Спосіб автоматичного сортування твердих побутових відходів
Номер патенту: 111441
Опубліковано: 25.04.2016
Автори: Подзоров Євген Віталійович, Вознюк Володимир Іванович, Вознюк Оксана Володимирівна
Формула / Реферат
Спосіб автоматичного сортування твердих побутових відходів, що включає подачу вихідного потоку завантажувальним конвеєром з подальшою передачею на сортувальний пристрій, який відрізняється тим, що для сортування предметів по видах матеріалів, з яких вони виготовлені, використовують індивідуальну постійну характеристику матеріалу – щільність/питомий об’єм, для чого окремі предмети або їх фрагменти послідовно поодинці подають дозатором, що являє собою повітроприсмоктувальний пристрій і одночасно при цьому автоматично зважують, після чого предмет, що досліджується, потрапляє в аеропікнометр, де визначають його об’єм, а дані про масу та об’єм предмета чи фрагмента надходять до комп’ютера, який обчислює щільність/питомий об’єм матеріалу, з якого виготовлений предмет і, порівнявши отримане значення з заданими даними, що зберігаються у його пам’яті, згідно з програмою, визначає маршрут, по якому ідентифікований предмет чи фрагмент, за належністю до певного сорту матеріалу, з якого він виготовлений, надсилається у відповідну накопичувальну ємність.
Текст
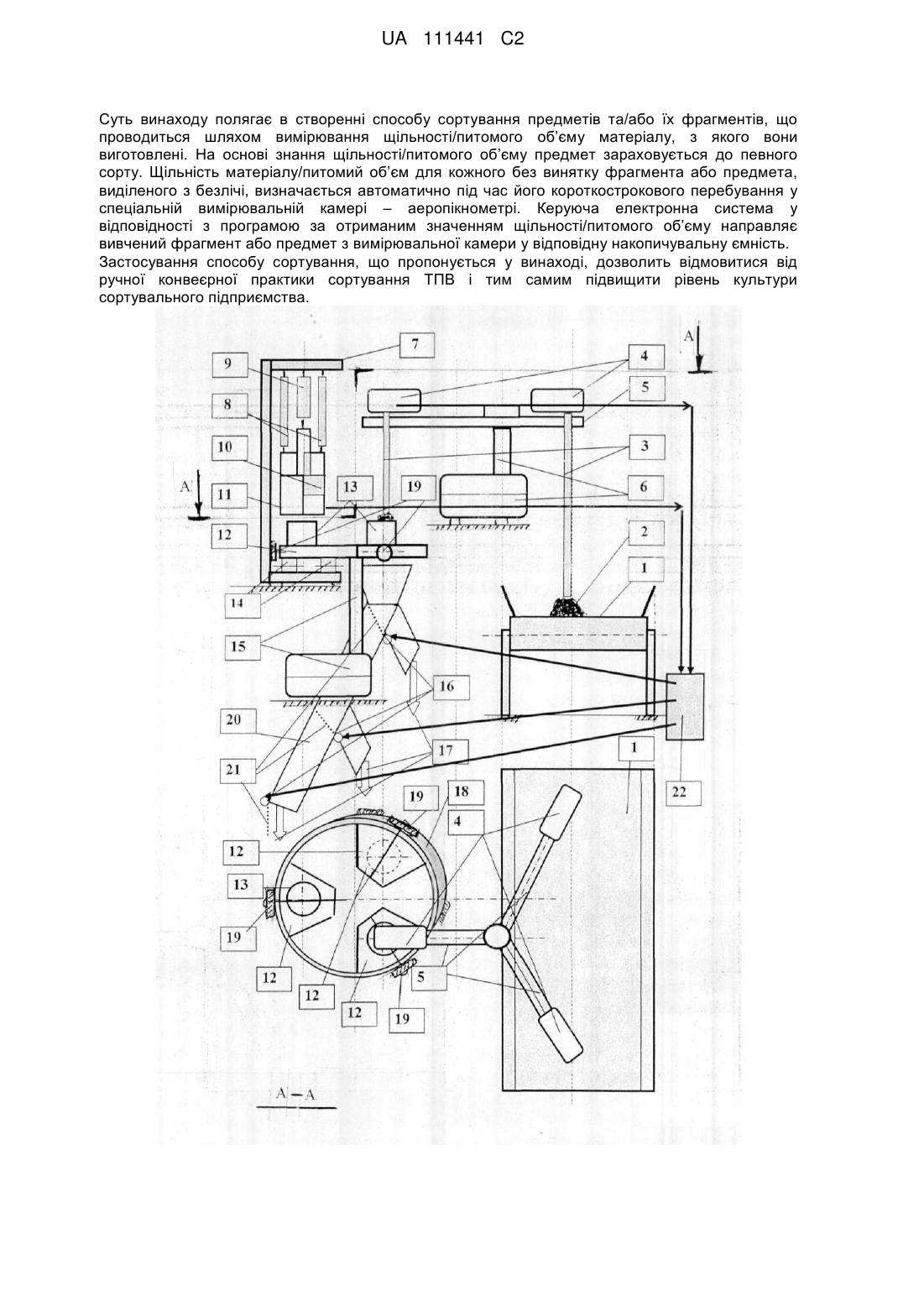
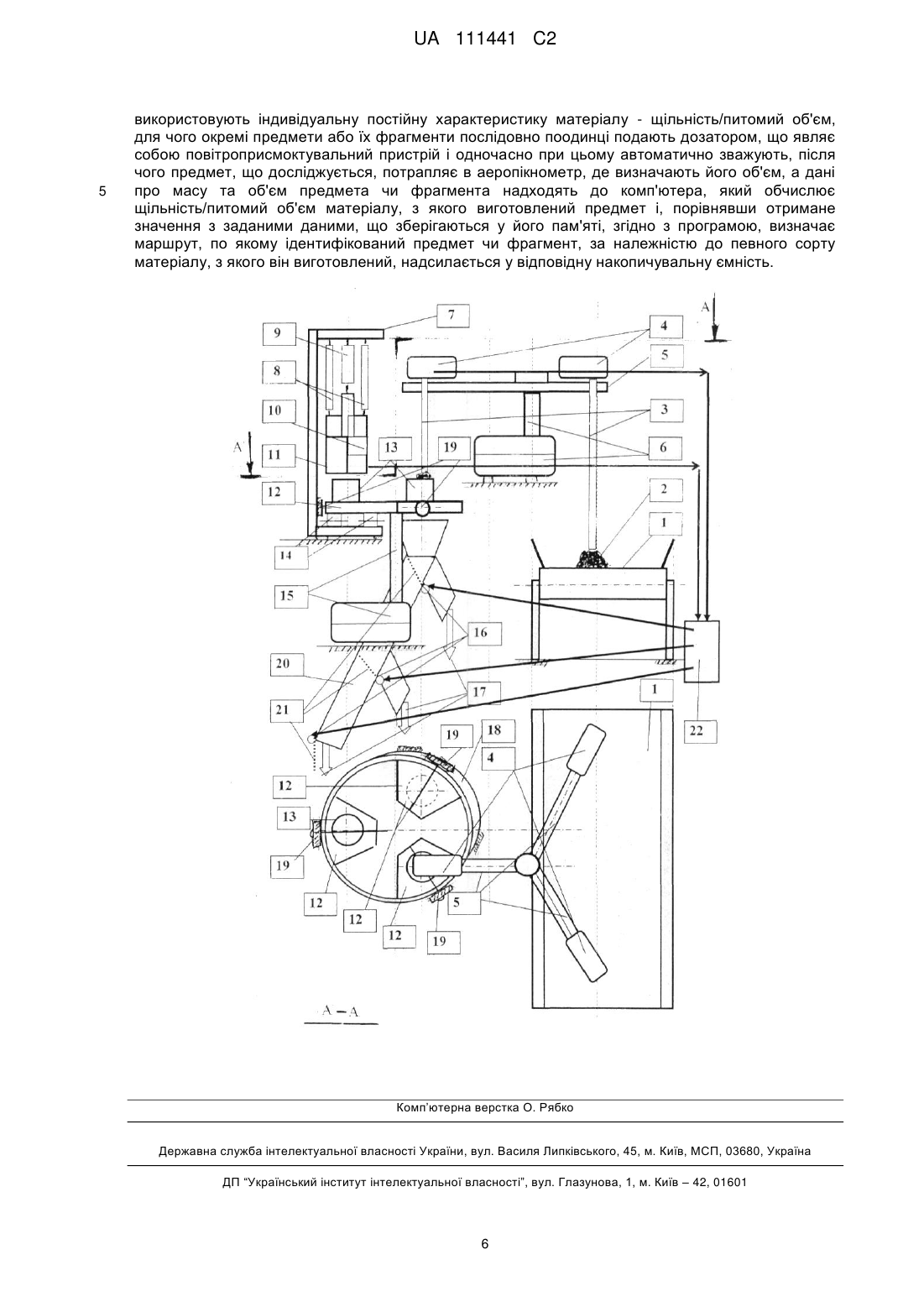
Реферат: Винахід, належить до автоматичного сортування предметів або їх фрагментів, зокрема твердих побутових відходів (ТПВ). Винахід також може бути застосований в народному господарстві для автоматичного сортування і для контролювання маси і об’єму різних виробів у вигляді брикетів і упаковок з насипним або рідким вмістом, а також для сортування овочів і фруктів. UA 111441 C2 (12) UA 111441 C2 Суть винаходу полягає в створенні способу сортування предметів та/або їх фрагментів, що проводиться шляхом вимірювання щільності/питомого об’єму матеріалу, з якого вони виготовлені. На основі знання щільності/питомого об’єму предмет зараховується до певного сорту. Щільність матеріалу/питомий об’єм для кожного без винятку фрагмента або предмета, виділеного з безлічі, визначається автоматично під час його короткострокового перебування у спеціальній вимірювальній камері – аеропікнометрі. Керуюча електронна система у відповідності з програмою за отриманим значенням щільності/питомого об’єму направляє вивчений фрагмент або предмет з вимірювальної камери у відповідну накопичувальну ємність. Застосування способу сортування, що пропонується у винаході, дозволить відмовитися від ручної конвеєрної практики сортування ТПВ і тим самим підвищити рівень культури сортувального підприємства. UA 111441 C2 5 10 15 20 25 30 35 40 45 50 55 60 Галузь техніки Винахід належить до галузі техніки, яка використовується для автоматичного сортування предметів або їх фрагментів, зокрема твердих побутових відходів (ТПВ). Винахід може бути застосований у народному господарстві для автоматичного сортування і для контролювання маси і об'єму різних виробів у вигляді брикетів і упаковок з насипним або рідким вмістом, а також для сортування овочів і фруктів. Застосування способу сортування, що пропонується у винаході, дозволить відмовитися від ручної конвеєрної практики сортування ТПВ і тим самим підвищити культуру виробництва і полегшити умови праці операторів-сортувальників. Рівень техніки Проблема автоматичного сортування предметів, взагалі кажучи, до нашого часу повністю не розв'язана. На сьогодні способів і пристроїв для сортування предметів різної природи і походження без використання ручної праці немає. Зрозуміло, що найбільша потреба у передових способах максимально автоматизованого сортування існує на підприємствах, де сортуются великі кількості ТПВ. Тому створення прогресивних способів автоматичного сортування і відповідних пристроїв у даний час - невідкладне завдання. У всьому світі темпи збільшення кількості відходів зростають, а потужності для їх пререробки не здатні впоратися. Через це збільшуються площі небажаних звалищ. Сортувати ТПВ треба, бо багато корисних речей можна вилучити з них. Вилучені відсортовані предмети – це дешева сировина для виготовлення речей господарського призначення. Промисловість у наш час випускає непогане сортувальне обладнання. Його широко застосовують багато підприємств. Проте, при усіх позитивних досягненнях цієї техніки, доводиться з гіркотою констатувати наявність у сортувальних лініях технічного анахронізму – конвеєрної стрічки для ручного сортування. Слід зазначити що саме в галузі сортування ТПВ безперервно робляться більш-менш успішні спроби удосконалення способів і створення автоматичних сортувальних ліній. Виходячи з цього пошуки аналога і прототипу для винаходу, що тут пропонується, будемо провадити в галузі способів і пристроїв для сортування ТПВ. Відомий спосіб автоматичного сортування твердих побутових відходів і пристрій для його здійснення [1]. За способом, описаним в цьому патенті, ТПВ транспортуються завантажувальним конвеєром на сортувальний конвеєр. Головна відмінність способу в тому, що для автоматизації процесу сортування відходи один за одним послідовно подаються на секції, де опромінюються спрямованим зверху електромагнітним випромінюванням. Відбиті промені кодуються і записуються у вигляді електронного зображення. Іншими кажучи, предмети скануються, відбите світло оцифровується і цифрові образи кожного з них запам'ятовуються. Потім отриманий образ порівнюється за допомогою блока порівняння з контрольним, відповідними кожному, як пишуть автори, типорозміру фрагментів і предметів. У разі успішного розпізнання подається сигнал на приймальний пристрій робочого органу скидача і автоматично здійснюється скидання цього предмета у відповідний контейнер. В області створення автоматичних ліній сортування відомі великі успіхи німецьких розробників [2] (К.Вюнш та ін…) з Технічного університету у м. Дрездені, та також російських розробників, що співпрацюють з ними з Пермського національного політехнічного університету, (Я. Вайсман та ін…). Їх досягнення викладені в роботі "Основні напрямки досліджень з застосуванням комплексу обладнання глибокої оптико-механічного сортування потоків відходів матеріалів". Відзначимо далі, що в Німеччині навіть існують фірми які виробляють автоматичні оптичні сортувальні лінії. Технологія оптичних методів сортування базується на визначенні матеріалу компонентів - предметів з ТПВ шляхом спектрального аналізу відбитого від поверхні розпізнаваного матеріалу світлового сигналу. Опромінення поверхні відходів проводиться світлом звичайних галогенних ламп. При цьому специфічний відбитий сигнал сприймається двома датчиками: датчиком VIS та датчиком NIR. Датчик VIS налаштований на світло видимого спектра і забезпечує розпізнавання кольору опромінюваного матеріалу, датчик NIR реагує на світло з довжиною хвилі, що відповідає інфрачервоному діапазону (близьким до видимого), і визначає сам матеріал. Порівнюючи спектр відбитого від поверхні предмета сигнал із закладеною в базу даних інформацією, машина розпізнає матеріал. Сортування ж відбувається у відповідності з активованою програмою (завданням). У разі збігу спектрів на блок пневматичних клапанів подається керуючий сигнал, і в момент проходження предмета з ТПВ над відповідним клапаном він відкривається, потік повітря "відстрілює" елемент, виділяючи його, таким чином, із загального потоку відходів. Розглянуті способи автоматичного сортування мають подібну суттєву ознаку. Дійсно, в них використовується опромінення предметів електромагнітним випромінюванням, при цьому в обох випадках аналізується відбитий світловий потік шляхом перевірки на збіг з контрольним спектром або зображенням. Розглянуті вище способи автоматичного сортування є аналогами 1 UA 111441 C2 5 10 15 20 25 30 35 40 45 50 55 60 для розглянутого тут винаходу. Перший, найбільш близький до винаходу, що тут пропонується, ми приймемо за прототип. Головним недоліком розглянутих способів сортування ТПВ є не зовсім вдалий вибір фізичної властивості, яка спостерігається - оптичного спектра відбитого світла. Внаслідок застосування такого методу ідентифікації предметів система виявляється занадто складною, а через це і недостатньо надійною. Якщо врахувати, кількісне зростання різновидів матеріалів, що потрапляють у множину ТПВ, чисельність контрольних спектрів треба постійно поповнювати. Нові матеріали можуть зовсім не мати потрібних для роботи спектральних персональних образів у нам'яті пристрою, їх потрібно створювати, вносити в пам'ять, а це вимагає постійного контролю, певних зусиль і часу. Крім того, через національну специфіку упаковок, тари та інших предметів побуту, які потрапляють у відходи, метод оптико-механічного сортування виявляється не зовсім універсальним оскільки багатьох контрольних образів він може в своїй пам'яті не мати. Для придбаної імпортної лінії потрібна перебудова і пристосування до умов покупця. Негативну роль при застосуванні способу оптичного розпізнавання можуть відіграти забрудненість предметів і наявність різноманітних написів і наклейок, малюнків на тарі і предметах. Схожість між прототипом та винаходом що тут пропонується, полягає в тому, що в обох випадках, всі без винятку фрагменти або предмети, піддаються певному обстеженню - аналізу для розпізнавання виду матеріалу з якого вони виготовлені. Крім того, спільним є те, що при цьому обстеженні використовується певна фізична властивість матеріалу, з якого виготовлений фрагмент або предмет. Це властивість мислиться як індивідуальна постійна характеристика матеріалу, з якого виготовлений фрагмент або предмет. Дійсно, і в аналогу і в прототипі використовується оптична властивість - специфічність спектра світла відбитого від матеріалу, з якого виготовлений спостережуваний фрагмент/предмет. Відмітна ознака способу сортування у винаході, що пропонується тут, полягає в тому, що на відміну від прототипу для визначення матеріалу, з якого виготовлений фрагмент або предмет, використовується індивідуальна постійна фізична властивість матеріалу - щільність або питомий об'єм (величина зворотна щільності), яка автоматично визначається для кожного предмета/ фрагмента в процесі сортування за допомогою спеціального пристрою аеропікнометра. Знайдене так як ми тут пропонуємо значення щільності/питомого об'єму, з ефективною індивідуальною характеристикою матеріалу. Одержане значення цієї величини для кожного досліджуваного предмета дозволяє однозначно виділити його з маси ТПВ по сорту матеріалу, з якого він виготовлений і направити до відповідного накопичувача. У разі нерозпізнання предмет направляється до ємності нерозпізнаних предметів. Суть винаходу Задача, яку поставили перед собою автори цього винаходу полягала у створенні нового способу сортування предметів/фрагментів довільної природи і пристрою для його реалізації – універсального автоматичного пристрою для сортування без використання ручної праці. Надалі цей пристрій для стислості будемо називати словом Сортувальник. Технічний результат, отриманий у процесі розв'язування поставленої задачі, полягає в тому, що при заміні оптичного способу визначення виду матеріалів, з яких виготовлені предмети на новий більш простий, який заснований на визначенні універсальної характеристики матеріалу – щільності/питомої об'єму, лінія автоматичного сортування спрощується і стає більш надійною і універсальною. Причинно-наслідковий зв'язок між ознакою і технічним результатом, який досягається, полягає в застосуванні вибраної нами для ідентифікації предметів постійної універсальної простої фізичної властивості речовини – щільність/питомого об'єму матеріалу., замість оптичного, який використаний в прототипі і в аналогу. Суть винаходу полягає в тому, що сортування предметів і фрагментів проводиться шляхом вимірювання щільності/питомого об'єму матеріалу, з якого вони виготовлені і на основі знання щільності/питомого об'єму предмет зараховується до певного сорту. Щільність матеріалу/питомий об'єм для кожного без винятку фрагмента або предмета з виділеного з маси ТПВ визначається автоматично за допомогою аеропікнометра. Керуюча електронна система у відповідності з програмою за отриманим значенням щільності/питомого об'єму направляє вивчений фрагмент або предмет з вимірювальної камери у відповідну накопичувальну ємність. До сказаного слід додати, що запропонованим способом можна сортувати фрагменти або предмети не тільки ті, що обов'язково належать до ТПВ, а й більш благородного виду і походження, наприклад фрукти/овочі. При цьому можна сортувати ще й за двома параметрами – за об'ємами і масами, тобто відсортовувати за рівновеликістю і за рівними масами. 2 UA 111441 C2 5 10 15 20 25 30 35 40 45 50 55 Докладний опис винаходу Суть винаходу пояснюється за допомогою креслення, яке додається. На цьому кресленні у двох проекціях – фронтальній і в плані (вигляд А-А) – зображений пристрій для реалізації запропонованого способу сортування предметів або їх фрагментів. Заявлений спосіб автоматичного сортування твердих побутових відходів (ТПВ) реалізується за допомогою винайденого пристрою – Сортувальника, який зображений на кресленні. На кресленні прийняті такі позначення: 1 – Горизонтальний завантажувальний конвеєр для подачі вихідних предметів. 2 – Предмет, що підлягає сортуванню. 3 – Гнучкий пружний шланг-присос для взяття шляхом присмоктування одного предмета/фрагмента. 4 – Двофункціональний пристрій – для зважування предметів і для всмоктування повітря. 5 – Поворотні стріли. 6 – Двигун і вал приводу в рух стріл 5. 7 – Станина. 8 – Гідроциліндри для приводу циліндра аеропікнометра. 9 – Гідроциліндр приводу поршня аеропікнометра. 10 – Поршень аеропікнометра. 11 – Циліндр аеропікнометра. 12 – Обертовий карусельний стіл з трапецеїдальними поворотними вставками, які шарнірно прикріплені до столу радіальними осями з шестернями на зовнішніх кінцях, при цьому ці вставки обладнані фіксаторамизасувками для збереження постійного горизонтального положення. 13 – Чашки для досліджуваних зразків, жорстко прикріплені до поворотних трапецеїдальних вставок 12. 14 – Опорні ролики. 15 – Двигун і вал приводу карусельного столу 12. 16 – Робочі органи керування положенням заслінок. 17 – Напрямки руху відсортованих зразків у відповідні накопичувальні ємності. 18 – Стаціонарна нерухома зубчаста планка. 19 – Шестерні, жорстко пов'язані з трапецеїдальними вставками для перекидання цих вставок. 20 – Канал для скидання відсортованих предметів. 21 – Рухливі заслінки, керовані за допомогою механізмів 16. 22 – Керуючий комп'ютер. Гідравлічна система, від якої живляться гідроциліндри 8 і 9, а також (у разі використання гідромотори) приводів 6 і 15 на кресленні не показані. Розглядаючи креслення, відзначимо, що воно містить п'ять основних, пов'язаних між собою, агрегатів, позначених 1)-5), якічерез позиції відзначені наступним чином. 1) Позиція 1 – горизонтальний завантажувальний конвеєр. 2) Позиції 3-6 – зважуючий зразки завантажувач – дозатор. 3) Позиції 7-11 – аеропікнометр. 4) Позиції 12-15 – карусельний стіл. 5) Позиції 20-21 – канал для скидання проаналізованих зразків в накопичувальні ємності. Ми вживаємо тут термін аеропікнометр для пристрою, за допомогою якого вимірюється об'єм тіл. Зауважимо, що ми тут дотримуємося термінології, прийнятої в опублікованій роботі [3]. Перш ніж приступити до опису, зазначимо, що всі його деталі і вузли постійно перебувають у стані взаємоузгодженого руху. При цьому використовуються чи можуть бути використані електро- або гідроприводи 6 і 15. Робота Сортувальника відбувається наступним чином. Стріли 5 і карусельний стіл 12 обертаються синхронно переривчастим чином з короткочасними зупинками через кожні 120 градусів. Вказані короткі зупинки відбуваються саме у положеннях, зображених них на малюнку, тобто тоді, коли нижній кінець шланга 3 знаходиться над чашкою 13, і далі, а це вже конструктивно передбачено, наступна чашка знаходиться під циліндром 11, перевернута догори дном остання чашка знаходиться над каналом скидання предметів 20. Трапецеїдальні вставки 12 карусельного стола мають такі розміри, що дозволяють циліндру 11 розміщуватися на їх поверхні при його притискуванні під дією гідроциліндрів 8. Для протидії притискаючому зусиллю циліндра 11 під трапецеїдальної вставкою передбачені опорні ролики 14. Трапецеїдальні вставки, крім того, мають радіальні осі, жорстко пов'язані з тілом вставки, що дозволяють їм повертатися на 360 градусів перевертаючи чашки 13 догори дном для видалення предмета знаходиться в чашці, а потім ще на 180 градусів, щоб прийняти вихідне робоче положення. Процес перевертання трапецеїдальної вставки з чашкою відбувається автоматично, оскільки кожна радіальна вісь має на виступаючому кінці глухо насаджену на невелику шестірню. Ця шестірня починає обертатися і обертати трапецеїдальну вставку 12 разом з прикріпленою до неї чашкою 13 в той час, коли шестірня приходить у взаємодію з нерухомим зубчастим сегментом 18. У цьому випадку при обертанні карусельного стола шестірня 19 котиться по сегменту 18 і трапецеїдальна вставка перевернувшись на 180 градусів викидає з чашки 13 предмет, який падає униз. Продовжуючи зазначене обертання вставка повертається ще на 180 градусів, приходячи в робоче положення, тобто таке, коли чашка 13 розташована зверху. Для фіксації горизонтального положення трапецеїдальних вставок 12 застосовані циліндричні, по типу дверних, фіксатори (через простоту на кресленні не показані). Питання електроживлення повітроприсмоктуючих пристроїв 4 і передачі інформації кодованого сигналу від зважуючих пристроїв, що розміщені тут на обертових стрілах 5, вирішується просто – за допомогою використання спеціального щіткового електричного колектора. 3 UA 111441 C2 5 10 15 20 25 30 35 40 45 50 55 60 Траєкторія досліджуваного предмета або фрагмента під час перебування в межах працюючого Сортувальника описується наступним чином. Потік, попередньо відсіяної від дуже великих предметів, маси ТПВ, транспортується працюючим горизонтальним завантажувальним конвеєром 1. Працюють всмоктуючі повітря пристрої 4. Вони створюють всмоктуючі потоки повітря в нижніх відкритих торцях шлангів 3. Нижні відкриті кінці шлангів захоплюють зі стрічки конвеєра 1 шляхом присмоктування предмети, що рухаються під ними. Предмет/фрагмент знімається з конвеєра 1 за допомогою міцного присмоктування до торця шланга 3. Важливо відзначити, корисну особливість цього способу дозування – один шланг 3 присмоктує лише один предмет. Це є дуже важлива деталь, оскільки забезпечується необхідне дозування предметів – завжди лише по одному. При цьому проводиться зважування присмоктаного до торця шланга предмета. На пристроях для зважування що розміщені на шлагах 3 не зупиняємося через їх простоту і можливість реалізації багатьма способами. Значення ваги у вигляді двійкового коду передається через щітковий колектор на вхід комп'ютера 22. Піднятий шлангом 3 на потрібну висоту міцно присмоктаний предмет або фрагмент переміщується стрілою 5 до положення вказаного на кресленні, тобто в таке положення, щоб він опинився безпосередньо над чашкою 13, де він тимчасово зависає. Тут відбувається коротка зупинка руху стріл і в силу синхронного руху припиняється обертання карусельного стола 12. У цей момент всмоктувальний потік на мить, щоб скинути присмоктаний предмет, відключається і предмет падає в чашку 13. Якщо циліндр 11 піднятий, то стіл 12 повертається на 120 градусів за годинниковою стрілкою. В цей же час і стріли синхронно повертаються і при приспущених всмоктувальних шлангах 3 відловлюють із стрічки конвеєра 1 предмети для майбутнього транспортування їх у чашку 13. Після зазначеного повороту чашка 13 з предметом виявляється під циліндром 11. Під дією гідроциліндрів 8 і 9 циліндр 11 і поршень 10 опускається, проводиться вимірювання тиску в підпоршневому просторі, циліндр і поршень повертається у вихідне положення і карусельний стіл 12 і поворотні стріли 5 знову приходять у рух синхронно повертаючись на 120 градусів в тому ж напрямку. В результаті цього повороту в чашці 13 виявляється новий предмет, під поршнем 11 в чашці 13 теж новий предмет, а початковий, з якого ми почали наше описування, предмет виявляється випав з перевернутої догори дном чашки 13 і впав у вертикальний канал 20. В цьому каналі є ряд бічних відводів, вхід у які відкривається за допомогою певної заслінки, керованої механізмом 16. Комп'ютер 22, визначивши щільність речовини, дає команду відкрити той чи інший бічний канал шляхом повороту відповідної заслінки. По відкритому відповідному боковому каналу під дією сили власної ваги предмет або фрагмент переміщується у відповідну накопичувальну ємність. Розглянемо більш детально яким чином за допомогою аеропікнометра визначається об'єми предметів. Раніше ми назвали аеропікнометр як агрегат 3) з позиціями 7-11. До складу аеропікнометра входить герметичного рухомий циліндр 11 без дна з рухомим в ньому поршнем 10. Всі елементи розглянутого вузла закріплені і зафіксовані на міцній станині 7. Незалежним чином циліндр і поршень можуть переміщуватися у вертикальному напрямку під дією гідроциліндрів 8 і 9. Нижня горизонтальна плоска поверхня циліндра має пружну герметизуючу прокладку, що забезпечує герметичність з'єднання цієї поверхні з площиною стола 12, необхідну для герметизації підпоршневого простору в положенні, коли гідроциліндри 8 опускаються і притискають для герметичності циліндр 11 до столу 12. Це відбувається після того, як чашка 13 внаслідок повороту карусельного стола із предметом чи фрагментом, об'єм якого підлягає вимірюванню, виявляється під циліндром 11, останній опускається і щільно, забезпечуючи герметичність, притискається до столу 12. Після цього на певну, заздалегідь обумовлену, відстань під дією свого гідроциліндра 9 опускається поршень 10. В цей час цифровий манометр вимірює тиск в циліндрі під поршнем і у вигляді двійкового коду передає його значення на вхід комп'ютера 22. За величиною вимірюваного тиску комп'ютер визначає об'єм предмета, який знаходиться в чашці 13. Як це робиться, описано нижче. Після цього вимірювання циліндр 11 і поршень 10 за допомогою гідроциліндрів 8 і 9 повертаються у вихідне положення. З точки зору фізики газів обґрунтування методики вимірювання об'єму предмету у пікнометрі виглядає так. У вихідному положенні в момент герметичного притиснення циліндра 11 до столу 12 в підпоршневому просторі утворюється ізольована від атмосфери камера з чашкою 13, в якій знаходиться досліджуваний предмет, об'єм якого підлягає визначенню. Геометричний об'єм камери з віднятим об'ємом чашки 13 позначимо через Vk, шуканий об'єм вимірюваного предмета позначимо через Vt. Об'єм повітря в замкнутому підпоршневому просторі буде Vk-Vt. Тиск цього повітря спочатку дорівнює атмосферному – Ра. Тепер розглянемо ту ж саму масу повітря, але вже стиснену внаслідок руху поршня 10 донизу. Об'єм камери при цьому зменшується на k Vk. Тут k (0< k
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for automated sorting solid domestic waste
Автори англійськоюVozniuk Volodymyr Ivanovych, Vozniuk Oksana Volodymyrivna, Podzorov Yevhen Vitaliiovych
Назва патенту російськоюСпособ автоматической сортировки твердых бытовых отходов
Автори російськоюВознюк Владимир Иванович, Вознюк Оксана Владимировна, Подзоров Евгений Витальевич
МПК / Мітки
МПК: B29B 17/02, B07C 5/24, G01N 9/36, B07C 5/34, B07B 13/04, B07B 13/08, B07C 5/04
Мітки: сортування, відходів, побутових, автоматичного, твердих, спосіб
Код посилання
<a href="https://ua.patents.su/8-111441-sposib-avtomatichnogo-sortuvannya-tverdikh-pobutovikh-vidkhodiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб автоматичного сортування твердих побутових відходів</a>
Конвеєр для сортування твердих побутових відходів
Номер патенту: 72810
Опубліковано: 27.08.2012
Автори: Пенчук Валентин Олексійович, Мерков Михайло Олександрович, Даценко Віталій Михайлович
МПК: B03B 9/06
Мітки: побутових, сортування, конвеєр, твердих, відходів
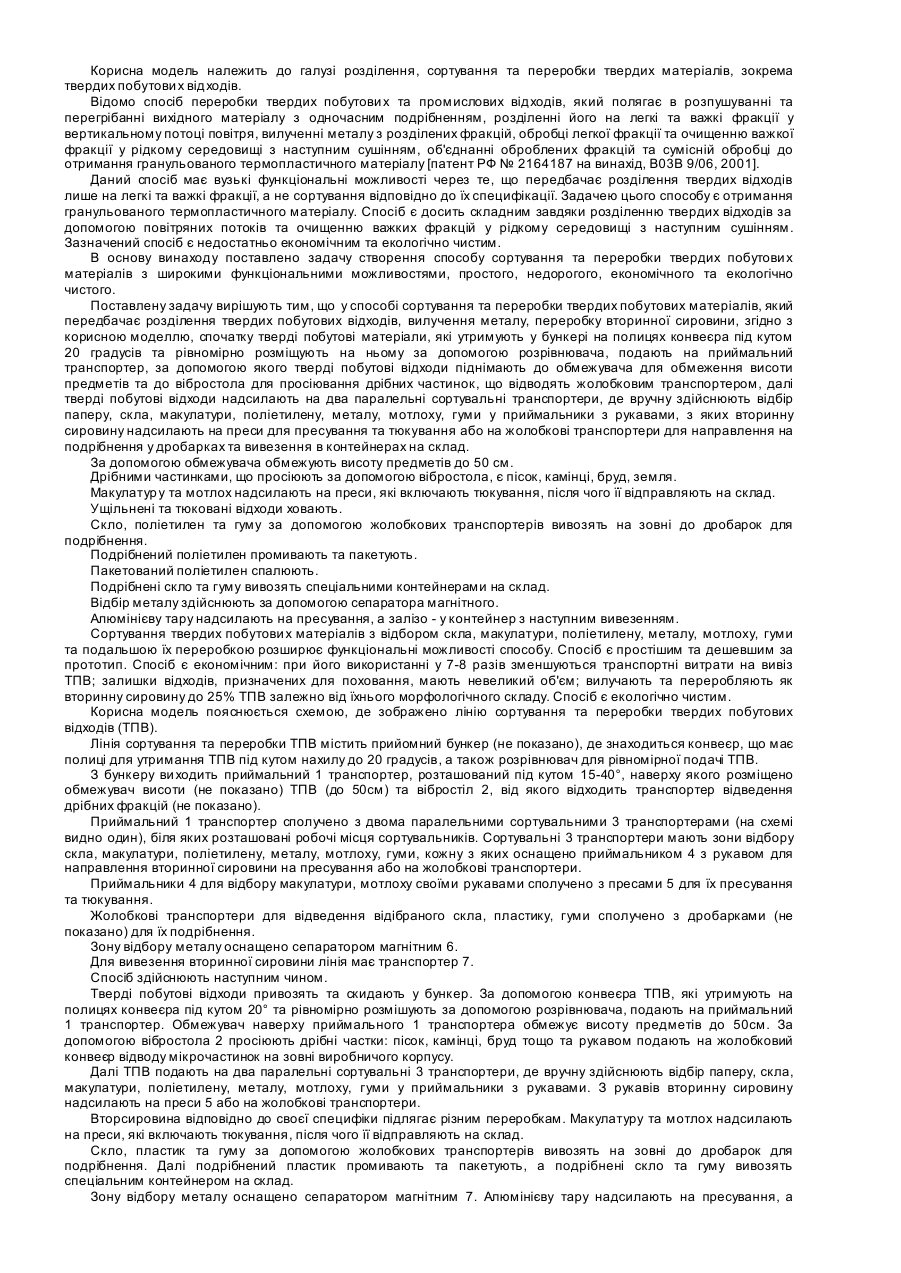
Формула / Реферат:
Конвеєр для сортування твердих побутових відходів (ТПВ), який містить прийомний бункер та стрічковий конвеєр, який відрізняється тим, що на конвеєрі встановлені захвати та підпружинені ножі, які дозволяють більш ефективне та раціональне розподілення ТПВ по конвеєру для сортування.
Спосіб сортування та переробки твердих побутових відходів
Номер патенту: 2479
Опубліковано: 15.04.2004
Автори: Гонтарєв Павло Павлович, Стасюк Валерій Петрович, Лебеденко Володимир Миколайович, Суптеля Юрій Володимирович, Панченко Володимир Вікторович
МПК: B07B 9/00
Мітки: твердих, відходів, сортування, переробки, спосіб, побутових
Формула / Реферат:
який відрізняється тим, що спочатку тверді побутові матеріали, які утримують у бункері на полицях конвеєра під кутом 20 градусів та рівномірно розміщують на ньому за допомогою розрівнювача, подають на приймальний транспортер, за допомогою якого тверді побутові відходи піднімають до обмежувача для обмеження висоти предметів та до вібростола для просіювання дрібних частинок, що відводять жолобковим транспортером, далі тверді побутові...
Лінія сортування та переробки твердих побутових відходів
Номер патенту: 2480
Опубліковано: 15.04.2004
Автори: Суптеля Юрій Володимирович, Панченко Володимир Вікторович, Лебеденко Володимир Миколайович, Стасюк Валерій Петрович, Гонтарєв Павло Павлович
МПК: B07B 9/00
Мітки: твердих, лінія, переробки, сортування, відходів, побутових
Формула / Реферат:
, що містить приймальний транспортер, розташований під кутом 15-40°, наверху якого розміщено обмежувач висоти твердих побутових відходів та вібростіл, від якого відходить транспортер відведення дрібних фракцій, приймальний транспортер сполучено з двома паралельними сортувальними транспортерами, біля яких розташовані робочі місця сортувальників, кожне з яких оснащено приймачем з рукавом для сполучення їх з пресами або жолобковими...
Пристрій для сортування твердих побутових відходів
Номер патенту: 92719
Опубліковано: 26.08.2014
Автор: Березюк Олег Володимирович
МПК: B07B 13/00
Мітки: відходів, пристрій, сортування, твердих, побутових
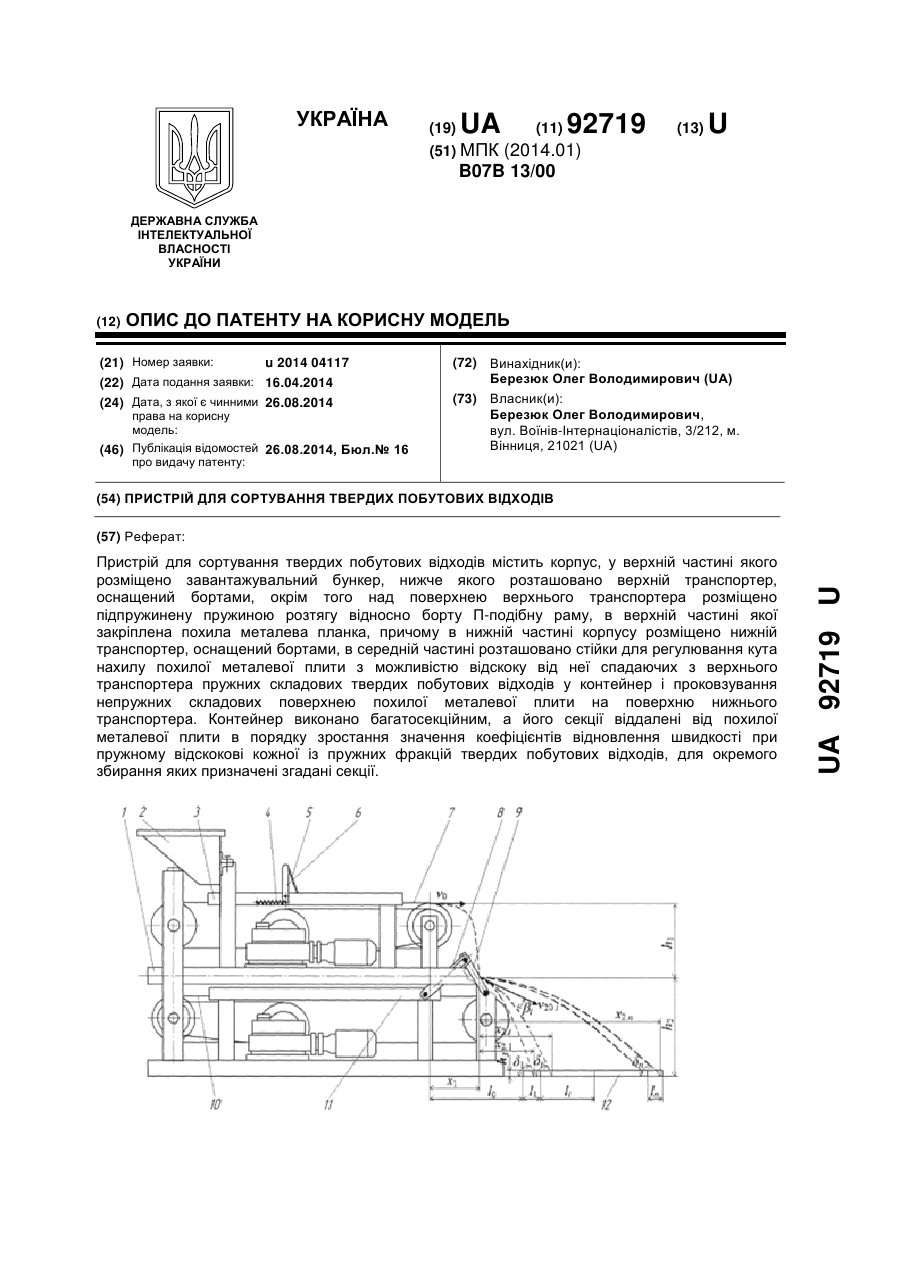
Формула / Реферат:
Пристрій для сортування твердих побутових відходів, що містить корпус, у верхній частині якого розміщено завантажувальний бункер, нижче якого розташовано верхній транспортер, оснащений бортами, окрім того над поверхнею верхнього транспортера розміщено підпружинену пружиною розтягу відносно борту П-подібну раму, в верхній частині якої закріплена похила металева планка, причому в нижній частині корпусу розміщено нижній транспортер, оснащений...
Комплексний спосіб сортування, підготовки та переробки твердих побутових відходів
Номер патенту: 54230
Опубліковано: 25.10.2010
Автор: Ларіоненко Сергій Анатолійович
МПК: B09B 3/00
Мітки: побутових, переробки, спосіб, твердих, відходів, сортування, підготовки, комплексний
Формула / Реферат:
Комплексний спосіб сортування, підготовки та переробки твердих побутових відходів шляхом сортування побутових відходів по фракціях і однорідності, який включає операції подання побутових відходів в сепаратор барабанного типу, в якому здійснюють одночасне їх розпушування, руйнування пакетів і мішків з побутовими відходами, видалення з побутових відходів органічних і біологічних речовин, які надходять на доопрацювання, а рідина, яка...
Попередній патент: Спосіб отримання комплексного дифузійного борованого покриття на робочих поверхнях деталей машини
Наступний патент: Інгаляційний пристрій
Випадковий патент: Спосіб одержання теплової енергії