Залізничний піввагон-хопер для гарячих котунів та агломерату
Номер патенту: 101213
Опубліковано: 11.03.2013
Автори: Фомін Олексій Вікторович, Фомін Володимир Вікторович
Формула / Реферат
Залізничний піввагон-хопер для гарячих котунів та агломерату, конструкція якого складається з модуля екіпажної частини, що містить два двовісних візки, автозчепного модуля, модуля гальмового обладнання, модуля рами з хребтовою та шворневими балками, модуля розвантажувального устаткування з розвантажувальним валом, модуля кузова, який містить дві вертикальні бокові стіни, що мають обшивку і каркас, який складається з верхнього та нижнього обв'язувань, розкосів, з'єднувальних балок, що зв'язують нижнє обв'язування та кінцеві балки модуля рами, і дві похилі торцеві стіни, що мають обшивку і каркас, який складається з верхнього та нижнього обв'язувань, горизонтальних поясів, який відрізняється тим, що хребтова балка модуля рами виконана з двотаврів № 45, кожен з яких має зварювальну конструкцію з вертикальної стінки та приєднаних до неї зварюванням полиць, верхній лист шворневої балки виконано з листа сталі товщиною 10 мм, розвантажувальний вал модуля розвантажувального устаткування виконано з труби круглого перерізу, підшипникові вузли модуля розвантажувального устаткування виконано з вставками з композитних матеріалів, обшивку бокових та торцевих стін модуля кузова виконано з листів сталі товщиною 5 мм, верхні, нижні обв'язування, розкоси стін бокових, верхні, нижні обв'язування, горизонтальні пояси стін торцевих виконано з профілів у вигляді труби квадратного перерізу, а з'єднувальні балки, що зв'язують нижнє обв'язування та кінцеві балки модуля рами, виконано з одного швелера.
Текст
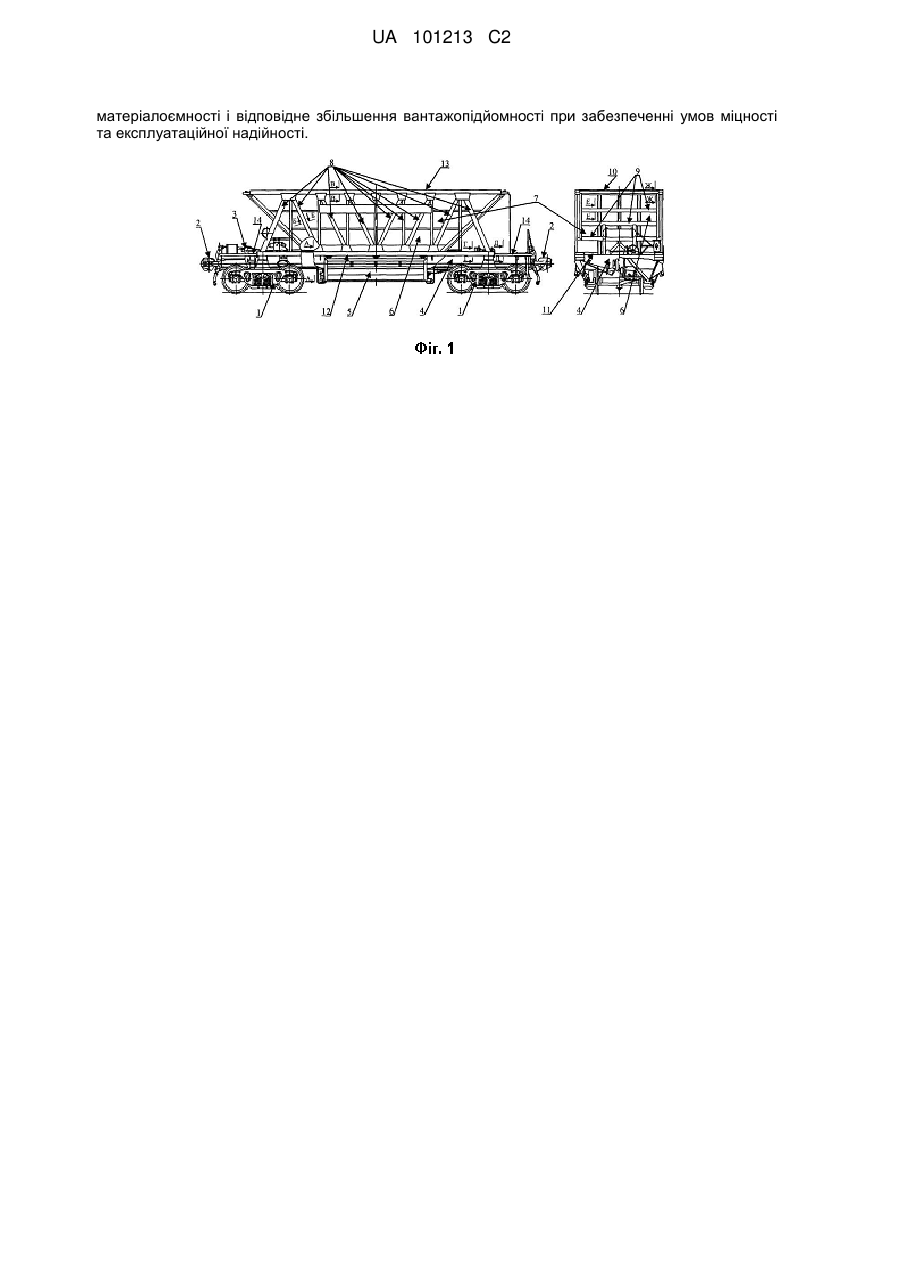
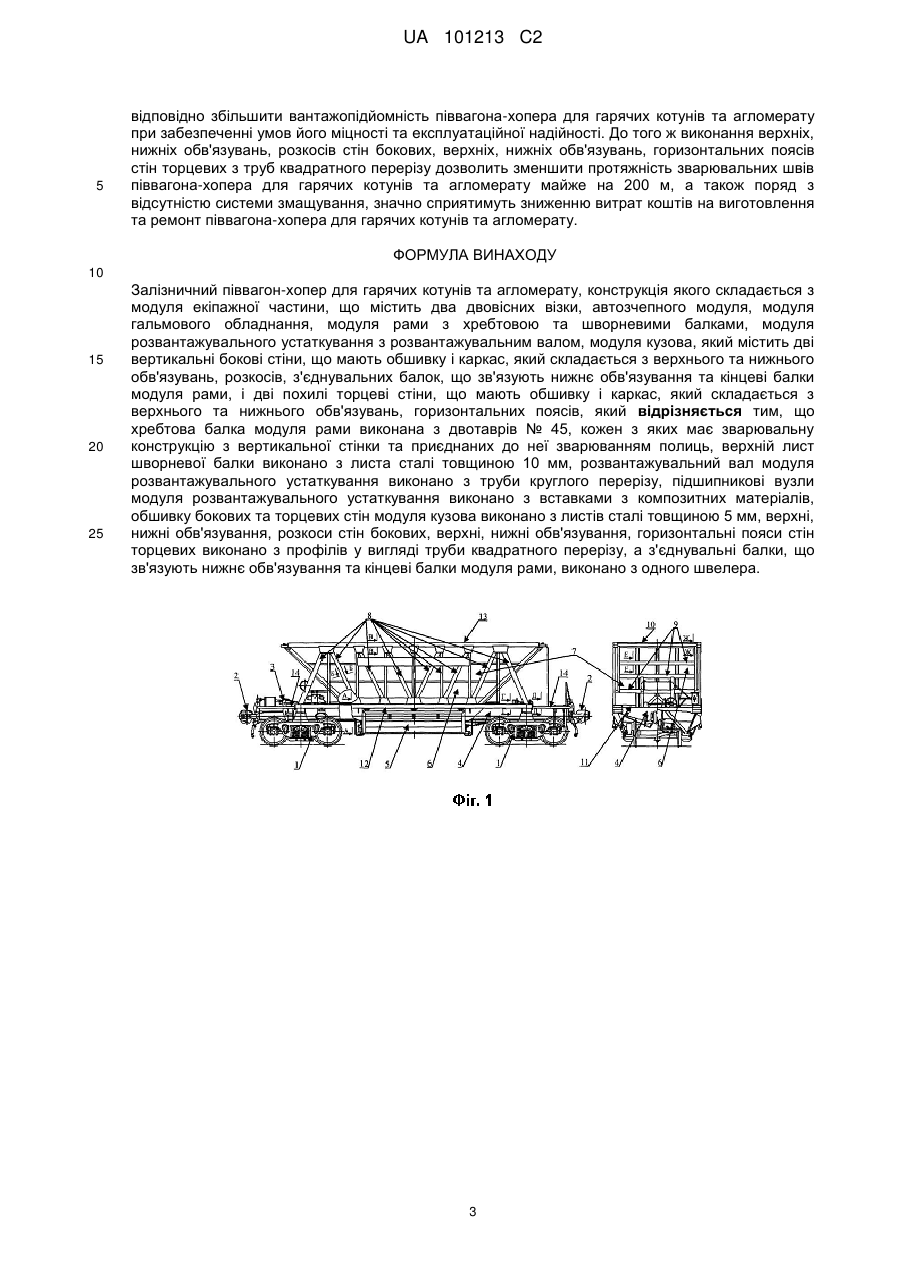
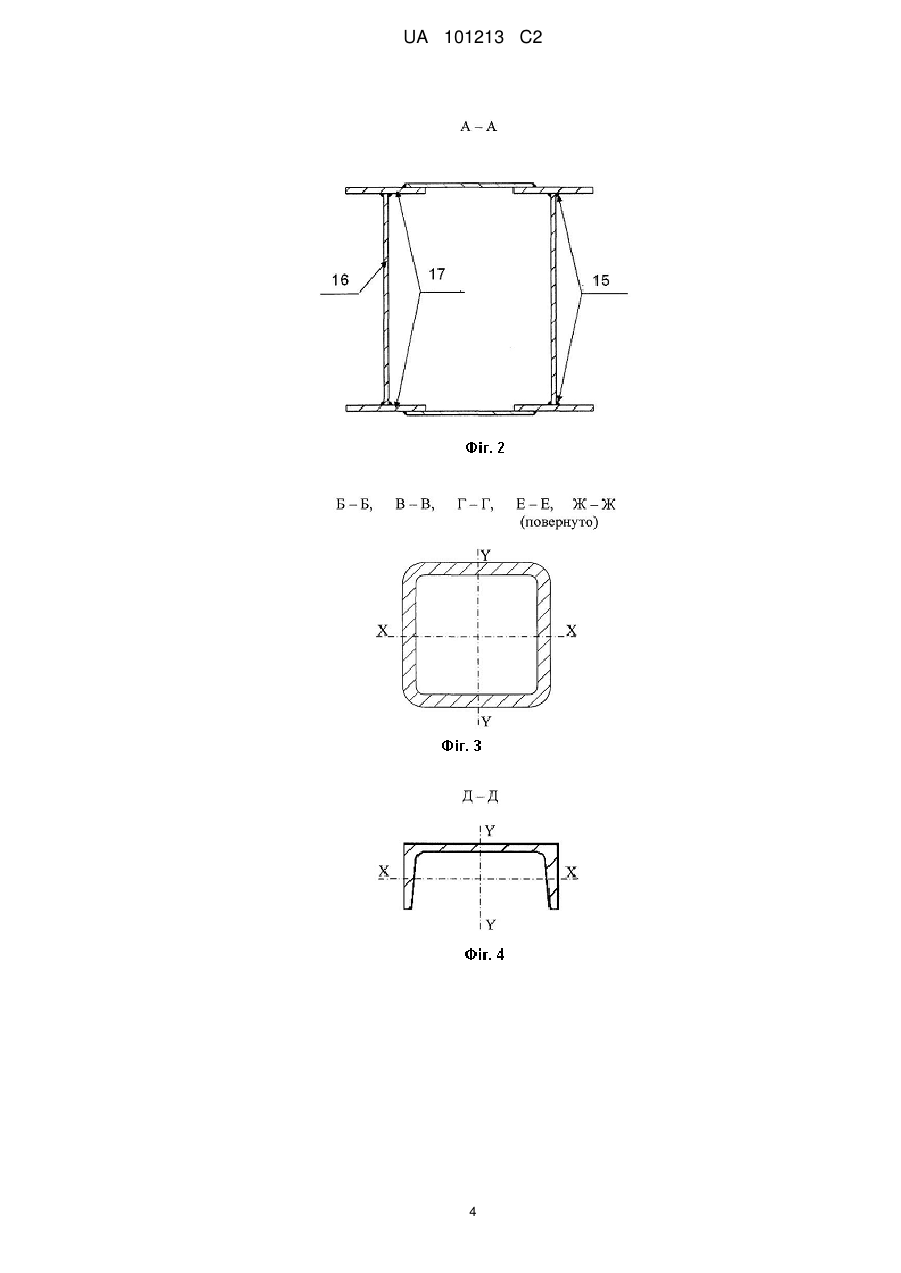
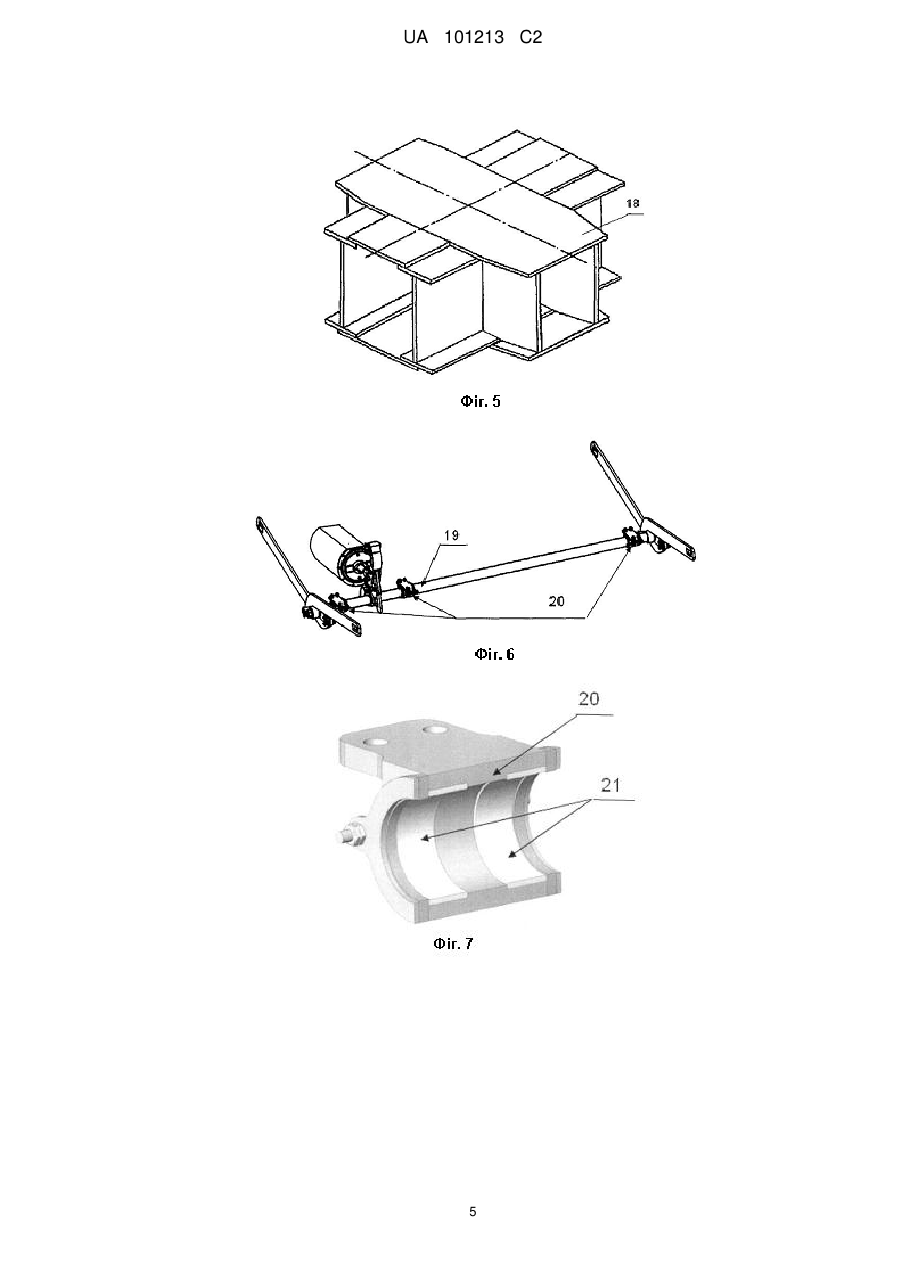
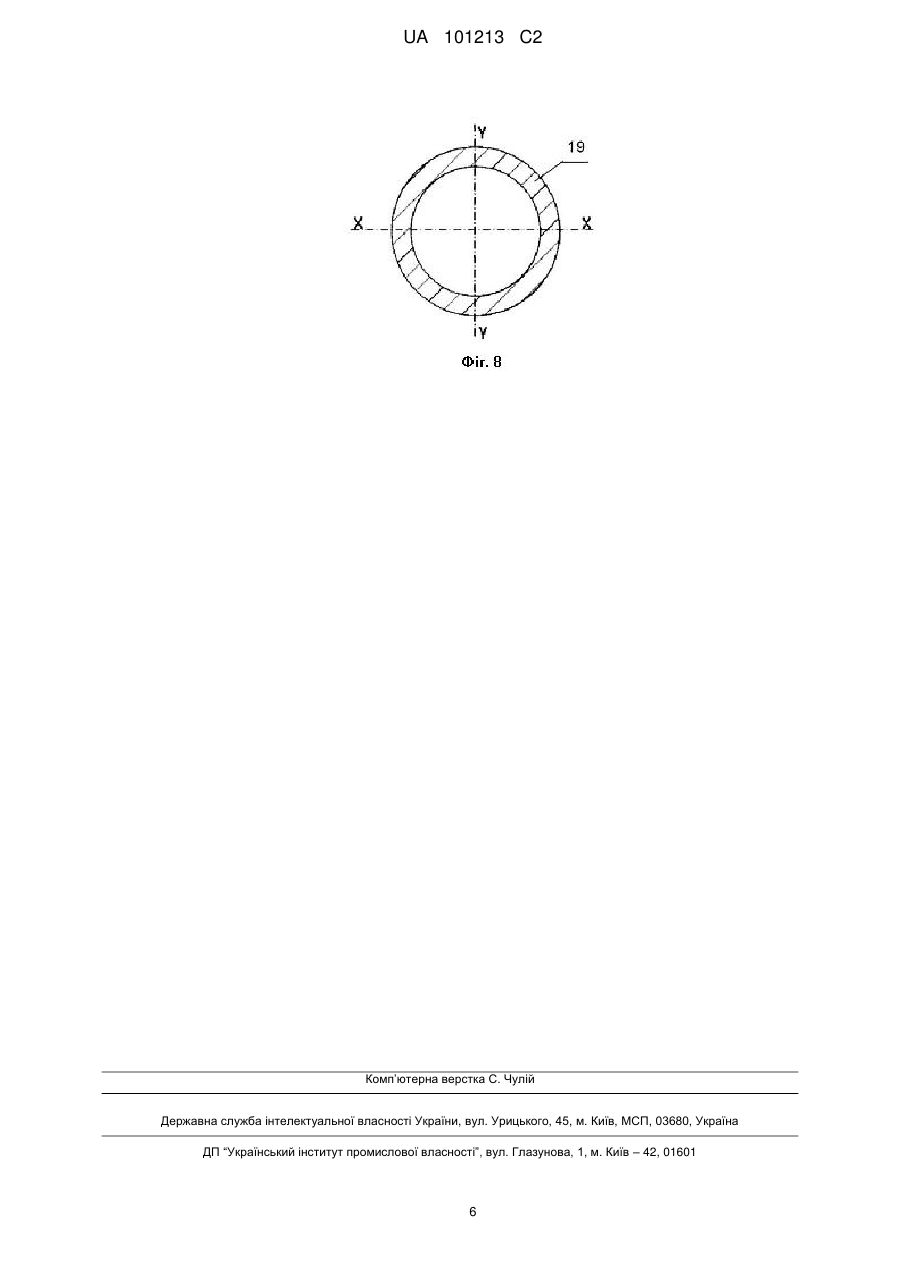
Реферат: Винахід належить до вагонобудування. Залізничний піввагон-хопер для гарячих котунів та агломерату складається з модуля екіпажної частини, що містить два двовісних візки, автозчепного модуля, модуля гальмового обладнання, модуля рами з хребтовою та шворневими балками, модуля розвантажувального устаткування з розвантажувальним валом, модуля кузова, який містить дві вертикальні бокові стіни, що мають обшивку і каркас, який складається з верхнього та нижнього обв'язувань, розкосів, з'єднувальних балок, що зв'язують нижнє обв'язування та кінцеві балки модуля рами, і дві похилі торцеві стіни, що мають обшивку і каркас, який складається з верхнього та нижнього обв'язувань, горизонтальних поясів. Хребтова балка модуля рами виконана з двотаврів № 45, кожен з яких має зварювальну конструкцію. Верхній лист шворневої балки виконано з листа сталі товщиною 10 мм. Розвантажувальний вал модуля розвантажувального устаткування виконано з труби круглого перерізу. Підшипникові вузли модуля розвантажувального устаткування виконано з вставками з композитних матеріалів. Обшивку бокових та торцевих стін модуля кузова виконано з листів сталі товщиною 5 мм. Верхні, нижні обв'язування, розкоси стін бокових, верхні, нижні обв'язування, горизонтальні пояси стін торцевих виконано з профілів у вигляді труби квадратного перерізу. З'єднувальні балки, що зв'язують нижнє обв'язування та кінцеві балки модуля рами, виконано з одного швелера. Технічним результатом є зменшення UA 101213 C2 (12) UA 101213 C2 матеріалоємності і відповідне збільшення вантажопідйомності при забезпеченні умов міцності та експлуатаційної надійності. UA 101213 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до вагонобудування та може бути використаний для здійснення залізничних перевезень гарячих котунів і агломерату з температурою до 700 °С з місця виробництва на приймальні бункери доменної печі. Відомий залізничний спеціалізований піввагон-хопер для гарячих котунів та агломерату [модель 22-471 за Грузовые вагоны: Учеб. пособие : В 2ч. 4.1: Полувагоны и крытые вагоны/ М.И. Харитонов, В.Н. Панкин. - Хабаровск: Изд-во ДВГУПС, 2004 г. (с. 31, 32)], конструкція якого складається з модуля екіпажної частини, що містить два двовісних візки, автозчепного модуля, модуля гальмового обладнання, модуля рами з хребтовою та шворневими балками, модуля розвантажувального устаткування і модуля кузова, який складається з двох вертикальних бокових і двох похилих торцевих стін, що містять обшивку і каркас. Недоліки даного пристрою полягають у наступному: піввагони-хопери для гарячих котунів та агломерату даної моделі характеризуються недостатньою вантажопідйомністю, що обумовлює при їх експлуатації на мережах залізниць збільшення собівартості вантажоперевезень і зменшення рентабельності роботи та конкурентоспроможності залізничного транспорту. Найбільш близьким до об'єкта, що заявляється, є залізничний напіввагон-хопер чотиривісний для гарячих котунів та агломерату [вагон-хопер чотиривісний для гарячих котунів та агломерату моделі 20-9749 Технічні умови ТУУ35.2.-01124454-035:2005], конструкція якого складається з модуля екіпажної частини, що містить два двовісних візки, автозчепного модуля, модуля гальмового обладнання, модуля рами з хребтовою та шворневими балками, модуля розвантажувального устаткування з розвантажувальним валом та системою змащування підшипникових вузлів, модуля кузова, який містить дві вертикальні бокові стіни, що мають обшивку і каркас, який складається з верхнього та нижнього обв'язувань, розкосів, з'єднувальних балок, що зв'язують нижнє обв'язування та кінцеві балки модуля рами, і дві похилі торцеві стіни, що мають обшивку і каркас, який складається з верхнього та нижнього обв'язувань, горизонтальних поясів. Причини, що перешкоджають одержанню необхідного технічного результату, полягають у наступному: в основу вузла хребтової балки входять два гарячекатаних швелери №45, які є дефіцитною продукцією та мають велику вартість, шворнева балка виконана з верхнім листом товщиною 16 мм, обшивка бокових та торцевих стін модуля кузова виконана з листа товщиною 6 мм, верхнє та нижнє обв'язування, горизонтальні пояси, розкоси, з'єднувальні балки виконані з двох зварених між собою швелерів, розвантажувальний модуль має розвантажувальний вал круглого суцільного перерізу та систему змащування підшипникових вузлів, що обумовлює збільшення витрат коштів на виготовлення та ремонт залізничного піввагона-хопера для гарячих котунів та агломерату і визначає його збільшену матеріалоємність і відповідно зменшену вантажопідйомність. Окрім того висока матеріалоємність піввагона-хопера для гарячих котунів та агломерату обумовлює підвищені витрати паливно-енергетичних ресурсів тягового рухомого складу на переміщення вантажних поїздів. В основу винаходу поставлено задачу зниження трудомісткості виготовлення та ремонту залізничного піввагона-хопера для гарячих котунів та агломерату, а також зниження матеріалоємності і збільшення вантажопідйомності за рахунок удосконалення конструкції основних елементів модулів рами, кузова, розвантажувального устаткування при виконанні умов міцності та експлуатаційної надійності. Поставлена задача вирішується тим, що в залізничному піввагоні-хопері для гарячих котунів та агломерату, конструкція якого складається з модуля екіпажної частини, що містить два двовісних візки, автозчепного модуля, модуля гальмового обладнання, модуля рами з хребтовою та шворневими балками, модуля розвантажувального устаткування з розвантажувальним валом та без системи змащування, модуля кузова, який містить дві вертикальні бокові стіни, що мають обшивку і каркас, який складається з верхнього та нижнього обв'язувань, розкосів, з'єднувальних балок, що зв'язують нижнє обв'язування та кінцеві балки модуля рами, і дві похилі торцеві стіни, що мають обшивку і каркас, який складається з верхнього, нижнього обв'язувань та горизонтальних поясів, двотаври № 45 вузла хребтової балки мають зварювальну конструкцію з вертикальної стінки та двох горизонтальних полиць, верхній лист шворневої балки виконано з листа сталі товщиною 10 мм, обшивка бокових та торцевих стін модуля кузова виконана з листа товщиною 5 мм, верхні та нижні обв'язування, горизонтальні пояси, розкоси, виконані з труби квадратного перерізу, з'єднувальні балки, що зв'язують нижнє обв'язування та кінцеві балки модуля рами виконані з одного швелера, розвантажувальний вал виконано з труби круглого перерізу, у підшипникові вузли модуля розвантажувального устаткування встановлюються замість системи змащування втулки з композитного матеріалу. 1 UA 101213 C2 5 10 15 20 25 30 35 40 45 50 55 60 Введення нових ознак при взаємодії з відомими забезпечують зниження витрат коштів на виготовлення та ремонт піввагона-хопера для гарячих котунів та агломерату, а також зменшення матеріалоємності піввагона-хопера для гарячих котунів та агломерату і відповідне збільшення вантажопідйомності при забезпеченні умов його міцності та експлуатаційної надійності. На фіг. 1 показаний загальний вигляд запропонованого піввагона-хопера для гарячих котунів та агломерату; на фіг. 2 - переріз А-А з фіг. 1, що відповідає перерізу хребтової балки модуля рами піввагона-хопера для гарячих котунів та агломерату з запропонованим зварювальним виконанням двотавра № 45; на фіг. 3 - перерізи Б-Б, В-В, Г-Г, Е-Е, Ж-Ж з фіг. 1, що відповідають запропонованій формі перерізу відповідно: розкосів 8, верхнього обв'язування 13 бокових стін, нижнього обв'язування 12 бокових стін, горизонтальних поясів 9, верхнього обв'язування 10 торцевих стін; на фіг. 4 - переріз Д-Д з фіг. 1, на якому показано переріз запропонованої конструкції з одного швелера з'єднувальних балок, що зв'язують нижнє обв'язування та кінцеві балки рами; на фіг. 5 показано фрагмент хребтової балки з шворневою балкою, верхній лист якої запропоновано виконувати з листа товщиною 10 мм; на фіг. 6 показано фрагмент модуля розвантажувального устаткування піввагона-хопера для гарячих котунів та агломерату запропонованої конструкції без системи змащування підшипникових вузлів; на фіг. 7 показано підшипниковий вузол модуля розвантажувального устаткування з вставками з композитного матеріалу; на фіг. 8 - переріз розвантажувального вала модуля розвантажувального устаткування запропонованої конструкції у вигляді труби круглого перерізу. Запропонований залізничний піввагон-хопер для гарячих котунів та агломерату (фіг. 1) складається з модуля екіпажної частини 1, що містить два двовісних візки, автозчепного модуля 2, модуля гальмового обладнання 3, модуля рами 4 з хребтовою балкою (переріз на фіг. 2), двотаври № 45 якої мають зварювальну конструкцію 15 з вертикальної стінки 16 та двох горизонтальних полиць 17 та шворневої балки (фіг. 5) з верхнім листом товщиною 10 мм 18, модуля розвантажувального устаткування 5 (фіг. 1) з розвантажувальним валом 19 (фіг. 6) з перерізом у вигляді труби круглого перерізу (фіг. 8) та підшипниковими вузлами 20 (фіг. 6) з вставками з композитних матеріалів 21 замість системи змащування (фіг. 7), модуля кузова 6 (фіг. 1) обшивка 7 бокових та торцевих стін якого виконана з листа товщиною 5 мм, верхнє 13, нижнє 12 обв'язування, розкоси 8 стін бокових, верхнє 10, нижнє 11 обв'язування, горизонтальні пояси 9 стін торцевих виконано з труби квадратного перерізу (фіг. 3), з'єднувальні балки 14 (фіг. 1) що зв'язують нижнє обв'язування та кінцеві балки модуля рами виконано з одного швелера, переріз якого показано на (фіг. 4). Запропонований залізничний піввагон-хопер для гарячих котунів та агломерату працює таким чином. Для формування вантажного залізничного потяга піввагон-хопер для гарячих котунів та агломерату з'єднується з заднім вагоном і переднім вагоном (або локомотивом) через модуль автозчепного пристрою 2 та з гальмівною магістраллю потяга через модуль гальмівного обладнання 3 (фіг. 1). Внаслідок завантаження кузова 6 насипним вантажем температурою до 700 °С, відповідні навантаження через кришки люків модуля розвантажувального устаткування 5 передаються на модуль рами 4 та далі на осі колісних пар двох двовісних візків модуля екіпажної частини 1. При цьому насипний вантаж також розподілено діє через обшивку 7 на каркаси бокових та торцевих стін, до складу яких входять верхні 13, 10, нижні 12, 13 обв'язування, розкоси 8, горизонтальні пояси 9. В процесі руху вантажного потяга найбільші навантаження на елементи конструкції піввагона-хопера для гарячих котунів та агломерату виникають в екстремальних ситуаціях. Наприклад, суттєві інерційні навантаження при екстреному гальмуванні, що діють на обшивку та каркас передньої за рухом торцевої стіни, а також на хребтову балку модуля рами 4 і незначною мірою на з'єднувальні балки 14 що зв'язують нижні обв'язування та кінцеві балки модуля рами. Вивантаження напіввагона-хопера для гарячих котунів та агломерату здійснюється при відкритті розвантажувальних люків, що здійснюється внаслідок повороту на 160° розвантажувального вала у підшипникових вузлах з вставками з композитного матеріалу, які забезпечують необхідні характеристики тертя без системи змащування. Використання двотаврів № 45 запропонованої зварювальної конструкції забезпечить суттєве зниження витрат коштів на виготовлення піввагона-хопера для гарячих котунів та агломерату при забезпеченні умов його міцності та експлуатаційної надійності. Використання як верхнього листа шворневої балки стального листа товщиною 10 мм, виконання обшивки бокових та торцевих стін з листа товщиною 5 мм, відсутність системи змащування підшипникових вузлів, виконання верхніх, нижніх обв'язувань, розкосів стін бокових, верхніх, нижніх обв'язувань, горизонтальних поясів стін торцевих з труб квадратного перерізу, виконання з'єднувальних балок з одного швелера дає можливість суттєво зменшити матеріалоємність і 2 UA 101213 C2 5 відповідно збільшити вантажопідйомність піввагона-хопера для гарячих котунів та агломерату при забезпеченні умов його міцності та експлуатаційної надійності. До того ж виконання верхніх, нижніх обв'язувань, розкосів стін бокових, верхніх, нижніх обв'язувань, горизонтальних поясів стін торцевих з труб квадратного перерізу дозволить зменшити протяжність зварювальних швів піввагона-хопера для гарячих котунів та агломерату майже на 200 м, а також поряд з відсутністю системи змащування, значно сприятимуть зниженню витрат коштів на виготовлення та ремонт піввагона-хопера для гарячих котунів та агломерату. ФОРМУЛА ВИНАХОДУ 10 15 20 25 Залізничний піввагон-хопер для гарячих котунів та агломерату, конструкція якого складається з модуля екіпажної частини, що містить два двовісних візки, автозчепного модуля, модуля гальмового обладнання, модуля рами з хребтовою та шворневими балками, модуля розвантажувального устаткування з розвантажувальним валом, модуля кузова, який містить дві вертикальні бокові стіни, що мають обшивку і каркас, який складається з верхнього та нижнього обв'язувань, розкосів, з'єднувальних балок, що зв'язують нижнє обв'язування та кінцеві балки модуля рами, і дві похилі торцеві стіни, що мають обшивку і каркас, який складається з верхнього та нижнього обв'язувань, горизонтальних поясів, який відрізняється тим, що хребтова балка модуля рами виконана з двотаврів № 45, кожен з яких має зварювальну конструкцію з вертикальної стінки та приєднаних до неї зварюванням полиць, верхній лист шворневої балки виконано з листа сталі товщиною 10 мм, розвантажувальний вал модуля розвантажувального устаткування виконано з труби круглого перерізу, підшипникові вузли модуля розвантажувального устаткування виконано звставками з композитних матеріалів, обшивку бокових та торцевих стін модуля кузова виконано з листів сталі товщиною 5 мм, верхні, нижні обв'язування, розкоси стін бокових, верхні, нижні обв'язування, горизонтальні пояси стін торцевих виконано з профілів у вигляді труби квадратного перерізу, а з'єднувальні балки, що зв'язують нижнє обв'язування та кінцеві балки модуля рами, виконано з одного швелера. 3 UA 101213 C2 4 UA 101213 C2 5 UA 101213 C2 Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Назва патенту англійськоюHopper for hot pellets and agglomerate
Автори англійськоюFomin Volodymyr Viktorovych, Fomin Oleksii Viktorovych
Назва патенту російськоюЖелезнодорожный полувагон-хоппер для горячих окатышей и агломерата
Автори російськоюФомин Владимир Викторович, Фомин Алексей Викторович
МПК / Мітки
МПК: B61F 1/02, B61D 17/08, B61D 17/06, B61D 7/16, B61D 7/00
Мітки: піввагон-хопер, агломерату, залізничний, гарячих, котунів
Код посилання
<a href="https://ua.patents.su/8-101213-zaliznichnijj-pivvagon-khoper-dlya-garyachikh-kotuniv-ta-aglomeratu.html" target="_blank" rel="follow" title="База патентів України">Залізничний піввагон-хопер для гарячих котунів та агломерату</a>
Залізничний піввагон універсальний
Номер патенту: 99052
Опубліковано: 10.07.2012
Автори: Фомін Олексій Вікторович, Фомін Володимир Вікторович, Бурлуцький Олексій Вікторович
МПК: B61D 3/00, B61F 1/00, B61D 17/04
Мітки: піввагон, універсальний, залізничний
Формула / Реферат:
Залізничний піввагон універсальний, конструкція якого складається з модуля екіпажної частини, що містить два двовісних візки, модуля автозчепного пристрою, модуля гальмівного обладнання, модуля рами з вузлом хребтової балки і модуля кузова, який містить дві бокові стіни, що мають обшивку і каркас, який складається із вертикальних стійок і верхнього обв'язування, та дві торцеві стіни, що мають обшивку і каркас, який складається з поясів,...
Залізничний універсальний вагон-хопер
Номер патенту: 99055
Опубліковано: 10.07.2012
Автори: Фомін Олексій Вікторович, Бурлуцький Олексій Вікторович, Фомін Володимир Вікторович
МПК: B61D 17/04, B61D 7/00, B61D 9/00
Мітки: залізничний, універсальний, вагон-хопер
Формула / Реферат:
Залізничний універсальний вагон-хопер, конструкція якого складається з модуля екіпажної частини, що містить два двовісних візки, автозчепного модуля, модуля гальмівного обладнання, модуля рами, модуля розвантажувального устаткування, модуля кузова, який містить дах, дві вертикальні бокові стіни, що мають обшивку і каркас, який включає верхнє обв'язування та вертикальні стійки, та дві похилі торцеві стіни, що містять обшивку і каркас у...
Залізничний піввагон
Номер патенту: 89330
Опубліковано: 11.01.2010
Автори: Фомін Володимир Вікторович, Фомін Олексій Вікторович, Мороз Володимир Ілліч, Братченко Олександр Васильович
МПК: B61F 1/00, B61D 17/00, B61D 3/08, B61D 3/04, E06C 5/00
Мітки: залізничний, піввагон
Формула / Реферат:
Залізничний піввагон, конструкція якого складається з модуля екіпажної частини, що містить два двовісних візки, автозчіпного модуля, модуля гальмового обладнання, модуля рами з хребтовою балкою і модуля кузова, який містить дві бокові стіни, що мають обшивку і каркас з верхньою обв'язкою, і дві торцеві стіни, що мають обшивку і каркас, який складається з верхньої обв'язки, вертикальних бокових стійок, поясів і стійок, який відрізняється тим,...
Залізничний універсальний піввагон
Номер патенту: 89345
Опубліковано: 11.01.2010
Автори: Білаш Володимир Павлович, Фомін Олексій Вікторович, Фомін Володимир Вікторович, Новиков Володимир Романович, Сидоренко Костянтин Васильович, Мороз Володимир Ілліч
МПК: B61D 3/08, B61D 3/04, B61D 17/00, B61F 1/00
Мітки: залізничний, універсальний, піввагон
Формула / Реферат:
Залізничний універсальний піввагон, конструкція якого складається з модуля екіпажної частини, що містить два двовісних візки, модуля автозчіпного пристрою, модуля гальмівного обладнання, модуля рами з вузлом хребтової балки, до якого прикріплені державки петель кришок розвантажувальних люків, і модуля кузова, який містить дві бокові стіни, що мають обшивку і каркас, який складається із вертикальних стійок і верхнього нижнього обв'язування,...
Візок для спікання агломерату та обпалювання котунів
Номер патенту: 71321
Опубліковано: 15.11.2004
Автори: Полєтаєв Олександр Федорович, Котов Володимир Валентинович
МПК: F27B 21/06
Мітки: спікання, котунів, обпалювання, візок, агломерату
Формула / Реферат:
Візок для спікання агломерату та обпалювання котунів, що містить поставлену на ходові ролики раму з прорізами під повзуни, знімні борти, колосники, повзуни, які мають форму, що утворена зі стержня прямокутного поперечного перерізу, у якого з боку, оберненого до вакуумної камери, виконаний поздовжній паз, а з протилежного боку виконаний зріз верхнього ребра, який не доходить до кінців повзуна і утворює з тілом рами відкриту назовні порожнину,...
Попередній патент: Сільськогосподарська машина для внесення добрив зі змінюваною шириною колії
Наступний патент: Гідролази, кодуючі їх нуклеїнові кислоти і способи їх одержання і застосування
Випадковий патент: Пристрій для затиску заготовок