Спосіб завантаження металоохолоджувачів у совок перед конвертерною плавкою
Номер патенту: 110271
Опубліковано: 10.12.2015
Автори: Сущенко Андрій Вікторович, Гриценко Олександр Сергійович, Лігус Микола Миколайович, Попов Євгєній Сєргєєвіч, Орліченко Михайло Павлович, Конашевич Олександр Олександрович, Чєрних Олексій Олександрович
Формула / Реферат
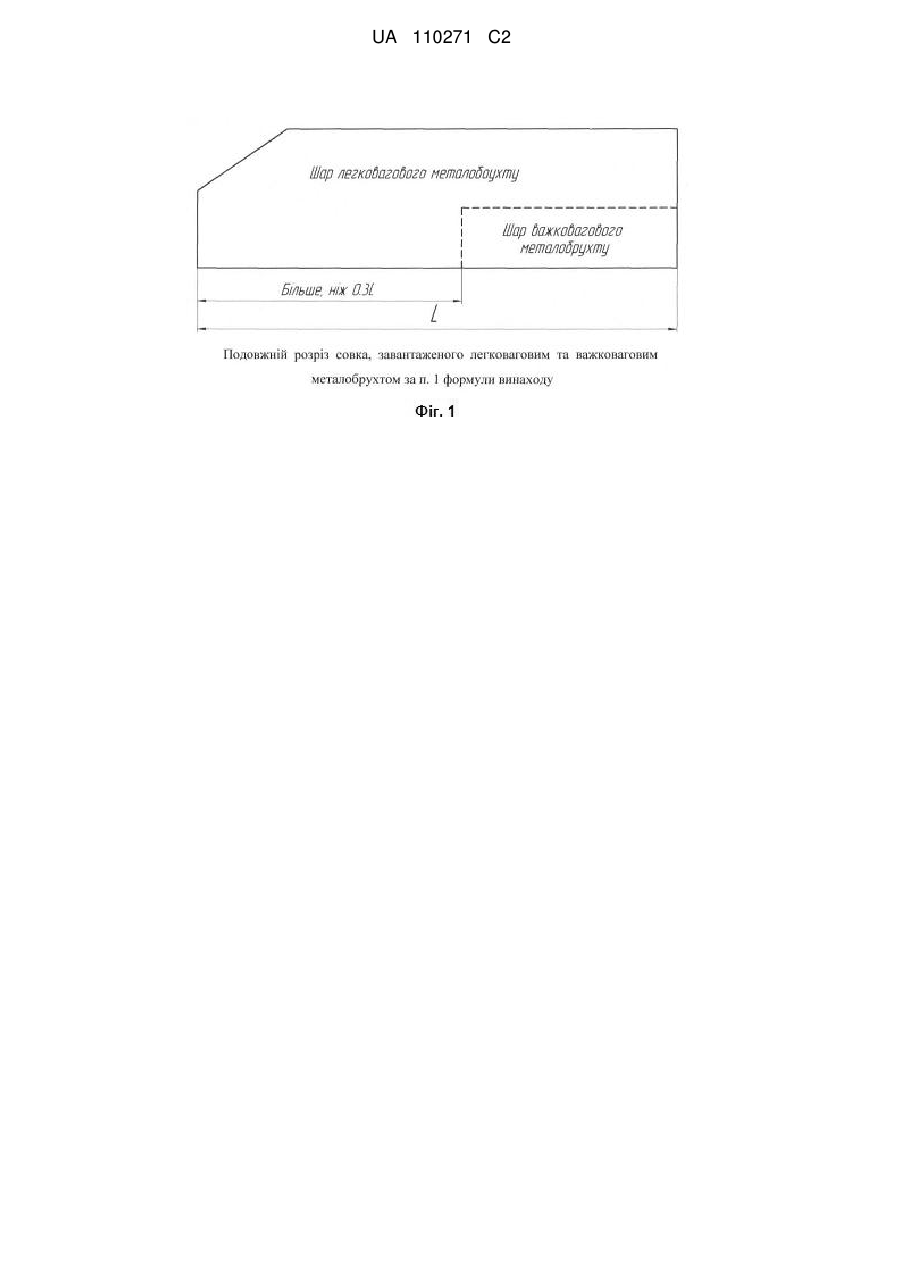
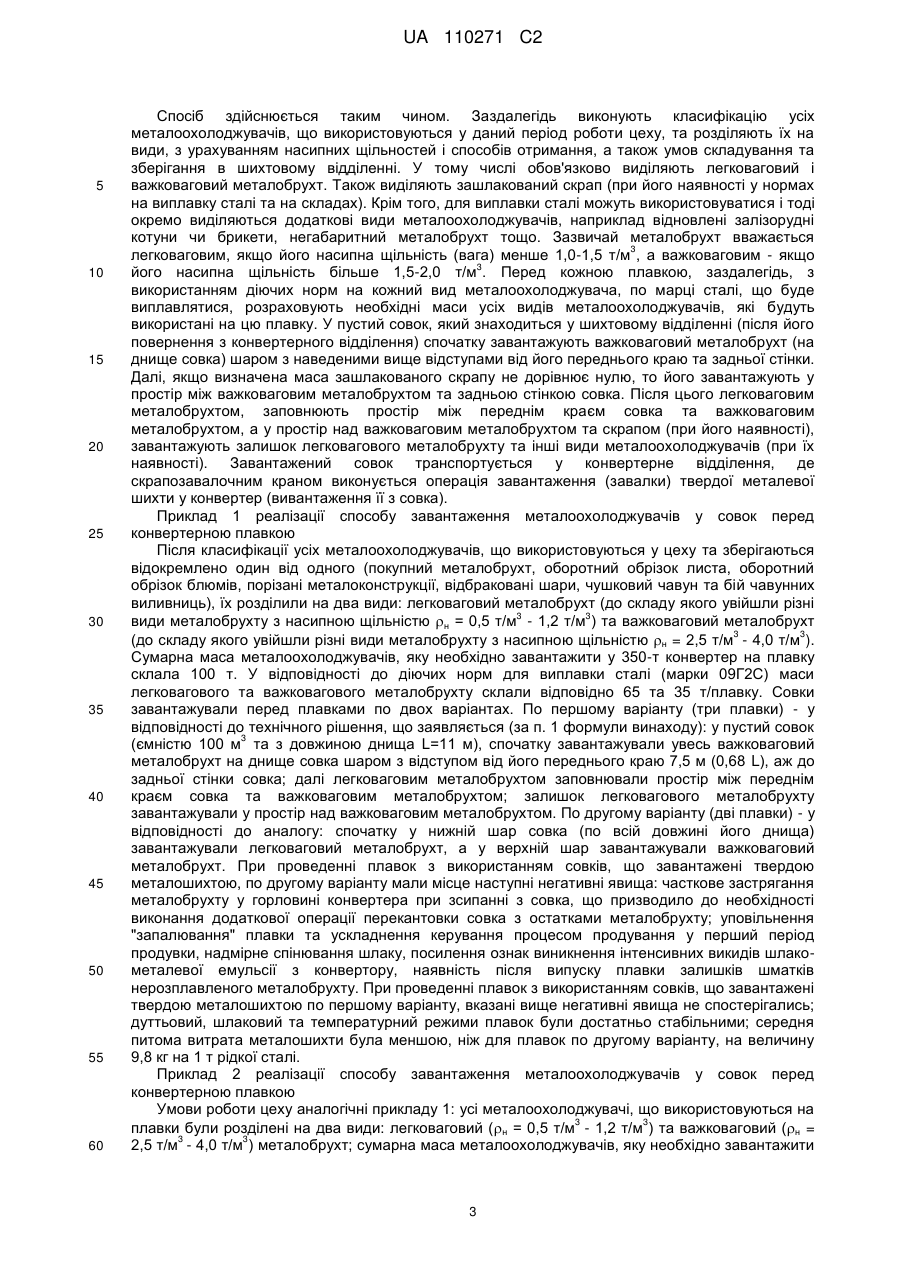
1. Спосіб завантаження металоохолоджувачів у совок перед конвертерною плавкою, що включає пошарове завантаження не менше ніж двох видів металоохолоджувачів, у тому числі легковагового та важковагового металобрухту, який відрізняється тим, що шар важковагового металобрухту розташовують на днищі совка з відступом від його переднього краю, не меншим ніж 0,3∙L, де L - довжина днища совка, м, а простір між переднім краєм совка та важковаговим металобрухтом заповнюють легковаговим металобрухтом.
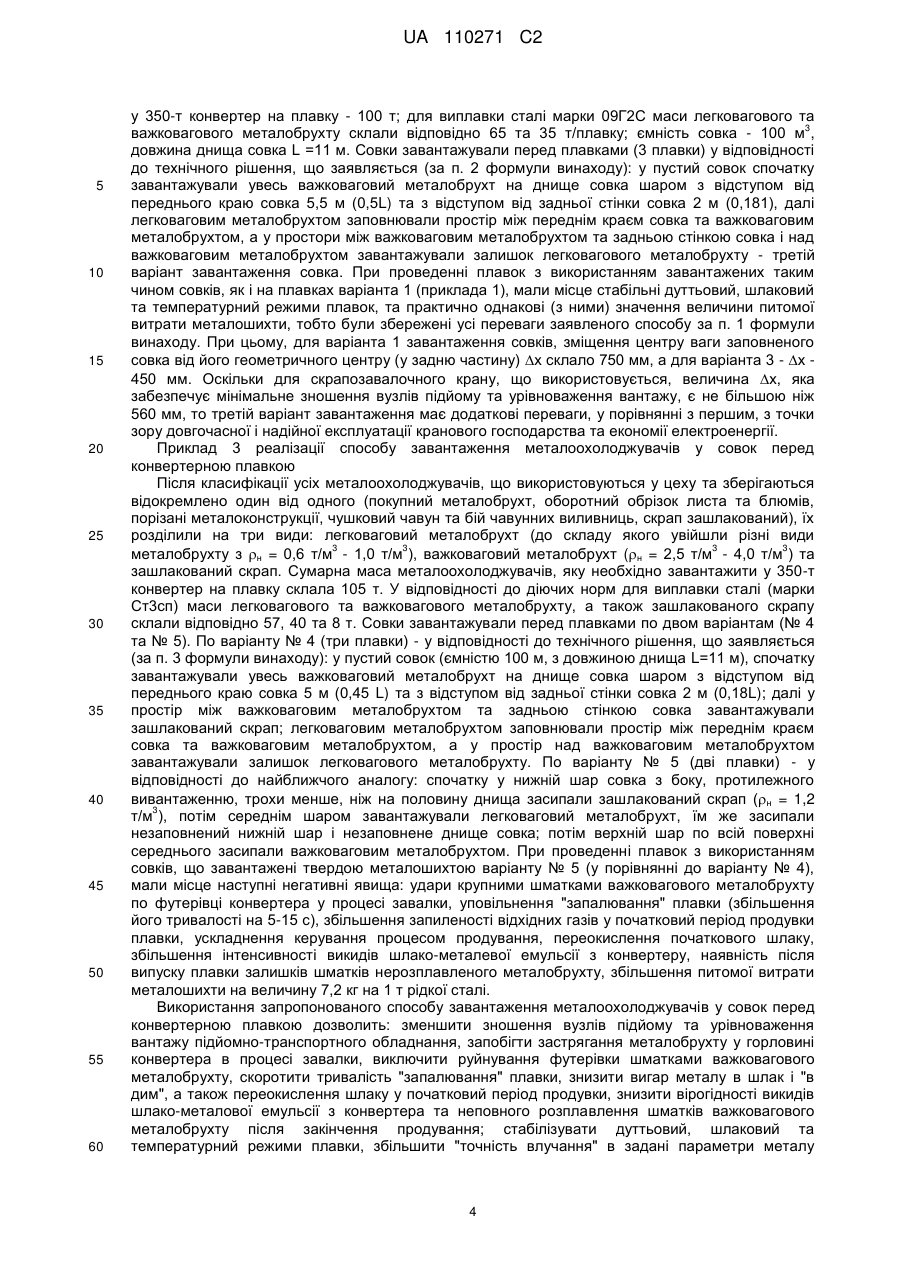
2. Спосіб за п. 1, який відрізняється тим, що шар важковагового металобрухту розташовують з відступом від задньої стінки совка, не меншим ніж 0,1∙L.
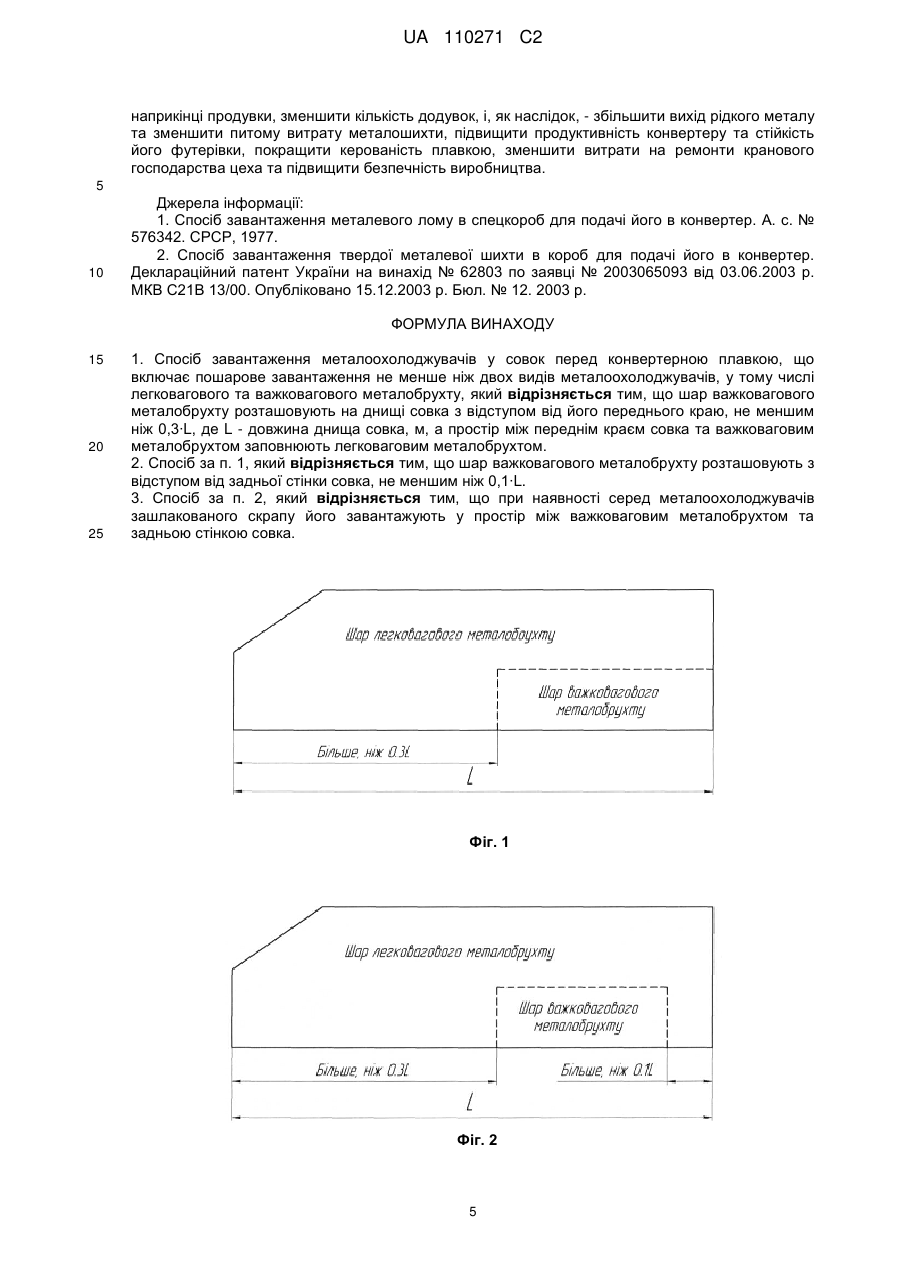
3. Спосіб за п. 2, який відрізняється тим, що при наявності серед металоохолоджувачів зашлакованого скрапу його завантажують у простір між важковаговим металобрухтом та задньою стінкою совка.
Текст
Реферат: Винахід належить до чорної металургії. Спосіб завантаження металоохолоджувачів у совок перед конвертерною плавкою, що включає пошарове завантаження легковагового та важковагового металобрухту, при цьому шар важковагового металобрухту розташовують на днищі совка з відступом заявленої величини від його переднього краю, а простір між переднім краєм совка та важковаговим металобрухтом заповнюють легковаговим металобрухтом. Винахід підвищує продуктивність конвертеру та стійкість його футерівки, покращує керованість плавкою та підвищує безпечність виробництва. UA 110271 C2 (12) UA 110271 C2 UA 110271 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до металургії, переважно до киснево-конвертерного виробництва сталі. Відомий спосіб завантаження металевого брухту в спецкороб (совок) для подачі його в конвертер [1], що включає пошарове завантаження твердої металевої шихти з різною насипною вагою - у нижній шар завантажують по всій довжині днища спецкороба металобрухт з насипною 3 вагою 0,5-1,2 т/м (легковаговий), у середній шар завантажують зонами скрап з насипною вагою 3 3 1,2-2,5 т/м , а у верхній шар завантажують металобрухт з насипною вагою 2,5-4,0 т/м (важковаговий) до повного заповнення короба. У відомому способі завантаження металевого брухту реалізується можливість завантаження у спецкороб та послідуюче використання у конвертерній плавці декількох видів металоохолоджувачів, які відрізняються як за своєю насипною щільністю (легковаговий та важковаговий металобрухт), так і за способом отримання (скрап та металобрухт). Проте, при використанні відомого способу завантаження металевого брухту в спецкороб, після вивантаження з нього твердої металевої шихти (металоохолоджувачів) у конвертер вона буде розташована непошарово та несистемно, оскільки при нахилі короба над горловиною конвертера усі шари металоохолоджувачів почнуть зсипатися практично одночасно. Це призведе до суттєвого ускладнення прогнозування температури ванни на початку продування плавки киснем, а внаслідок цього і керування процесом продування, збільшення вірогідності викидів шлако-металевої емульсії з конвертору, та дестабілізації (від плавки до плавки) параметрів металу після його продування (особливо при великій кількості важковагового металобрухту, що зсипався у нижню частину металозавалки). Відомий спосіб завантаження твердої металевої шихти в короб (совок) перед конвертерною плавкою [2] - найближчий аналог, що включає пошарове завантаження в короб металоохолоджувачів різних видів (різної насипної ваги та різних способів отримання) так, що нижній шар з боку, протилежного вивантаженню, не більше ніж на половину днища засипають 3 металевою шихтою, що складається зі скрапу з насипною вагою 1,2-1,6 т/м , середнім шаром 3 завантажують металобрухт з насипною вагою не менше 0,6 т/м (легковаговий металобрухт), цим же матеріалом засипають незаповнений нижній шар і незаповнене днище, верхній шар по всій поверхні середнього засипають металевою шихтою, що залишилася, у вигляді 3 металобрухту з насипною вагою не менше 2,5 т/м (важковаговий металобрухт). У відомому технічному рішенні положення шарів металевої шихти у коробі забезпечує їх послідовне пошарове зсипання у конвертер, і, як наслідок, пошарове розташування у порожнині конвертера. Це стабілізує процес продування (від плавки до плавки), та покращує його керованість. Проте, при використанні відомого технічного рішення розташування шарів металоохолоджувачів різних видів (з різною насипною вагою) у конвертері не є оптимальним. Так, під час завалки металоохолоджувачів у конвертер, важковаговий металобрухт буде зсипатися із совка безпосередньо на дно конвертера, що може призвести до руйнування його футерівки, та, як наслідок, до зменшення її стійкості. Шматки важковагового металобрухту, що будуть розташовані в нижній частині металевої ванни можуть не встигнути розплавитися за весь час продування конвертерної плавки та "приваритися" до дна агрегату чи вивалитися у шлакову чашу під час зливання шлаку. Запізнє (на при кінці продувки плавки), чи не повне розплавлення металобрухту призведе до різкої непередбачуваної зміни хімічного складу та температури металу після повалки конвертера (для відбирання проб металу), що, як правило, призводить до необхідності виконання операції додувки плавки. Все це знижує вихід придатного металу. При цьому, якщо до складу важковагового металобрухту входитиме твердий чавун 3 (брухт чавуну, чавунні чушки та ін.), який має насипну вагу більше 2,5 т/м , то суттєво збільшиться вірогідність появи дуже небезпечних донних викидів металу з конвертера (внаслідок потрапляння великих порцій високо вуглецевого розплаву з придонної частини ванни у її верхню перегріту та переокислену частину у заключний період продування плавки). Так як після завалки твердої металошихти та заливки рідкого чавуну у конвертер легковаговий металобрухт розташовується над важковаговим, та буде розплавлятися значно раніше за нього, то матиме місце переохолодження верхньої частини ванни в початковий період продувки, особливо при низькому тепловому потенціалі шихтовки плавки (при великій частці металобрухту у металошихті). Крім того, при розташуванні в конвертері легковагового металобрухту зверху металозавалки, особливо при великій кількості його в металошихті, значна частина легковагового металобрухту буде виступати над рідким чавуном та інтенсивно окислюватися у кисневих струменях при "запалюванні" плавки та у початковий період продувки. Все це призведе до збільшення тривалості процесу "запалювання" плавки, уповільнення процесу окислення вуглецю розплаву, переокислення початкового шлаку, підвищення 1 UA 110271 C2 5 10 15 20 25 30 35 40 45 50 55 60 вірогідності викидів шлако-металевої емульсії з конвертеру, та збільшення вигару металу в шлак і "в дим". В основу винаходу поставлена задача вдосконалити спосіб завантаження металоохолоджувачів у совок перед конвертерною плавкою, в якому, за рахунок зміни розташування шарів металоохолоджувачів різних видів (з різною насипною вагою) у совку забезпечується оптимальне розташування їх у порожнині конвертора після вивантаження з совка. Для вирішення поставленої задачі в способі завантаження металоохолоджувачів у совок перед конвертерною плавкою, що включає пошарове завантаження не менш ніж двох видів металоохолоджувачів, у тому числі легковагового та важковагового металобрухту, шар важковагового металобрухту розташовують на днищі совка з відступом від його переднього краю, не меншим ніж 0,3L, де L - довжина днища совка, м (фіг. 1), а простір між переднім краєм совка та важковаговим металобрухтом заповнюють легковаговим металобрухтом. Крім того, шар важковагового металобрухту розташовують з відступом від його задньої стінки, не меншим, ніж 0,1L (фіг. 2). А при наявності серед металоохолоджувачів зашлакованого скрапу, його розташовують у просторі між важковаговим металоохолоджувачем та задньою стінкою совка (фіг. 3). При створенні винаходу виходили з наступних положень. При розташуванні шару важковагового металобрухту на днищі совка, з відступом від його переднього краю заявленої величини, та заповнені легковаговим металобрухтом простору між переднім краєм совка та важковаговим металобрухтом, під час завантаження металоохолоджувачів у конвертер першим (на дно конвертера) буде зсипатися легковаговий металобрухт, а зверху на нього важковаговий. Це забезпечить захист футерівки конвертера шаром легковагового металобрухту від її руйнування шматками важковагового, що зсипаються з совка. Також важковаговий металобрухт буде ущільнювати шар легковагового. Це значно зменшить кількість металобрухту, що виступає над ванною, та інтенсивно окислюється в кисневих струменях. Також зменшується переохолодження верхньої частини ванни легковаговим металобрухтом у перший період продування плавки киснем, та вірогідність неповного розплавлення шматків важковагового металобрухту після закінчення продування. Все це призводить до зменшення вигару металу в шлак і "в дим" та вірогідності викидів шлако-металової емульсії з конвертера. Крім того, під час завантаження металоохолоджувачів у конвертер забезпечується додаткове "виштовхування" з совка легковагового металобрухту шаром важковагового, що суттєво зменшує вірогідність "застрягання" металевої шихти у горловині конвертера, а також виключає часткове залишення легковагого металобрухту у совку. Якщо величина відступу шару важковагового металобрухту від переднього краю совка буде менша ніж 0,3L, то шар легковагового металобрухту, що зсиплеться на дно конвертера, буде недостатнім для захищення футерівки конвертера від падаючих шматків важковагового металоохолоджувача. Також значна частина легковагового металобрухту буде знаходитися у верхній частині металевої ванни, що призведе до значного її переохолодження, та погіршення умов початкового періоду продування плавки киснем. Крім того значна частина важковагового металобрухту буде знаходитися у нижній частині ванни, що збільшить вірогідність неповного розплавлення шматків важковагового металобрухту до кінця продувки. При розташуванні важковагового металобрухту з відступом заявленої величини від задньої стінки совка зменшується зміщення (у сторону задньої стінки) центру ваги заповненого совка відносно його геометричного центру. Це зменшує навантаження на вузли підйому та урівноваження вантажу підйомно-транспортувальних машин (кранів), що знаходяться у шихтовому та конвертерному відділеннях киснево-конвертерного цеху, та, як наслідок, збільшує міжремонтні строки їх експлуатації. Це особливо важливо при експлуатації кранів в умовах підвищеного навантаження. Якщо величина відступу шару важковагового металобрухту від задньої стінки совка буде менша, ніж 0,1L, то зміщення центру ваги заповненого совка буде занадто великим і виходитиме за межі діапазону оптимальних значень для типових завалочних кранів конвертерних цехів. Це не дозволить суттєво зменшити швидкість зношення вузлів підйому та урівноваження вантажу підйомно-транспортувальні машини (кранів). При наявності серед металоохолоджувачів зашлакованого скрапу, його розташування у просторі між важковаговим металобрухтом та задньою стінкою совка забезпечує зсипання скрапу на верх металозавалки у порожнині конвертера. Це призведе до швидкого розплавлення шлакової частини скрапу в перший період продувки плавки, прискорення шлакоутворення, покращення засвоєння вапна, процесів дефосфорації та десульфурації металу в конвертері, а також поліпшення умов експлуатації його футерівки. 2 UA 110271 C2 5 10 15 20 25 30 35 40 45 50 55 60 Спосіб здійснюється таким чином. Заздалегідь виконують класифікацію усіх металоохолоджувачів, що використовуються у даний період роботи цеху, та розділяють їх на види, з урахуванням насипних щільностей і способів отримання, а також умов складування та зберігання в шихтовому відділенні. У тому числі обов'язково виділяють легковаговий і важковаговий металобрухт. Також виділяють зашлакований скрап (при його наявності у нормах на виплавку сталі та на складах). Крім того, для виплавки сталі можуть використовуватися і тоді окремо виділяються додаткові види металоохолоджувачів, наприклад відновлені залізорудні котуни чи брикети, негабаритний металобрухт тощо. Зазвичай металобрухт вважається 3 легковаговим, якщо його насипна щільність (вага) менше 1,0-1,5 т/м , а важковаговим - якщо 3 його насипна щільність більше 1,5-2,0 т/м . Перед кожною плавкою, заздалегідь, з використанням діючих норм на кожний вид металоохолоджувача, по марці сталі, що буде виплавлятися, розраховують необхідні маси усіх видів металоохолоджувачів, які будуть використані на цю плавку. У пустий совок, який знаходиться у шихтовому відділенні (після його повернення з конвертерного відділення) спочатку завантажують важковаговий металобрухт (на днище совка) шаром з наведеними вище відступами від його переднього краю та задньої стінки. Далі, якщо визначена маса зашлакованого скрапу не дорівнює нулю, то його завантажують у простір між важковаговим металобрухтом та задньою стінкою совка. Після цього легковаговим металобрухтом, заповнюють простір між переднім краєм совка та важковаговим металобрухтом, а у простір над важковаговим металобрухтом та скрапом (при його наявності), завантажують залишок легковагового металобрухту та інші види металоохолоджувачів (при їх наявності). Завантажений совок транспортується у конвертерне відділення, де скрапозавалочним краном виконується операція завантаження (завалки) твердої металевої шихти у конвертер (вивантаження її з совка). Приклад 1 реалізації способу завантаження металоохолоджувачів у совок перед конвертерною плавкою Після класифікації усіх металоохолоджувачів, що використовуються у цеху та зберігаються відокремлено один від одного (покупний металобрухт, оборотний обрізок листа, оборотний обрізок блюмів, порізані металоконструкції, відбраковані шари, чушковий чавун та бій чавунних виливниць), їх розділили на два види: легковаговий металобрухт (до складу якого увійшли різні 3 3 види металобрухту з насипною щільністю н = 0,5 т/м - 1,2 т/м ) та важковаговий металобрухт 3 3 (до складу якого увійшли різні види металобрухту з насипною щільністю н = 2,5 т/м - 4,0 т/м ). Сумарна маса металоохолоджувачів, яку необхідно завантажити у 350-т конвертер на плавку склала 100 т. У відповідності до діючих норм для виплавки сталі (марки 09Г2С) маси легковагового та важковагового металобрухту склали відповідно 65 та 35 т/плавку. Совки завантажували перед плавками по двох варіантах.По першому варіанту (три плавки) - у відповідності до технічного рішення, що заявляється (за п. 1 формули винаходу): у пустий совок 3 (ємністю 100 м та з довжиною днища L=11 м), спочатку завантажували увесь важковаговий металобрухт на днище совка шаром з відступом від його переднього краю 7,5 м (0,68 L), аж до задньої стінки совка; далі легковаговим металобрухтом заповнювали простір між переднім краєм совка та важковаговим металобрухтом; залишок легковагового металобрухту завантажували у простір над важковаговим металобрухтом. По другому варіанту (дві плавки) - у відповідності до аналогу: спочатку у нижній шар совка (по всій довжині його днища) завантажували легковаговий металобрухт, а у верхній шар завантажували важковаговий металобрухт. При проведенні плавок з використанням совків, що завантажені твердою металошихтою, по другому варіанту мали місце наступні негативні явища: часткове застрягання металобрухту у горловині конвертера при зсипанні з совка, що призводило до необхідності виконання додаткової операції перекантовки совка з остатками металобрухту; уповільнення "запалювання" плавки та ускладнення керування процесом продування у перший період продувки, надмірне спінювання шлаку, посилення ознак виникнення інтенсивних викидів шлакометалевої емульсії з конвертору, наявність після випуску плавки залишків шматків нерозплавленого металобрухту. При проведенні плавок з використанням совків, що завантажені твердою металошихтою по першому варіанту, вказані вище негативні явища не спостерігались; дуттьовий, шлаковий та температурний режими плавок були достатньо стабільними; середня питома витрата металошихти була меншою, ніж для плавок по другому варіанту, на величину 9,8 кг на 1 т рідкої сталі. Приклад 2 реалізації способу завантаження металоохолоджувачів у совок перед конвертерною плавкою Умови роботи цеху аналогічні прикладу 1: усі металоохолоджувачі, що використовуються на 3 3 плавки були розділені на два види: легковаговий (н = 0,5 т/м - 1,2 т/м ) та важковаговий (н = 3 3 2,5 т/м - 4,0 т/м ) металобрухт; сумарна маса металоохолоджувачів, яку необхідно завантажити 3 UA 110271 C2 5 10 15 20 25 30 35 40 45 50 55 60 у 350-т конвертер на плавку - 100 т; для виплавки сталі марки 09Г2С маси легковагового та 3 важковагового металобрухту склали відповідно 65 та 35 т/плавку; ємність совка - 100 м , довжина днища совка L =11 м. Совки завантажували перед плавками (3 плавки) у відповідності до технічного рішення, що заявляється (за п. 2 формули винаходу): у пустий совок спочатку завантажували увесь важковаговий металобрухт на днище совка шаром з відступом від переднього краю совка 5,5 м (0,5L) та з відступом від задньої стінки совка 2 м (0,181), далі легковаговим металобрухтом заповнювали простір між переднім краєм совка та важковаговим металобрухтом, а у простори між важковаговим металобрухтом та задньою стінкою совка і над важковаговим металобрухтом завантажували залишок легковагового металобрухту - третій варіант завантаження совка. При проведенні плавок з використанням завантажених таким чином совків, як і на плавках варіанта 1 (приклада 1), мали місце стабільні дуттьовий, шлаковий та температурний режими плавок, та практично однакові (з ними) значення величини питомої витрати металошихти, тобто були збережені усі переваги заявленого способу за п. 1 формули винаходу. При цьому, для варіанта 1 завантаження совків, зміщення центру ваги заповненого совка від його геометричного центру (у задню частину) х склало 750 мм, а для варіанта 3 - х 450 мм. Оскільки для скрапозавалочного крану, що використовується, величина х, яка забезпечує мінімальне зношення вузлів підйому та урівноваження вантажу, є не більшою ніж 560 мм, то третій варіант завантаження має додаткові переваги, у порівнянні з першим, з точки зору довгочасної і надійної експлуатації кранового господарства та економії електроенергії. Приклад 3 реалізації способу завантаження металоохолоджувачів у совок перед конвертерною плавкою Після класифікації усіх металоохолоджувачів, що використовуються у цеху та зберігаються відокремлено один від одного (покупний металобрухт, оборотний обрізок листа та блюмів, порізані металоконструкції, чушковий чавун та бій чавунних виливниць, скрап зашлакований), їх розділили на три види: легковаговий металобрухт (до складу якого увійшли різні види 3 3 3 3 металобрухту з н = 0,6 т/м - 1,0 т/м ), важковаговий металобрухт (н = 2,5 т/м - 4,0 т/м ) та зашлакований скрап. Сумарна маса металоохолоджувачів, яку необхідно завантажити у 350-т конвертер на плавку склала 105 т. У відповідності до діючих норм для виплавки сталі (марки Ст3сп) маси легковагового та важковагового металобрухту, а також зашлакованого скрапу склали відповідно 57, 40 та 8 т. Совки завантажували перед плавками по двом варіантам (№ 4 та № 5). По варіанту № 4 (три плавки) - у відповідності до технічного рішення, що заявляється (за п. 3 формули винаходу): у пустий совок (ємністю 100 м, з довжиною днища L=11 м), спочатку завантажували увесь важковаговий металобрухт на днище совка шаром з відступом від переднього краю совка 5 м (0,45 L) та з відступом від задньої стінки совка 2 м (0,18L); далі у простір між важковаговим металобрухтом та задньою стінкою совка завантажували зашлакований скрап; легковаговим металобрухтом заповнювали простір між переднім краєм совка та важковаговим металобрухтом, а у простір над важковаговим металобрухтом завантажували залишок легковагового металобрухту. По варіанту № 5 (дві плавки) - у відповідності до найближчого аналогу: спочатку у нижній шар совка з боку, протилежного вивантаженню, трохи менше, ніж на половину днища засипали зашлакований скрап (н = 1,2 3 т/м ), потім середнім шаром завантажували легковаговий металобрухт, їм же засипали незаповнений нижній шар і незаповнене днище совка; потім верхній шар по всій поверхні середнього засипали важковаговим металобрухтом. При проведенні плавок з використанням совків, що завантажені твердою металошихтою варіанту № 5 (у порівнянні до варіанту № 4), мали місце наступні негативні явища: удари крупними шматками важковагового металобрухту по футерівці конвертера у процесі завалки, уповільнення "запалювання" плавки (збільшення його тривалості на 5-15 с), збільшення запиленості відхідних газів у початковий період продувки плавки, ускладнення керування процесом продування, переокислення початкового шлаку, збільшення інтенсивності викидів шлако-металевої емульсії з конвертеру, наявність після випуску плавки залишків шматків нерозплавленого металобрухту, збільшення питомої витрати металошихти на величину 7,2 кг на 1 т рідкої сталі. Використання запропонованого способу завантаження металоохолоджувачів у совок перед конвертерною плавкою дозволить: зменшити зношення вузлів підйому та урівноваження вантажу підйомно-транспортного обладнання, запобігти застрягання металобрухту у горловині конвертера в процесі завалки, виключити руйнування футерівки шматками важковагового металобрухту, скоротити тривалість "запалювання" плавки, знизити вигар металу в шлак і "в дим", а також переокислення шлаку у початковий період продувки, знизити вірогідності викидів шлако-металової емульсії з конвертера та неповного розплавлення шматків важковагового металобрухту після закінчення продування; стабілізувати дуттьовий, шлаковий та температурний режими плавки, збільшити "точність влучання" в задані параметри металу 4 UA 110271 C2 наприкінці продувки, зменшити кількість додувок, і, як наслідок, - збільшити вихід рідкого металу та зменшити питому витрату металошихти, підвищити продуктивність конвертеру та стійкість його футерівки, покращити керованість плавкою, зменшити витрати на ремонти кранового господарства цеха та підвищити безпечність виробництва. 5 10 Джерела інформації: 1. Спосіб завантаження металевого лому в спецкороб для подачі його в конвертер. А. с. № 576342. СРСР, 1977. 2. Спосіб завантаження твердої металевої шихти в короб для подачі його в конвертер. Деклараційний патент України на винахід № 62803 по заявці № 2003065093 від 03.06.2003 р. МКВ С21В 13/00. Опубліковано 15.12.2003 р. Бюл. № 12. 2003 р. ФОРМУЛА ВИНАХОДУ 15 20 25 1. Спосіб завантаження металоохолоджувачів у совок перед конвертерною плавкою, що включає пошарове завантаження не менше ніж двох видів металоохолоджувачів, у тому числі легковагового та важковагового металобрухту, який відрізняється тим, що шар важковагового металобрухту розташовують на днищі совка з відступом від його переднього краю, не меншим ніж 0,3∙L, де L - довжина днища совка, м, а простір між переднім краєм совка та важковаговим металобрухтом заповнюють легковаговим металобрухтом. 2. Спосіб за п. 1, який відрізняється тим, що шар важковагового металобрухту розташовують з відступом від задньої стінки совка, не меншим ніж 0,1∙L. 3. Спосіб за п. 2, який відрізняється тим, що при наявності серед металоохолоджувачів зашлакованого скрапу його завантажують у простір між важковаговим металобрухтом та задньою стінкою совка. Фіг. 1 Фіг. 2 5 UA 110271 C2 Фіг. 3 Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of loading of metal coolers in females before the converter melting
Автори англійськоюSuschenko Andrii Viktorovych, Popov Yevhenii Serhiyovych, Ligus Mikola Mykolajovych, Orlenko Mykhailo Pavlovich, Hrytsenko Oleksandr Serhiiovych, Chyornyh Olexiy Oleksandrovych, Konashevich Oleksandr Oleksandrovych
Назва патенту російськоюСпособ загрузки метало охладителей в совок перед конвертерной плавкой
Автори російськоюСущенко Андрей Викторович, Попов Евгений Сергеевич, Лигус Николай Николаевич, Орличенко Михаил Павлович, Гриценко Александр Сергеевич, Черних Алексей Александрович, Конашевич Александр Александрович
МПК / Мітки
МПК: C21B 13/00, C21C 5/28
Мітки: конвертерною, металоохолоджувачів, совок, спосіб, завантаження, плавкою
Код посилання
<a href="https://ua.patents.su/8-110271-sposib-zavantazhennya-metalookholodzhuvachiv-u-sovok-pered-konverternoyu-plavkoyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб завантаження металоохолоджувачів у совок перед конвертерною плавкою</a>
Спосіб завантаження металоохолоджувачів у совок
Номер патенту: 110157
Опубліковано: 25.11.2015
Автори: Сидорчук Роман Сергійович, Лігус Микола Миколайович, Конашевич Олександр Олександрович, Трусов Андрій Володимирович, Гриценко Олександр Сергійович, Сущенко Андрій Вікторович
МПК: C21B 13/00, C21C 5/28
Мітки: совок, спосіб, завантаження, металоохолоджувачів
Формула / Реферат:
1. Спосіб завантаження металоохолоджувачів у совок, що включає завантаження не менше ніж двох видів металоохолоджувачів, у тому числі легковагового та важковагового металобрухту, який відрізняється тим, що масову частку важковагового металобрухту у металозавалці визначають із співвідношення:де k1 та k2 - емпіричні коефіцієнти, що дорівнюють відповідно...
Совок для завантаження скрапу в конвертер
Номер патенту: 48058
Опубліковано: 10.03.2010
Автор: Копачевський Максим Анатолійович
МПК: C21C 5/46
Мітки: конвертер, скрапу, завантаження, совок
Формула / Реферат:
Совок для завантаження скрапу в конвертер, що містить короб U-подібного перерізу з вертикально розташованими бічними стінками, проріз для вивантаження скрапу, торцеву стінку, жорстко закріплену на коробі з однією з його сторін і обладнану вантажозахоплювальною скобою, ребра жорсткості, закріплені на бічних стінках короба і цапфи, співвісно розташовані щодо поздовжньої осі короба і жорстко зафіксовані на ребрах жорсткості, який відрізняється...
Спосіб управління киснево-конвертерною плавкою
Номер патенту: 28441
Опубліковано: 16.10.2000
Автори: Пищіда Валерій Іванович, Охотський Віктор Борисович, Зражевський Олександр Данилович, Альперович Яків Львович, Шибко Олександр Васильович
МПК: C21C 5/30
Мітки: киснево-конвертерною, спосіб, плавкою, управління
Текст:
...кремния и марганца и ошлакования кремнезема известью, фурму устанавливали более высоко, чем в остальное время продувки. В противном случае из за всплесков металла, образующихся в результате взаимодействия кислородных струй с ванной, происходило заметалливание фурмы, горловины конвертера и кессона газоотводящего тракта, имели место прогары наконечника. В то же время чрезмерно высокое положение фурмы вызывало переокисление шлака, что...
Совок для засипання скрапа
Номер патенту: 16072
Опубліковано: 29.08.1997
Автори: Кашкабаш Микола Іванович, Коломоєц Віталій Прокопович
МПК: C21C 5/46
Мітки: скрапа, засипання, совок
Формула / Реферат:
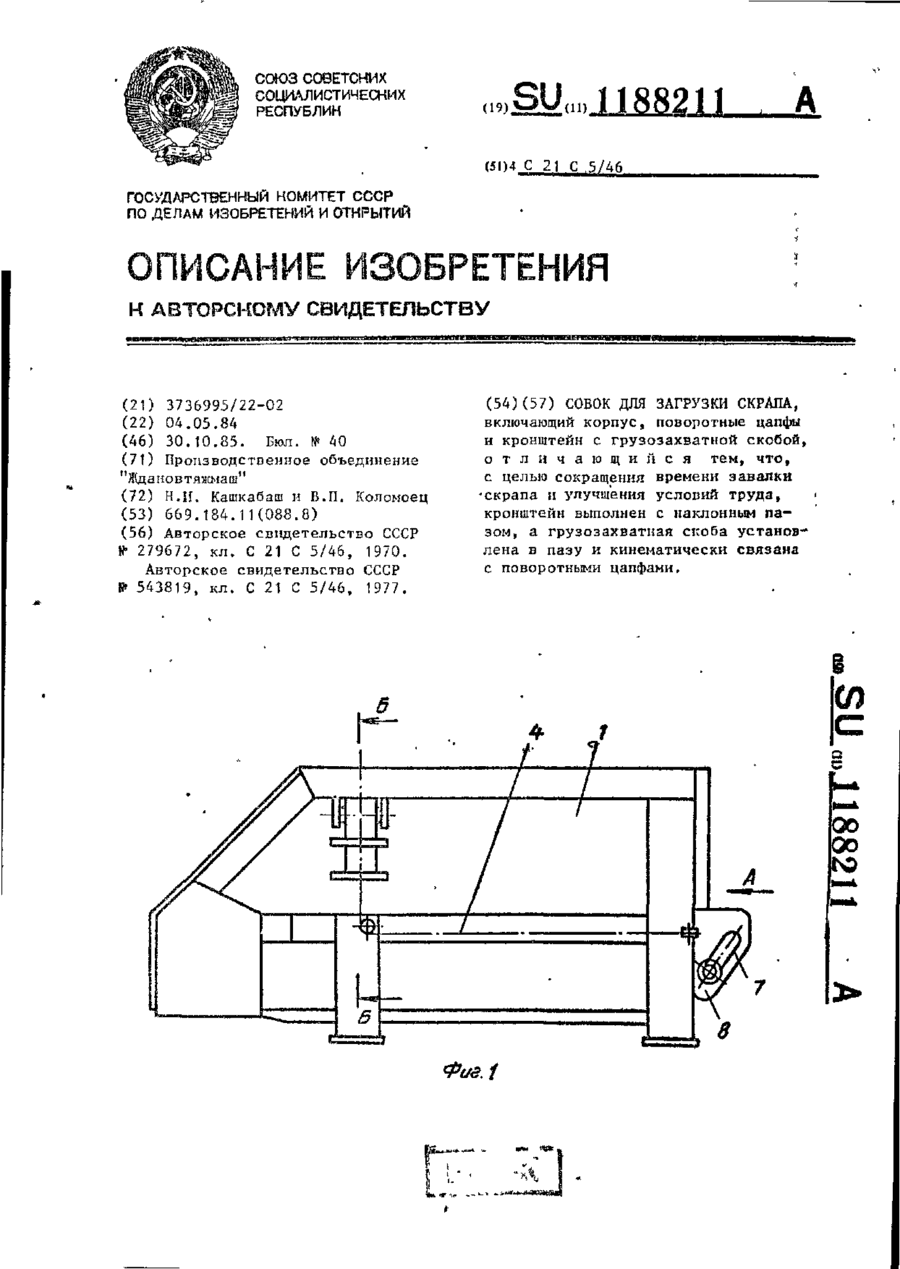
Совок для загрузки скрапа, включающий корпус, поворотные цапфы и кронштейн с грузозахватной скобой, отличающийся тем, что, с целью сокращения времени завалки скрапа и улучшения условий труда, кронштейн выполнен с наклонным пазом, а грузозахватная скоба установлена в пазу и кинематически связана с поворотными цапфами.
Спосіб нагрівання і вивантаження металобрухту у плавильний агрегат
Номер патенту: 17084
Опубліковано: 15.09.2006
Автори: Діамантопуло Олексій Констянтинович, Діамантопуло Костянтин Костянтинович, Діамантопуло Юлія Костянтинівна
МПК: C21C 5/28
Мітки: вивантаження, спосіб, металобрухту, нагрівання, агрегат, плавильній
Формула / Реферат:
Спосіб нагрівання і вивантаження металобрухту у плавильний агрегат, що включає попереднє нагрівання та завантаження металобрухту у плавильний агрегат за допомогою совка з металобрухтом, який відрізняється тим, що совок з газопроникними стінками встановлюють з можливістю засування-висування у вхідну зону котла-утилізатора, розташовану над горловиною конвертора, і завантаження брухту у совок виконують, коли він знаходиться у висувному стані,...
Попередній патент: Установка безперервної дії для завантаження сипких матеріалів у клапанні мішки
Наступний патент: Склад морозива молочно-виноградного
Випадковий патент: Улаштування для очищення виробничого стоку