Спосіб отримання комплексного дифузійного борованого покриття на робочих поверхнях деталей машини


Формула / Реферат
Спосіб отримання комплексного дифузійного борованого покриття на робочих поверхнях деталей машин, що включає нанесення на поверхню деталі обмазки, в склад якої входить карбід бору і зв'язуюче, сушіння і нагрівання, який відрізняється тим, що попередньо наносять хімічне покриття розчину, в г/л:
сірчанокислий кобальт
25-35
сірчанокислий нікель
25-35
лимоннокислий натрій
90-110
гіпофосфіт натрію
20-30
гліцин
30-40
аміак
45-60 мл,
при температурі 90-95 °С протягом 45 хв. при рН розчину 9-10 і після того наносять обмазку, у якій як зв'язуюче використовують розчин клею БФ в ацетоні, і вона додатково містить оксид заліза, деревне вугілля та активатор - фторид натрію, при такому співвідношенні (мас. %):
карбід бору
60-55
оксид заліза
20-15
деревне вугілля
8-12
фторид натрію
1-3
клей БФ
8-10
ацетон
3-5,
а нагрівання проводять при температурі 1150-1200 °С протягом 20-25 секунд струмами високої частоти.
Текст
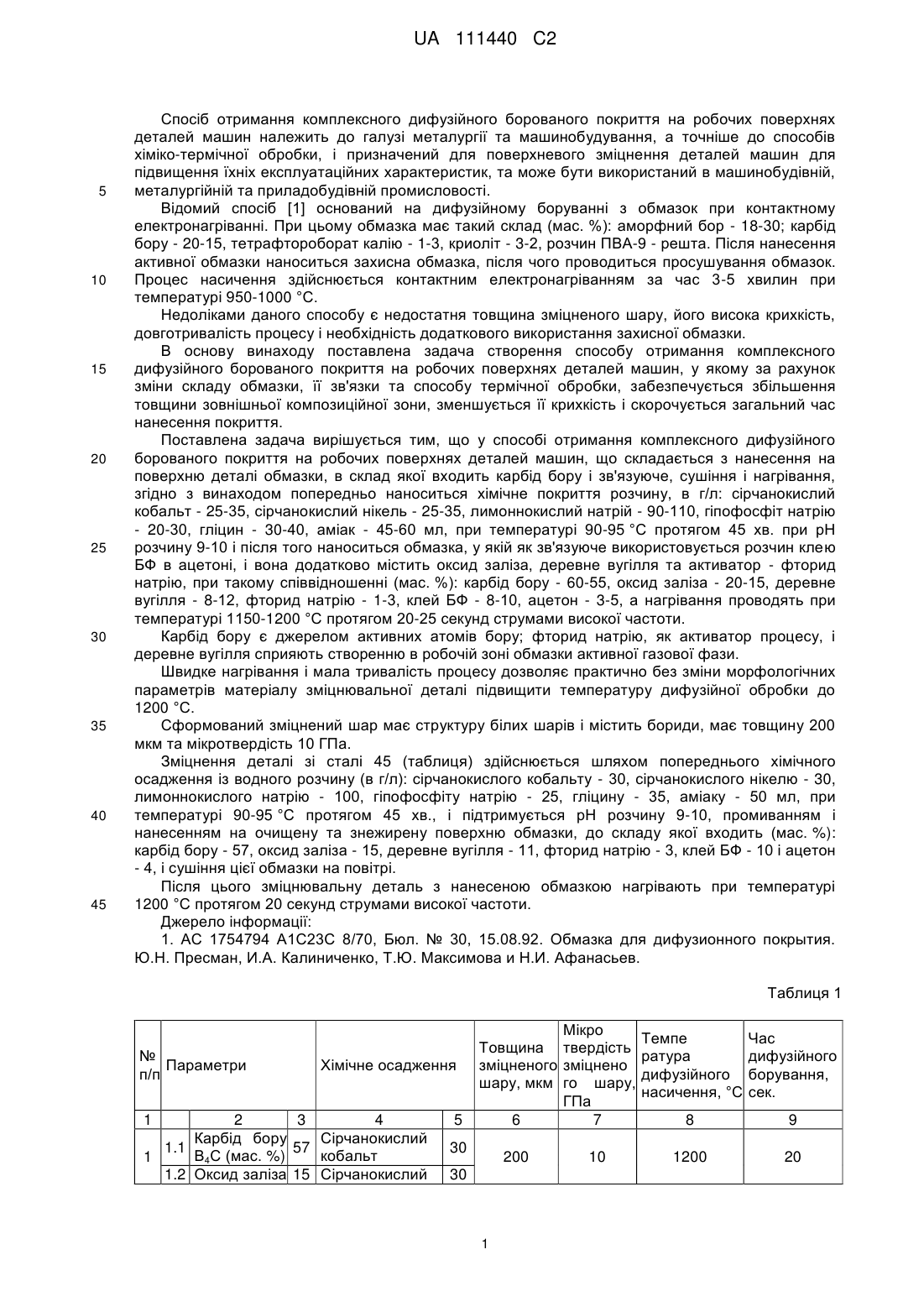
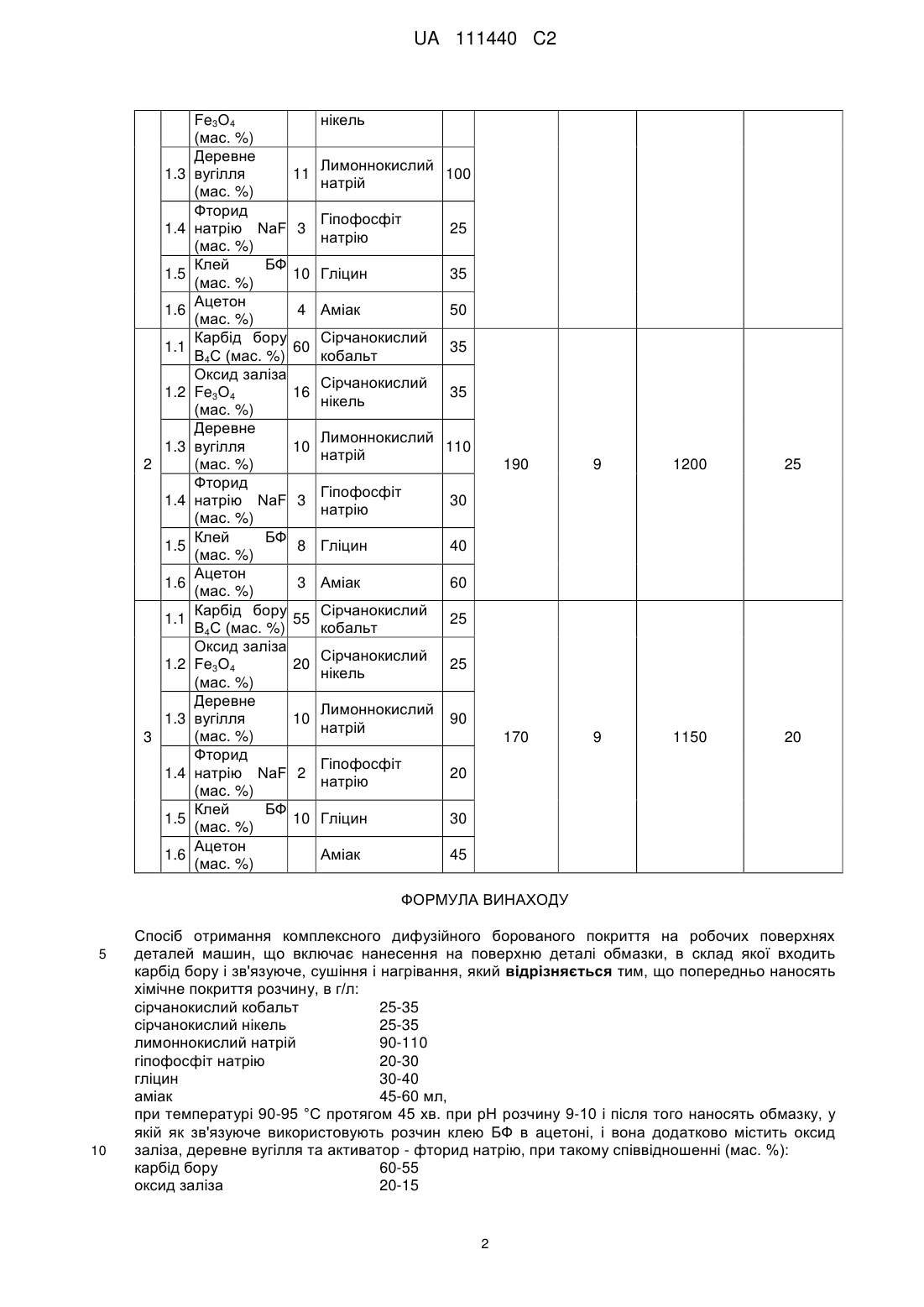
Реферат: Винахід належить до галузі металургії і машинобудування, а саме - до способу отримання комплексного дифузійного борованого покриття на робочих поверхнях деталей машин, а точніше до способів хіміко-термічної обробки, і призначений для поверхневого зміцнення деталей машин для підвищення їхніх експлуатаційних характеристик. Спосіб включає нанесення на поверхню деталі обмазки для хіміко-термічної обробки - дифузійного борування при нагріванні її струмами високої частоти. До складу обмазки як джерело бору входить карбід бору, а як активатор використовують фторид натрію. Джерелом нагрівання служать струми високої частоти, що збільшує швидкість нагрівання та забезпечує дрібнозернисту аустенітну структуру сталі зміцнювальної деталі. Винахід забезпечує скорочення часу процесу до 20 секунд, підвищення мікротвердості до 10 ГПа сформованого зміцненого шару, який має структуру білих шарів і містить бориди та має товщину 200 мкм. UA 111440 C2 (12) UA 111440 C2 UA 111440 C2 5 10 15 20 25 30 35 40 45 Спосіб отримання комплексного дифузійного борованого покриття на робочих поверхнях деталей машин належить до галузі металургії та машинобудування, а точніше до способів хіміко-термічної обробки, і призначений для поверхневого зміцнення деталей машин для підвищення їхніх експлуатаційних характеристик, та може бути використаний в машинобудівній, металургійній та приладобудівній промисловості. Відомий спосіб [1] оснований на дифузійному боруванні з обмазок при контактному електронагріванні. При цьому обмазка має такий склад (мас. %): аморфний бор - 18-30; карбід бору - 20-15, тетрафтороборат калію - 1-3, криоліт - 3-2, розчин ПВА-9 - решта. Після нанесення активної обмазки наноситься захисна обмазка, після чого проводиться просушування обмазок. Процес насичення здійснюється контактним електронагріванням за час 3-5 хвилин при температурі 950-1000 °C. Недоліками даного способу є недостатня товщина зміцненого шару, його висока крихкість, довготривалість процесу і необхідність додаткового використання захисної обмазки. В основу винаходу поставлена задача створення способу отримання комплексного дифузійного борованого покриття на робочих поверхнях деталей машин, у якому за рахунок зміни складу обмазки, її зв'язки та способу термічної обробки, забезпечується збільшення товщини зовнішньої композиційної зони, зменшується її крихкість і скорочується загальний час нанесення покриття. Поставлена задача вирішується тим, що у способі отримання комплексного дифузійного борованого покриття на робочих поверхнях деталей машин, що складається з нанесення на поверхню деталі обмазки, в склад якої входить карбід бору і зв'язуюче, сушіння і нагрівання, згідно з винаходом попередньо наноситься хімічне покриття розчину, в г/л: сірчанокислий кобальт - 25-35, сірчанокислий нікель - 25-35, лимоннокислий натрій - 90-110, гіпофосфіт натрію - 20-30, гліцин - 30-40, аміак - 45-60 мл, при температурі 90-95 °C протягом 45 хв. при рН розчину 9-10 і після того наноситься обмазка, у якій як зв'язуюче використовується розчин клею БФ в ацетоні, і вона додатково містить оксид заліза, деревне вугілля та активатор - фторид натрію, при такому співвідношенні (мас. %): карбід бору - 60-55, оксид заліза - 20-15, деревне вугілля - 8-12, фторид натрію - 1-3, клей БФ - 8-10, ацетон - 3-5, а нагрівання проводять при температурі 1150-1200 °C протягом 20-25 секунд струмами високої частоти. Карбід бору є джерелом активних атомів бору; фторид натрію, як активатор процесу, і деревне вугілля сприяють створенню в робочій зоні обмазки активної газової фази. Швидке нагрівання і мала тривалість процесу дозволяє практично без зміни морфологічних параметрів матеріалу зміцнювальної деталі підвищити температуру дифузійної обробки до 1200 °C. Сформований зміцнений шар має структуру білих шарів і містить бориди, має товщину 200 мкм та мікротвердість 10 ГПа. Зміцнення деталі зі сталі 45 (таблиця) здійснюється шляхом попереднього хімічного осадження із водного розчину (в г/л): сірчанокислого кобальту - 30, сірчанокислого нікелю - 30, лимоннокислого натрію - 100, гіпофосфіту натрію - 25, гліцину - 35, аміаку - 50 мл, при температурі 90-95 °C протягом 45 хв., і підтримується рН розчину 9-10, промиванням і нанесенням на очищену та знежирену поверхню обмазки, до складу якої входить (мас. %): карбід бору - 57, оксид заліза - 15, деревне вугілля - 11, фторид натрію - 3, клей БФ - 10 і ацетон - 4, і сушіння цієї обмазки на повітрі. Після цього зміцнювальну деталь з нанесеною обмазкою нагрівають при температурі 1200 °C протягом 20 секунд струмами високої частоти. Джерело інформації: 1. АС 1754794 А1С23С 8/70, Бюл. № 30, 15.08.92. Обмазка для дифузионного покрытия. Ю.Н. Пресман, И.А. Калиниченко, Т.Ю. Максимова и Н.И. Афанасьев. Таблиця 1 № Параметри п/п 1 Хімічне осадження 2 3 4 Карбід бору Сірчанокислий 1.1 57 В4С (мас. %) кобальт 1 1.2 Оксид заліза 15 Сірчанокислий 5 Мікро Темпе Товщина твердість ратура зміцненого зміцнено дифузійного шару, мкм го шару, насичення, °C ГПа 6 7 8 30 200 30 1 10 1200 Час дифузійного борування, сек. 9 20 UA 111440 C2 1.3 1.4 1.5 1.6 1.1 1.2 1.3 2 1.4 1.5 1.6 1.1 1.2 1.3 3 1.4 1.5 1.6 Fe3О4 (мас. %) Деревне вугілля (мас. %) Фторид натрію NaF (мас. %) Клей БФ (мас. %) Ацетон (мас. %) Карбід бору В4С (мас. %) Оксид заліза Fe3О4 (мас. %) Деревне вугілля (мас. %) Фторид натрію NaF (мас. %) Клей БФ (мас. %) Ацетон (мас. %) Карбід бору В4С (мас. %) Оксид заліза Fе3О4 (мас. %) Деревне вугілля (мас. %) Фторид натрію NaF (мас. %) Клей БФ (мас. %) Ацетон (мас. %) нікель 11 Лимоннокислий 100 натрій 3 Гіпофосфіт натрію 25 10 Гліцин 35 4 Аміак 50 60 Сірчанокислий кобальт 35 16 Сірчанокислий нікель 35 10 Лимоннокислий 110 натрій 3 Гіпофосфіт натрію 190 9 1200 25 170 9 1150 20 30 8 Гліцин 40 3 Аміак 60 55 Сірчанокислий кобальт 25 20 Сірчанокислий нікель 25 10 Лимоннокислий натрій 90 Гіпофосфіт натрію 20 2 10 Гліцин Аміак 30 45 ФОРМУЛА ВИНАХОДУ 5 10 Спосіб отримання комплексного дифузійного борованого покриття на робочих поверхнях деталей машин, що включає нанесення на поверхню деталі обмазки, в склад якої входить карбід бору і зв'язуюче, сушіння і нагрівання, який відрізняється тим, що попередньо наносять хімічне покриття розчину, в г/л: сірчанокислий кобальт 25-35 сірчанокислий нікель 25-35 лимоннокислий натрій 90-110 гіпофосфіт натрію 20-30 гліцин 30-40 аміак 45-60 мл, при температурі 90-95 °С протягом 45 хв. при рН розчину 9-10 і після того наносять обмазку, у якій як зв'язуюче використовують розчин клею БФ в ацетоні, і вона додатково містить оксид заліза, деревне вугілля та активатор - фторид натрію, при такому співвідношенні (мас. %): карбід бору 60-55 оксид заліза 20-15 2 UA 111440 C2 деревне вугілля 8-12 фторид натрію 1-3 клей БФ 8-10 ацетон 3-5, а нагрівання проводять при температурі 1150-1200 °С протягом 20-25 секунд струмами високої частоти. Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for preparing complex diffusion borated coating on the working surfaces of machine parts
Автори англійськоюStetsko Andrii Yevhenovych
Назва патенту російськоюСпособ получения комплексного диффузного борированного покрытия на рабочих поверхностях деталей машины
Автори російськоюСтецько Андрей Евгеньевич
МПК / Мітки
МПК: C23C 8/68, C23C 8/70, C23C 10/02
Мітки: робочих, отримання, комплексного, спосіб, машини, покриття, дифузійного, борованого, деталей, поверхнях
Код посилання
<a href="https://ua.patents.su/5-111440-sposib-otrimannya-kompleksnogo-difuzijjnogo-borovanogo-pokrittya-na-robochikh-poverkhnyakh-detalejj-mashini.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання комплексного дифузійного борованого покриття на робочих поверхнях деталей машини</a>
Спосіб отримання дифузійного борованого покриття на робочих поверхнях деталей машин
Номер патенту: 93811
Опубліковано: 10.03.2011
Автор: Стецько Андрій Євгенович
МПК: C23C 10/02, B05D 1/00, C23C 10/00, C23C 12/00
Мітки: спосіб, отримання, борованого, робочих, дифузійного, машин, покриття, поверхнях, деталей
Формула / Реферат:
Спосіб отримання дифузійного борованого покриття на робочих поверхнях деталей машин, що включає нанесення на поверхню деталі обмазки, до складу якої входить карбід бору і зв'язуюче, сушіння і нагрівання, який відрізняється тим, що в обмазці як зв'язуюче використовують розчин клею БФ в ацетоні, і вона додатково містить оксид заліза, деревне вугілля та активатор - фторид натрію, при такому співвідношенні (мас. %): карбід бору...
Спосіб одержання дифузійного борованого покриття на залізовуглецевих сплавах
Номер патенту: 81434
Опубліковано: 10.01.2008
Автори: Стецьків Остап Петрович, Стецько Андрій Євгенович
МПК: C23C 10/00, C23C 12/00, C23C 10/02
Мітки: покриття, дифузійного, спосіб, сплавах, одержання, залізовуглецевих, борованого
Формула / Реферат:
Спосіб одержання дифузійного борованого покриття на залізовуглецевих сплавах, що включає нанесення на поверхню деталі обмазки, до складу якої входить карбід бору, кріоліт і зв'язуюче, сушіння і нагрівання, який відрізняється тим, що в обмазці як зв'язуюче беруть розчин 90% клею БФ і 10% ацетону і вона додатково містить оксид заліза, рідке скло та активатор - фторид натрію при такому співвідношенні (мас. %): карбід бору ...
Спосіб одержання дифузійного борованого покриття на деталях із залізовуглецевих сплавів
Номер патенту: 93744
Опубліковано: 10.03.2011
Автор: Стецько Андрій Євгенович
МПК: C23C 10/00, C23C 10/12, C23C 10/02, C23C 12/00
Мітки: залізовуглецевих, сплавів, одержання, дифузійного, покриття, спосіб, борованого, деталях
Формула / Реферат:
Спосіб одержання дифузійного борованого покриття на зміцнюваних деталях із залізовуглецевих сплавів, що включає нанесення на поверхню деталі обмазки, до складу якої входять карбід бору і зв'язуюче, сушіння і нагрівання деталі, який відрізняється тим, що в обмазці як зв'язуюче використовують розчин 90 % клею БФ в ацетоні, і вона додатково містить графіт, мідь та активатор - фторид натрію, при такому співвідношенні (мас. %): ...
Спосіб дифузійного борування деталей

Номер патенту: 109096
Опубліковано: 10.07.2015
Автори: Стецько Юрій Богданович, Стецько Андрій Євгенович, Дацій Олег Ігорович
МПК: C23C 20/08, C23C 8/68
Мітки: деталей, спосіб, борування, дифузійного
Формула / Реферат:
Спосіб дифузійного борування деталей, що складається з нанесення на поверхню зміцнювальної деталі обмазки, до складу якої входять карбід бору і зв'язуюче, сушіння і нагрівання, який відрізняється тим, що попередньо наноситься хімічне покриття з розчину складу, г/л: сірчанокислий кобальт 25-35 сірчанокислий нікель 25-35 мурашинокислий натрій ...
Спосіб одержання композиційного дифузійного покриття на швидкозношувальних поверхнях деталей із залізовуглецевих сплавів
Номер патенту: 77102
Опубліковано: 16.10.2006
Автори: Манько Олексій Васильович, Стецько Андрій Євгенович
МПК: C23C 10/02
Мітки: деталей, швидкозношувальних, поверхнях, композиційного, спосіб, покриття, сплавів, залізовуглецевих, одержання, дифузійного
Формула / Реферат:
Спосіб одержання композиційного дифузійного покриття на швидкозношувальних поверхнях деталей із залізовуглецевих сплавів, який включає нанесення на поверхню хімічного Ni-Co-P покриття з розчину, який містить лимоннокислий натрій, гіпофосфіт натрію, аміак, солі кобальту та нікелю, при температурі 80-90°С і дифузійного хромування при 1000-1050°С протягом 6-7 год. у порошковому середовищі, який відрізняється тим, що розчин містить як сіль...
Попередній патент: Спосіб отримання кардіоліпіну
Наступний патент: Спосіб автоматичного сортування твердих побутових відходів
Випадковий патент: Пристрій відгалуження розподільної системи швидкого фільтра