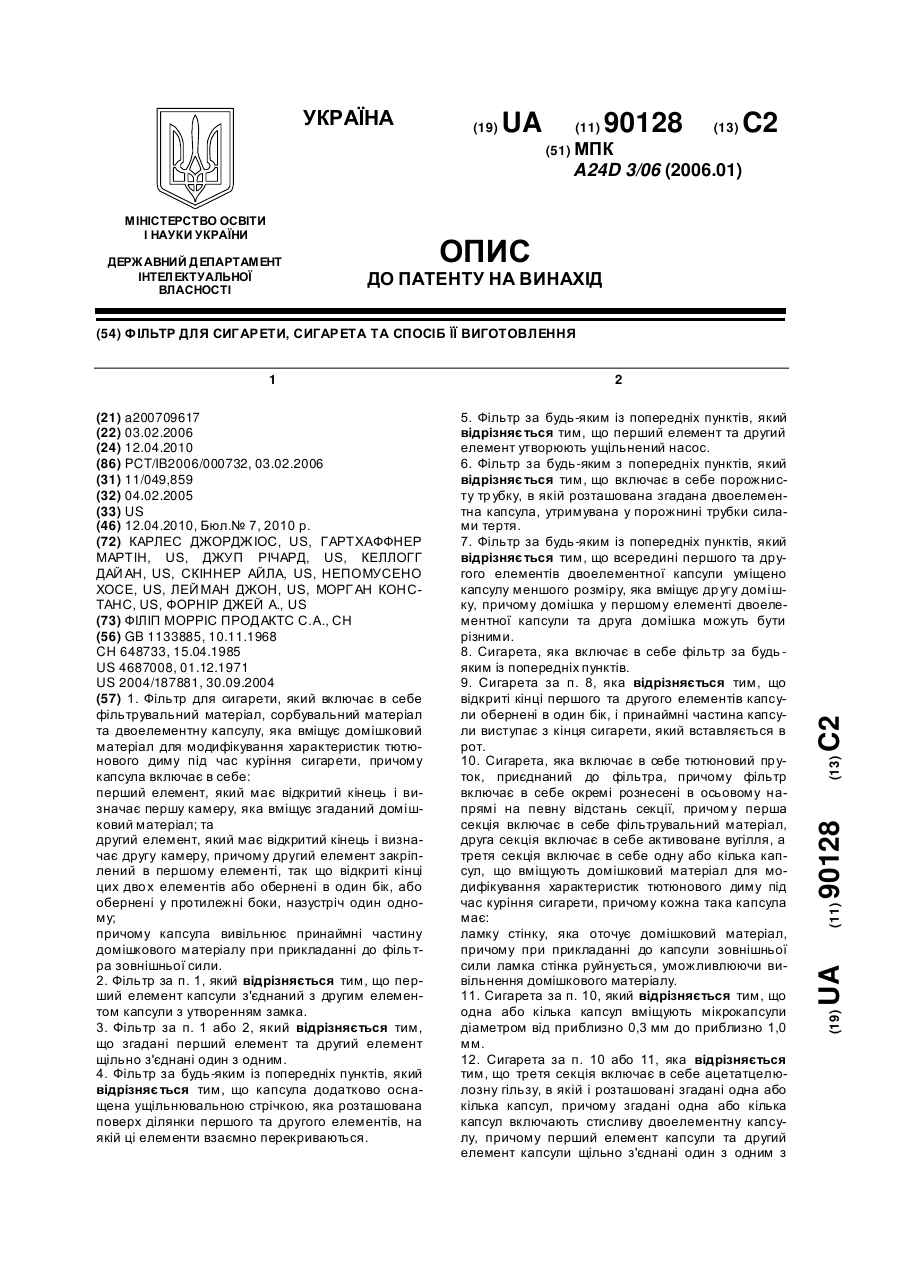
1. Фільтр для сигарети або іншого курильного виробу, що включає пористий стрижень фільтра та внутрішній лист пористого матеріалу, обгорнений навколо стрижня фільтра, причому цьому листу надана форма, що забезпечує безліч канавок, які проходять паралельно осі стрижня й розподілені за колом навколо стрижня фільтра так, що є щонайменше дві області кола, які не містять канавок, і зовнішній лист матеріалу, обгорнений навколо внутрішнього листа пористого матеріалу. 2. Фільтр за п. 1, який відрізняється тим, що є дві області без канавок, і згаданий розподіл канавок має обертальну симетрію другого порядку. 3. Фільтр за п. 1, який відрізняється тим, що є три області без канавок, і згаданий розподіл канавок за колом має обертальну симетрію третього порядку. 4. Фільтр за п. 1 або 2, який відрізняється тим, що кожна область без канавок охоплює кут на колі між 20 і 120 градусами. 5. Фільтр за п. 1, який відрізняється тим, що кожна область без канавок охоплює кут на колі між 35 і 75 градусами. 6. Фільтр за будь-яким із пп. 1-5, який відрізняється тим, що стрижень фільтра містить джгут ацетату целюлози. 7. Фільтр за будь-яким із пп. 1-6, який відрізняється тим, що внутрішній лист пористого матеріалу містить папір. 8. Фільтр за п. 7, який відрізняється тим, що вну 2 (19) 1 3 97287 4 дили паралельно осі стрижня фільтра, обертають зовнішній лист матеріалу навколо внутрішнього листа пористого матеріалу, причому канавки розподіляють за колом навколо стрижня фільтра, так що є щонайменше дві області кола, які не містять канавок. 20. Спосіб за п. 19, який відрізняється тим, що зовнішній лист матеріалу приклеюють до нього самого на ділянці накладення, що збігається з однією з областей без канавок внутрішнього листа матеріалу. 21. Спосіб за п. 19, який відрізняється тим, що щонайменше одну з областей без канавок поверхнею приклеюють для приєднання зовнішнього листа пористого матеріалу до внутрішнього листа пористого матеріалу. Даний винахід відноситься до фільтрів для сигарет і аналогічних курильних виробів. Сигарета звичайно містить у собі тютюновий стрижень і фільтр, приєднаний до тютюнового стрижня. Курящий підпалює один кінець тютюнового стрижня й втягує дим через фільтр. У відомій конфігурації, наприклад, у патентній заявці UK GB-A-2133269, фільтр містить внутрішній лист пористого матеріалу (згадуваний іноді, як обгортка тампона фільтра), який обгорнутий навколо стрижня фільтра. Внутрішній лист пористого матеріалу розташований між стрижнем фільтра й зовнішньою обгорткою (іноді називають папером для склейки). Внутрішній лист матеріалу має форму, призначену для формування великої кількості канавок, які продовжуються від кінця мундштука фільтра уздовж осі фільтра й закінчуються перед кінцем тютюнового стрижня фільтра. При палінні сигарети дим втягується з внутрішньої частини стрижня фільтра через внутрішній лист матеріалу й уздовж канавок. Осадження компонентів диму зростає, коли дим проходить через внутрішній лист матеріалу, що обумовлено й опором самого матеріалу листа, а також різким прискоренням диму у міру проходження їм канавок. У більшості сигарет зовнішня обгортка обгорнена повністю навколо сигарети, а потім приклеєна до самої себе по лінії приклеювання, що проходить уздовж всієї довжини фільтра. Процес приклеювання може містити у собі додавання тиску уздовж лінії приклеювання, що може привести до того, що деякі канавки у внутрішньому листі матеріалу під лінією приклеювання будуть роздавлені й, отже, закупорені. Це може вплинути на характеристики фільтрації фільтра й зовнішню якість фільтра. У даному винаході пропонується фільтр для сигарети або іншого курильного виробу, що містить пористий стрижень фільтра та внутрішній лист пористого матеріалу, обгорнений навколо стрижня фільтра. Внутрішній лист пористого матеріалу має форму, що забезпечує безліч канавок, які проходять паралельно осі стрижня. Канавки мають такий розподіл за колом навколо стрижня фільтра, щоб одержати щонайменше дві області кола, які не містять канавок. Сигарета також містить зовнішній лист матеріалу, обгорнений навколо внутрішнього листа пористого матеріалу. Області без канавок використовуються при виготовленні сигарет. Наприклад, прикріплення зовнішнього листа матеріалу може бути здійснене зі сполученням області без канавок (зовнішній лист матеріалу може бути прикріплений сам до себе шляхом забезпечення більше ніж одного повного обгортання навколо фільтра, або він може бути прикріплений до внутрішнього листа пористого матеріалу). Це сполученнядопомагає не допустити ризику роздавлювання або деформації канавок при виготовленні, і, таким чином, робить властивості сигарети більше передбачуваними. Області без канавок також можна використовувати, щоб поліпшити керування опором тязі сигарети. Самі канавки в основному продовжуються частково у напрямку, паралельному осі стрижня фільтра та всередину від кінця мундштука фільтра. Це дозволяє канавкам забезпечувати підвищене осадження диму, як зазначено вище. В одному варіанті здійснення є дві області без канавок, і розподіл за колом має обертальну симетрію другого порядку. Це дозволяє прикласти збалансований тиск по обидва боки сигарети, наприклад, для клейового прикріплення зовнішнього листа матеріалу навколо сигарети. В іншому варіанті здійснення є три області без канавок, і розподіл за колом має симетрію третього порядку. Інші варіанти здійснення можуть мати інше число областей без канавок і інший розподіл цих областей (необов'язково симетричний). Кожна область без канавок може охоплювати кут кола, наприклад, між 20 і 120 градусами. В одному варіанті здійснення кожна область без канавок охоплює кут кола між 35 і 75 градусами. Наявність більшої області без канавок може допомогти знизити ризик деформації канавки, що примикає, при виготовленні (хоча це також знижує число канавок, які можуть бути сформовані всередині фільтра). Область без канавок в основному охоплює кут, який відповідає розміру декількох канавок, наприклад, трьох або більше канавок. В одному варіанті здійснення стрижень фільтра містить джгут ацетату целюлози, і внутрішній лист пористого матеріалу містить папір (хоча фахівцям можуть бути відомі інші придатні матеріали). Для забезпечення канавок внутрішній лист пористого матеріалу піддається штампуванню (профілюванню під тиском). Це штампування також може впливати на пористість внутрішнього листа пористого матеріалу. В альтернативному варіанті (або додатково) пористість внутрішнього листа пористого матеріалу може бути обумовлена власними властивостями матеріалу листа. В одному варіанті здійснення зовнішній лист матеріалу виконаний пористим, щоб забезпечити повітряний потік, що вентилюється. Повітряний потік, що вентилюється, через зовнішній лист матеріалу може бути сконфігурований для керування 5 опором тязі фільтра. Наприклад, частина повітряного потоку, що вентилюється, може бути розподілена для попадання у канавки фільтра, у той час як інша частина повітряного потоку, що вентилюється, може бути розподілена для попадання у стрижень фільтра в області без канавок. Фільтр може містити один або декілька сегментів уздовж осі стрижня. Якщо є декілька сегментів, вони можуть забезпечувати різні типи фільтрації. Канавки (і області без канавок) можуть бути передбачені в одному або декількох сегментах. В одному варіанті здійснення кожна канавка втримується всередині одного сегмента (у противному випадку дим, що протікає уздовж канавки, буде повністю обходити цей сегмент). Канавки можуть продовжуватися у різних сегментах у різних напрямках. У даному винаході також пропонується спосіб виготовлення фільтра для сигарети. У цьому способі формують внутрішній лист пористого матеріалу, щоб забезпечити безліч канавок і обертають внутрішній лист пористого матеріалу навколо стрижня фільтра так, щоб канавки проходили паралельно осі стрижня фільтра. Далі, обертають зовнішній лист матеріалу навколо внутрішнього листа пористого матеріалу. Канавки розподілені за колом навколо стрижня фільтра, щоб одержати щонайменше дві області кола, які не містять канавок. В одному варіанті здійснення одну ділянку зовнішнього листа матеріалу приклеюють до іншої ділянки цього ж листа на ділянці накладення, що збігається з однією з областей без канавок зовнішнього листа матеріалу. В іншому варіанті здійснення щонайменше одна з областей без канавок передбачає поверхню приклеювання для приєднання зовнішнього листа пористого матеріалу до внутрішнього листа пористого матеріалу. Варіанти здійснення даного винаходу описані далі тільки як приклад з посиланням на супровідні креслення, на яких аналогічні частини забезпечені відповідними посилальними номерами, і на яких: на фіг. 1 схематично показаний вид у розтині фільтра за одним варіантом здійснення даного винаходу; на фіг. 2 схематично показаний вид у розтині фільтра за фіг. 1 у міру того, як зовнішній лист матеріалу прикладають до внутрішнього листа матеріалу за одним варіантом здійснення даного винаходу; на фіг. 3А схематично показаний вид сигарети з повітряним потоком, що вентилюється, за одним варіантом здійснення даного винаходу; на фіг. 3Б-3Г показані три розтини під різним кутом сигарети за фіг. 3А за одним варіантом здійснення даного винаходу; та на фіг. 4 показаний багатосегментний фільтр за одним варіантом здійснення даного винаходу. На фіг. 1 схематично показаний фільтр 1 для сигарети або іншого курильного виробу, що містить аналогічний фільтр, за одним варіантом здійснення даного винаходу. Фільтр містить центральний стрижень 2 фільтруючого матеріалу, такого як ацетат целюлози (або будь-якого іншого придатного матеріалу). Матеріал з ацетату целюлози може 97287 6 бути імпрегнований або іншим способом передбачений з іншими фільтруючими матеріалами, такими як вуглець. Зовні стрижня 2 фільтра концентрично розташований внутрішній лист 3 матеріалу (наприклад, тампон фільтра), обертаючий стрижень 2 фільтра, та зовнішній лист 4 матеріалу (наприклад, зовнішній обгортковий папір), обертаючий внутрішній лист 4 матеріалу. Варіант здійснення, показаний на фіг. 1, також містить додатковий шар 5 (наприклад, цигарковий папір/папір для склейки), що обертається навколо зовнішнього листа 4 матеріалу. Внутрішній лист 3 матеріалу піддадуть штампуванню або іншим способом сформований для утворення набору канавок 12А, 12В тощо, які проходять паралельно основній осі стрижня. Кожна канавка утворює невеликий повітряний зазор між зовнішньою поверхнею внутрішнього листа 3 матеріалу та внутрішньою частиною зовнішнього листа 4 матеріалу. На противагу цьому, немає повітряного зазору на внутрішній поверхні внутрішнього листа матеріалу, оскільки матеріал 2 фільтра деформований для відповідності конфігурації канавок. (Відзначте, що радіальна довжина канавок на фіг. 1 трохи перебільшена з міркувань ясності). Внутрішній лист 3 матеріалу є пористим, щоб дим і повітря могли проходити від стрижня 2 фільтра назовні через внутрішній лист 3 матеріалу та у канавки. Як зазначено вище, осадження компонентів диму зростає, коли дим проходить через внутрішній лист матеріалу. Це обумовлено почасти відносно сильним ефектом фільтрації самого матеріалу листа, а почасти різким прискоренням диму й повітря при попаданні у канавки. У деяких варіантах здійснення пористість внутрішнього листа 3 матеріалу може бути обумовлена процесом виготовлення паперу. В інших випадках пористість може бути обумовлена дуже малими розривами, викликаними штампуванням матеріалу внутрішнього листа. Канавки 12 мають особливий розподіл за колом навколо стрижня 2 фільтра. Цей розподіл за колом передбачає щонайменше дві області 6, 7 без канавок. Між цими двома областями 6, 7 без канавок є дві відповідні області з канавками. У варіанті здійснення за фіг. 1 області з канавками забезпечені безперервними, рівномірно розподіленими у просторі та маючими один розмір канавками. В інших варіантах здійснення може бути більше областей без канавок - наприклад, три або чотири такі області. Розмір області без канавок на фіг. 1 позначений кутом 9, що являє собою кут (дугу), стягнутий областю 7 без канавок, з вершиною у центральній осі стрижня фільтра. Розмір області без канавок, представлений кутом 0, відповідає декільком канавкам, наприклад, можливо, трьом або більше. Аналогічно, розмір області з канавками відповідає декільком (безперервним) канавкам за колом. В основному області з канавками більші, ніж області без канавок. На фіг. 2 схематично показаний один етап виготовлення фільтра 1 за фіг. 1 за одним варіантом 7 здійснення даного винаходу. Зокрема, на фіг. 2 показаний спосіб, у якому зовнішній лист 4 матеріалу фіксують на стрижні 2 фільтра, який вже обгорнутий внутрішнім листом 3 матеріалу. У цьому варіанті здійснення лінія приклеювання наноситься на зовнішню поверхню зовнішнього листа 4 матеріалу в області 20 зовнішнього листа матеріалу. Відзначте, що ця область 20 зовнішнього листа матеріалу збігається з (лежить над) областю без канавок 6 внутрішнього листа 3 матеріалу. Зовнішній лист 4 матеріалу за розміром такий, щоб існувала ділянка 8 накладення у місці, де зовнішній лист матеріалу продовжується більше, ніж за колом стрижня фільтра. Ця ділянка 8 накладення притиснута до поверхні 20, щоб можна було з'єднати адгезивом дві поверхні (8 і 20) разом. Також у цьому процесі приєднання може бути застосований тиск, що врівноважує, до протилежної сторони зовнішнього листа 4 матеріалу з боку приклеєної ділянки 20. Ця протилежна сторона зовнішнього листа 4 матеріалу позначена, як область 22 на фіг. 2, і також накладається на іншу область 7 без канавок. Коли приклеювання адгезивом завершене, зовнішній лист 4 матеріалу втримує внутрішній лист 3 матеріалу й матеріал 2 фільтра на місці. Зрозуміло, що інші шари, такі як зовнішня обгортка 5 із цигаркового паперу, можуть бути накладені тим же чином, що й зовнішній лист 4 матеріалу, включаючи додавання тиску, якщо це необхідно, у місцях, сполучених з областю 6 і/або 7 без канавок. Якщо внутрішній лист 3 матеріалу не містить областей 6 і 7 без канавок, канавки нижчележачої поверхні 20 і/або поверхні 22 зовнішнього листа матеріалу можуть бути роздавлені або деформовані за рахунок тиску, прикладеного при процедурі приклеювання або приєднання. На противагу цьому, передбачивши області 6 і 7 без канавок, сполучені з поверхнею 20 і поверхнею 22, відповідно, можна уникнути цієї небезпеки. Таким чином, області 6, 7 без канавок дозволяють прикласти зовнішній лист 4 матеріалу до внутрішнього листа 3 матеріалу, при цьому уникнувши (або щонайменше зменшивши) роздавлювання або деформації канавок. Це приводить до більшої однаковості загальних властивостей фільтра, а також дозволяє уникнути непривабливої деформації внутрішнього листа матеріалу. Зрозуміло, що можуть існувати інші методи накладення зовнішнього листа 4 матеріалу й/або внутрішнього листа 3 матеріалу на фільтр. Наприклад, може не бути ділянки 8 накладення у зовнішньому листі матеріалу; скоріше зовнішній лист матеріалу може бути приєднаний безпосередньо до внутрішнього листа матеріалу (а не до самого себе). Це приєднання між внутрішнім листом матеріалу й зовнішнім листом матеріалу (з адгезивом, нанесеним на зовнішню поверхню внутрішнього листа матеріалу й/або внутрішню поверхню зовнішнього листа матеріалу) також може збігатися з однією з областей без канавок для внутрішнього листа матеріалу, щоб знизити або усунути пошкодження канавок. Також відзначте, що у цьому випадку рівна ділянка внутрішнього листа матеріалу забезпечує кращу поверхню для приклею 97287 8 вання у порівнянні з областями з канавками. У варіантах здійснення за фіг. 1 і 2 є дві області 6 і 7 без канавок, розташовані діаметрально протилежно відносно один одного (що відповідає обертальній симетрії другого порядку). Це дозволяє прикласти тиск однаково до обох сторін сигарети для приєднання зовнішнього листа матеріалу, як описано вище. Однак можуть бути використані інші конфігурації областей без канавок. Наприклад, області без канавок можуть бути розподілені на кожні 120° (відповідно до обертальної симетрії третього порядку). Це дозволяє прикласти тиск у трьох точках за колом фільтра, який також можна використовувати для приєднання зовнішнього листа матеріалу, не рухаючи сигарету. Зрозуміло, що в інших варіантах здійснення фільтра може бути інше число областей без канавок і/або інший розподіл областей без канавок. Наприклад, області без канавок навколо фільтра можуть бути різного розміру одна щодо одної, і/або розташування областей без канавок може бути несиметричним або нерівномірним. Як показано на фіг. 1, область 7 без канавок охоплює кут у центрі стрижня фільтра. Чим більше кут , тим легше уникнути роздавлювання або перекручування канавок, наприклад, при приєднанні адгезивом зовнішньої обгортки, як зазначено вище. Однак збільшення кута також обмежує число й розмір канавок, які можна передбачити для потреб фільтрації. З іншого боку, якщо область без канавок стягує відносно малий кут , може бути важче уникнути роздавлювання або перекручування канавок (оскільки будь-який прикладений тиск буде ближче до канавок), але це дозволяє вмістити у фільтр більше канавок. Кут в основному становить між 20 і 120 градусами, і у деяких варіантах здійснення між 35 і 75 градусами - наприклад, приблизно 40 або 50 градусів. На фіг. 3А показана сигарета 31, що містить тютюновий стрижень 32 і фільтр 33. Дим 36 з області 30 згоряння витягається через тютюновий стрижень і у фільтр 33. Зовнішня обгортка фільтра 33 є пористою, щоб забезпечити вентиляцію повітря 35 зовні сигарети для проходження у сигарету з фільтром. Ця пористість може бути забезпечена одним або декількома наборами отворів 40 у зовнішній обгортці (як показано на фіг. 3А) і/або властивостями самої зовнішньої обгортки. Вентиляція повітря 35, що попадає через зовнішню обгортку, розбавляє дим 34, що виходить з кінця мундштука сигарети. Об'єм повітряного потоку 35, що вентилюється, також впливає на опір тязі сигарети, тобто збільшення повітряного потоку, що вентилюється, прагне знизити опір тязі. Опір тязі є важливою для споживача властивістю сигарети. Як показано на фіг. 3Б, фільтр 33 містить центральний стрижень 2 фільтруючого матеріалу, такий як джгут ацетату целюлози. Фільтр 33 також передбачений з канавками 12, як зазначено вище, розташованими між внутрішньою обгорткою й зовнішньою обгорткою. Частина диму 36 з тютюнового стрижня 32 проходить через центральний фільтруючий матеріал до того, як виходить з сигарети на кінці мундштука, як показано стрілкою 34В, у 9 той час як інший дим проходить через внутрішню обгортку та у канавки 12, як зазначено стрілками 36А і 36В. Цей дим потім проходить уздовж канавок до того, як він виходить з сигарети на кінці мундштука, як зазначено стрілками 34А. На фіг. 3Б, 3В і 3Г показані три різні конфігурації для відносного розташування вентиляційних отворів 40 і канавок 12. На фіг. 3Б, як зазначено вище, вентиляційний отвір 40 сполучений з канавкою 12. Тому повітряний потік 35, що вентилюється, проходить через вентиляційний отвір 40 у канавку 12, а потім проходить безпосередньо нижче канавки 12 до того, як він виходить на кінці мундштука сигарети. На фіг. 3В показаний випадок, коли вентиляційний отвір 40 сполучений замість цього з областю без канавок. У цьому випадку повітряний потік 35, що вентилюється, проходить через вентиляційний отвір 40 і через внутрішній лист матеріалу у головну частину стрижня 2 фільтра. Проходження через внутрішній лист матеріалу може бути засноване на власній пористості внутрішнього листа матеріалу, або внутрішній лист матеріалу може бути передбачений з отворами або перфорацією, сполученою з отворами 40 у зовнішньому листі матеріалу. Повітря 35, що вентилюється, потім змішується з основним потоком диму, що протікає через центральний стрижень фільтра. На фіг. 3Г показаний випадок, коли є канавка 12, але немає вентиляційного отвору. У цьому випадку дим проходить від стрижня 2 фільтра у канавку 12, як показано стрілками 36А і 36В. Однак немає повітряного потоку 35, що вентилюється, у канавки 12. Якщо вентиляційні отвори 40 розташовані таким чином, щоб вони відкривалися безпосередньо у канавку 12, як показано на фіг. 3Б, опір тязі порівняно малий. Однак, якщо вентиляційні отвори розташовані для усунення ділянок з канавками (тобто збігаються з областями без канавок матеріалу внутрішнього листа), як показано на фіг. 3В, то опір тязі порівняно високий. Проміжні значення опору тяги можуть бути отримані шляхом сполучення деяких вентиляційних отворів з канавками, і деяких вентиляційних отворів з областями без канавок. Відповідно, розташування вентиляційних отворів напроти областей без канавок забезпечує інший параметр, крім загального числа та розміру вентиляційних отворів, який можна використовувати для кращого керування опором тязі. Зрозуміло, що ця універсальність і керування неможливі, коли немає областей без канавок (оскільки тоді всі вентиляційні отвори будуть сполучені з канавками). Більше того, якщо немає областей без канавок, то деякі канавки обов'язково будуть роздавлені або деформовані при виготовленні, що саме по собі утруднює досягнення надійного керування опором тязі сигарети (незалежно від того, як сконструйована сигарета для появи якого-небудь повітряного потоку, що вентилюється). 97287 10 На фіг. 4 показаний більше складний фільтр 33, що містить три сегменти 48, 50 і 49. Перша секція фільтра має канавки. Друга секція 50 містить інший матеріал фільтра, наприклад, деревне вугілля або тому подібне. Третя секція 49 аналогічна першій секції 48 фільтра, але з канавками, що продовжуються у протилежному напрямку (від кінця тютюну до кінця мундштука). Таким чином, частина диму 46 з тютюнового стрижня 32 проходить через центральну ділянку фільтра 49, як зазначено стрілкою 46В, у той час як інша частина диму проходить через канавки 12 секції 49 фільтра до того, як він проходить в основний матеріал фільтра, як зазначено стрілками 46А. Потім дим проходить через центральну секцію 50, а потім через заключну секцію 48 (яка діє, як зазначено вище відносно фіг. 3). Секція 48 фільтра й/або секція 49 фільтра передбачені з розподілом канавок за колом, що передбачає щонайменше дві секції без канавок, як описано вище відносно фільтрів, показаних на фіг. 1-3. Крім того, фільтр 33 за фіг. 4 може бути забезпечений вентиляційними отворами 40, якщо це необхідно. Відзначте, що наявність секції 48 фільтра в якості дзеркальної щодо секції 49 в основному сприяє процесу виготовлення. Зокрема, стрижень фільтра з канавкою, що проходить уздовж центральної ділянки, може бути розрізаний навпіл, з лівою ділянкою, що закінчується у вигляді секції 49 для однієї сигарети, і правою ділянкою, що закінчується у вигляді секції 48 в іншій сигареті. Хоча різні фільтри, описані вище, виготовлені з використанням паперу, що пройшов штампування, для внутрішньої обгортки, щоб забезпечити потрібні канавки, фахівцям буде ясно, що замість цього можуть бути використані інші методи. Наприклад, одна з можливостей складається в обгортанні плоскої внутрішньої обгортки навколо матеріалу фільтра. Стрижень фільтра потім проходить через фасонний валок або штамп, який розрізаний або відлитий у форму, щоб одержати потрібну форму канавок (включаючи області без канавок). Стрижень фільтра нагрівається у міру його проходження через валок/штамп (наприклад, шляхом нагрівання самого валка/штампа), тим самим, одержують фільтр, що зберігає форму канавок валка/штампа. Різні інші модифікації можуть бути внесені у варіанти здійснення, описані вище, без відхилення від обсягу даного винаходу. Наприклад, у деяких варіантах здійснення даного винаходу канавки можуть продовжуватися уздовж всієї довжини фільтра або уздовж центральної ділянки фільтра, або мати будь-яку придатну конфігурацію. Фахівцям будуть зрозумілі багато інших можливих змін і модифікацій. Відповідно, обсяг даного винаходу визначається заявленою формулою винаходу й її еквівалентами. 11 97287 12 13 Комп’ютерна верстка А. Крулевський 97287 Підписне 14 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюFilter for cigarettes, a cigarette with said filter and a method for making the filter for a cigarette
Автори англійськоюWhite Peter Rex
Назва патенту російськоюФильтр для сигарет, сигарета с этим фильтром и способ изготовления фильтра для сигареты
Автори російськоюВайт Питер Рекс
МПК / Мітки
МПК: A24D 3/04
Мітки: сигарет, спосіб, фільтром, фільтра, виготовлення, сигарета, цим, сигарети, фільтр
Код посилання
<a href="https://ua.patents.su/7-97287-filtr-dlya-sigaret-sigareta-z-cim-filtrom-ta-sposib-vigotovlennya-filtra-dlya-sigareti.html" target="_blank" rel="follow" title="База патентів України">Фільтр для сигарет, сигарета з цим фільтром та спосіб виготовлення фільтра для сигарети</a>
Фільтр для сигарет та сигарета з таким фільтром
Номер патенту: 78294
Опубліковано: 15.03.2007
Автори: Пейн Джон Б., ІІІ, Томас Чарлз Е., мол., Ю Лікан, Форнір Джей А., Непомусено Хосе М.Г., Коллер Кент Б., Шервуд Тімоті С., Чжуань Шучжон, Цзю Ліцзін
МПК: A24D 3/04
Мітки: таким, фільтром, сигарет, сигарета, фільтр
Формула / Реферат:
1. Фільтр для сигарет для видалення складників газоподібної фази з головного струменя сигаретного диму під час просмоктування такого диму крізь фільтр, який має секцію з активованих вуглецевих волокон, який відрізняється тим, що секція з активованих вуглецевих волокон містить джгут з активованих вуглецевих волокон, значною мірою вирівняних одне відносно одного для орієнтації в одному і тому напрямку.2. Фільтр для сигарет за п. 1, який...
Фільтр для сигарети, сигарета та спосіб її виготовлення
Номер патенту: 90128
Опубліковано: 12.04.2010
Автори: Скіннер Айла, Келлогг Дайан, Лейман Джон, Непомусено Хосе, Джуп Річард, Форнір Джей А., Карлес Джорджіос, Гартхаффнер Мартін, Морган Констанс
МПК: A24D 3/06
Мітки: сигарети, фільтр, виготовлення, спосіб, сигарета
Формула / Реферат:
1. Фільтр для сигарети, який включає в себе фільтрувальний матеріал, сорбувальний матеріал та двоелементну капсулу, яка вміщує домішковий матеріал для модифікування характеристик тютюнового диму під час куріння сигарети, причому капсула включає в себе:перший елемент, який має відкритий кінець і визначає першу камеру, яка вміщує згаданий домішковий матеріал; тадругий елемент, який має відкритий кінець і визначає другу камеру,...
Складові частини сигарети та сигарета, які містять капсульовані частинки каталізатора, та спосіб виготовлення сигарети
Номер патенту: 93231
Опубліковано: 25.01.2011
Автори: Пітеуолла Йєзді Б., Гедеванішвілі Шалва, Пейн Кетрін Есперді, Редді Будда
МПК: A24B 15/00
Мітки: містять, виготовлення, частинки, сигарета, частини, каталізатора, складові, сигарети, спосіб, капсульовані
Формула / Реферат:
1. Складова частина сигарети, яка містить капсульовані частинки каталізатора, здатні зменшити вміст монооксиду вуглецю та/або оксиду азоту в головному струмені тютюнового диму, яка відрізняється тим, що частинки каталізатора принаймні частково покриті летким капсулювальним матеріалом, містять наночастинки з середнім розміром діаметра менше від 1 мкм і містять щонайменше один компонент, вибраний з елементарного металу, сплаву, оксиду та...
Фільтр для видалення шкідливих окисників і канцерогенних летких нітрозосполук з тютюнового диму, сигарета з фільтром, спосіб виготовлення фільтра і спосіб видалення шкідливих окисників і канцерогенних летких н
Номер патенту: 27571
Опубліковано: 15.09.2000
Автори: Деліконстантінос Георг, Ставрідіс Іоанніс
Мітки: фільтр, виготовлення, фільтром, диму, фільтра, шкідливих, тютюнового, летких, сигарета, спосіб, видалення, нітрозосполук, окисників, канцерогенних
Текст:
...фильтр. На фиг.4 показан характерный лик, взятый в 2-секундном интервале хемолюминесцентной реакции, которая подавлялась на 100% после прохождения сигаретного дыма через биологический фильтр. На фиг. 5 представлен характерный пик хемолюминесценции вследствие присутствия перекиси водорода в сигаретном дыму. На фиг, 6 представлена зависимость хемолюминесцентной реакции от времени. На фиг. 7 представлена хемолюминесцентная реакция,...
Компонент сигарети та сигарета, що містять каталізатор для окиснення монооксиду вуглецю у сигаретному димі, та спосіб виготовлення сигарети
Номер патенту: 86240
Опубліковано: 10.04.2009
Автори: Сандар Рангарадж С., Діві Сароджіні
МПК: A24B 15/00, A24D 3/16, A24D 1/00
Мітки: монооксиду, димі, компонент, сигарета, спосіб, містять, каталізатор, сигаретному, окиснення, сигарети, виготовлення, вуглецю
Формула / Реферат:
1. Компонент сигарети, який містить високодисперсний каталізатор для конверсії монооксиду вуглецю у діоксид вуглецю, при цьому каталізатор містить агломерати нанометрових частинок, що містять срібло, введені у та/або нанесені на частинки носія з оксиду другого металу, який не є сріблом, причому згадані агломерати мають середній розмір від приблизно 1 до 50 мкм, і цей компонент сигарети вибраний з групи: різаний тютюн, сигаретний папір та...
Попередній патент: Спосіб виготовлення суспензії арипіпразолу і ліофілізованого складу
Наступний патент: Спосіб і установка для формування тютюнових стрижнів
Випадковий патент: Композиція засобу біологічної боротьби та інсектицидів