Валок для пристрою безперервного розливу тонких металевих виробів

Формула / Реферат
(57)1 Валок для устройства непрерывной разливки тонких металлических изделий, содержащий сердечник и бандаж, в котором выполнены каналы для циркуляции охлаждающей жидкости, при этом бандаж жестко соединен с сердечником в своей средней части, отличающийся тем, что бандаж контактирует с сердечником по всей своей ширине, жестко соединен с ним в осевом направлении, по крайней мере, по всей окружности средней части, а краевыми участками закреплен на сердечнике с помощью средств жесткого радиального крепления, выполненных с возможностью их осевого перемещения относительно сердечника
2 Валок по п 1, отличающийся тем, что бандаж допоппительно закреплен на сердечнике в участках, промежуточных между краевыми участками и его средней частью, с помощью средств жесткого радиального крепления, выполненных с возможностью их осевого леремещениу относительно сердечника
3 Валок по п 1, отличающийся тем, что краевые участки бандажа выполнены в виде выступов прямоугольного сечения, а средства крепления краевых участков бандажа выполнены в виде дисков с круговым пазом прямоугольного сечения, в который вставлен соответствующий выступ бандажа плотно - в радиальном и с зазором - в осевом направлении
4 Валок по п 1, отличающийся тем, что жесткое соединение бандажа с сердечником в средней части выполнено в виде соединения типа "ласточкин хвост" или в форме Т-образного паза
5 Валок по п 4, отличающийся тем, что соединение типа "ласточкин хвост" образовано круговым пазом с сечением в форме "ласточкин хвост", выполненным в сердечнике, и зажатым в нем выступом соответствующего сечения выполненным на внутренней стенке бандажа, при этом сердечник состоит из ступицы и кольцевого фланца, смонтированного на ней с помощью средств сжатия в осевом направлении, а круговой паз в форме"ласточкин хвост" образован периферийными частями ступицы и кольцевого фланца
6 Валок по п 5, отличающийся тем, что в кольцевом фланце выполнен круговой паз прямоугольного сечения а крепление бандажа с кольцевым фланцем и с диском образовано посредством размещения выступов на краевых участках бандажа в круговых пазах фланца и диска
7 Валок по любому из пп 4-6, отличающийся тем, что ширина паза в форме "ласточкин хвост"составляет, по крайней мере, половину ширины бандажа
8 Валок по п 4, отличающийся тем, что соединение типа "ласточкин хвост" образовано выступом сердечника, зажатым в пазу соответствующего сечения бандажа
9 Валок по любому из пп 1-8, отличающийся тем, что каналы охлаждения в бандаже выполнены параллельно оси валка, при этом выходы каналов с одной стороны бандажа поочередно соединены с одним входом и одним выходом охлаждающей жидкости для обеспечения движения охлаждающей жидкости в соседних каналах в противоположных направлениях
10 Валок по любому из пп 1-9, отличающийся тем, что внешняя поверхность бандажа предварительно выполнена вогнутой
Текст
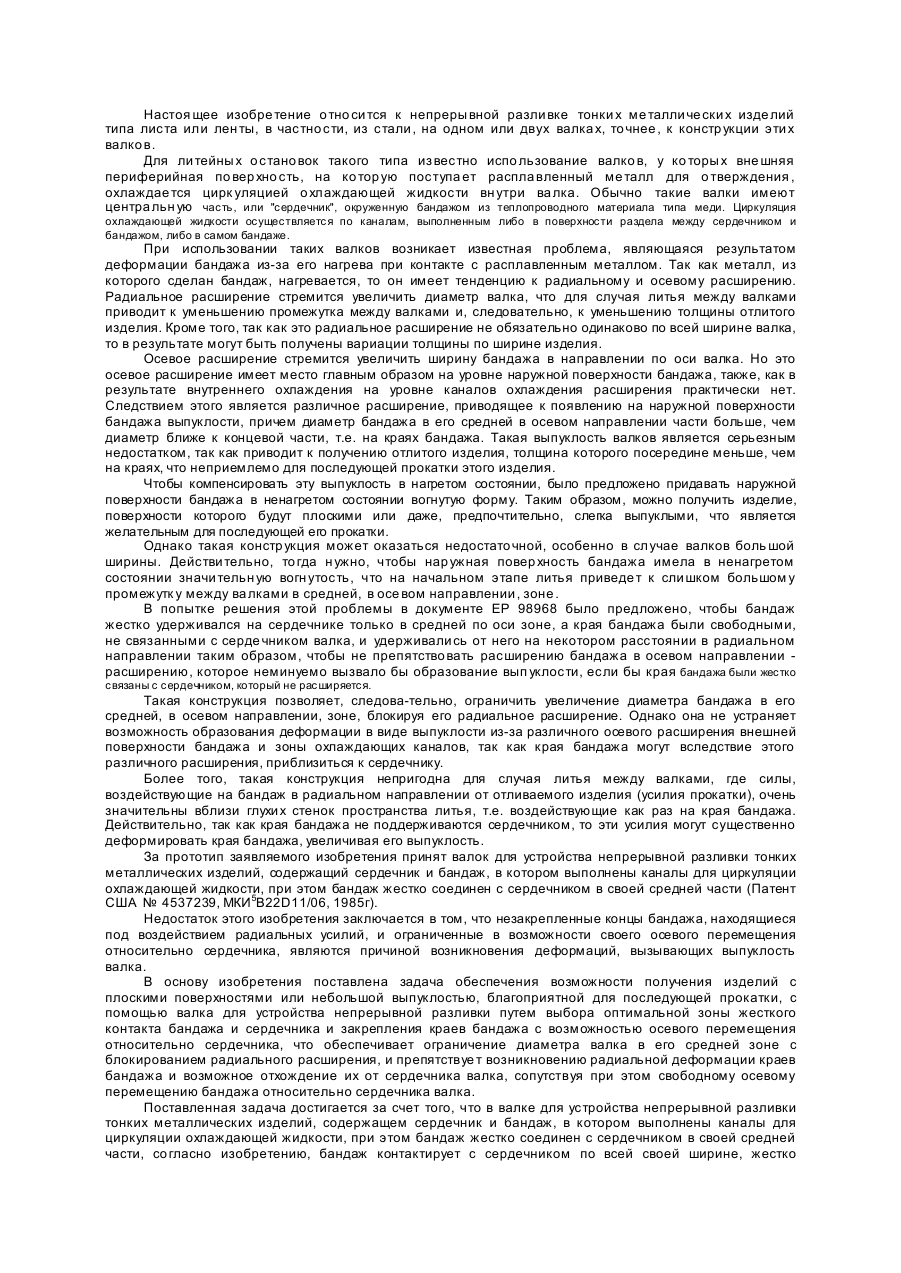
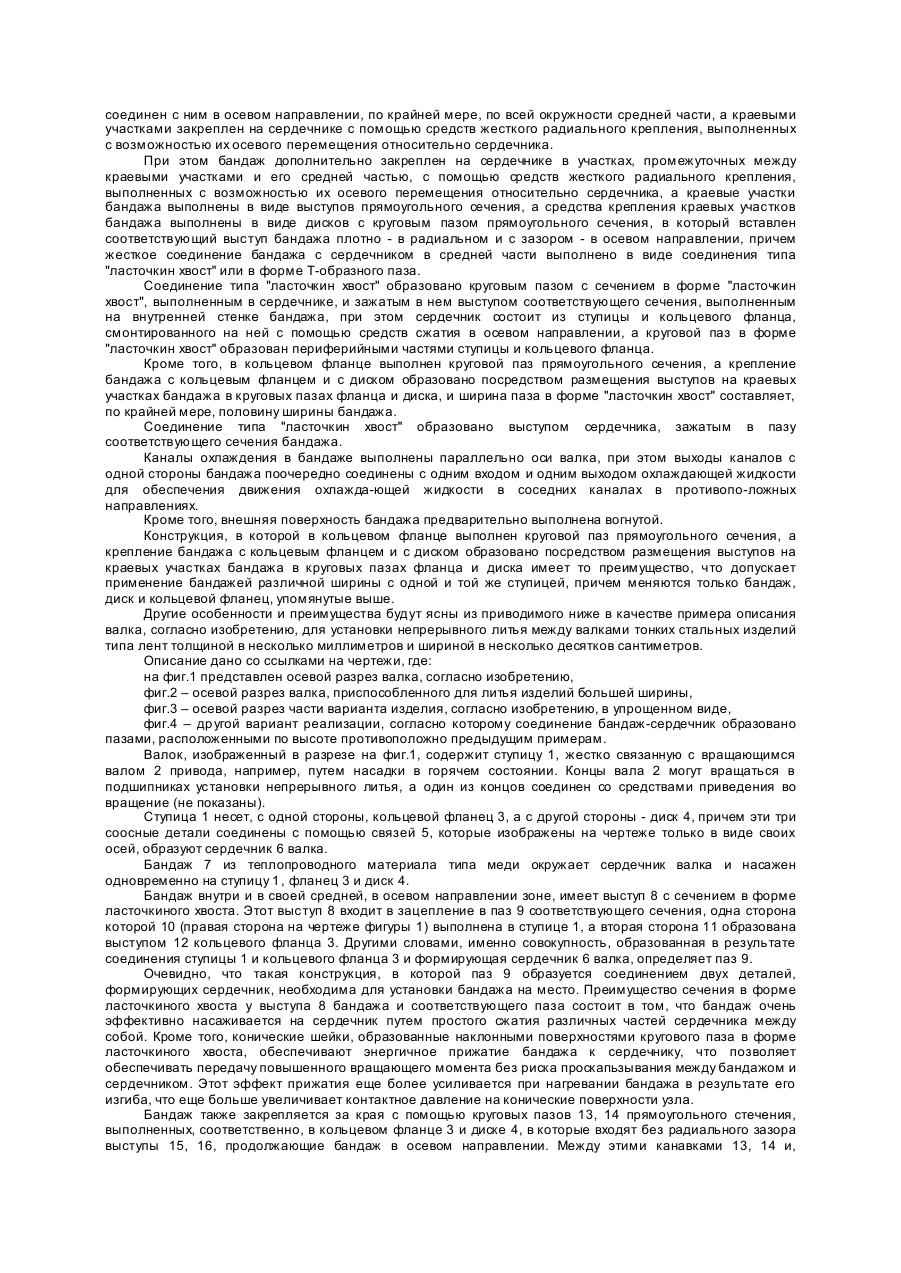
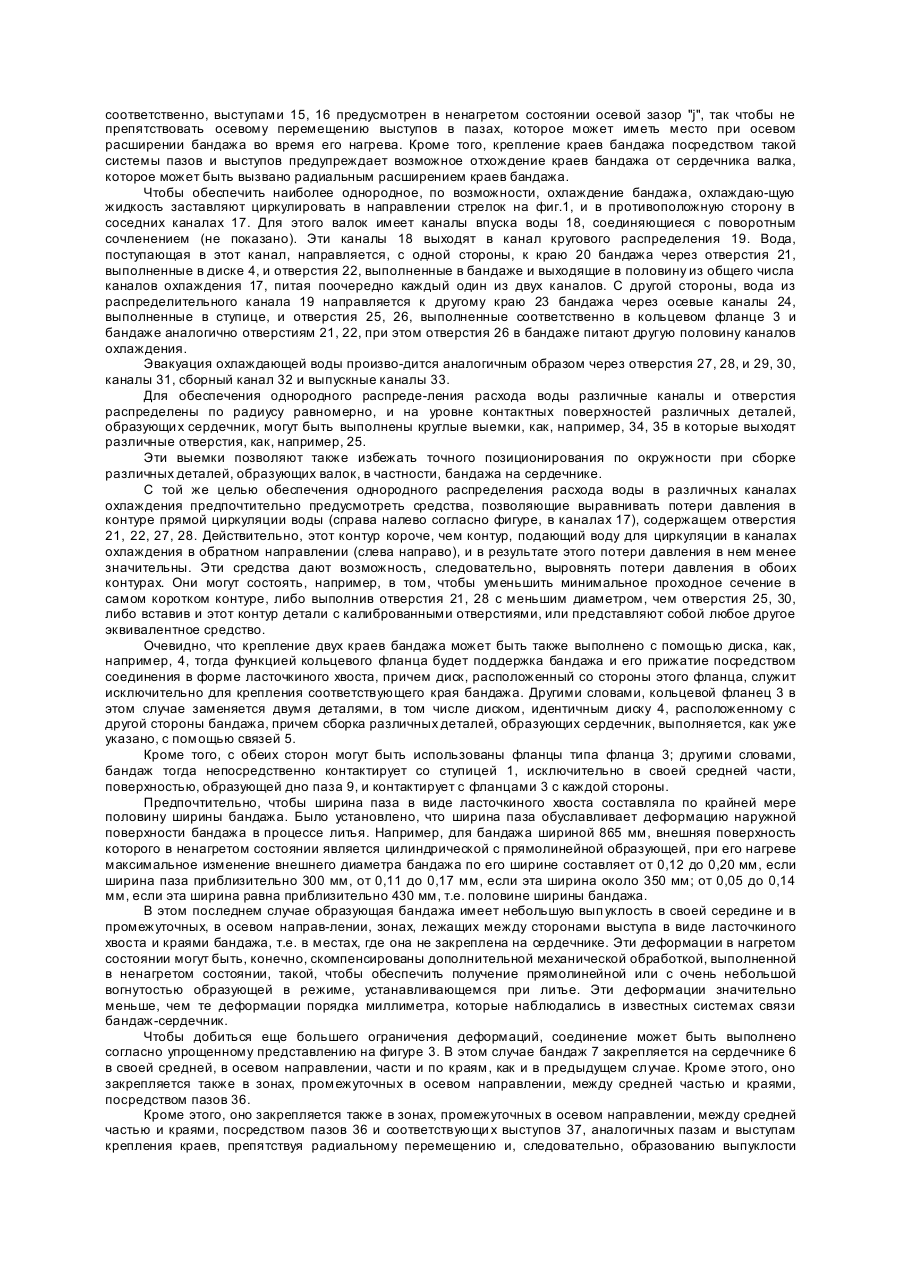
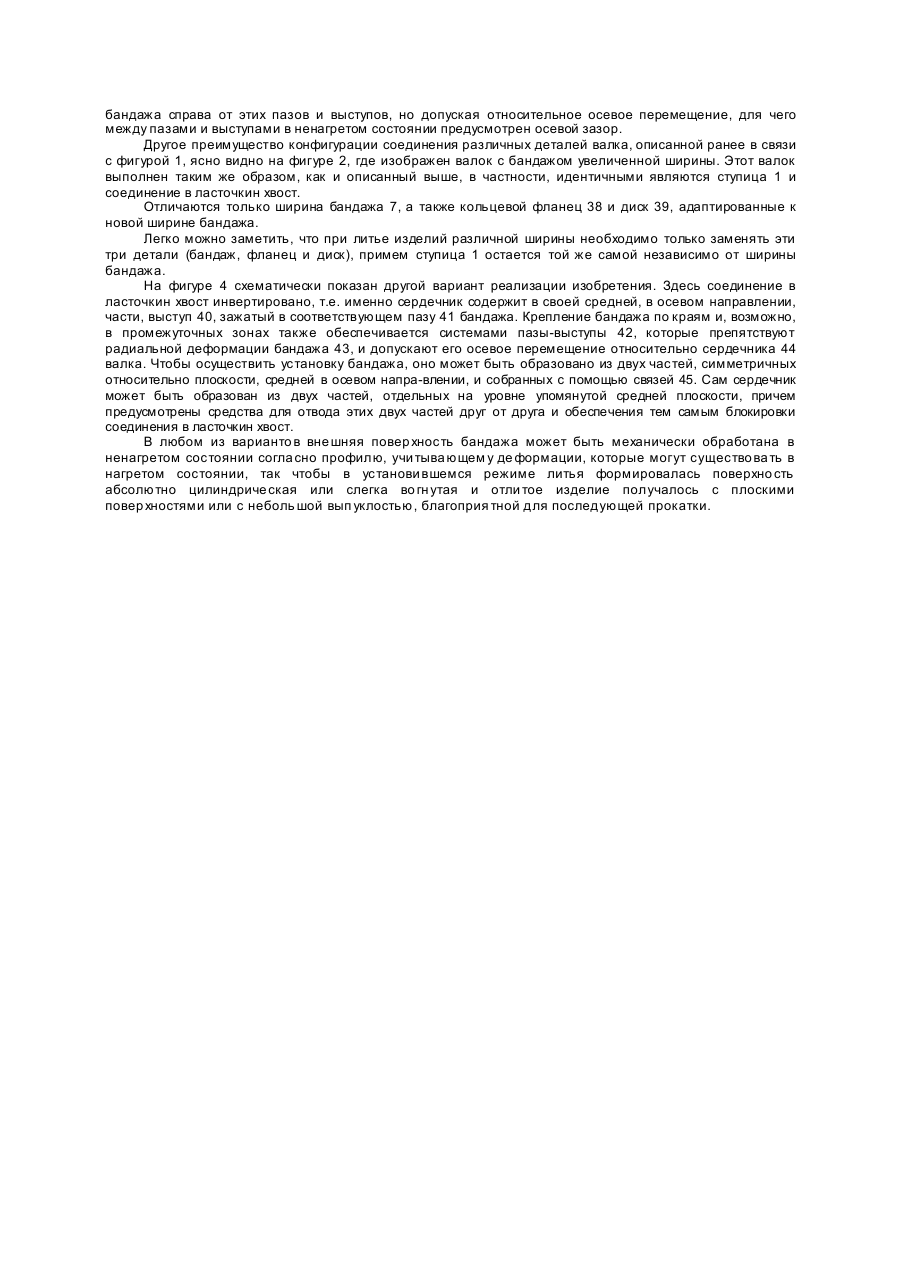
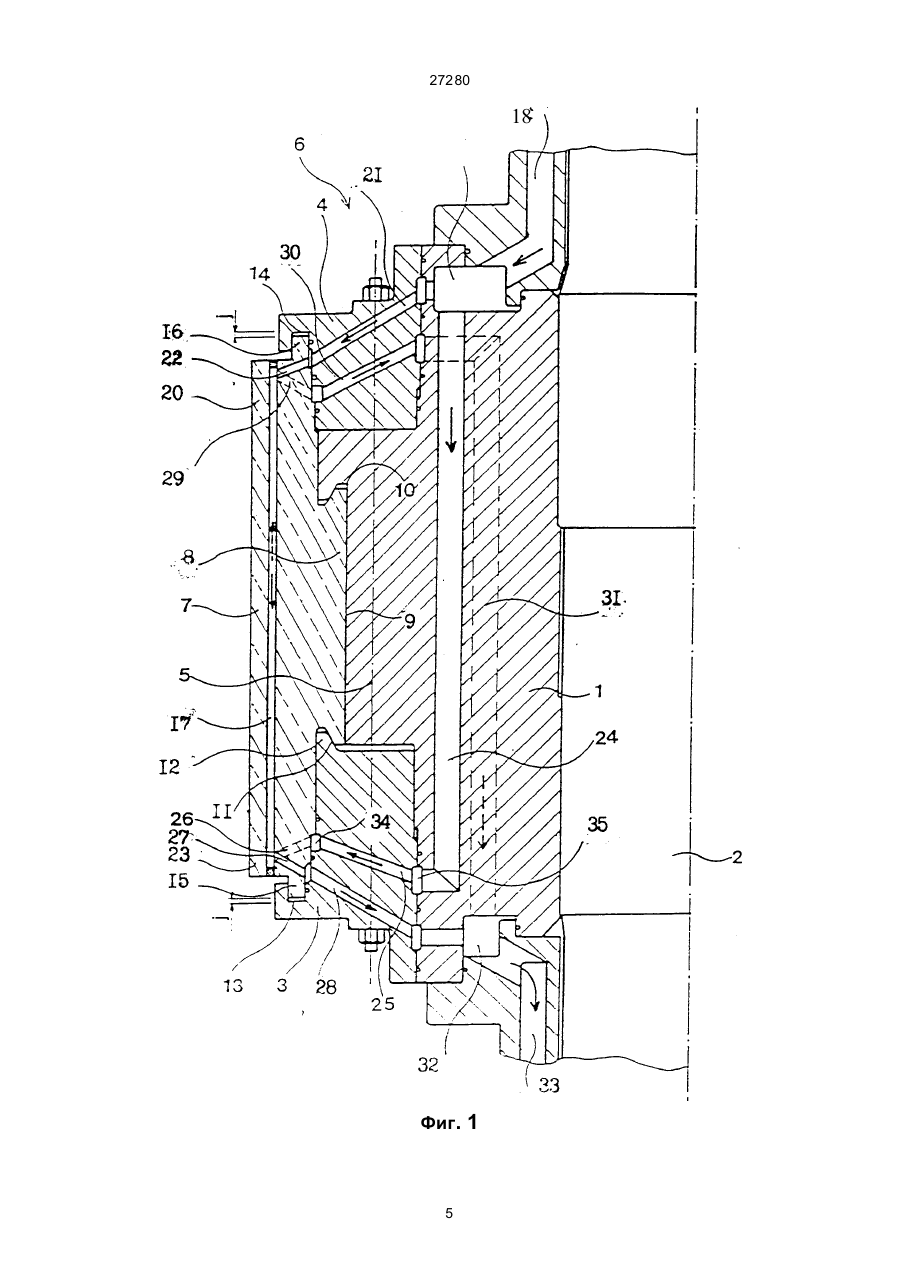
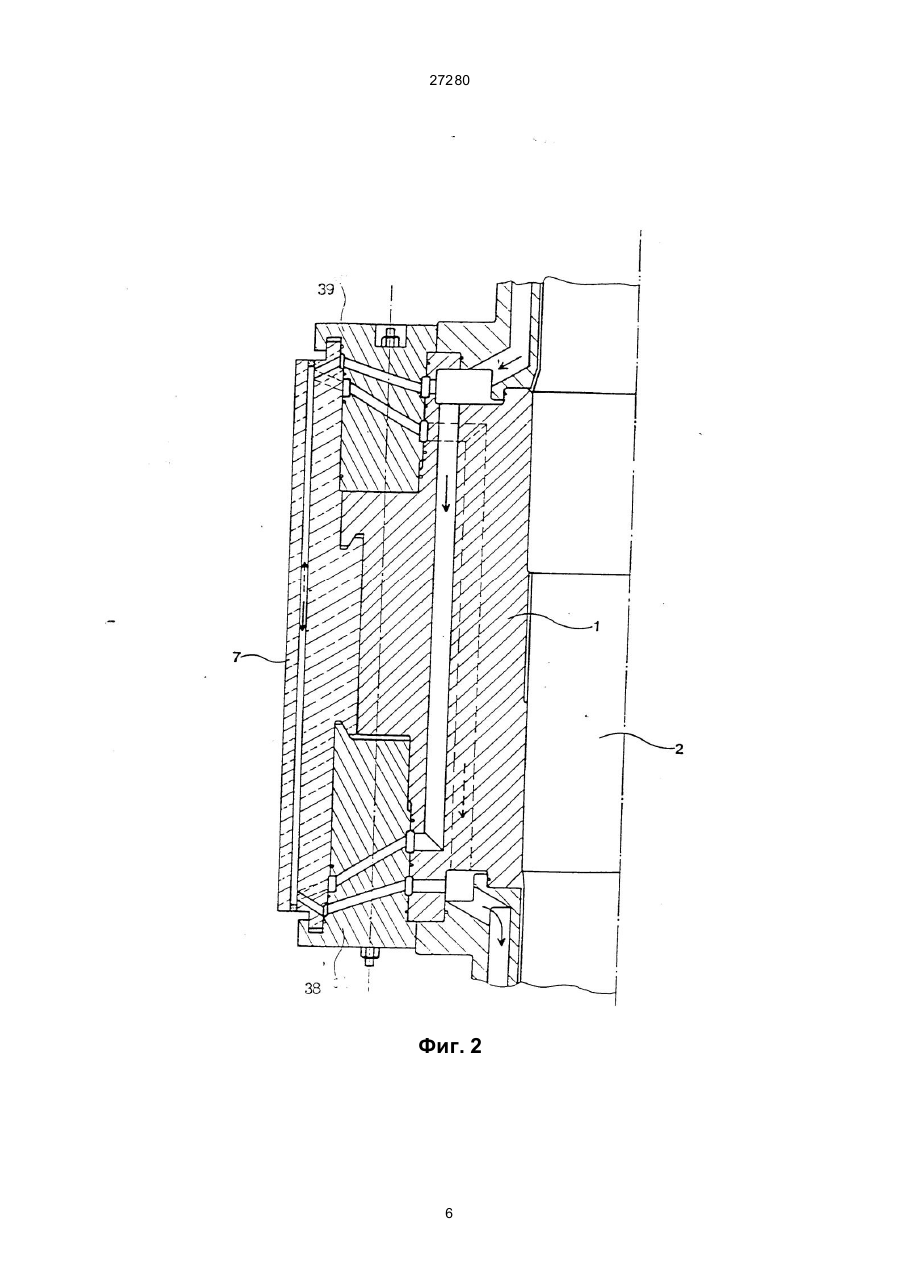
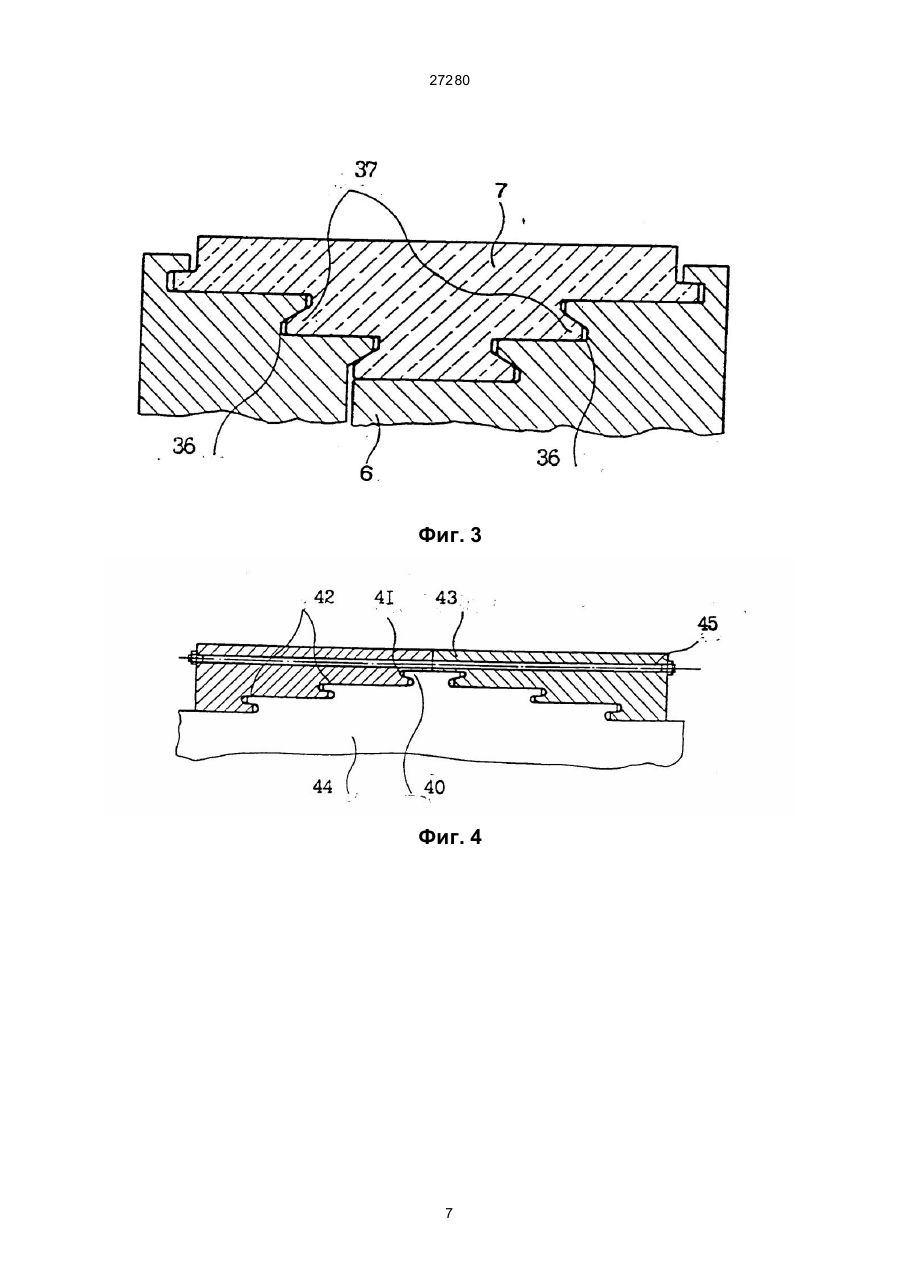
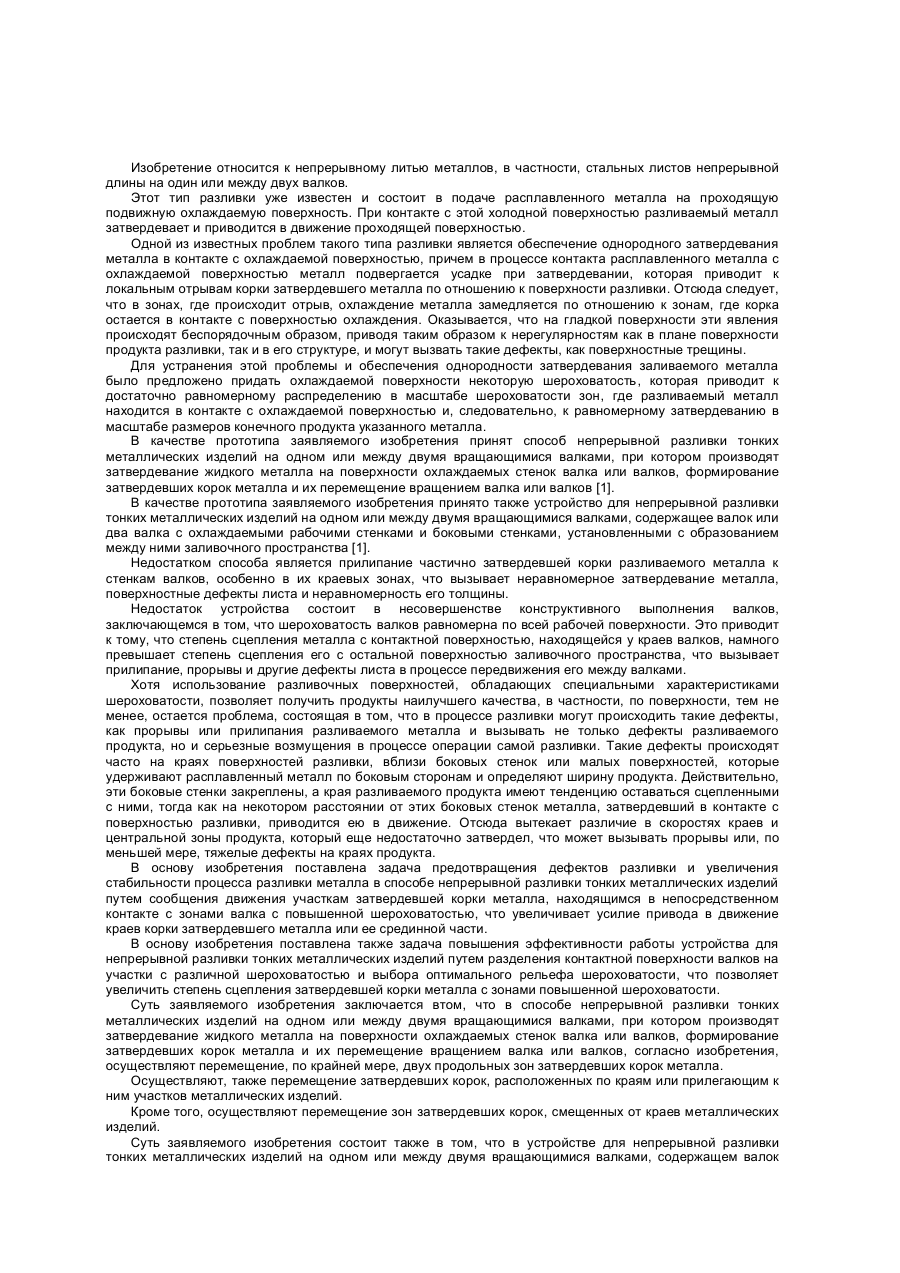
Настоя щее изобре тение о тно си тся к непреры вной разливке тонки х ме талли че ски х изде лий типа листа или лен ты, в частно сти, из стали , на одном или двух валка х, то чнее , к констр укции эти х валко в. Для ли тейны х о стано вок такого типа из вестно испо льзование валко в, у ко торы х вне шняя периферийная по вер хно сть, на ко тор ую поступа ет расплавленный ме талл для о тверждения , охлаждае тся цирк уляцией о хлаждающей жидкости вн утри ва лка. Обычно такие валки имеют центра льн ую час ть, или "сердечник", окруженную бандажом из теплопроводного материала типа меди. Циркуляция охлаждающей жидкости осуществляется по каналам, выполненным либо в поверхности раздела между сердечником и бандажом, либо в самом бандаже. При использовании таких валков возникает известная проблема, являющаяся результатом деформации бандажа из-за его нагрева при контакте с расплавленным металлом. Так как металл, из которого сделан бандаж, нагревается, то он имеет тенденцию к радиальному и осевому расширению. Радиальное расширение стремится увеличить диаметр валка, что для случая литья между валками приводит к уменьшению промежутка между валками и, следовательно, к уменьшению толщины отлитого изделия. Кроме того, так как это радиальное расширение не обязательно одинаково по всей ширине валка, то в результате могут быть получены вариации толщины по ширине изделия. Осевое расширение стремится увеличить ширину бандажа в направлении по оси валка. Но это осевое расширение имеет место главным образом на уровне наружной поверхности бандажа, также, как в результате внутреннего охлаждения на уровне каналов охлаждения расширения практически нет. Следствием этого является различное расширение, приводящее к появлению на наружной поверхности бандажа выпуклости, причем диаметр бандажа в его средней в осевом направлении части больше, чем диаметр ближе к концевой части, т.е. на краях бандажа. Такая выпуклость валков является серьезным недостатком, так как приводит к получению отлитого изделия, толщина которого посередине меньше, чем на краях, что неприемлемо для последующей прокатки этого изделия. Чтобы компенсировать эту выпуклость в нагретом состоянии, было предложено придавать наружной поверхности бандажа в ненагретом состоянии вогнутую форму. Таким образом, можно получить изделие, поверхности которого будут плоскими или даже, предпочтительно, слегка выпуклыми, что является желательным для последующей его прокатки. Однако такая констр укция может оказаться недостато чной, особенно в случае валков боль шой ширины. Действи тельно, то гда н ужно, чтобы нар ужная повер хность бандажа имела в ненагретом состоянии значи тельн ую вогн утость, что на начальном этапе литья приведе т к сли шком большом у промежутк у между ва лками в средней, в осе вом направлении , зоне . В попытке решения этой проблемы в документе ЕР 98968 было предложено, чтобы бандаж жестко удерживался на сердечнике только в средней по оси зоне, а края бандажа были свободными, не связанными с серде чником валка, и удерживали сь от него на некотором расстоянии в радиальном направлении таким образом, чтобы не препятство вать расширению бандажа в осевом направлении расширению, которое неминуемо вызвало бы образование вып уклости, если бы края бандажа были жестко связаны с сердечником, который не расширяется. Такая конструкция позволяет, следова-тельно, ограничить увеличение диаметра бандажа в его средней, в осевом направлении, зоне, блокируя его радиальное расширение. Однако она не устраняет возможность образования деформации в виде выпуклости из-за различного осевого расширения внешней поверхности бандажа и зоны охлаждающих каналов, так как края бандажа могут вследствие этого различного расширения, приблизиться к сердечнику. Более того, такая конструкция непригодна для случая литья между валками, где силы, воздействующие на бандаж в радиальном направлении от отливаемого изделия (усилия прокатки), очень значительны вблизи глухи х стенок пространства литья, т.е. воздействующие как раз на края бандажа. Действительно, так как края бандажа не поддерживаются сердечником, то эти усилия могут существенно деформировать края бандажа, увеличивая его выпуклость. За прототип заявляемого изобретения принят валок для устройства непрерывной разливки тонких металлических изделий, содержащий сердечник и бандаж, в котором выполнены каналы для циркуляции охлаждающей жидкости, при этом бандаж жестко соединен с сердечником в своей средней части (Патент США № 4537239,МКИ 5В22D11/06, 1985г). Недостаток этого изобретения заключается в том, что незакрепленные концы бандажа, находящиеся под воздействием радиальных усилий, и ограниченные в возможности своего осевого перемещения относительно сердечника, являются причиной возникновения деформаций, вызывающих выпуклость валка. В основу изобретения поставлена задача обеспечения возможности получения изделий с плоскими поверхностями или небольшой выпуклостью, благоприятной для последующей прокатки, с помощью валка для устройства непрерывной разливки путем выбора оптимальной зоны жесткого контакта бандажа и сердечника и закрепления краев бандажа с возможностью осевого перемещения относительно сердечника, что обеспечивает ограничение диаметра валка в его средней зоне с блокированием радиального расширения, и препятствуе т возникновению радиальной деформации краев бандажа и возможное отхождение их от сердечника валка, сопутствуя при этом свободному осевому перемещению бандажа относительно сердечника валка. Поставленная задача достигается за счет того, что в валке для устройства непрерывной разливки тонких металлических изделий, содержащем сердечник и бандаж, в котором выполнены каналы для циркуляции охлаждающей жидкости, при этом бандаж жестко соединен с сердечником в своей средней части, со гласно изобретению, бандаж контактирует с сердечником по всей своей ширине, жестко соединен с ним в осевом направлении, по крайней мере, по всей окружности средней части, а краевыми участками закреплен на сердечнике с помощью средств жесткого радиального крепления, выполненных с возможностью их осевого перемещения относительно сердечника. При этом бандаж дополнительно закреплен на сердечнике в участках, промежуточных между краевыми участками и его средней частью, с помощью средств жесткого радиального крепления, выполненных с возможностью их осевого перемещения относительно сердечника, а краевые участки бандажа выполнены в виде выступов прямоугольного сечения, а средства крепления краевых участков бандажа выполнены в виде дисков с круговым пазом прямоугольного сечения, в который вставлен соответствующий выступ бандажа плотно - в радиальном и с зазором - в осевом направлении, причем жесткое соединение бандажа с сердечником в средней части выполнено в виде соединения типа "ласточкин хвост" или в форме Т-образного паза. Соединение типа "ласточкин хвост" образовано круговым пазом с сечением в форме "ласточкин хвост", выполненным в сердечнике, и зажатым в нем выступом соответствующего сечения, выполненным на внутренней стенке бандажа, при этом сердечник состоит из ступицы и кольцевого фланца, смонтированного на ней с помощью средств сжатия в осевом направлении, а круговой паз в форме "ласточкин хвост" образован периферийными частями ступицы и кольцевого фланца. Кроме того, в кольцевом фланце выполнен круговой паз прямоугольного сечения, а крепление бандажа с кольцевым фланцем и с диском образовано посредством размещения выступов на краевых участках бандажа в круговых пазах фланца и диска, и ширина паза в форме "ласточкин хвост" составляет, по крайней мере, половину ширины бандажа. Соединение типа "ласточкин хвост" образовано выступом сердечника, зажатым в пазу соответствующего сечения бандажа. Каналы охлаждения в бандаже выполнены параллельно оси валка, при этом выходы каналов с одной стороны бандажа поочередно соединены с одним входом и одним выходом охлаждающей жидкости для обеспечения движения охлажда-ющей жидкости в соседних каналах в противопо-ложных направлениях. Кроме того, внешняя поверхность бандажа предварительно выполнена вогнутой. Конструкция, в которой в кольцевом фланце выполнен круговой паз прямоугольного сечения, а крепление бандажа с кольцевым фланцем и с диском образовано посредством размещения выступов на краевых участках бандажа в круговых пазах фланца и диска имеет то преимущество, что допускает применение бандажей различной ширины с одной и той же ступицей, причем меняются только бандаж, диск и кольцевой фланец, упомянутые выше. Другие особенности и преимущества будут ясны из приводимого ниже в качестве примера описания валка, согласно изобретению, для установки непрерывного литья между валками тонких стальных изделий типа лент толщиной в несколько миллиметров и шириной в несколько десятков сантиметров. Описание дано со ссылками на чертежи, где: на фиг.1 представлен осевой разрез валка, согласно изобретению, фиг.2 – осевой разрез валка, приспособленного для литья изделий большей ширины, фиг.3 – осевой разрез части варианта изделия, согласно изобретению, в упрощенном виде, фиг.4 – др угой вариант реализации, согласно которому соединение бандаж-сердечник образовано пазами, расположенными по высоте противоположно предыдущим примерам. Валок, изображенный в разрезе на фиг.1, содержит ступицу 1, жестко связанную с вращающимся валом 2 привода, например, путем насадки в горячем состоянии. Концы вала 2 могут вращаться в подшипниках установки непрерывного литья, а один из концов соединен со средствами приведения во вращение (не показаны). Ступица 1 несет, с одной стороны, кольцевой фланец 3, а с другой стороны - диск 4, причем эти три соосные детали соединены с помощью связей 5, которые изображены на чертеже только в виде своих осей, образуют сердечник 6 валка. Бандаж 7 из теплопроводного материала типа меди окружает сердечник валка и насажен одновременно на ступицу 1, фланец 3 и диск 4. Бандаж внутри и в своей средней, в осевом направлении зоне, имеет выступ 8 с сечением в форме ласточкиного хвоста. Этот выступ 8 входит в зацепление в паз 9 соответствующего сечения, одна сторона которой 10 (правая сторона на чертеже фигуры 1) выполнена в ступице 1, а вторая сторона 11 образована выступом 12 кольцевого фланца 3. Другими словами, именно совокупность, образованная в результате соединения ступицы 1 и кольцевого фланца 3 и формирующая сердечник 6 валка, определяет паз 9. Очевидно, что такая конструкция, в которой паз 9 образуется соединением двух деталей, формирующих сердечник, необходима для установки бандажа на место. Преимущество сечения в форме ласточкиного хвоста у выступа 8 бандажа и соответствующего паза состоит в том, что бандаж очень эффективно насаживается на сердечник путем простого сжатия различных частей сердечника между собой. Кроме того, конические шейки, образованные наклонными поверхностями кругового паза в форме ласточкиного хвоста, обеспечивают энергичное прижатие бандажа к сердечнику, что позволяет обеспечивать передачу повышенного вращающего момента без риска проскапьзывания между бандажом и сердечником. Этот эффект прижатия еще более усиливается при нагревании бандажа в результате его изгиба, что еще больше увеличивает контактное давление на конические поверхности узла. Бандаж также закрепляется за края с помощью круговых пазов 13, 14 прямоугольного стечения, выполненных, соответственно, в кольцевом фланце 3 и диске 4, в которые входят без радиального зазора выступы 15, 16, продолжающие бандаж в осевом направлении. Между этими канавками 13, 14 и, соответственно, выступами 15, 16 предусмотрен в ненагретом состоянии осевой зазор "j", так чтобы не препятствовать осевому перемещению выступов в пазах, которое может иметь место при осевом расширении бандажа во время его нагрева. Кроме того, крепление краев бандажа посредством такой системы пазов и выступов предупреждает возможное отхождение краев бандажа от сердечника валка, которое может быть вызвано радиальным расширением краев бандажа. Чтобы обеспечить наиболее однородное, по возможности, охлаждение бандажа, охлаждаю-щую жидкость заставляют циркулировать в направлении стрелок на фиг.1, и в противоположную сторону в соседних каналах 17. Для этого валок имеет каналы впуска воды 18, соединяющиеся с поворотным сочленением (не показано). Эти каналы 18 выходят в канал кругового распределения 19. Вода, поступающая в этот канал, направляется, с одной стороны, к краю 20 бандажа через отверстия 21, выполненные в диске 4, и отверстия 22, выполненные в бандаже и выходящие в половину из общего числа каналов охлаждения 17, питая поочередно каждый один из двух каналов. С другой стороны, вода из распределительного канала 19 направляется к другому краю 23 бандажа через осевые каналы 24, выполненные в ступице, и отверстия 25, 26, выполненные соответственно в кольцевом фланце 3 и бандаже аналогично отверстиям 21, 22, при этом отверстия 26 в бандаже питают другую половину каналов охлаждения. Эвакуация охлаждающей воды произво-дится аналогичным образом через отверстия 27, 28, и 29, 30, каналы 31, сборный канал 32 и выпускные каналы 33. Для обеспечения однородного распреде-ления расхода воды различные каналы и отверстия распределены по радиусу равномерно, и на уровне контактных поверхностей различных деталей, образующи х сердечник, могут быть выполнены круглые выемки, как, например, 34, 35 в которые выходят различные отверстия, как, например, 25. Эти выемки позволяют также избежать точного позиционирования по окружности при сборке различных деталей, образующих валок, в частности, бандажа на сердечнике. С той же целью обеспечения однородного распределения расхода воды в различных каналах охлаждения предпочтительно предусмотреть средства, позволяющие выравнивать потери давления в контуре прямой циркуляции воды (справа налево согласно фигуре, в каналах 17), содержащем отверстия 21, 22, 27, 28. Действительно, этот контур короче, чем контур, подающий воду для циркуляции в каналах охлаждения в обратном направлении (слева направо), и в результате этого потери давления в нем менее значительны. Эти средства дают возможность, следовательно, выровнять потери давления в обоих контурах. Они могут состоять, например, в том, чтобы уменьшить минимальное проходное сечение в самом коротком контуре, либо выполнив отверстия 21, 28 с меньшим диаметром, чем отверстия 25, 30, либо вставив и этот контур детали с калиброванными отверстиями, или представляют собой любое другое эквивалентное средство. Очевидно, что крепление двух краев бандажа может быть также выполнено с помощью диска, как, например, 4, тогда функцией кольцевого фланца будет поддержка бандажа и его прижатие посредством соединения в форме ласточкиного хвоста, причем диск, расположенный со стороны этого фланца, служит исключительно для крепления соответствующего края бандажа. Другими словами, кольцевой фланец 3 в этом случае заменяется двумя деталями, в том числе диском, идентичным диску 4, расположенному с другой стороны бандажа, причем сборка различных деталей, образующих сердечник, выполняется, как уже указано, с помощью связей 5. Кроме того, с обеих сторон могут быть использованы фланцы типа фланца 3; другими словами, бандаж тогда непосредственно контактирует со ступицей 1, исключительно в своей средней части, поверхностью, образующей дно паза 9, и контактирует с фланцами 3 с каждой стороны. Предпочтительно, чтобы ширина паза в виде ласточкиного хвоста составляла по крайней мере половину ширины бандажа. Было установлено, что ширина паза обуславливает деформацию наружной поверхности бандажа в процессе литья. Например, для бандажа шириной 865 мм, внешняя поверхность которого в ненагретом состоянии является цилиндрической с прямолинейной образующей, при его нагреве максимальное изменение внешнего диаметра бандажа по его ширине составляет от 0,12 до 0,20 мм, если ширина паза приблизительно 300 мм, от 0,11 до 0,17 мм, если эта ширина около 350 мм; от 0,05 до 0,14 мм, если эта ширина равна приблизительно 430 мм, т.е. половине ширины бандажа. В этом последнем случае образующая бандажа имеет небольшую вып уклость в своей середине и в промежуточных, в осевом направ-лении, зонах, лежащих между сторонами выступа в виде ласточкиного хвоста и краями бандажа, т.е. в местах, где она не закреплена на сердечнике. Эти деформации в нагретом состоянии могут быть, конечно, скомпенсированы дополнительной механической обработкой, выполненной в ненагретом состоянии, такой, чтобы обеспечить получение прямолинейной или с очень небольшой вогнутостью образующей в режиме, устанавливающемся при литье. Эти деформации значительно меньше, чем те деформации порядка миллиметра, которые наблюдались в известных системах связи бандаж-сердечник. Чтобы добиться еще большего ограничения деформаций, соединение может быть выполнено согласно упрощенному представлению на фигуре 3. В этом случае бандаж 7 закрепляется на сердечнике 6 в своей средней, в осевом направлении, части и по краям, как и в предыдущем случае. Кроме этого, оно закрепляется также в зонах, промежуточных в осевом направлении, между средней частью и краями, посредством пазов 36. Кроме этого, оно закрепляется также в зонах, промежуточных в осевом направлении, между средней частью и краями, посредством пазов 36 и соответствующи х выступов 37, аналогичных пазам и выступам крепления краев, препятствуя радиальному перемещению и, следовательно, образованию выпуклости бандажа справа от этих пазов и выступов, но допуская относительное осевое перемещение, для чего между пазами и выступами в ненагретом состоянии предусмотрен осевой зазор. Другое преимущество конфигурации соединения различных деталей валка, описанной ранее в связи с фигурой 1, ясно видно на фигуре 2, где изображен валок с бандажом увеличенной ширины. Этот валок выполнен таким же образом, как и описанный выше, в частности, идентичными являются ступица 1 и соединение в ласточкин хвост. Отличаются только ширина бандажа 7, а также кольцевой фланец 38 и диск 39, адаптированные к новой ширине бандажа. Легко можно заметить, что при литье изделий различной ширины необходимо только заменять эти три детали (бандаж, фланец и диск), примем ступица 1 остается той же самой независимо от ширины бандажа. На фигуре 4 схематически показан другой вариант реализации изобретения. Здесь соединение в ласточкин хвост инвертировано, т.е. именно сердечник содержит в своей средней, в осевом направлении, части, выступ 40, зажатый в соответствующем пазу 41 бандажа. Крепление бандажа по краям и, возможно, в промежуточных зонах также обеспечивается системами пазы-выступы 42, которые препятствуют радиальной деформации бандажа 43, и допускают его осевое перемещение относительно сердечника 44 валка. Чтобы осуществить установку бандажа, оно может быть образовано из двух частей, симметричных относительно плоскости, средней в осевом напра-влении, и собранных с помощью связей 45. Сам сердечник может быть образован из двух частей, отдельных на уровне упомянутой средней плоскости, причем предусмотрены средства для отвода этих двух частей друг от друга и обеспечения тем самым блокировки соединения в ласточкин хвост. В любом из варианто в вне шняя повер хность бандажа может быть механически обработана в ненагретом состоянии согла сно профилю, учи тыва ющем у де формации, которые могут существо ва ть в нагретом состоянии, так чтобы в установи вшемся режиме литья формировалась поверхно сть абсолютно цилиндриче ская или слегка во гн утая и отли тое изделие получалось с плоскими повер хностями или с неболь шой вып уклостью, благоприя тной для последующей прокатки. 27280 18 Фиг . 1 5 27280 Фиг. 2 6 27280 Фиг. 3 Фиг. 4 7 27280 Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (03122) 3 – 72 – 89 (03122) 2 – 57 – 03 8
ДивитисяДодаткова інформація
Назва патенту англійськоюStarwriterroll for device of continuous casting of thin metal products
Автори англійськоюBarbais Jaques, Shalai Allain
Назва патенту російською1валок для устройства непрерывной разливки тонких металлических изделий
Автори російськоюБарбе Жак, Шалай Алан
МПК / Мітки
МПК: B22D 11/06
Мітки: розливу, тонких, пристрою, безперервного, валок, виробів, металевих
Код посилання
<a href="https://ua.patents.su/8-27280-valok-dlya-pristroyu-bezperervnogo-rozlivu-tonkikh-metalevikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Валок для пристрою безперервного розливу тонких металевих виробів</a>
Спосіб безперервного розливання тонких металевих виробів та пристрій для його здійснення
Номер патенту: 25963
Опубліковано: 26.02.1999
Автори: СОЗІН Лорен, ЛУАЗОН Домінік, БЛІН Філіп
МПК: B22D 11/06
Мітки: металевих, тонких, безперервного, розливання, пристрій, здійснення, спосіб, виробів
Формула / Реферат:
1. Способ непрерывной разливки тонких металлических изделий на одном или между двумя вращающимися валками, включающий затвердевание жидкого металла на поверхности охлаждаемых стенок валка или валков, формирование затвердевших корок металла и их перемещение вращением валка или валков, отличающейся тем, что осуществляют перемещение, по крайней мере, двух продольных зон затвердевших корок металла.2. Способ по п.1, отличающийся тем, что...
Установка для безперервного лиття тонких металевих виробів
Номер патенту: 26353
Опубліковано: 30.08.1999
Автори: Вендевіль Люк, БАРБЕ Жак, Делассус П'єр
МПК: B22D 11/06
Мітки: металевих, лиття, виробів, безперервного, установка, тонких
Формула / Реферат:
1. Установка для непрерывного литья тонких металлических изделий, содержащая два валка, установленных с возможностью вращения в противоположные стороны и принудительно охлаждаемых изнутри, две боковые стенки перекрытия литейного пространства и средства удержания и прижатия с некоторым усилием боковых стенок перекрытия к торцам валков, отличающаяся тем, что средства удержания содержат толкающую плиту, установленную с возможностью перемещения в...
Устрій для піддержування і охолоджування злитка в установці безперервного розливу металів
Номер патенту: 8678
Опубліковано: 30.09.1996
Автори: Плискановський Олександр Станіславович, Лепіхов Леонід Сергійович, Склярський Григорій Михайлович, Кузнецов Борис Григорович, Кравченко Геннадій Федорович, Ніколаев Геннадій Андрійович, Матюхін Олександр Васильович, Іванченко Іван Федорович, Шевченко Анатолій Іванович
МПК: B22D 11/12
Мітки: металів, безперервного, злитка, піддержування, охолоджування, розливу, устрій, установці
Формула / Реферат:
Устройство для поддержания и охлаждения слитка в установке непрерывной разливки металлов, содержащее металлический бандаж, размещенный в нем с зазором ролик и форсунки, расположенные со стороны торцов ролика с направлением их осей в зазор между бочкой ролика и бандажом, при этом продольные оси бандажа и ролик параллельны, отличающееся тем, что, с целью повышения качества отливаемых слитков и увеличения стойкости роликов, оно снабжено по...
Складений прокатний валок
Номер патенту: 12964
Опубліковано: 28.02.1997
Автори: Пономарьов Віктор Іванович, Андріанов Ніколай Філіпповіч, Лебідь Володимир Тимофійович, Бобух Іван Олексійович, Волченков Іван Григорович
МПК: B21B 27/03
Мітки: складений, прокатній, валок
Формула / Реферат:
(57) Составной прокатный валок, содержащий ось с криволинейной формой посадочной поверхности по длине с наибольшим прогибом в центральной части и наименьшим к торцам бандажа, соединенны h наклонными участками, и насаживаемый на нее бандаж с натягом с цилиндрической посадочной поверхностью и коническими скосами на торцах, отличающийся тем, что величина натяга составляет (0,0006-0,0009)D, где D -диаметр посадочной поверхности...
Складений прокатний валок

Номер патенту: 20748
Опубліковано: 07.10.1997
Автори: Хаустов Георгій Йосипович, Крилов Михайло Юрійович, Лобанов Олександр Іванович, Сергєєв Віктор Володимирович, Правдін Юрій Михайлович
МПК: B21B 27/03
Мітки: складений, прокатній, валок
Формула / Реферат:
Составной прокатный валок, содержащий круглый вал, установленную на валу промежуточную цилиндрическую втулку и бандаж, по периметру которого расположен прокатный ручей, отличающийся тем, что промежуточная втулка закреплена на валу валка и выполнена в виде ступицы с кольцевым упорным выступом, бандаж смонтирован на ступице и закреплен на ее выступе с помощью стяжных болтов и кольца, по форме и размерам соответствующего выступу ступицы, при...