Складений прокатний валок
Номер патенту: 20748
Опубліковано: 07.10.1997
Автори: Крилов Михайло Юрійович, Сергєєв Віктор Володимирович, Лобанов Олександр Іванович, Правдін Юрій Михайлович, Хаустов Георгій Йосипович

Формула / Реферат
Составной прокатный валок, содержащий круглый вал, установленную на валу промежуточную цилиндрическую втулку и бандаж, по периметру которого расположен прокатный ручей, отличающийся тем, что промежуточная втулка закреплена на валу валка и выполнена в виде ступицы с кольцевым упорным выступом, бандаж смонтирован на ступице и закреплен на ее выступе с помощью стяжных болтов и кольца, по форме и размерам соответствующего выступу ступицы, при этом стяжные болты расположены по окружности кольца равномерно.
Текст
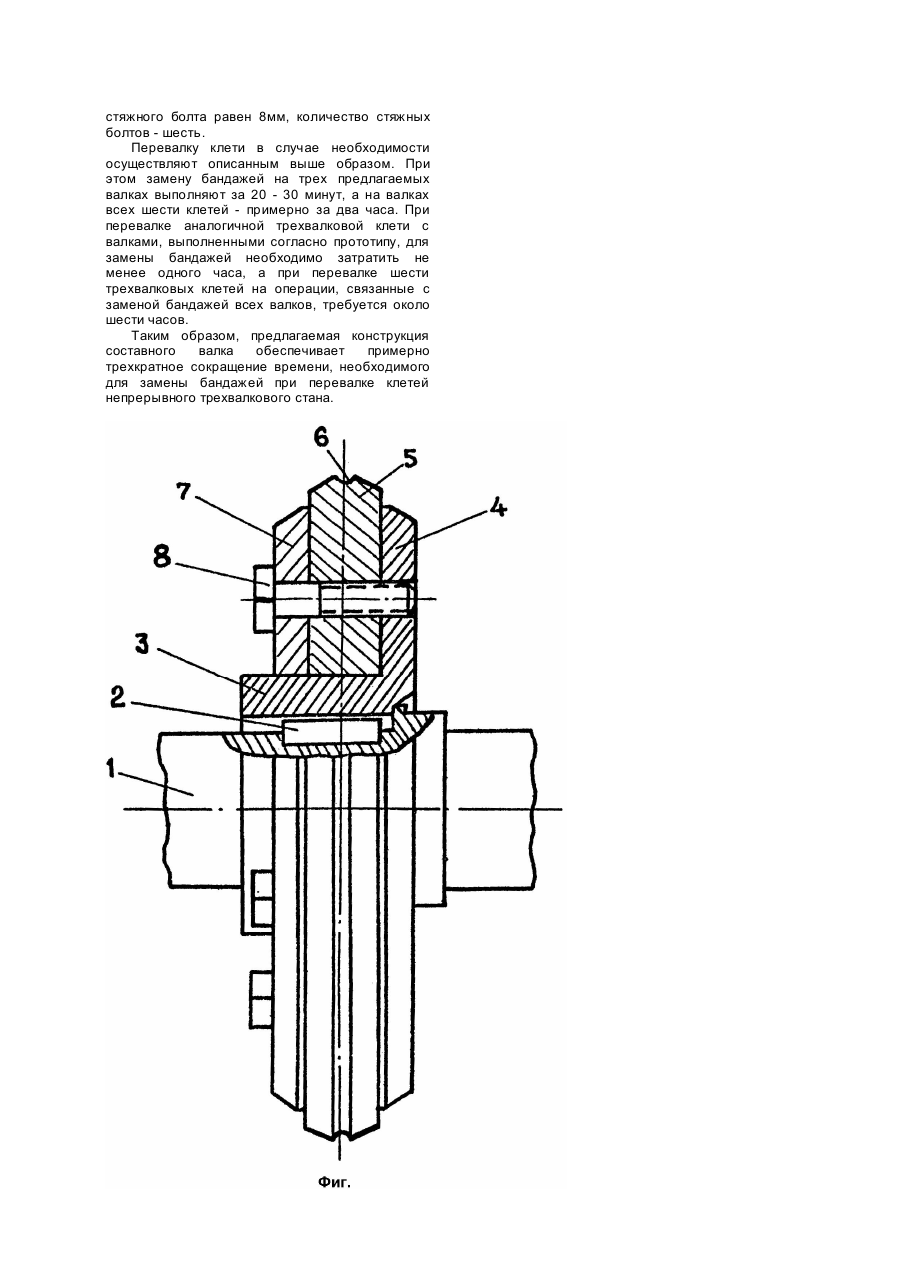
Изобретение относится к обработке металлов давлением, в частности к инструменту станов холодной прокатки, и может быть использовано при изготовлении труб, прутков, профилей и других длинномерных изделий. Известно применение составного прокатного валка, в котором на массивном кругом валу закреплен кольцевой бандаж (кольцевой калибр) с цилиндрической рабочей поверхностью. Такая конструкция позволяет производить замену только бандажа после износа его рабочей поверхности или при необходимости перехода на иной размер прокатываемых изделий (Петров А.С., Карманов А.И. Производство валков холодной прокатки. - М.: Металлургиздат, 1962. С.13). Существующие конструкции составных валков отличаются различной сложностью крепления бандажа на валу валка, которое должно обеспечить возможность быстрой перевалки клети (в данном случае замены бандажей валков). Так, например, известен прокатный валок, состоящий из круглого вала и бандажа с цилиндрической рабочей поверхностью. Крепление бандажа на валу обеспечивается с помощью натяга - напрессовки бандажа на вал при определенных соотношениях толщины стенки (бочки) бандажа и диаметра вала (А.с. СССР №1224026, кл. B21B27/02, 1986). Эта конструкция предусматривает напрессовку бандажа на вал валка, в том числе с предварительным индукционным нагревом бандажа, т.е. для закрепления бандажа на валу и разъединения его с валом требуются и оборудование для нагрева бандажа, и специальные механические приспособления, облегчающие выполнение операций, связанных с заменой бандажа. Чтобы осуществить перечисленные операции, необходимо затратить значительное время, из-за чего перевалка прокатной клети становится сравнительно сложным и продолжительным процессом. Известен также составной прокатный валок, содержащий круглый вал, установленную на валу промежуточную цилиндрическую втулку и кольцевой бандаж, по периметру которого расположен прокатный ручей. Крепление бандажа на промежуточной втулке осуществляется с помощью натяга (Заявка ФРГ №3703750, кл. B21B13/10, 31/22, 1988). При такой конструкции составного валка, как указано ранее, для замены бандажа требуются индуктор и специальные приспособления. Кроме того, для съема бандажей трехвалковой клети, необходимо затратить примерно один час. При использовании для прокатки изделий многоклетевых непрерывных станов общее время на перевалку всех клетей составляет 5 - 7 часов. Это заметно снижает эффективность использования прокатного оборудования. В основе данного изобретения лежит решение задачи по усовершенствованию конструкции составного прокатного валка путем изменения взаимосвязи его элементов, чем обеспечивается упрощение операции замены бандажей валков при перевалке прокатной клети, что в свою очередь сокращает время, необходимое для ее выполнения. Поставленная задача решена тем, что в составном прокатном валке, содержащем круглый вал, установленную на валу промежуточную цилиндрическую втулку и бандаж, по периметру которого расположен прокатный ручей, согласно изобретению, промежуточная втулка закреплена на валу валка и выполнена в виде ступицы с кольцевым упорным выступом, бандаж смонтирован на ступице и закреплен на ее выступе г помощью стяжных болтов и кольца, по форме и размерам соответствующего выступу ступицы, при этом стяжные болты расположены по окружности кольца равномерно. Предлагаемый валок отличается от валка, принятого в качестве прототипа, иным креплением промежуточной втулки (ступицы) на валу валка, изменением конструкции самой ступицы и особым креплением бандажа на выступе ступицы. Техническим результатом использования предлагаемого изобретения является упрощение операции замены бандажей при перевалке прокаткой клети. Это достигается благодаря тому, что бандаж и кольцо выполнены съемными. В предлагаемой конструкции значительно проще вывернуть стяжные болты, снять кольцо, заменить бандаж, установить кольцо и закрепить его и бандаж стяжными болтами, чем нагреть бандаж индуктором, с помощью съемного приспособления снять бандаж с вала, нагреть новый бандаж и напрессовать его на вал валка, что имеет место у прототипа. Значительное упрощение операции замены бандажа существенным образом сокращает время выполнения перевалки прокатной клети. Конструкция предлагаемого составного валка поясняется чертежом (фиг.), на котором показан вид валка спереди. Валок состоит из круглого вала 1, на ч котором с помощью шпонки 2 закреплена промежуточная втулка 3, выполненная в виде ступицы с кольцевым упорным выступом 4. На ступице (втулке) 3 смонтирован съемный бандаж 5, по периметру которого расположен прокатный ручей 6. Бандаж 5 закреплен на выступе 4 ступицы 3 с помощью кольца 7, по форме и размерам соответствующего выступу 4, и стяжных болтов 8. По окружности кольца 7 стяжные болты 8 размещены равномерно. Для замены бандажей 5 при перевалке прокатной клети каждый валок вместе с приводными шестернями и подшипниками (на чертеже не показаны) демонтируют из клети и устанавливают на монтажном столе. С помощью ключа вывинчивают все стяжные болты 8, затем снимают кольцо 7 и бандаж 5. На ступицу 3 надевают новый бандаж 5 и устанавливают его до упора в выступ 4. Закрепляют бандаж 5 на выступе 4 с помощью кольца 7 и стяжных болтов 8. Аналогичным образом поступают с другими валками, после чего вез валки, подготовленные к работе, устанавливают и монтируют в прокатной клети. При изготовлении стальной проволоки диаметром 4мм из горячекатаной заготовки диаметром 6,5мм применяют шестиклетевой трехвалковый стан с составными валками предлагаемой конструкции. Диаметр бандажа по дну ручья постоянного профиля в первой клети составляет 190мм (материал бандажей - сталь 60С2ХФА). Ширина бандажа - 25мм, диаметр кольцевого упорного выступа ступицы и наружный диаметр кольца составляют 165мм. Диаметр стяжного болта равен 8мм, количество стяжных болтов - шесть. Перевалку клети в случае необходимости осуществляют описанным выше образом. При этом замену бандажей на трех предлагаемых валках выполняют за 20 - 30 минут, а на валках всех шести клетей - примерно за два часа. При перевалке аналогичной трехвалковой клети с валками, выполненными согласно прототипу, для замены бандажей необходимо затратить не менее одного часа, а при перевалке шести трехвалковых клетей на операции, связанные с заменой бандажей всех валков, требуется около шести часов. Таким образом, предлагаемая конструкция составного валка обеспечивает примерно трехкратное сокращение времени, необходимого для замены бандажей при перевалке клетей непрерывного трехвалкового стана.
ДивитисяДодаткова інформація
Автори англійськоюLobanov Oleksandr Ivanovych, Serhieiev Viktor Volodymyrovych, Khaustov Heorhii Yosypovych, Pravdin Yurii Mykhailovych, Krylov Mykhailo Yuriiovych
Автори російськоюЛобанов Александр Иванович, Сергеев Виктор Владимирович, Хаустов Георгий Иосифович, Правдин Юрий Михайлович, Крылов Михаил Юрьевич
МПК / Мітки
МПК: B21B 27/03
Мітки: валок, прокатній, складений
Код посилання
<a href="https://ua.patents.su/2-20748-skladenijj-prokatnijj-valok.html" target="_blank" rel="follow" title="База патентів України">Складений прокатний валок</a>
Складений прокатний валок
Номер патенту: 12964
Опубліковано: 28.02.1997
Автори: Бобух Іван Олексійович, Волченков Іван Григорович, Пономарьов Віктор Іванович, Лебідь Володимир Тимофійович, Андріанов Ніколай Філіпповіч
МПК: B21B 27/03
Мітки: валок, прокатній, складений
Формула / Реферат:
(57) Составной прокатный валок, содержащий ось с криволинейной формой посадочной поверхности по длине с наибольшим прогибом в центральной части и наименьшим к торцам бандажа, соединенны h наклонными участками, и насаживаемый на нее бандаж с натягом с цилиндрической посадочной поверхностью и коническими скосами на торцах, отличающийся тем, что величина натяга составляет (0,0006-0,0009)D, где D -диаметр посадочной поверхности...
Валок прокатного стану
Номер патенту: 598
Опубліковано: 15.12.1993
Автори: Дяченко Михайло Григорович, Дорожко Іван Кирилович, Луцький Михайло Борисович, Чічкан Артур Олексійович, Луценко Віктор Олександрович
МПК: B21B 27/02
Мітки: валок, прокатного, стану
Формула / Реферат:
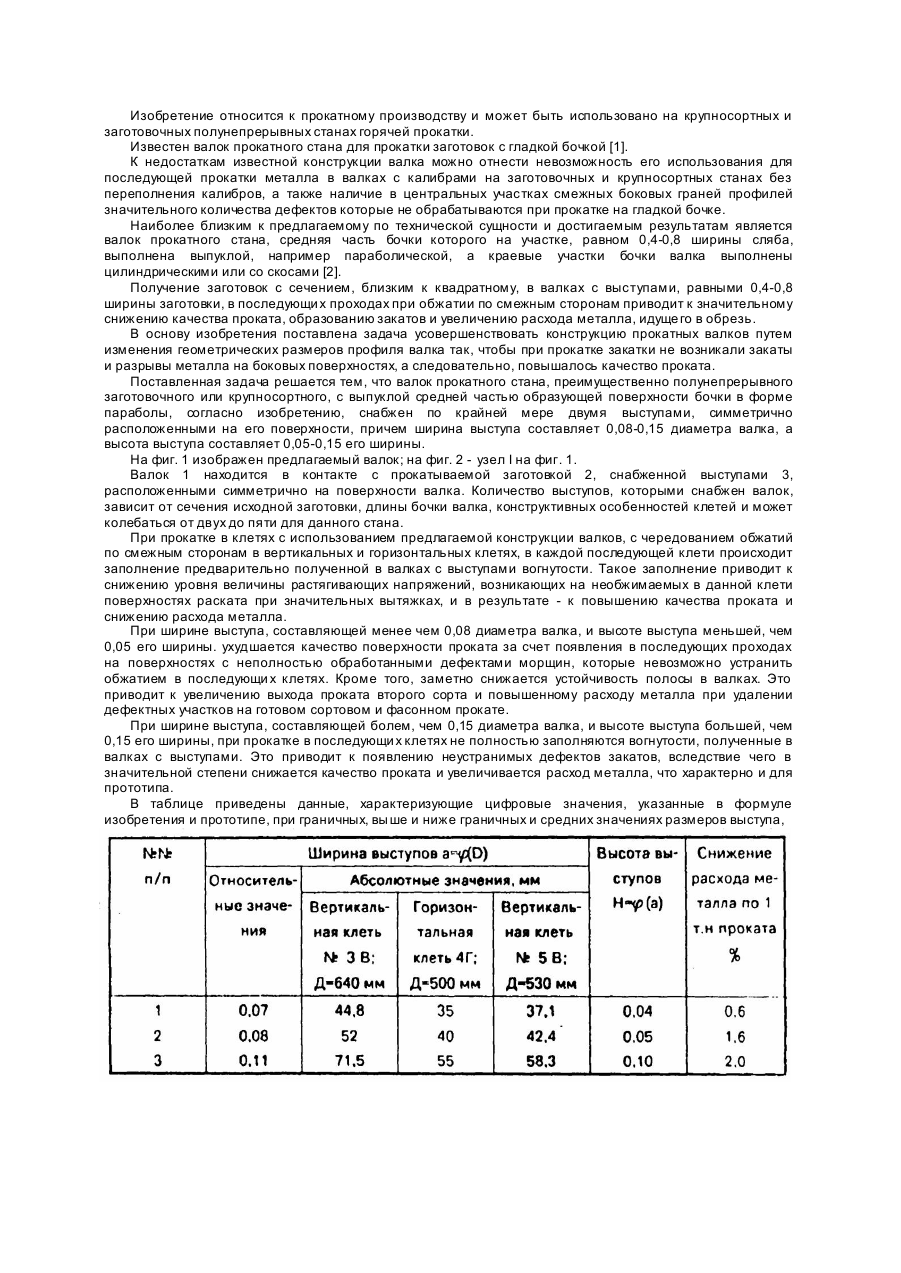
Валок прокатного стана, преимущественно полунепрерывного заготовочного или крупносортного, с выпуклой средней частью образующей поверхности бочки в форме параболы, отличающийся тем, что валок снабжен, по крайней мере, двумя выступами, симметрично расположенными на его поверхности, причем ширина выступа составляет 0,08-0,15 диаметра валка, а высота выступа составляет 0,05-0,15 его ширины.
Лабораторний прокатний стан
Номер патенту: 2655
Опубліковано: 26.12.1994
Автор: Шломчак Георгій Григорович
МПК: B21B 1/00
Мітки: прокатній, лабораторний, стан
Формула / Реферат:
Лабораторный прокатный стан, содержащий раму с размещенными на ней приводом, станинами клети и установленными в них подушками с оптически прозрачными валками-дисками, на осях которых закреплены звездочки, связанные с приводом цепной передачей, нажимным и уравновешивающим устройствами, отличающийся тем, что каждая из звездочек выполнена с одной спицей и диаметром, большим диаметра валка-диска, они свободно установлены на противоположных...
Двошаровий борошномельний валок

Номер патенту: 1697
Опубліковано: 25.10.1994
Автори: Малихін Геннадій Дмитрович, Будаг'янц Микола Абрамович, Свистунов Ігор Олександрович, Сирота Олександр Олексійович, Вовк Світлана Борисівна, Вороніна Валентина Олександрівна
МПК: B22D 19/00, B22D 13/00, B22D 25/00
Мітки: валок, двошаровий, борошномельний
Формула / Реферат:
Двухслойный мукомольный валок, содержащий двухслойную полую бочку с рабочим и внутренним слоями и с соотношением толщины рабочего слоя к наружному диаметру бочки, равным 1/8—1/10, ицапфы.отличающийсятем, что, с целью улучшения его качества и эксплуатационных свойств, отношение толщины рабочего слоя валка к внутреннему составляет 1/2—1/3.
Прокатний стан
Номер патенту: 15847
Опубліковано: 30.06.1997
Автори: Кауров Володимир Васильович, Тільга Степан Сергійович, Нечепоренко Володимир Андрійович, Хрустенко Юрій Михайлович, Дишковець Генадій Анатольович, Вільфрид Класк, Куцов Юрій Георгійович, Клетцен Петер
МПК: B21B 1/16
Формула / Реферат:
1. Прокатный стан, включающий взаимно перпендикулярные пары прокатных валков, привод которых состоит из раздаточного редуктора и двух групповых трансмиссий, каждая из которых соединена с четными или нечетными парами прокатных валков и выполнена в виде общего, параллельного оси прокатки раздаточного вала, системы валов и конических зубчатых передач, связывающих прокатные валки с раздаточным валом, выполненных со скрещивающимися осями, причем...
Попередній патент: Вітродвигун з віндрозою
Наступний патент: Спосіб обробки деталей криволінійного перерізу, симетричних відносно вісі обертання, шліфувальним кругом з дугоподібною шліфуючою поверхнею
Випадковий патент: Головний аеродинамічний обтічник космічної ракети