Полімерний ізолятор та спосіб його виготовлення
Номер патенту: 17256
Опубліковано: 16.07.2001
Автори: Сулима Володимир Миколаєвич, Колесник Юрій Романович, Ляной Віль Андрійович, Носенко Валерій Григорович, Третяк Борис Серафімович
Формула / Реферат
1. Полимерный изолятор, содержащий стеклоэпоксидный цилиндр, на котором установлены металлические фланцы, и оболочку в виде ребер из двухкомпонентного кремнийполимерного состава, отличающийся тем, что он дополнительно снабжен уплотнительными кольцами, на концах стеклоэпоксидного цилиндра выполнены утолщения, в которых выполнен ряд проточек, симметрично которым во фланцах выполнены проточки, последние сопряжены с вышеуказанными проточками утолщений, образуя пазы, фланцы выполнены с волнообразным уступом, который направлен к ребру оболочки, во фланцах, противоположно уступу, ближе к торцевой поверхности радиально установлены уплотнительные кольца, которые прилегают к цилиндру.
2. Изолятор по п.1, отличающийся тем, что сечение утолщений на цилиндре равно не менее глубины проточки.
3. Изолятор по п.1, отличающийся тем, что фланцы выполнены из алюминиевого сплава.
3. Изолятор по п.1, отличающийся тем, что пазы заполнены клеящим составом, например, эпоксидной смолой.
5. Изолятор по п.1, отличающийся тем, что в верхнем фланце выполнена выточка, которая расположена между волнообразным уступом и оболочкой.
6. Изолятор по п.5, отличающийся тем, что выточка заполнена двухкомпонентным кремнийполимерным составом.
7. Изолятор по п.1, отличающийся тем, что площадь паза равна отношению приложенного к фланцам разрушающего усилия и допустимого удельного усилия на срез клеящего состава
где - площадь паза;
- разрушающее усилие;
- удельное усилие на срез.
8. Изолятор по пп.1 и 7, отличающийся тем, что суммарная ширина паза равна отношению площади паза и длины окружности паза
где - суммарная ширина паза;
- площадь паза;
- длина окружности паза.
9. Изолятор по пп.1 и 8, отличающийся тем, что количество выполняемых пазов составит следующее
где - суммарная ширина паза;
- ширина проточки;
- глубина проточки.
10. Способ изготовления полимерного изолятора, заключающийся в том, что стеклоэпоксидный цилиндр с закрепленным нижним металлическим фланцем переворачивают и снизу на стеклоэпоксидный цилиндр устанавливают литьевую форму, состоящую, например, из двух коаксиально расположенных металлических цилиндров - верхнего и нижнего; соосно стеклоэпоксидному цилиндру устанавливают вертикальные направляющие, отличающийся тем, что верхний цилиндр выполняют сплошным и перемещают сверху вниз по вертикально установленным направляющим, а нижний цилиндр выполняют разъемным в радиальном направлении и укрепляют на стеклоэпоксидном цилиндре, затем путем перемещения по направляющим верхний цилиндр опускают и его наружный выступ входит во внутренний паз нижнего цилиндра, при этом внутреннюю поверхность тела верхнего цилиндра состыковывают с внутренней поверхностью тела нижнего цилиндра и создавшиеся полости между каждым телом цилиндров и стеклоэпоксидным цилиндром замыкают и образовывзют зазор для заливки двухкомпонентным кремнийполимерным составом и формирования ребра оболочки изолятора; после заливки ребра и полимеризации двухкомпонентного кремнийполимерного состава, нижний цилиндр разжимают в радиальном направлении и опускают по стеклоэпоксидному цилиндру на величину, равную расстоянию между соседними ребрами и фиксируют на стеклоэпоксидном цилиндре, за счет конусности готового ребра верхний цилиндр перемещают вниз до фиксации с нижним цилиндром, при этом нижнюю часть готового ребра, сформированную нижним цилиндром, перекрывают более длинной частью вновь формируемого ребра без образования облоя; после изготовления ребер оболочки и снятия литьевой формы, на свободный конец стеклоэпоксидного цилиндра закрепляют верхний металлический фланец, выточку которого заполняют двухкомпонентным кремнийполимерным составом.
11. Способ изготовления изолятора по п.10, отличающийся тем, что на поверхность стеклоэпоксидного цилиндра предварительно наносят грунтовку для лучшего сцепления двухкомпонентного кремнийполимерного состава.
12. Способ изготовления изолятора по п.10, отличающийся тем, что двухкомпонентный кремнийполимерный состав используется холодной полимеризации без применения избыточного давления.
Текст
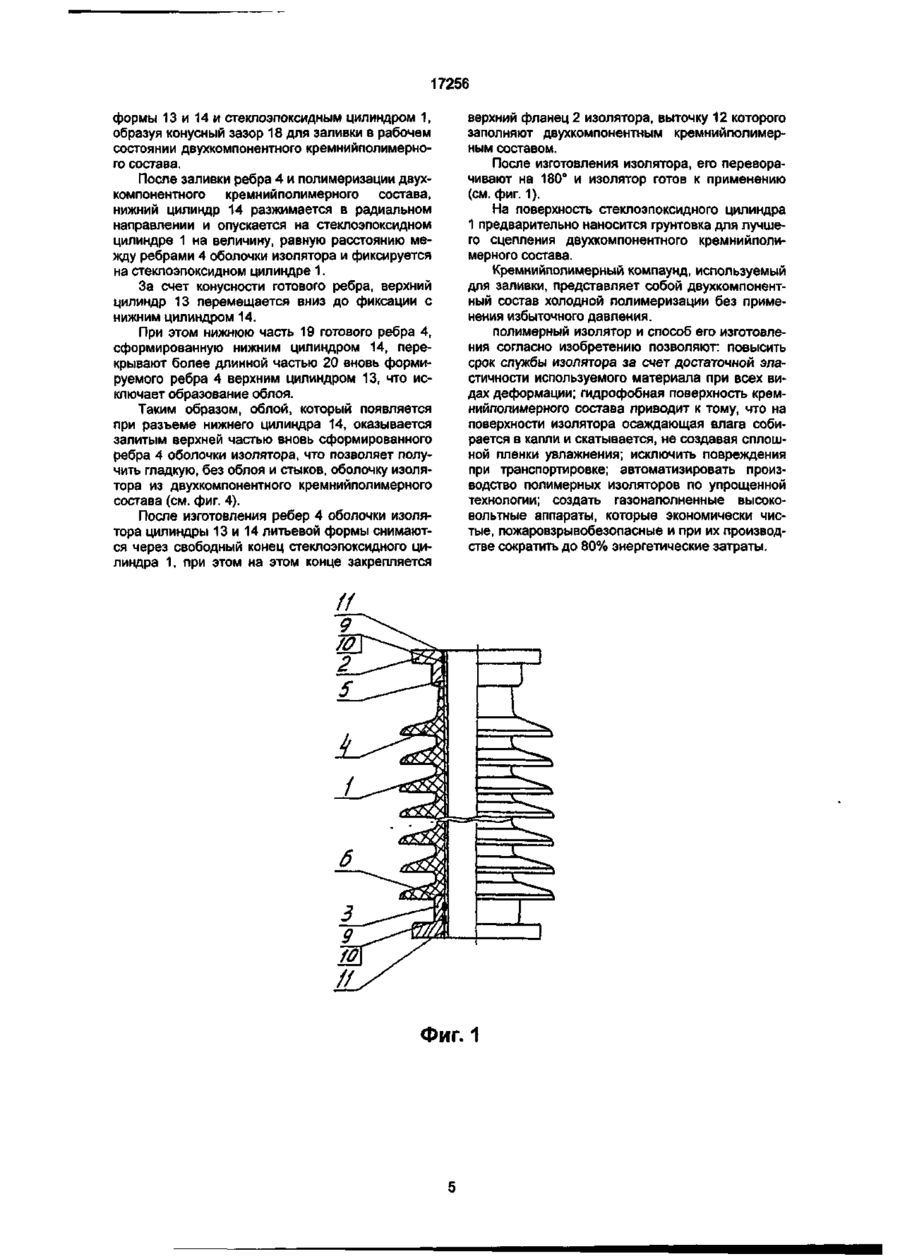
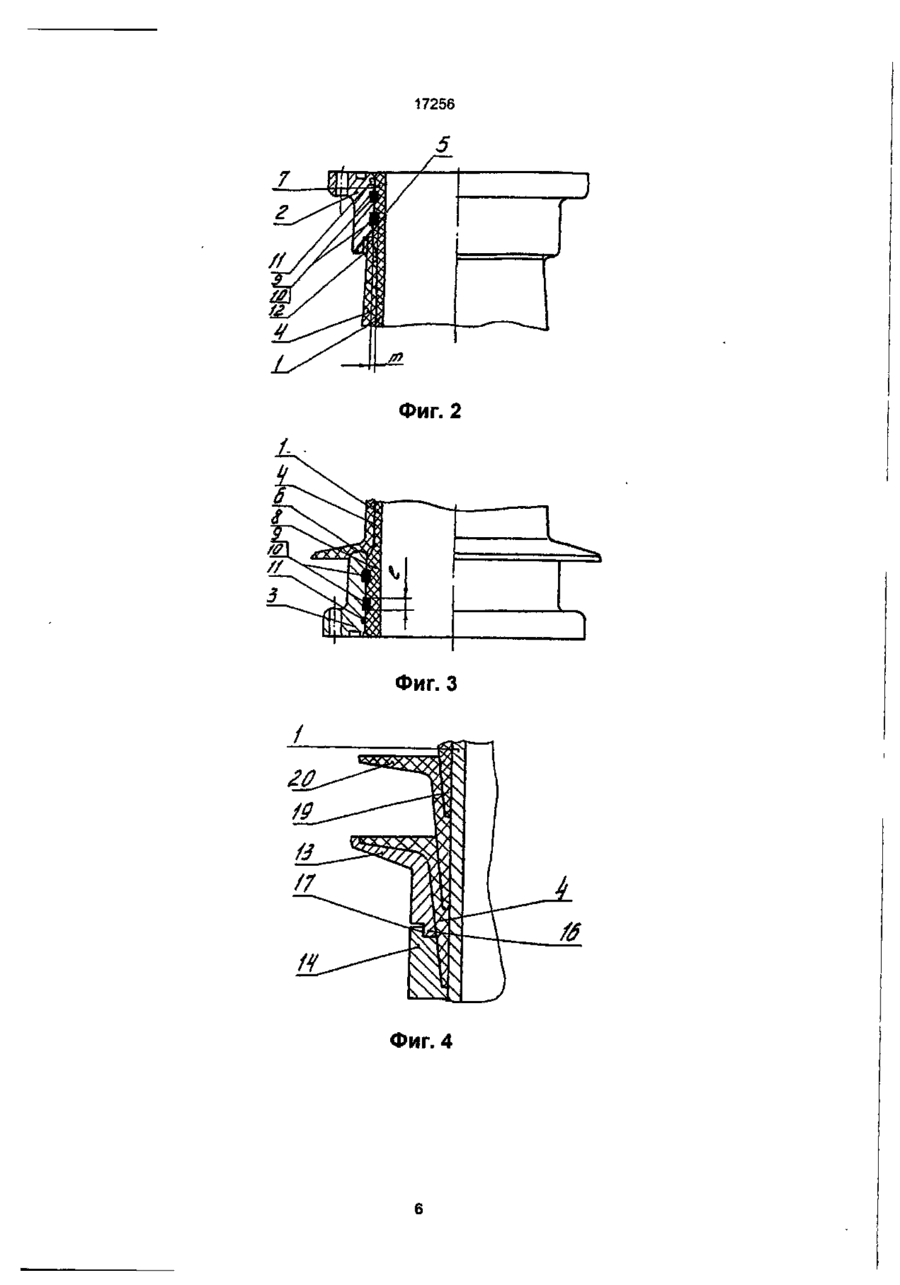
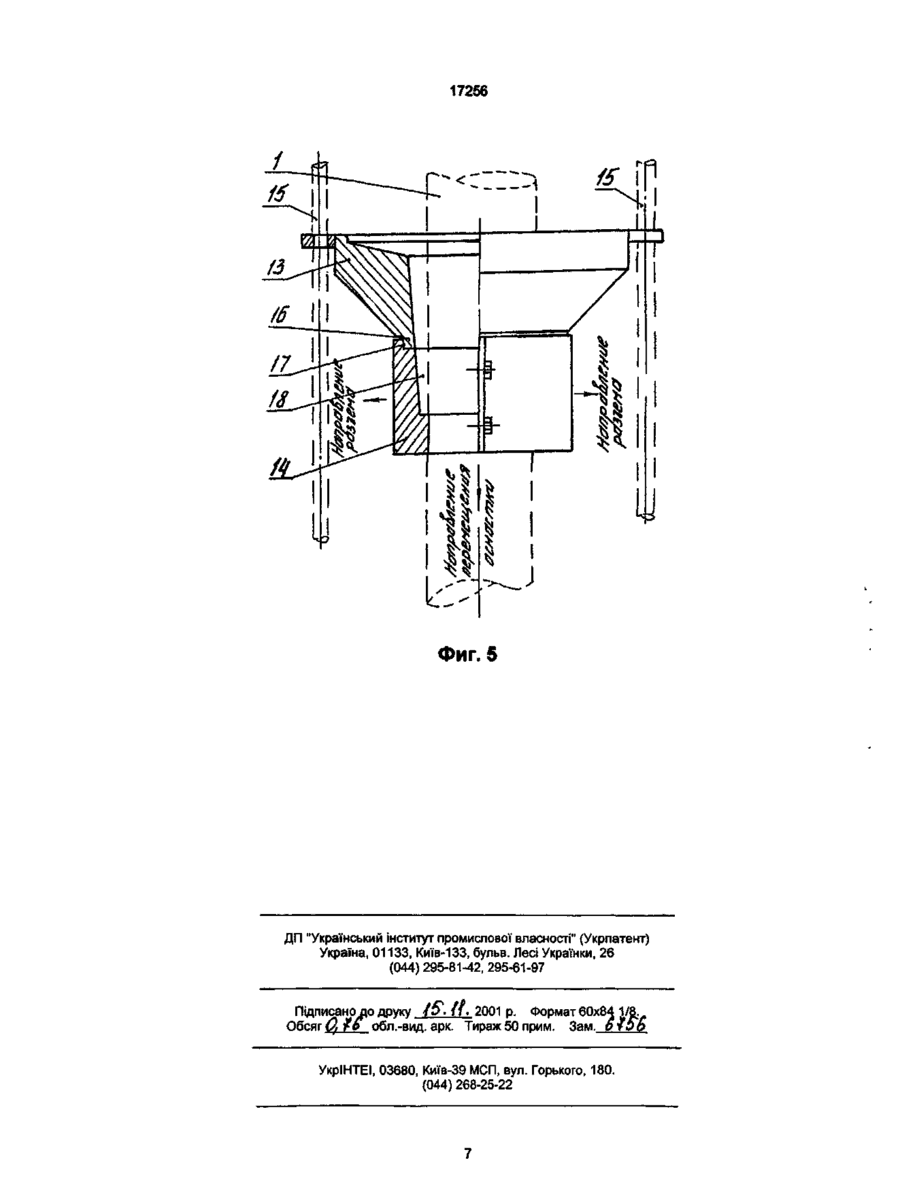
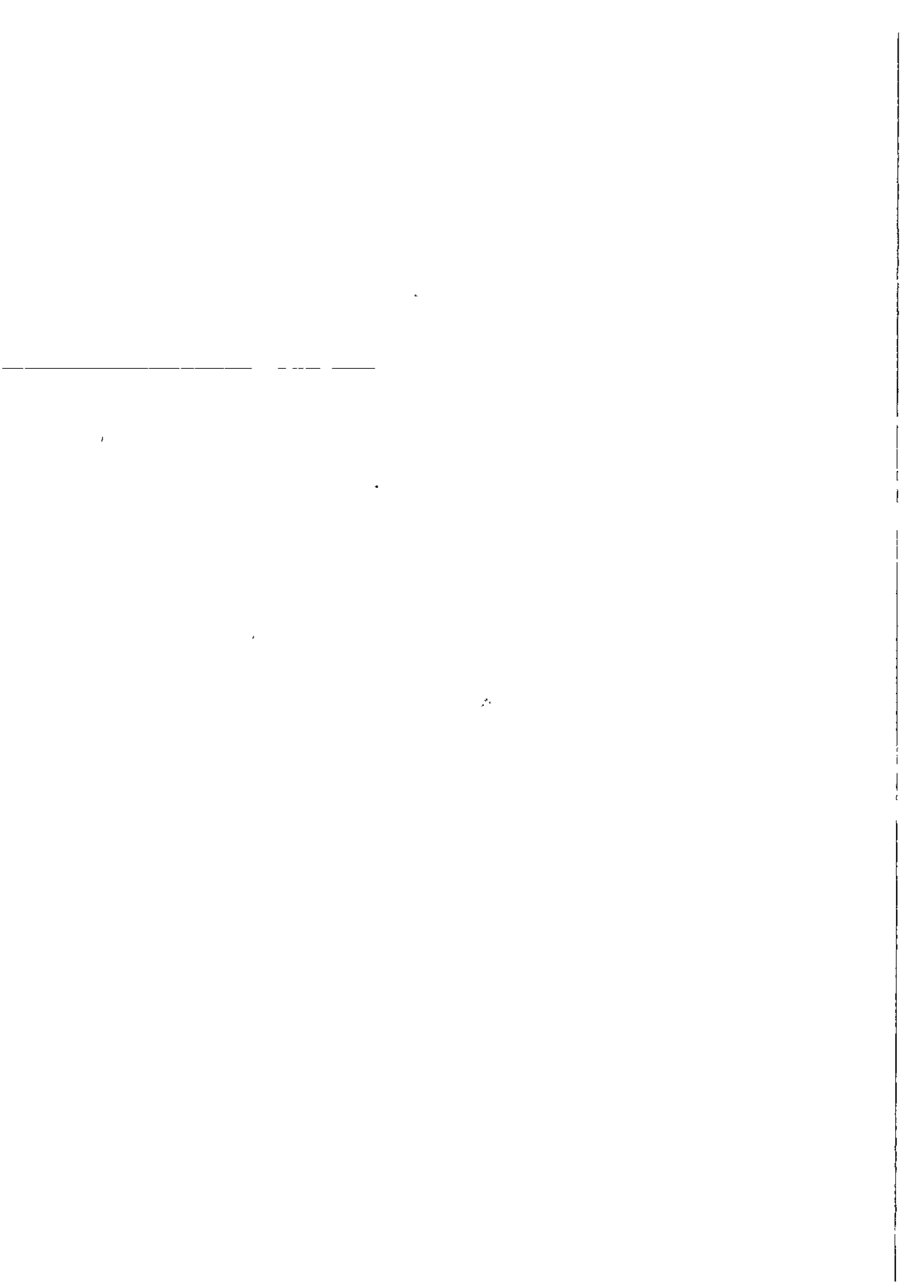
1. Полимерный изолятор, содержащий стеклоэпоксидный цилиндр, на котором установлены фланцы, и оболочку в виде ребер из двухкомпонентного кремнийполимерного состава, отличающийся тем, что он дополнительно снабжен уплотнительными кольцами, на концах стеклоэпоксидного цилиндра выполнены утолщения, в которых выполнены проточки, симметрично которым во фланцах также выполнены проточки, последние сопряжены с проточками утолщений, образуя пазы, заполненные клеящим составом, фланцы выполнены с волнообразным уступом, который направлен к ребру оболочки, во фланцах, противоположно уступу, ближе к торцевой поверхности выполнены пазы, в которых установлены уплотнительные кольца, прилегающие к цилиндру. 2. Изолятор по п. 1, отличающийся тем, что утолщения на стенке цилиндра равны глубине проточек. 3. Изолятор по п. 1, отличающийся тем, что фланцы выполнены из алюминиевого сплава. 4. Изолятор по п. 1, отличающийся тем, что используется клеящий состав, например, эпоксидная смола. 5. Изолятор по п. 1, отличающийся тем, что в верхнем фланце выполнена выточка, которая расположена между волнообразным уступом и оболочкой. 6. Изолятор по п. 5, отличающийся тем, что выточка заполнена двухкомпонентным кремнийполимерным составом. 7. Способ изготовления полимерного изолятора, заключающийся в том, что стеклоэпоксидный цилиндр с закрепленным нижним фланцем переворачивают и устанавливают вертикальные направ ляющие, снизу на стеклоэпоксидный цилиндр устанавливают литьевую форму, состоящую, например, из двух коаксиально расположенных цилиндров - верхнего и нижнего, отличающийся тем, что верхний цилиндр формы выполняют сплошным и перемещают сверху вниз по вертикально установленным направляющим, а нижний цилиндр выполняют разъемным в радиальном направлении, и укрепляют на стеклоэпоксидном цилиндре, затем путем перемещения по направляющим верхний цилиндр опускают и его наружный выступ входит во внутренний паз нижнего цилиндра, при этом внутреннюю поверхность тела верхнего цилиндра состыковывают с внутренней поверхностью тела нижнего цилиндра и создавшиеся полости между каждым телом цилиндров и стеклоэпоксидным цилиндром замыкают с образованием зазора для заливки двухкомпонентным кремнийполимерным составом и формирования ребра оболочки изолятора, после заливки ребра и полимеризации двухкомпонентного кремнийполимерного состава, нижний цилиндр разжимают в радиальном направлении и опускают по стеклоэпоксидному цилиндру на величину, равную расстоянию между соседними ребрами, и фиксируют на стеклоэпоксидном цилиндре, за счет конусности готового ребра верхний цилиндр перемещают вниз до фиксации с нижним цилиндром, при этом нижнюю часть готового ребра, сформированную нижним цилиндром, перекрывают более длинной частью вновь формируемого ребра без образования облоя, после изготовления ребер оболочки и снятия литьевой формы на свободный конец стеклоэпоксидного цилиндра закрепляют верхний фланец изолятора, выточку которого заполняют двухкомпонентным кремнийполимерным составом. 8. Способ изготовления полимерного изолятора по п. 7, отличающийся тем, что на поверхность стеклоэпоксидного цилиндра предварительно наносят грунтовку для лучшего сцепления двухкомпонентного кремнийполимерного состава. 9. Способ изготовления полимерного изолятора по п. 7, отличающийся тем, что двухкомпонентный кремнийполимерный состав используют для холодной полимеризации без применения избыточного давления. о I=—= = 26 мм . ^ L 823 При ширине проточки, равной 10 мм, количество пазов составит Таким образом, для изолятора выбирается три паза шириной по 10 м. При креплении фланцев к стеклоэпоксиднму цилиндру обеспечивается полная герметичность и высокая механическая прочность мест соединения, а нанесения двухкомпонентного кремнийполимерного состава на стеклоэпоксидный цилиндр исключает образование газовых включений на границе кремнийполимерного состава со стеклоэпоксидным цилиндром, что обеспечивает высокую электрическую прочность изолятора и снижает до минимума появление частичных разрядов при приложении к изолятору высокого электрического напряжения. Способ изготовления полимерного изолятора заключается в следующем. Стеклоэпоксидный цилиндр 1 с закрепленным нижним фланцем 3 переворачивается так, чтобы фланец 3 оказался вверху. Снизу на стеклоэпоксидный цилиндр 1 устанавливается литьевая форма, состоящая, например, из двух коаксиально расположенных металлических цилиндров 13 и 14 - верхнего и нижнего (см. фиг. 4, 5). Соосно стеклоэпоксидному цилиндру 1 устанавливаются в вертикальные направляющие 15. Верхний цилиндр литьевой формы 13 является сплошным (неразъемным) и перемещается вверх или вниз по вертикально установленным направляющим 15. Верхний цилиндр 13 имеет наружный выступ 16 (см. фиг. 4, 5). Нижний цилиндр литьевой формы 14 является разъемным и плотно крепится на стеклоэпоксидном цилиндре 1 в рабочем состоянии для формирования начального ребра 4 оболочки изолятора. Нижний цилиндр 14 имеет внутренний паз 17. Внутренняя поверхность тела верхнего цилиндра 13 представляет собой линию, которая повторяет контур ребра 4 оболочки изолятора, при этом между верхним цилиндром литьевой формы 13 и стеклоэпоксидным цилиндром 1 образуется полость, которая в дальнейшем обеспечивает формирование ребер 4 оболочки изолятора (см. фиг. 1, 4, 5). Внутренняя поверхность тела нижнего цилиндра литьевой формы 14 является продолжением внутренней поверхности верхнего цилиндра 13 и она замыкает полость, которая формирует окончательно ребро 4 оболочки изолятора между телами верхнего и нижнего цилиндров литьевой 17256 формы 13 и 14 и стеклоэпоксидным цилиндром 1, образуя конусный зазор 18 для заливки в рабочем состоянии двухкомпонентного кремнийполимерного состава. После заливки ребра 4 и полимеризации двухкомпонентного кремнийполимерного состава, нижний цилиндр 14 разжимается в радиальном направлении и опускается на стеклоэпоксидном цилиндре 1 на величину, равную расстоянию между ребрами 4 оболочки изолятора и фиксируется на стеклоэпоксидном цилиндре 1. За счет конусности готового ребра, верхний цилиндр 13 перемещается вниз до фиксации с нижним цилиндром 14. При этом нижнюю часть 19 готового ребра 4, сформированную нижним цилиндром 14, перекрывают более длинной частью 20 вновь формируемого ребра 4 верхним цилиндром 13, что исключает образование облоя. Таким образом, облой, который появляется при разъеме нижнего цилиндра 14, оказывается залитым верхней частью вновь сформированного ребра 4 оболочки изолятора, что позволяет получить гладкую, без облоя и стыков, оболочку изолятора из двухкомпонентного кремнийполимерного состава (см. фиг. 4). После изготовления ребер 4 оболочки изолятора цилиндры 13 и 14 литьевой формы снимаются через свободный конец стеклоэпоксидного цилиндра 1, при этом на этом конце закрепляется верхний фланец 2 изолятора, выточку 12 которого заполняют двухкомпонентным кремнийполимерным составом. После изготовления изолятора, его переворачивают на 180° и изолятор готов к применению (см. фиг. 1). На поверхность стеклоэпоксидного цилиндра 1 предварительно наносится грунтовка для лучшего сцепления двухкомпонентного кремнийполимерного состава. Кремнийполимерный компаунд, используемый для заливки, представляет собой двухкомпонентный состав холодной полимеризации без применения избыточного давления. полимерный изолятор и способ его изготовления согласно изобретению позволяют: повысить срок службы изолятора за счет достаточной эластичности используемого материала при всех видах деформации; гидрофобная поверхность кремнийполимерного состава приводит к тому, что на поверхности изолятора осаждающая влага собирается в капли и скатывается, не создавая сплошной пленки увлажнения; исключить повреждения при транспортировке; автоматизировать производство полимерных изоляторов по упрощенной технологии; создать газонаполненные высоковольтные аппараты, которые экономически чистые, пожаровзрывобезопасные и при их производстве сократить до 80% энергетические затраты. Фиг. 1 Фиг. 2 Фиг. 3 Фиг. 4 17256 Фиг. 5 ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044)295-81-42,295-61-97 Підписано до ДРУКУ Обсяг О? ¥b /О • 11. 2001 p. Формат 60ХІ обл.-вид. арк. Тираж 50 прим. Зам УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22
ДивитисяДодаткова інформація
Автори англійськоюTretiak Borys Serafimovych, Nosenko Valerii Hryhorovych, Kolesnyk Yurii Romanovych
Автори російськоюТретьяк Борис Сераыимович, Носенко Валерий Григорьевич, Колесник Юрий Романович
МПК / Мітки
МПК: H01B 19/00, H01B 17/32
Мітки: спосіб, полімерний, виготовлення, ізолятор
Код посилання
<a href="https://ua.patents.su/8-17256-polimernijj-izolyator-ta-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Полімерний ізолятор та спосіб його виготовлення</a>
Полімерний ізолятор та спосіб його виготовлення
Номер патенту: 7964
Опубліковано: 15.02.2001
Автори: Соломатов Володимир Миколайович, Пономаренко Сергій Данилович, Соболева Кирилина Леонтіівна, Шумілов Юрій Миколайович, Шупік Микола Семенович, Яшин Юрій Миколайович
МПК: H01B 17/20
Мітки: спосіб, полімерний, виготовлення, ізолятор
Формула / Реферат:
1. Полимерный изолятор, включающий электроизоляционные стержень и юбочные элементы с осевым отверстием, соединенные между собой и стержнем связующим веществом, отличающийся тем, что длину 1 осевого отверстия юбочного элемента и толщину D его стенки выбирают из соотношения:2. Способ изготовления полимерного изолятора, заключающийся в последовательном монтаже и стыковке электроизоляционных юбочных элементов на стержне с...
Полімерний ізолятор
Номер патенту: 11548
Опубліковано: 25.12.1996
Автори: Кім Єн Дар, Соломатов Володимир Миколайовичу, Яшин Юрій Миколайович
МПК: H01B 17/20
Мітки: ізолятор, полімерний
Формула / Реферат:
Полимерный изолятор, содержащий стекло-пластиковый стержень, охваченный защитной оболочкой, и расположенные по концам стержня металлические оконцеватели с экранной арматурой, отличающийся тем, что, с целью упрощения и облегчения его конструкции, экранная арматура выполнена в виде диска с центральным отверстием и с закругленной боковой поверхностью, при этом внешний диаметр диска в б - 8 раз превышает диаметр стержня.
Полімерний ізолятор
Номер патенту: 11522
Опубліковано: 25.12.1996
Автори: Яшин Юрій Миколайович, Кім Єн Дар, Соломатов Володимир Миколайовичу, Шупік Микола Семенович
МПК: H01B 17/20, H01B 17/38
Мітки: ізолятор, полімерний
Формула / Реферат:
1. Стержневой полимерный изолятор, содержащий стеклопластиковый стержень с защитным покрытием, расположенные по торцам стержня металлические оконцеватели и экранную арматуру, отличающийся тем, что, с целью повышения надежности, экранная арматура непосредственно охватывает защитное покрытие в зоне его соединения с металлическим оконцевателем.2. Изолятор по п.1, отличающийся тем, что экранная арматура выполнена в виде полувтулок, ...
Полімерний ізолятор
Номер патенту: 11546
Опубліковано: 25.12.1996
Автори: Аксьонов Вячеслав Олексійович, Шумілов Юрій Миколайович
МПК: H01B 17/20
Мітки: полімерний, ізолятор
Формула / Реферат:
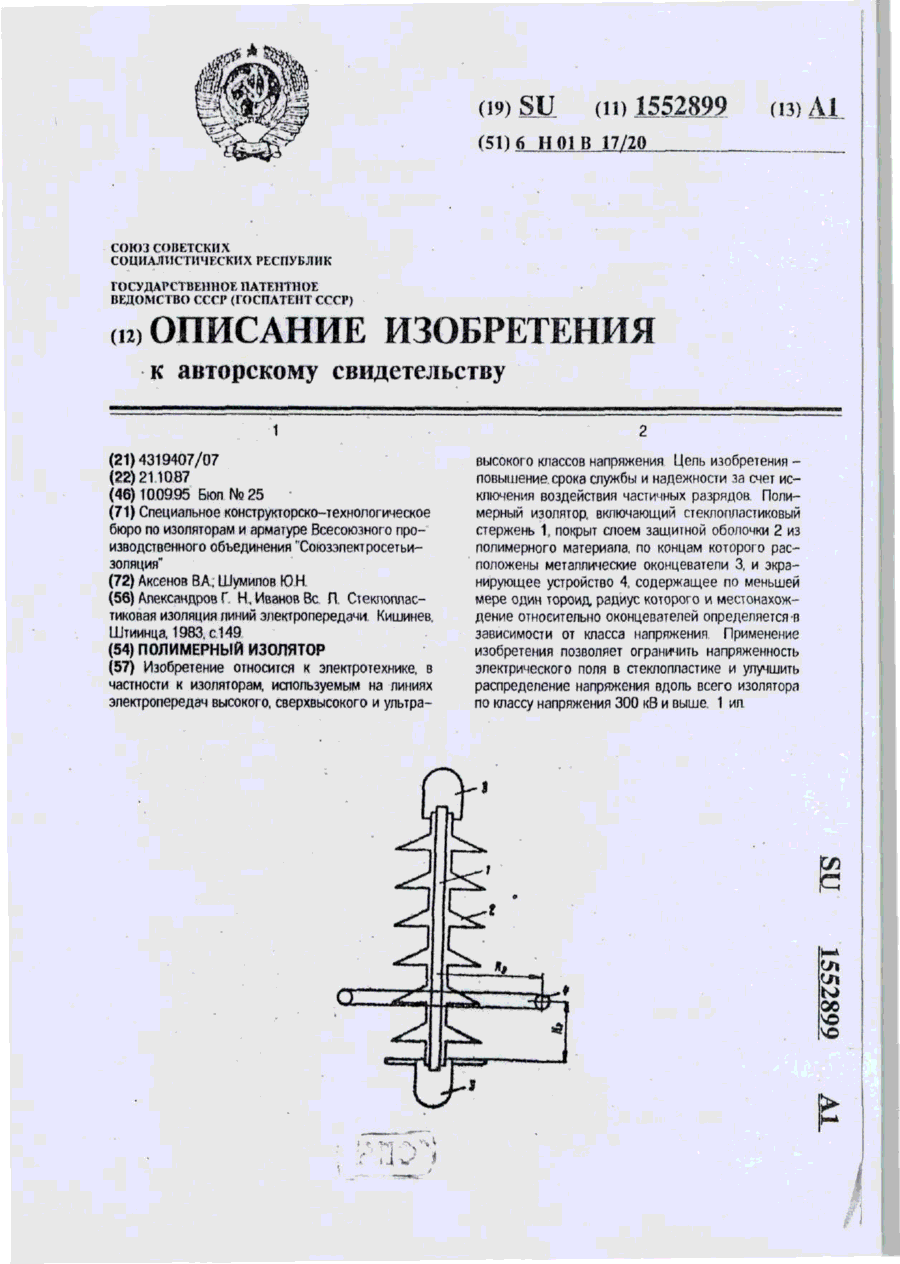
Формула изобретенияПолимерный изолятор, стеклопластиковый стержень, охваченный защитной оболочкой, расположенные по концам стержня металлические оконцеватели и экран выполненный, в виде по меньшей мере одного тороида, отличающийся тем, что, с целью повышения срока службы и надежности путем исключения воздействия частичных разрядов, радиус одного из тороидов выбран из соотношения R2мин> 0,11V (1,205-0,205V), но не более R3makc=...
Полімерний стержневий ізолятор
Номер патенту: 11535
Опубліковано: 25.12.1996
Автори: Шумілов Юрій Миколайович, Ільіних Михайло Володимирович, Яшин Юрій Миколайович
МПК: H01B 17/02, H01B 17/20
Мітки: полімерний, стержневий, ізолятор
Формула / Реферат:
Полимерный стержневой изолятор, содержащий защищенный от атмосферных воздействий трекингостойким полимерным материалом стеклопластиковый стержень с полупроводящим покрытием на части длины и расположенные на концевых участках стержня оконцеватели, отличающийся тем, что, с целью повышения надежности и экономичности работы воздушной линии путем снижения токов утечки, полупроводящее покрытие расположено по меньшей мере со стороны одного...
Попередній патент: Високовольтний імпульсний конденсатор
Наступний патент: Горілка особлива “подільська ювілейна”
Випадковий патент: Спосіб хірургічної корекції вродженої вентральної девіації статевого члена за горпинченком-ситенком