Правдін Юрій Михайлович
Спосіб безперервної прокатки дроту
Номер патенту: 60840
Опубліковано: 15.10.2003
Автори: Лобанов Олександр Іванович, Петров Володимир Володимирович, Правдін Юрій Михайлович, Кравець Михайло Леонідович, Сергєєв Віктор Володимирович, Бестужева Надія Михайлівна, Ковалевський Андрій Олегович, Крижановський Віталій Анатолійович
МПК: B21B 1/16
Мітки: спосіб, дроту, безперервної, прокатки
Формула / Реферат:
Спосіб безперервної прокатки дроту, що включає багаторазову холодну деформацію круглої заготовки в клітях із тривалковими калібрами при зниженні ступеня деформації металу дроту по ходу прокатки, який відрізняється тим, що дріт у процесі деформації піддають натягу між клітями, величину якого по ходу прокатки зменшують в інтервалі від 7 до 1% пропорційно зниженню величини деформації дроту в калібрі кожної кліті.
Калібрувальна кліть
Номер патенту: 59994
Опубліковано: 15.09.2003
Автори: Крижановський Віталій Анатолійович, Петров Володимир Володимирович, Сергєєв Віктор Володимирович, Лобанов Олександр Іванович, Правдін Юрій Михайлович, Кравець Михайло Леонідович, Коржов Микола Микитович, Ковалевський Андрій Олегович
МПК: B21B 13/10
Мітки: кліть, калібрувальна
Формула / Реферат:
Калібрувальна кліть, що містить корпус, у якому розміщені непривідні валки з рівчаками постійного профілю і натискний пристрій валків, яка відрізняється тим, що натискний пристрій виконаний у вигляді комплекту автономних важелів, кожний з яких виконаний із двома однаковими стійками, між якими на осі обертання розміщений валок, при цьому кожен важіль установлений з можливістю повороту в площині, перпендикулярній площині корпусу кліті.
Безперервний стан для прокатки дроту

Номер патенту: 38760
Опубліковано: 15.05.2001
Автори: Лобанов Олександр Іванович, Сергєєв Віктор Володимирович, Правдін Юрій Михайлович, Калінін Ігор Віталійович
МПК: B21B 1/16
Мітки: прокатки, стан, дроту, безперервний
Текст:
...дріт де формується без скручування і метал тече здебільшого у повздовжньому напрямку - у напрямку прокатки. Додатковий рівчак, який фіксує переріз дроту відносно повздовжньої осі, забезпечує стабільне здійснення процесу прокатки и виготовлення дроту без викривлення його геометричних розмірів. При цьому в першій кліті стана використовують калібр у виді стрілчастого трикутника без додаткового рівчака, тому що заготовка, яка надходить в...
Спосіб виготовлення труб із цирконію та його сплавів
Номер патенту: 31558
Опубліковано: 15.12.2000
Автори: Вахрушева Віра Сергіївна, Правдін Юрій Михайлович, Сергєєв Віктор Володимирович, Мандзюк Борис Валентинович, Одінцов Борис Петрович, Наговіцин Олексій Володимирович, Васильова Тамара Яківна, Хаустов Георгій Йосипович, Подлозний Олександр Вікторович, Кореняк Юрій Костянтинович, Атанасов Сергій Васильович, Беліков Юрій Михайлович, Замощиков Валерій Яковлевич
МПК: C21D 9/08, B21C 23/02, B21B 21/00 ...
Мітки: труб, спосіб, цирконію, виготовлення, сплавів
Текст:
...металу з одночасним формуванням на його поверхні захистного газонепроникливого покриття, при ньому використовують розплав металу, температура плавлення якого знаходиться у межах температури нагріву .-*" злитка (наприклад 9?0°с) та температурою наступної гагячої деформації, наприклад пресування на дротик ( Р50°С), тобто знаходиться 'у межах, крайні значення яких віддалені від границь наведеного інтервалу не менш,ніж на 30°С ( наприклад...
Спосіб виготування багатошарових труб з особливотонкостінних труб-шарів
Номер патенту: 31226
Опубліковано: 15.12.2000
Автори: Правдін Юрій Михайлович, Хаустов Георгій Йосипович, Єсаулов Михайло Олексійович, Сало Миколай Федорович, Сергєєв Віктор Володимирович, Кравченко Володимир Іванович, Беліков Юрій Михайлович
МПК: B21B 21/00, B23K 20/04
Мітки: виготування, особливотонкостінних, труб-шарів, спосіб, труб, багатошарових
Текст:
...з Д/S труб-шарів 280-300 (де 76 мм - зовнішний діаметр; 0,25 мм - товщина стінки шарів). Труби шари з готовою товщиною стінки, наприклад, діаметрами 75,8; 74,7; 73,6; 72,65; 71,55; 70,5 були прокатані на стані ХПТР-60-120 на циліндричній оправці, яка стирчає за осередок деформації з виходного боку стану на довжину від 125 де 300 мм, що складає від 25 де 60% від довжини осередка деформації. Діаметри труб-шарів змінювались таким чином, що...
Спосіб виготовлення труб для циліндрів свердловинних штангових насосів
Номер патенту: 30135
Опубліковано: 15.11.2000
Автори: Хаустов Георгій Йосипович, Правдін Юрій Михайлович, Миловський Вячеслав Олексійович, Кореняк Юрій Костянтинович, Сизоненко Григорій Олександрович, Калабухов Володимир Петрович, Царьков Олексій Костянтинович, Туренков Микола Мусійович, Тихонюк Анатолій Никифорович, Сергєєв Віктор Володимирович, Савченко Олег Миколайович, Касінов Віталій Іванович, Качур Анатолій Іванович, Трусков Юрій Миколайович, Блощинський Григорій Павлович, Баглай Андрій Олександрович
МПК: B21C 23/02, B21C 1/16
Мітки: насосів, труб, спосіб, циліндрів, виготовлення, штангових, свердловинних
Формула / Реферат:
Спосіб виготовлення труб для циліндрів свердловинних штангових насосів, що включає одержання трубчатої заготовки, її багатопрохідне волочіння, термообробку і правку, який відрізняється тим, що трубчату заготовку одержують гарячим пресуванням, сумарна деформація при багатопрохідному волочінні складає по діаметру 15-20%,а по товщині стінки – 10-15%,після пресування та кожного з проходів волочіння здійснюють роззміцнювальну термообробку у...
Установка для відділення окалини з поверхні гарячекатаного дроту
Номер патенту: 30134
Опубліковано: 15.11.2000
Автори: Попов Євген Григорович, Хаустов Георгій Йосипович, Лобанов Олександр Іванович, Сергєєв Віктор Володимирович, Крилов Михайло Юрійович, Блощинський Григорій Павлович, Правдін Юрій Михайлович
МПК: B21C 43/00
Мітки: відділення, окалини, поверхні, гарячекатаного, дроту, установка
Формула / Реферат:
Установка для відділення окалини з поверхні гарячекатаного дроту, яка містить вертикально і горизонтально розташовані окалиноламаючі ролики, щітки, розміщені з можливістю повертання, і бункерзбірник, яка відрізняється тим, що щітки розміщені у приводній обоймі, вісь повертання котрої збігається з повздовжньою віссю установки, при цьому щітки мають циліндричну форму і розміщені у обоймі таким чином, що їх осі паралельні як між собою, так і осі...
Жароміцна корозійностійка сталь
Номер патенту: 30101
Опубліковано: 15.11.2000
Автори: Ковальова Олександра Дмитрівна, Мошкевич Євген Іцкович, Хаустов Георгій Йосипович, Фролов Віктор Пилипович, Кузнецов Олександр Борисович, Правдін Юрій Михайлович, Сеніна Тетяна Володимирівна, Спектор Яків Ісакович, Кохін Валерій Георгійович, Барков Генадій Павлович, Сергєєв Віктор Володимирович, Кренделев Василь Миколайович, Можаренко Інна Пантеліівна
МПК: C22C 38/38
Мітки: жароміцна, сталь, корозійностійка
Формула / Реферат:
Жароміцна корозійностійка сталь, що містить залізо, вуглець, кремній, марганець, хром, нікель, молібден, алюміній, церій, цирконій, яка відрізняється тим, що вона додатково містить азот та кальцій за наступним співвідношенням компонентів (мас. %): вуглець 0,03-0,10 кремній 0,8-1,3 марганець 12,0-14,0 хром ...
Спосіб деформації прямошовних зварних труб
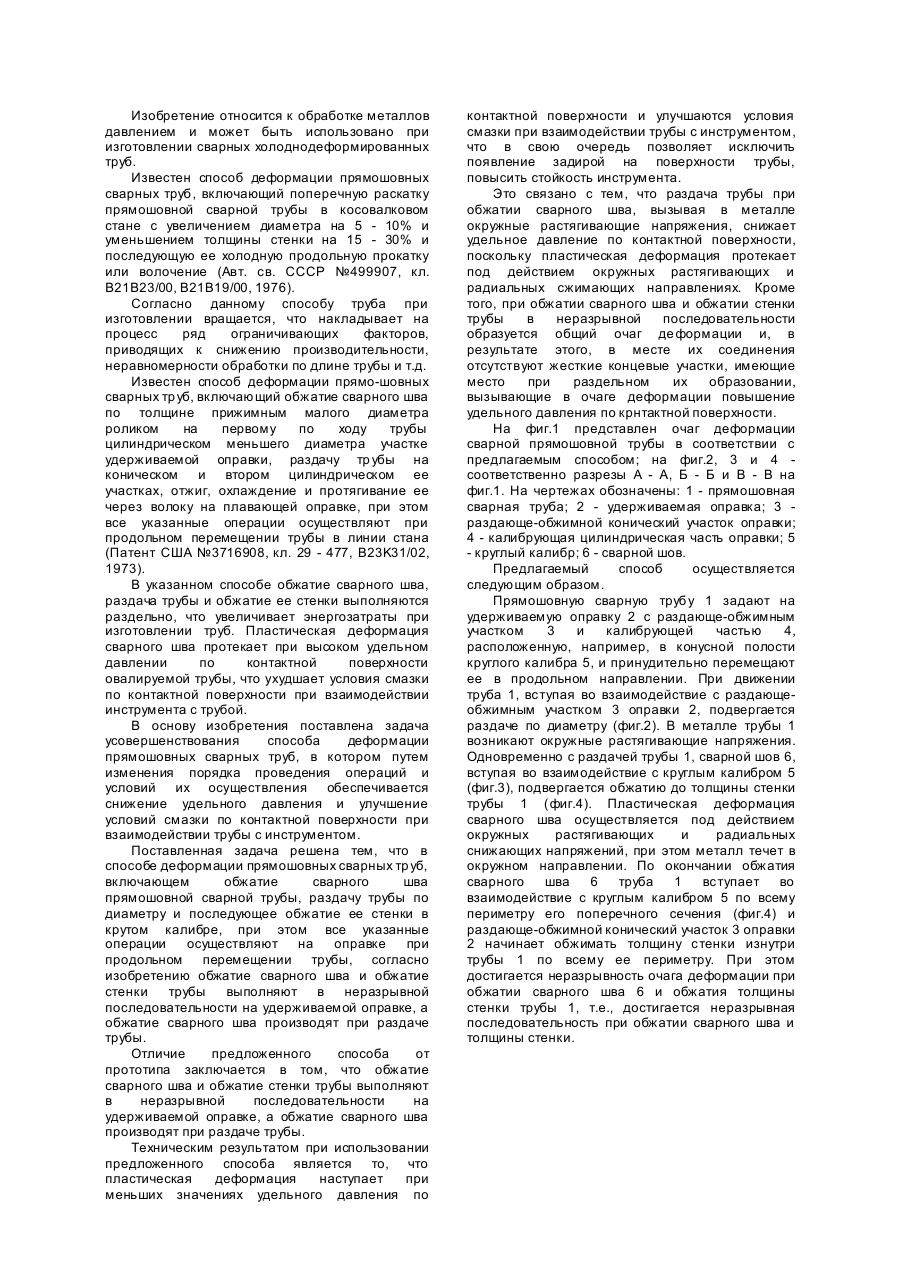
Номер патенту: 25087
Опубліковано: 30.10.1998
Автори: Райчук Юрій Ісакович, Сергєєв Віктор Володимирович, Фурманов Валерій Борисович, Новіков Леонід Миколайович, Ковіка Микола Данилович, Правдін Юрій Михайлович, Сизоненко Григорій Олександрович, Лобанов Олександр Іванович, Гладченко Олександр Федорович, Хаустов Георгій Йосипович
МПК: B21C 37/06, B21C 37/08
Мітки: труб, спосіб, деформації, зварних, прямошовних
Формула / Реферат:
Способ деформации прямошовных сварных труб, включающий обжатие сварного шва прямошовной сварной трубы, раздачу трубы по диаметру и последующее обжатие ее стенки в круглом калибре, при этом все указанные операции осуществляют на оправке при продольном перемещении трубы, отличающийся тем, что обжатие сварного шва и обжатие стенки трубы выполняют в неразрывной последовательности на удерживаемой оправке, и обжатие сварного шва производят при...
Спосіб калібрування труб
Номер патенту: 25719
Опубліковано: 30.10.1998
Автори: Сергєєв Віктор Володимирович, Ігнатов Володимир Олексієвич, Сизоненко Григорій Олександрович, Правдін Юрій Михайлович, Соловйов Юрій Григорович, Хаустов Георгій Йосипович
МПК: B21B 17/00, B21B 38/00
Мітки: труб, спосіб, калібрування
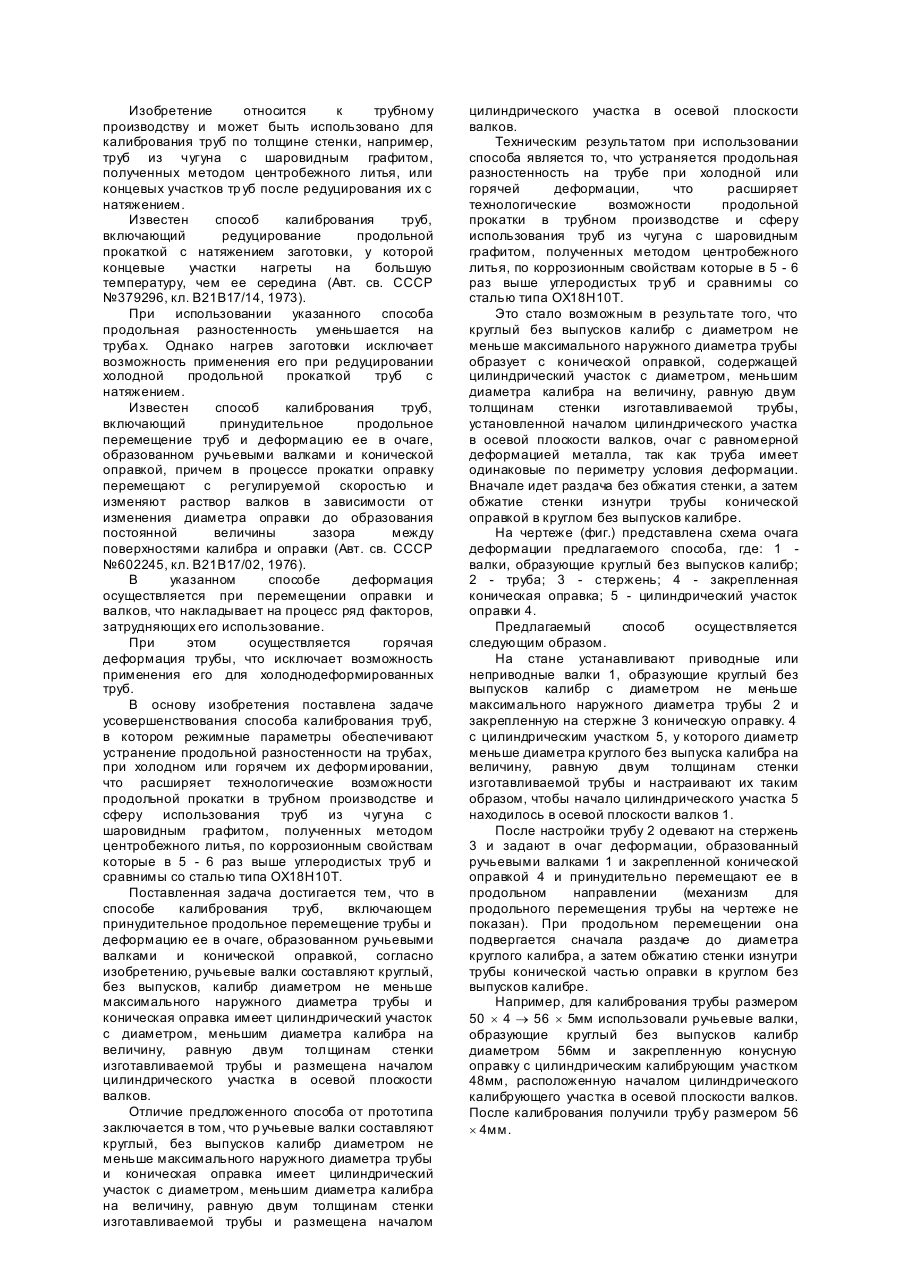
Формула / Реферат:
Способ калибрования труб, включающий принудительное продольное перемещение трубы и деформацию ее в очаге, образованном ручьевыми валками и конической оправкой, отличающийся тем, что ручьевые валки составляют круглый без выпусков калибр диаметром не меньше максимального наружного диаметра трубы и коническая оправка имеет цилиндрический участок с диаметром, меньшим диаметра калибра на величину, равную двум толщинам стенки изготавливаемой трубы,...
Спосіб поздовжнього прокатування труб
Номер патенту: 25715
Опубліковано: 30.10.1998
Автори: Соловйов Юрій Григорович, Сизоненко Григорій Олександрович, Савченко Олег Миколайович, Правдін Юрій Михайлович, Хаустов Георгій Йосипович, Туренков Микола Мусійович, Сергєєв Віктор Володимирович
МПК: B21B 17/00
Мітки: спосіб, поздовжного, труб, прокатування
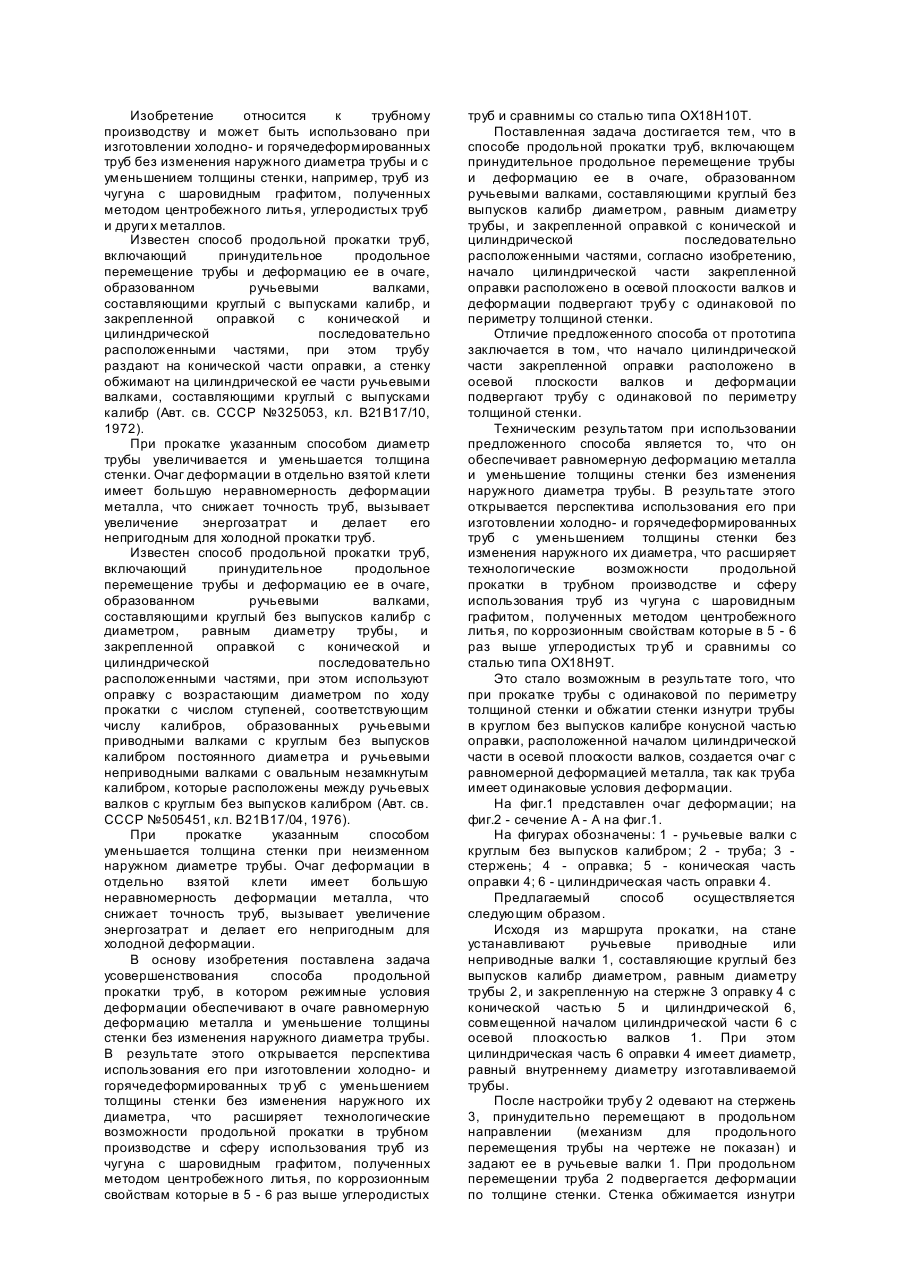
Формула / Реферат:
Способ продольной прокатки труб, включающий принудительное продольное перемещение трубы и деформацию ее в очаге, образованном ручьевыми валками, составляющими круглый без выпусков калибр диаметром, равным диаметру трубы и закрепленной оправкой с конической и цилиндрической последовательно расположенными частями, отличающийся тем, что начало цилиндрической части закрепленной оправки расположено в осевой плоскости валков и деформации подвергают...
Спосіб поздовжнього прокатування труб
Номер патенту: 25714
Опубліковано: 30.10.1998
Автори: Савченко Олег Миколайович, Туренков Микола Мусійович, Хаустов Георгій Йосипович, Правдін Юрій Михайлович, Сизоненко Григорій Олександрович, Сергєєв Віктор Володимирович, Соловйов Юрій Григорович
МПК: B21B 17/00
Мітки: труб, поздовжного, спосіб, прокатування
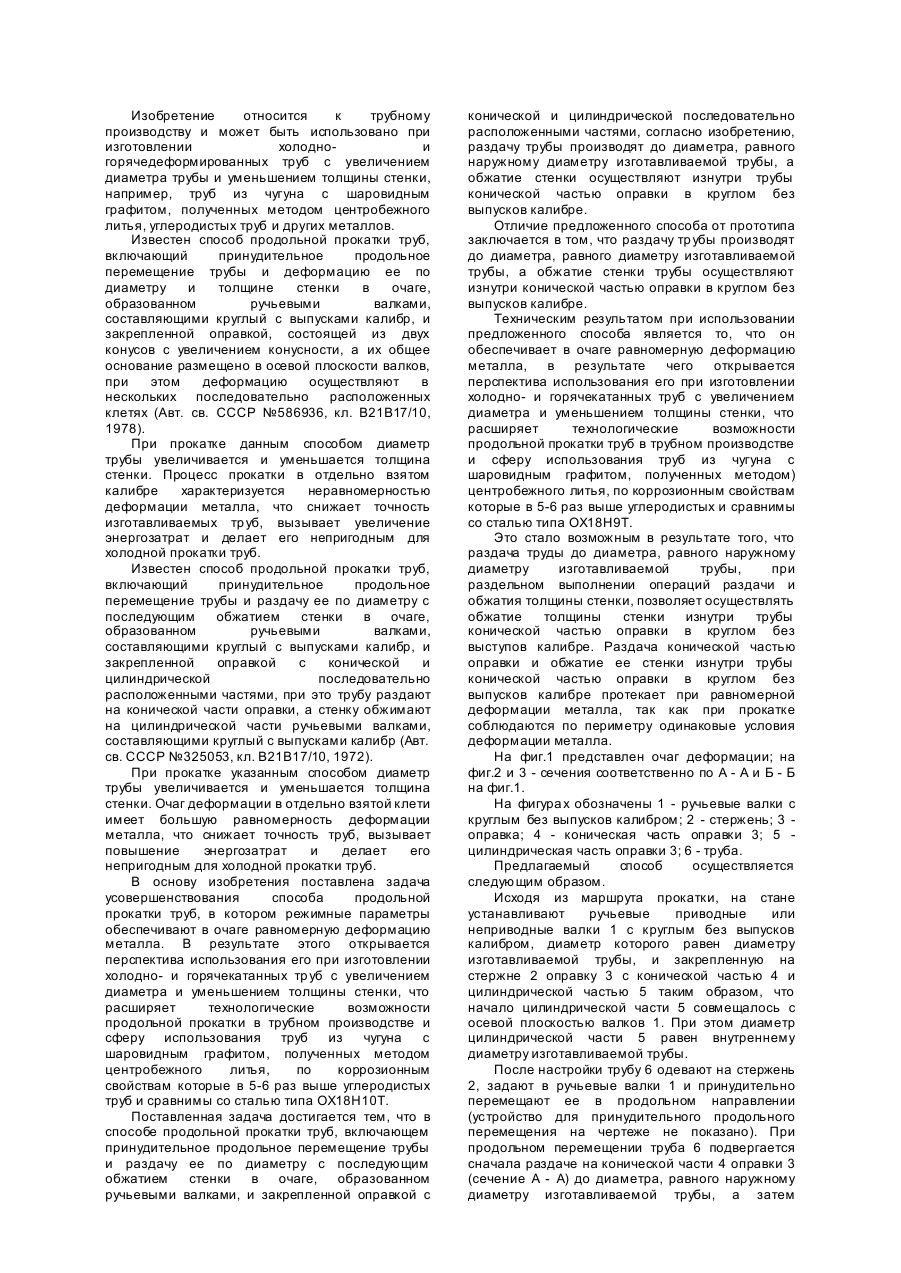
Формула / Реферат:
Способ продольной прокатки труб, включающий принудительное продольное перемещение трубы и раздачу ее по диаметру с последующим обжатием стенки в очаге, образованном ручьевыми валками и закрепленной оправкой с конической и цилиндрической последовательно расположенными частями, отличающийся тем, что раздачу трубы производят до диаметра, равного наружному диаметру изготавливаемой трубы, а обжатие стенки осуществляют изнутри трубы конической...
Спосіб поздовжньої прокатки труб
Номер патенту: 25713
Опубліковано: 30.10.1998
Автори: Сизоненко Григорій Олександрович, Савченко Олег Миколайович, Хаустов Георгій Йосипович, Соловйов Юрій Григорович, Правдін Юрій Михайлович, Сергєєв Віктор Володимирович, Туренков Микола Мусійович, Ігнатов Володимир Олексієвич
МПК: B21B 17/00
Мітки: прокатки, поздовжньої, спосіб, труб
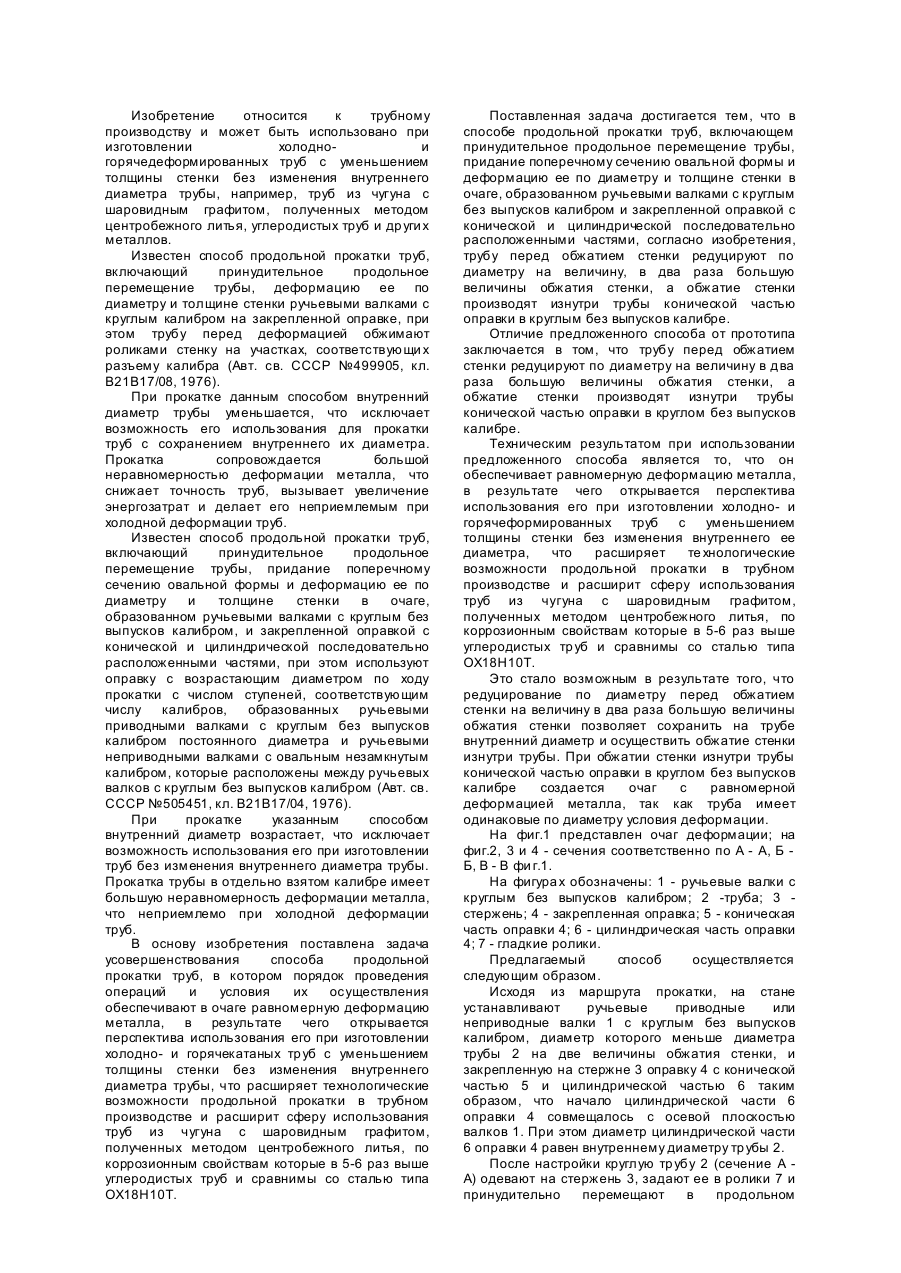
Формула / Реферат:
Способ продольной прокатки труб, включающий принудительное продольное перемещение трубы, придание поперечному сечению овальной формы и деформацию ее по диаметру и толщине стенки в очаге, образованном ручьевыми валками с круглым без выпусков калибром, и закрепленной оправкой с конической и цилиндрической последовательно расположенными частями, отличающийся тем, что трубу перед обжатием стенки редуцируют по диаметру на величину, в два раза...
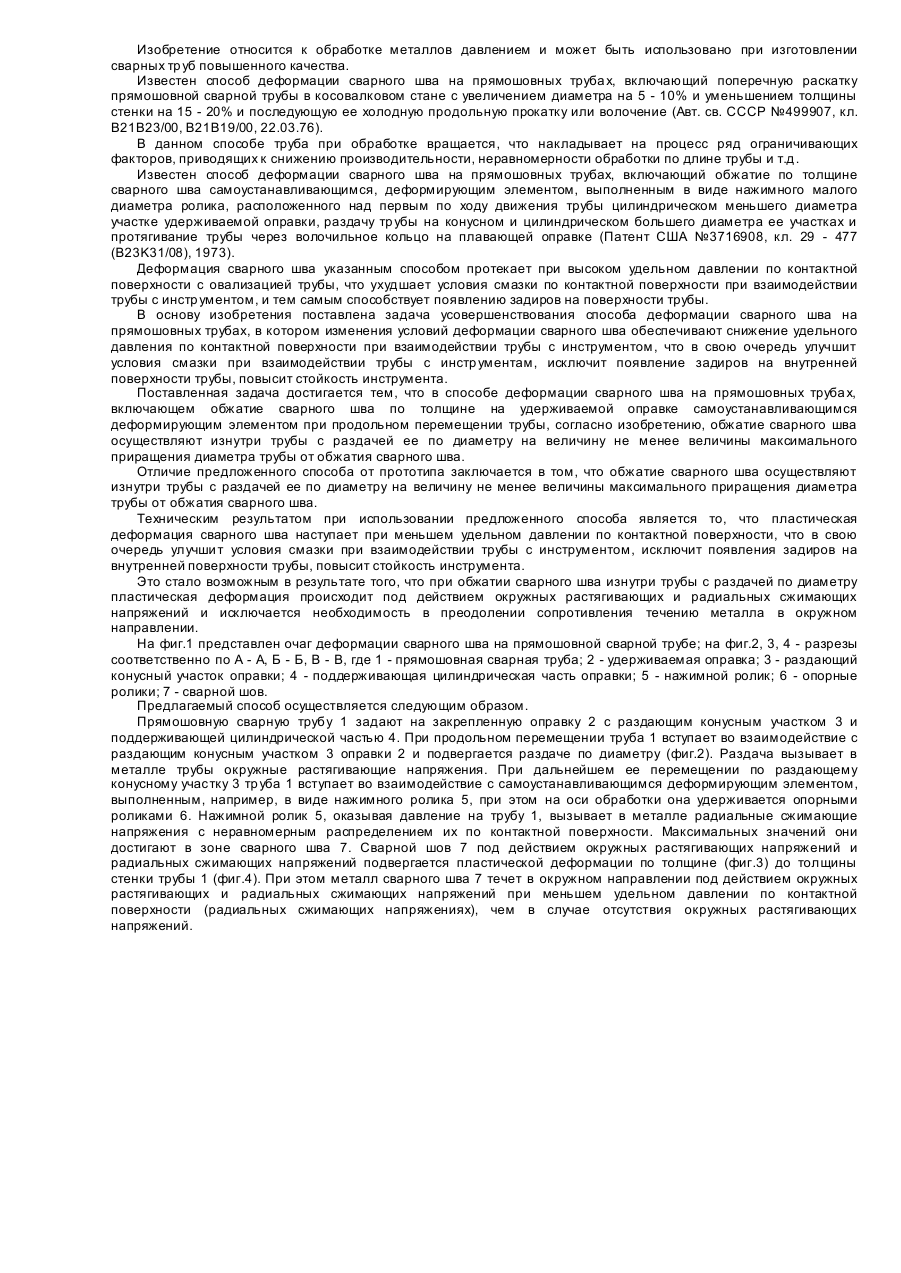
Спосіб деформації зварного шва на прямошовних трубах
Номер патенту: 25186
Опубліковано: 30.10.1998
Автори: Сергєєв Віктор Володимирович, Правдін Юрій Михайлович, Новіков Леонід Миколайович, Гладченко Олександр Федорович, Фурманов Валерій Борисович, Лобанов Олександр Іванович, Хаустов Георгій Йосипович, Ковіка Микола Данилович, Сизоненко Григорій Олександрович, Райчук Юрій Ісакович
МПК: B21C 37/08, B21C 37/06, B23K 31/00 ...
Мітки: деформації, прямошовних, трубах, зварного, шва, спосіб
Формула / Реферат:
Способ деформации сварного шва на прямошовных трубах, включающий обжатие сварного шва по толщине на удерживаемой оправке самоустанавливающимся деформирующим элементом при продольном перемещении трубы, отличающийся тем, что обжатие сварного шва осуществляют изнутри трубы с раздачей ее по диаметру на величину не менее величины максимального приращения диаметра трубы от обжатия сварного шва.
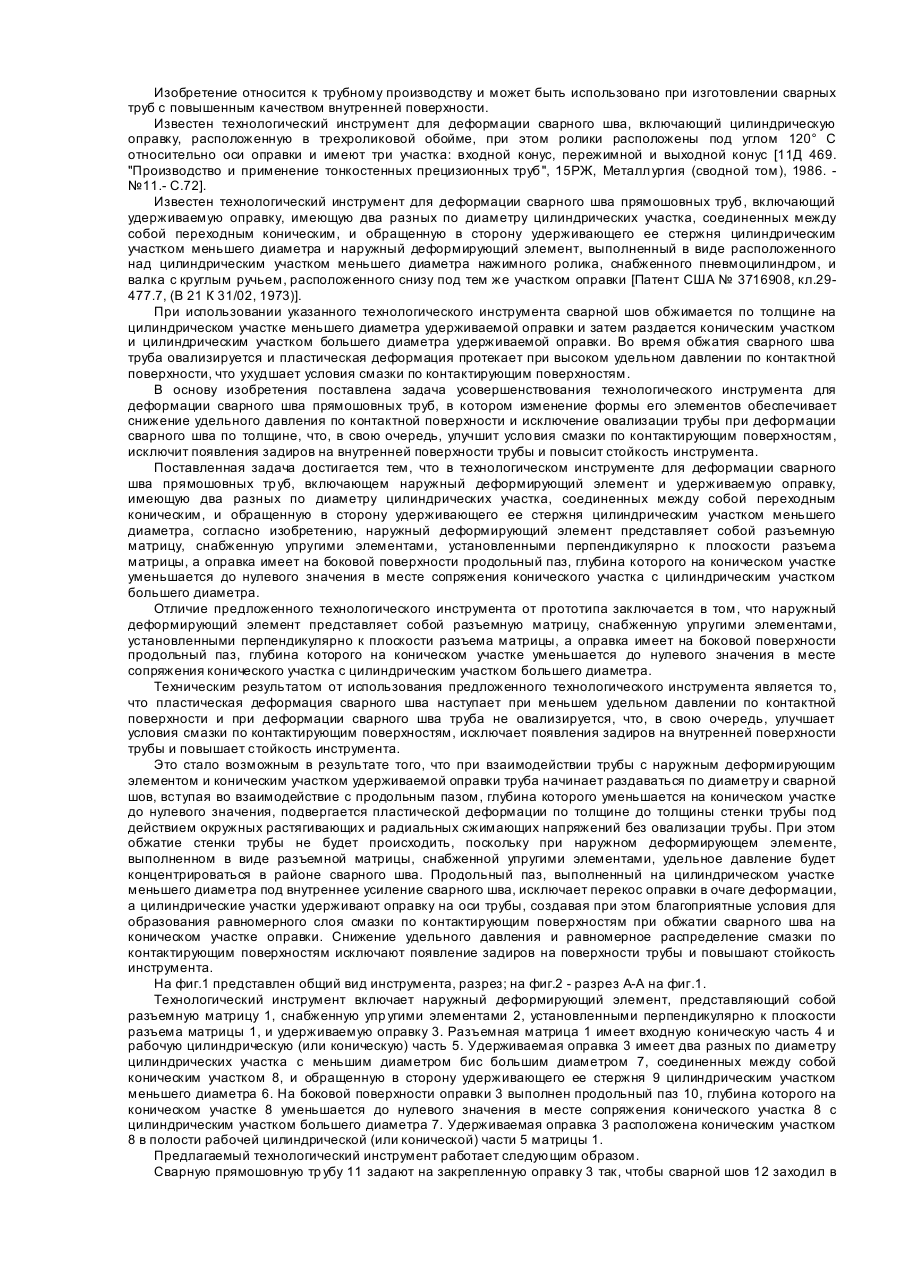
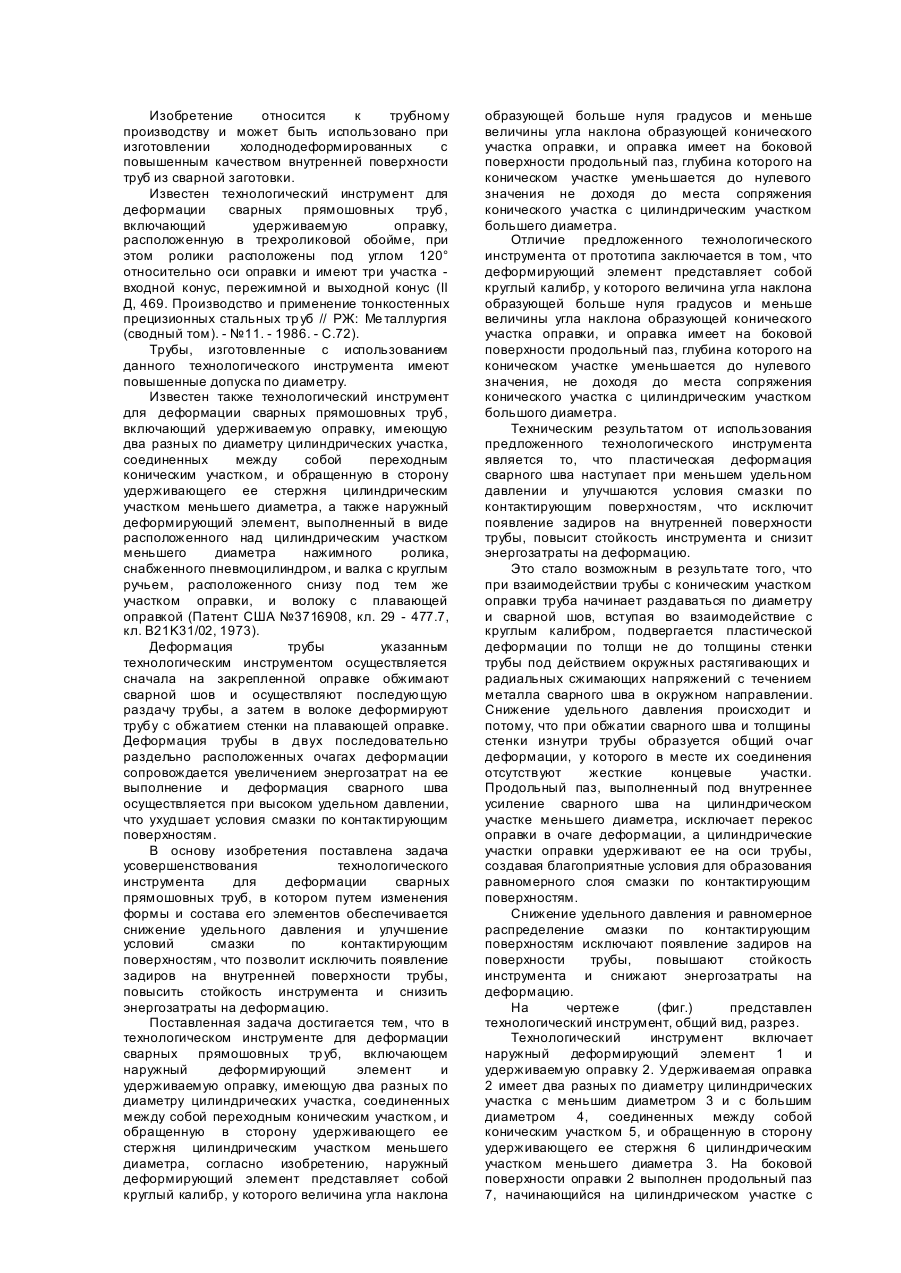
Технологічний інструмент для деформації зварного шва прямошовних труб
Номер патенту: 23962
Опубліковано: 31.08.1998
Автори: Правдін Юрій Михайлович, Сергєєв Віктор Володимирович, Лобанов Олександр Іванович, Новіков Леонід Миколайович, Фурманов Валерій Борисович, Райчук Юрій Ісакович, Сизоненко Григорій Олександрович, Гладченко Олександр Федорович, Ковіка Микола Данилович, Хаустов Георгій Йосипович
МПК: B21C 37/06, B21C 37/08, B23K 31/00 ...
Мітки: інструмент, шва, деформації, прямошовних, зварного, труб, технологічний
Формула / Реферат:
Технологический инструмент для деформации сварного шва прямошовных труб, включающий наружный деформирующий элемент и удерживаемую оправку, имеющую два разных по диаметру цилиндрических участка, соединенных между собой переходным коническим, и обращенную в сторону удерживающего ее стержня цилиндрическим участком меньшего диаметра, отличающийся тем, что наружный деформирующий элемент представляет собой разъемную матрицу, снабженную упругими...
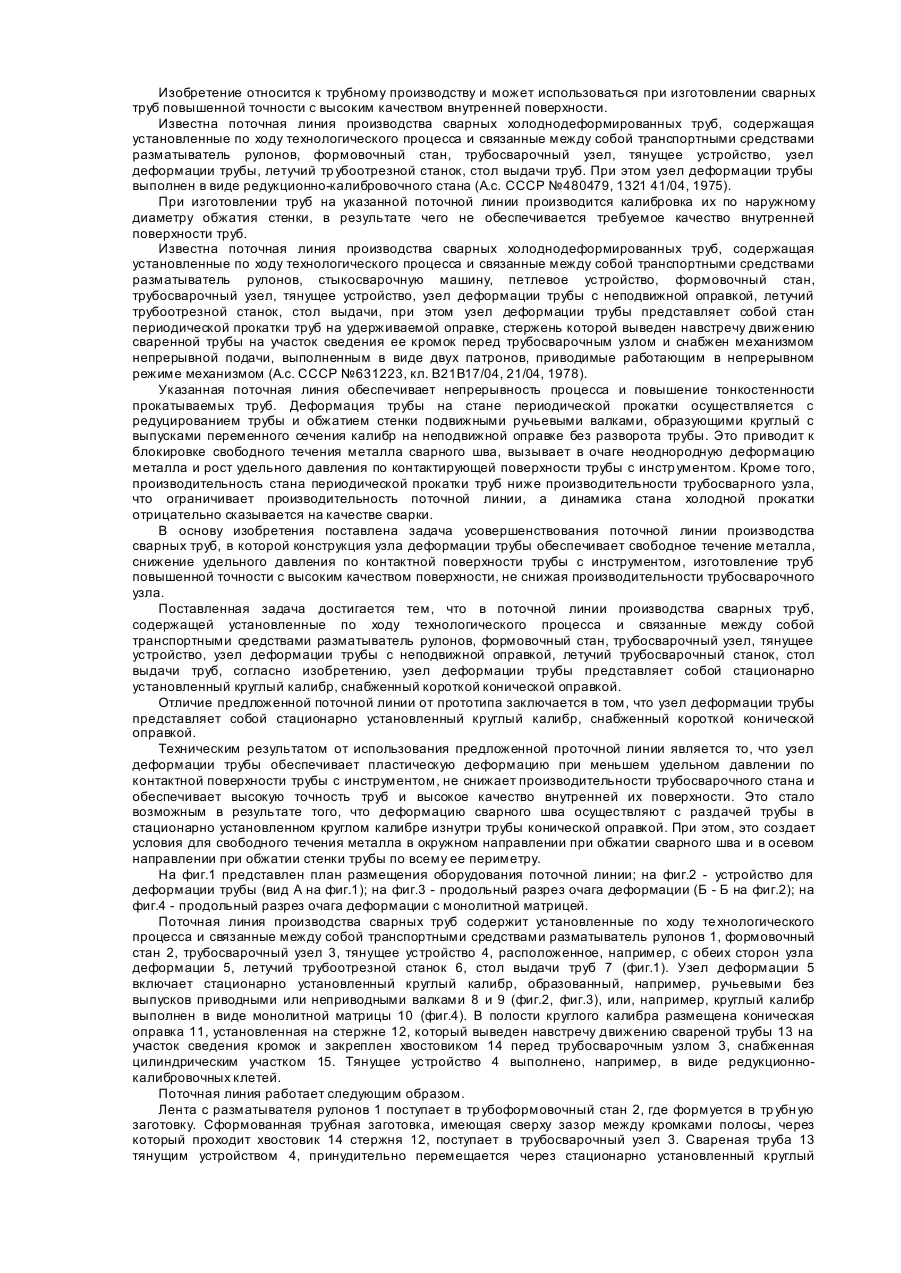
Поточна лінія виробництва зварних холоднодеформованих труб
Номер патенту: 24405
Опубліковано: 17.07.1998
Автори: Ковіка Микола Данилович, Лобанов Олександр Іванович, Новіков Леонід Миколайович, Райчук Юрій Ісакович, Хаустов Георгій Йосипович, Гладченко Олександр Федорович, Сизоненко Григорій Іванович, Правдін Юрій Михайлович, Туренков Микола Мусійович, Сергєєв Віктор Володимирович
МПК: B21B 17/00, B21C 37/06
Мітки: виробництва, холоднодеформованих, поточна, зварних, лінія, труб
Формула / Реферат:
Поточная линия производства сварных холоднодеформированных труб, содержащая установленные по ходу технологического процесса и связанные между собой транспортными средствами разматыватель рулонов, формовочный стан, трубосварочный узел, тянущее устройство узел деформации трубы с неподвижной оправкой, летучий трубоотрезной станок, стол выдачи труб, отличающаяся тем, что узел деформации трубы представляет собой стационарно установленный круглый...
Спосіб виготування зварних холоднодеформованих труб
Номер патенту: 24270
Опубліковано: 07.07.1998
Автори: Сизоненко Григорій Олександрович, Сергєєв Віктор Володимирович, Гладченко Олександр Федорович, Хаустов Георгій Йосипович, Ковіка Микола Данилович, Райчук Юрій Ісакович, Новіков Леонід Миколайович, Лобанов Олександр Іванович, Туренков Микола Мусійович, Правдін Юрій Михайлович
МПК: B21B 21/00, B21B 17/00
Мітки: труб, виготування, зварних, спосіб, холоднодеформованих
Формула / Реферат:
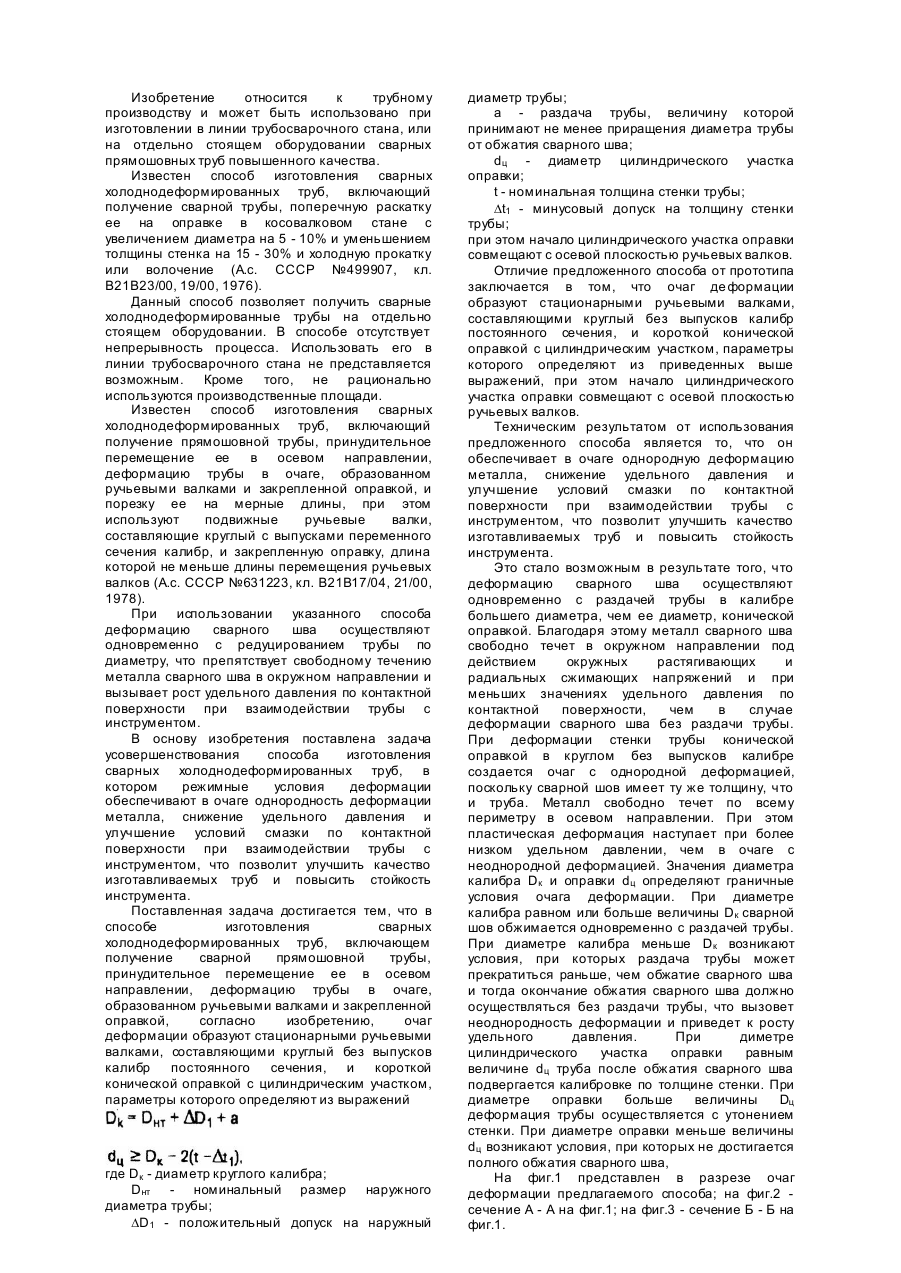
Способ изготовления холоднодеформированных труб, включающий получение сварной прямошовной трубы, принудительное перемещение ее в осевом направлении, деформацию трубы в очаге, образованном ручьевыми валками и закрепленной оправкой, отличающийся тем, что очаг деформации образуют стационарными ручьевыми валками, составляющими круглый без выпусков калибр постоянного сечения, и короткой конической оправкой с цилиндрическим участком, параметры...
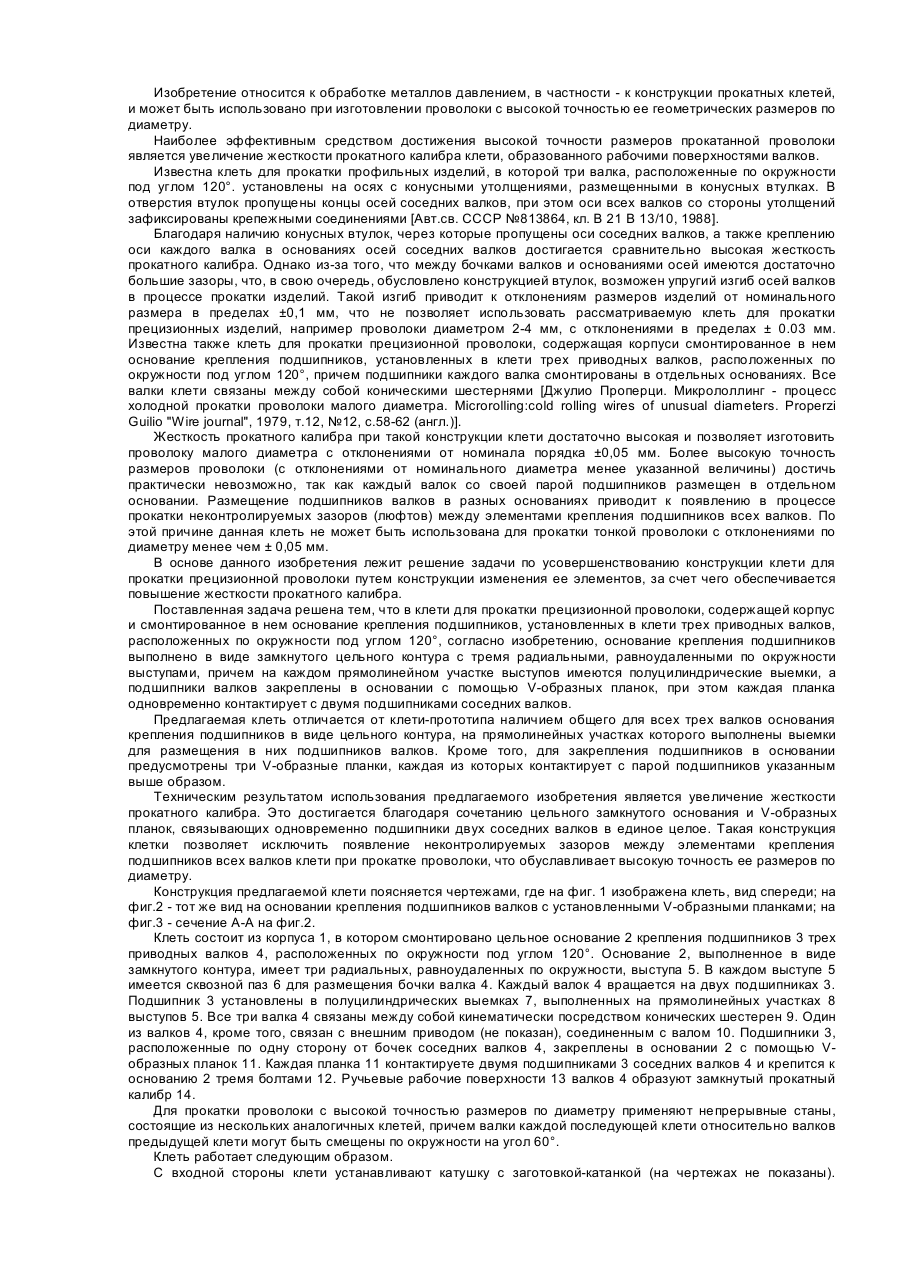
Кліть для прокатки прецизійного дроту
Номер патенту: 22982
Опубліковано: 05.05.1998
Автори: Сергєєв Віктор Володимирович, Крилов Михайло Юрійович, Правдін Юрій Михайлович, Хаустов Георгій Йосипович, Попов Євген Григорович, Лобанов Олександр Іванович, Морозов Рудольф Павлович
МПК: B21B 13/10
Мітки: дроту, прецизійного, кліть, прокатки
Формула / Реферат:
Клеть для прокатки прецизионной проволоки, содержащая корпус и смонтированное в нем основание крепления подшипников, установленных в клети трех приводных валков, расположенных по окружности под углом 120°, отличающаяся тем, что основание крепления подшипников выполнено в виде замкнутого цельного контура с тремя радиальными, равноудаленными по окружности, выступами, причем на каждом прямолинейном участке выступов имеются полуцилиндрические...
Технологічний інструмент для деформації зварних прямошовних труб
Номер патенту: 21998
Опубліковано: 30.04.1998
Автори: Фурманов Валерій Борисович, Ковіка Микола Данилович, Райчук Юрій Ісакович, Гладченко Олександр Федорович, Новіков Леонід Миколайович, Правдін Юрій Михайлович, Сергєєв Віктор Володимирович, Сизоненко Григорій Олександрович, Хаустов Георгій Йосипович, Лобанов Олександр Іванович
МПК: B21C 37/06, B21C 3/00
Мітки: інструмент, труб, технологічний, прямошовних, деформації, зварних
Формула / Реферат:
Технологический инструмент ія деформации сварных прямошовных труб, включающий наружный деформирующий элемент и удерживаемую оправку, имеющую два разных по диаметру цилиндрических участка, соединенных между собой переходным коническим участком, и обращенную в сторону удерживающего ее стержня цилиндрическим участком меньшего диаметра, отличающийся тем, что наружный деформирующий элемент представляет собой круглый калибр, у которого...
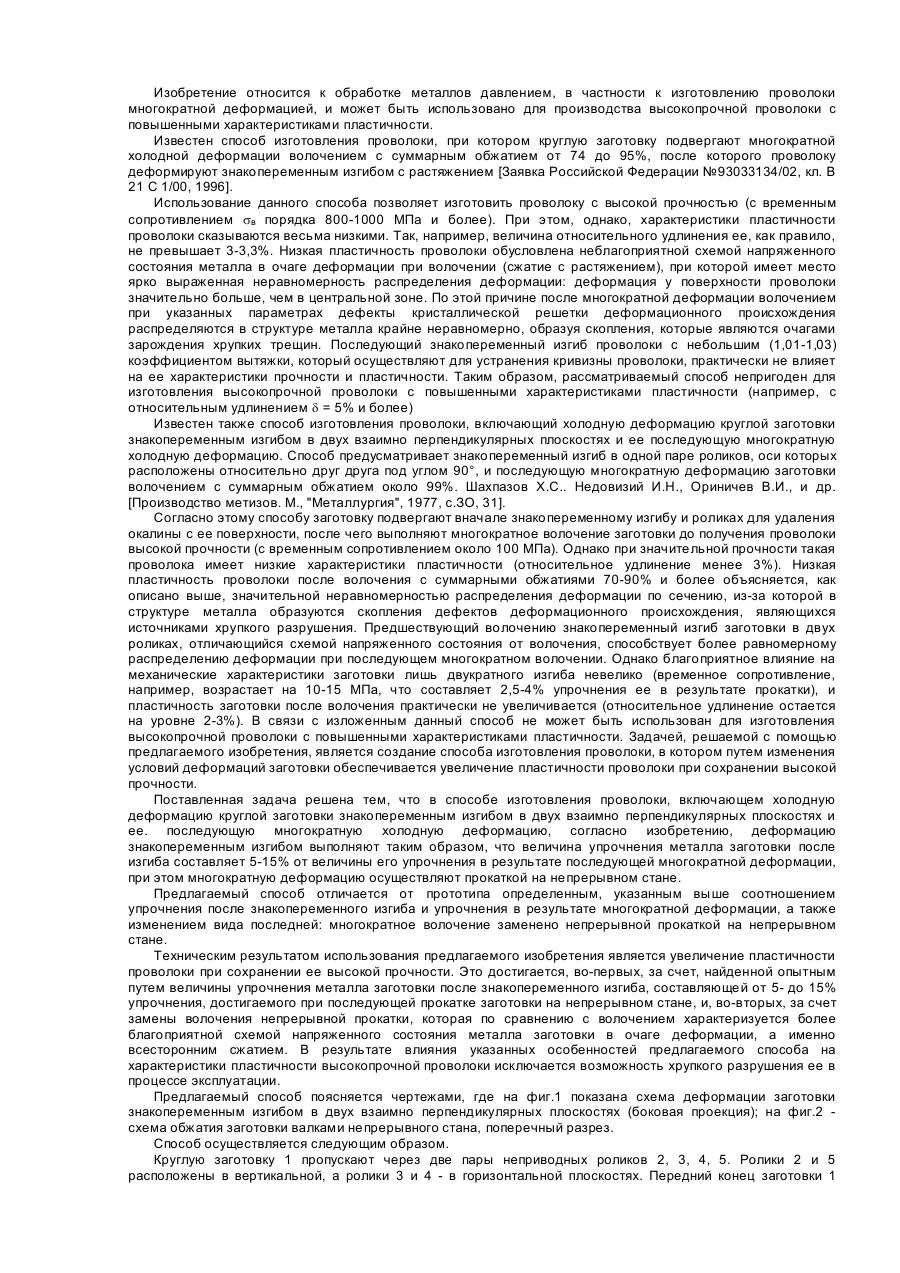
Спосіб виготовлення дроту
Номер патенту: 21096
Опубліковано: 04.11.1997
Автори: Морозов Рудольф Павлович, Крилов Михайло Юрійович, Сергєєв Віктор Володимирович, Лобанов Олександр Іванович, Шаго Євген Петрович, Хаустов Георгій Йосипович, Правдін Юрій Михайлович, Попов Євген Григорович
Мітки: дроту, виготовлення, спосіб
Формула / Реферат:
Способ изготовления проволоки, включающий холодную деформацию круглой заготовки знакопеременным изгибам в двух взаимно перпендикулярных плоскостях и ее последующую многократную холодную деформацию, отличающийся тем, что деформацию знакопеременным изгибом выполняют таким образом, что величина упрочнения металла заготовки после изгиба составляет 5-15% от величины его упрочнения в результате последующей многократной деформации, при этом...
Складений прокатний валок

Номер патенту: 20748
Опубліковано: 07.10.1997
Автори: Правдін Юрій Михайлович, Хаустов Георгій Йосипович, Лобанов Олександр Іванович, Сергєєв Віктор Володимирович, Крилов Михайло Юрійович
МПК: B21B 27/03
Мітки: прокатній, складений, валок
Формула / Реферат:
Составной прокатный валок, содержащий круглый вал, установленную на валу промежуточную цилиндрическую втулку и бандаж, по периметру которого расположен прокатный ручей, отличающийся тем, что промежуточная втулка закреплена на валу валка и выполнена в виде ступицы с кольцевым упорным выступом, бандаж смонтирован на ступице и закреплен на ее выступе с помощью стяжных болтов и кольца, по форме и размерам соответствующего выступу ступицы, при...
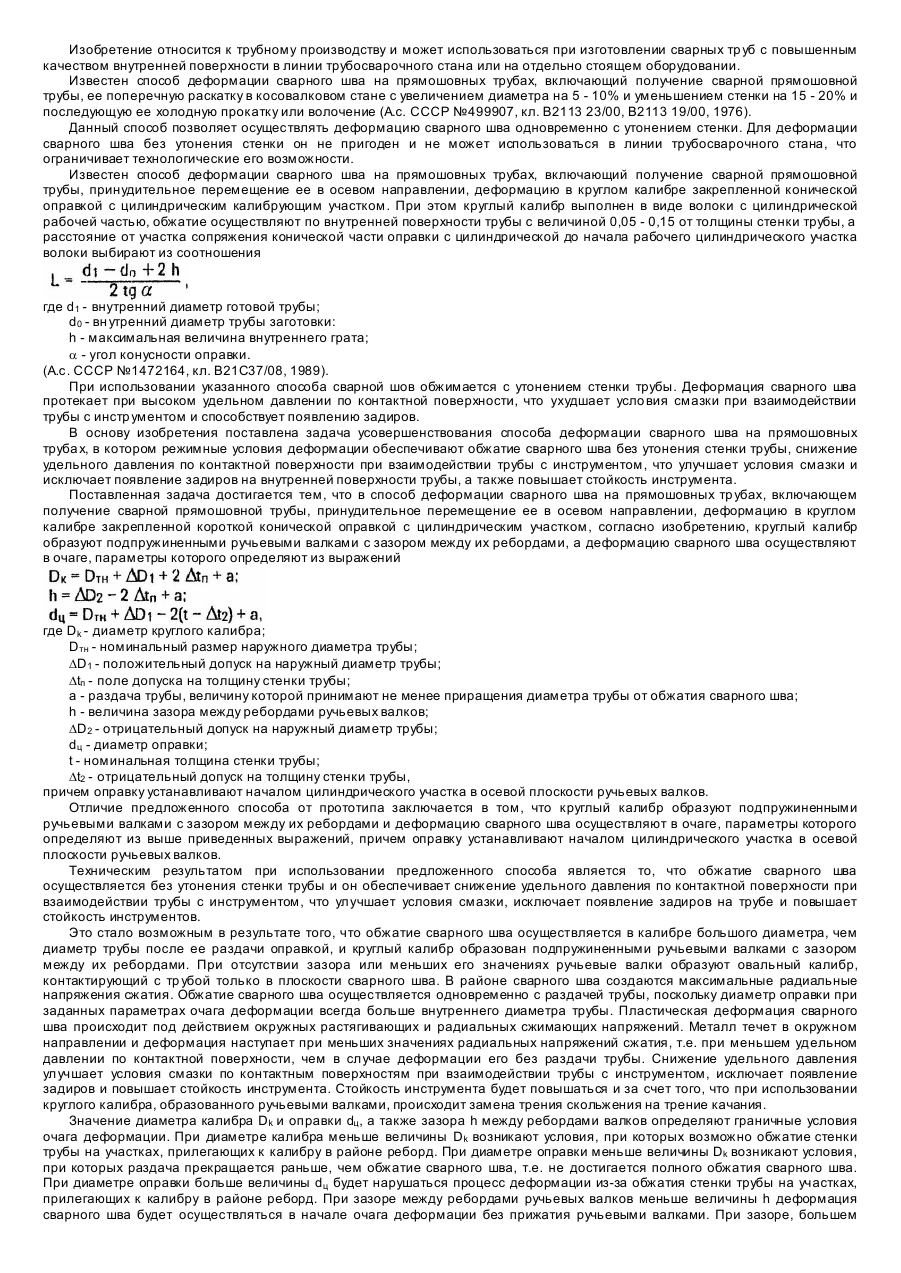
Спосіб деформування зварного шва на прямошовних трубах
Номер патенту: 20464
Опубліковано: 15.07.1997
Автори: Правдін Юрій Михайлович, Сизоненко Григорій Олександрович, Ковіка Микола Данилович, Хаустов Георгій Йосипович, Новіков Леонід Миколайович, Гладченко Олександр Федорович, Райчук Юрій Ісакович, Лобанов Олександр Іванович, Туренков Микола Мусійович, Сергєєв Віктор Володимирович
МПК: B21B 19/00, B21B 23/00
Мітки: прямошовних, зварного, деформування, шва, спосіб, трубах
Формула / Реферат:
Способ деформации сварного шва на прямо-шовных трубах, включающий получение сварной прямошовной трубы, принудительное перемещение ее в осевом направлении, деформацию в круглом калибре закрепленной короткой конической оправкой с цилиндрическим участком, отличающийся тем, что круглый калибр образуют подпружиненными ручьевыми валками с зазором между их ребордами, а деформацию сварного шва осуществляют в очаге, параметры которого определяют...
Спосіб безперервної прокатки дроту
Номер патенту: 20203
Опубліковано: 15.07.1997
Автори: Крилов Михайло Юрійович, Хаустов Георгій Йосипович, Шаге Євген Петрович, Сергєєв Віктор Володимирович, Лобанов Олександр Іванович, Правдін Юрій Михайлович
МПК: B21B 1/16
Мітки: безперервної, прокатки, дроту, спосіб
Формула / Реферат:
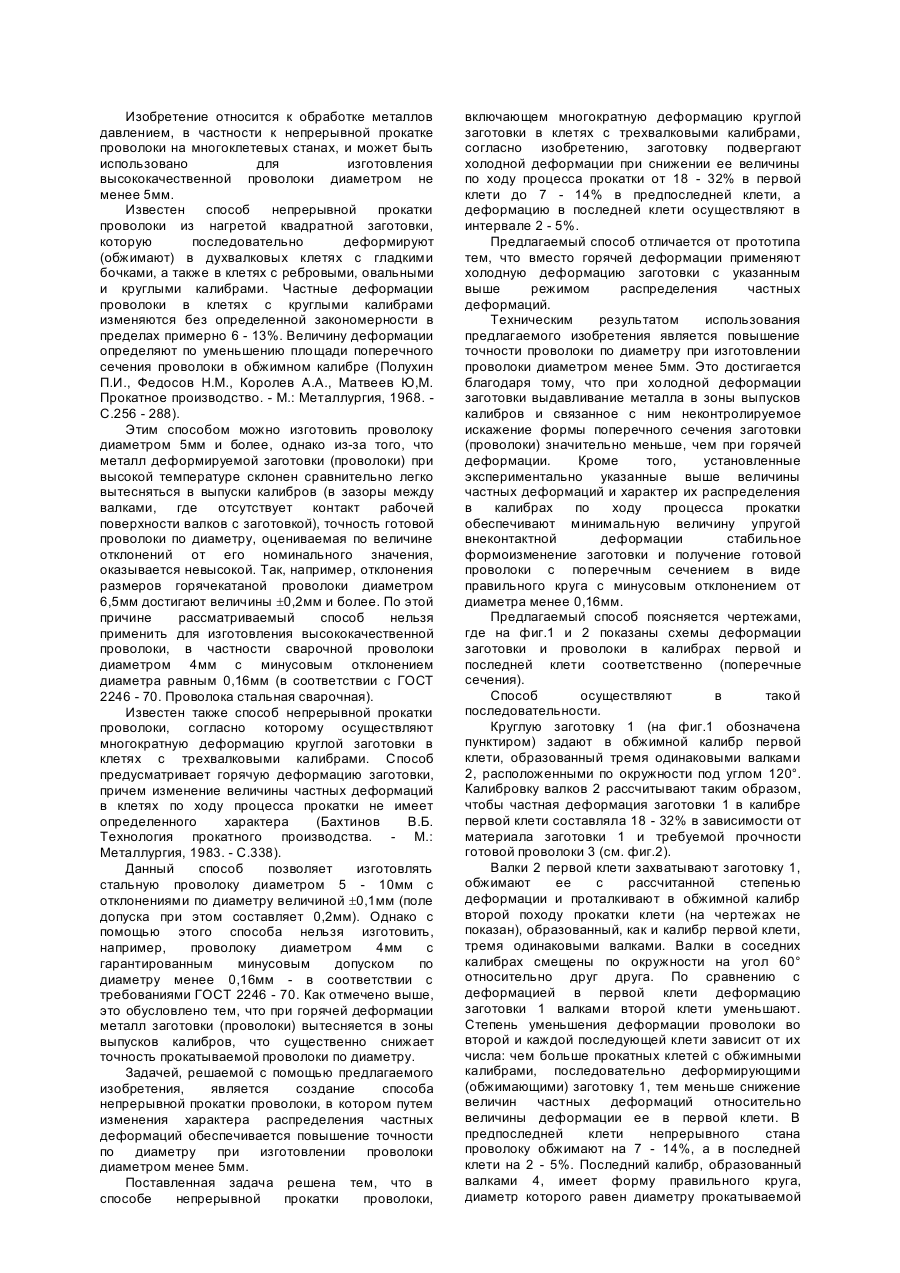
Способ непрерывной прокатки проволоки, включающий многократную деформацию круглой заготовки в клетях с трехвалковыми калибрами, отличающийся тем, что заготовку подвергают холодной деформации при снижении ее величины по ходу процесса прокатки от 18-32% в первой клети до 7-14% в предпоследней клети, а деформацию в последней клети осщуествляют в интервале 2-5%.
Безперервний стан прокатки дроту
Номер патенту: 17991
Опубліковано: 17.06.1997
Автори: Правдін Юрій Михайлович, Лобанов Олександр Іванович, Хаустов Георгій Йосипович, Крилов Михайло Юрійович, Морозов Рудольф Павлович, Сергєєв Віктор Володимирович
МПК: B21B 1/16
Мітки: дроту, прокатки, безперервний, стан
Формула / Реферат:
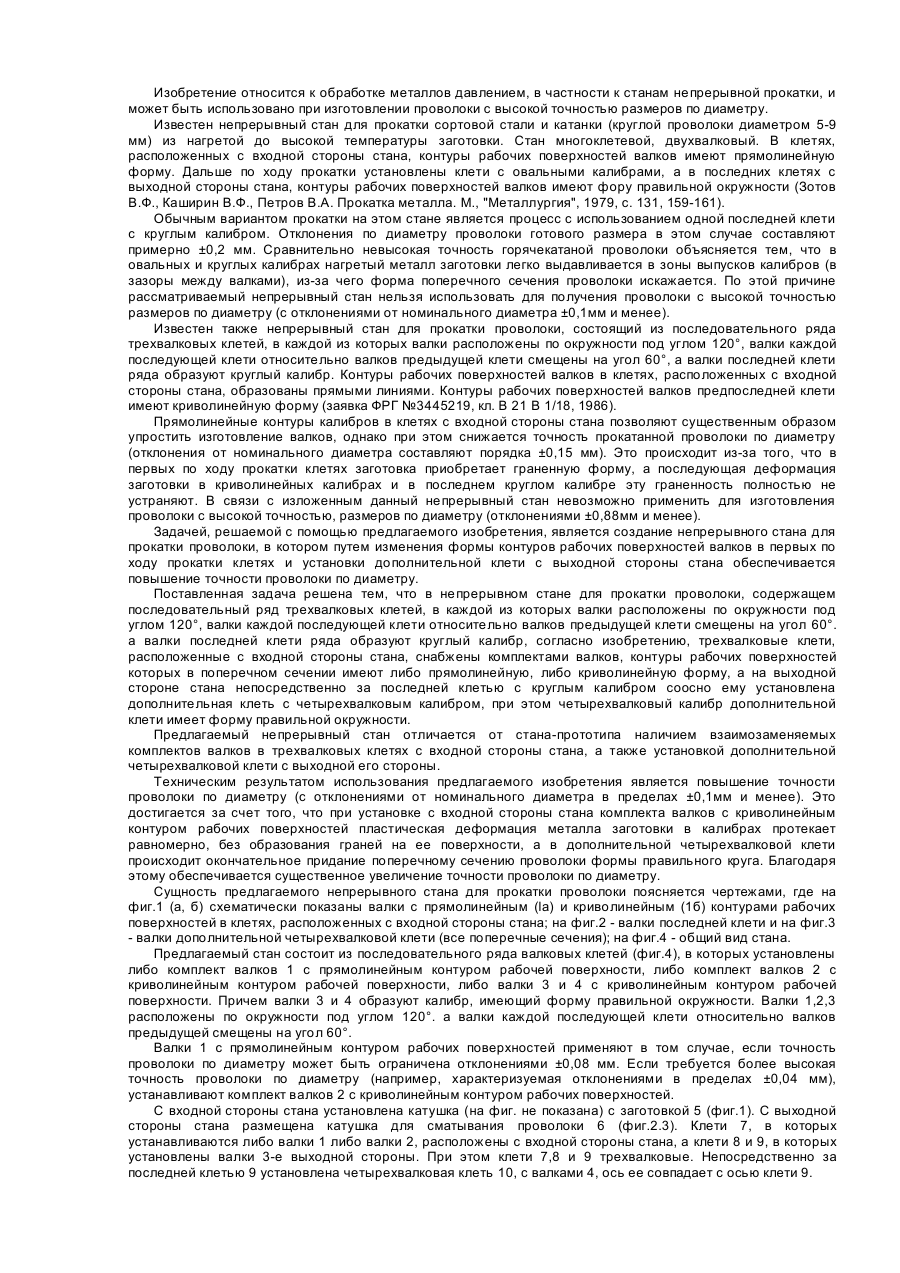
Непрерывный стан для прокатки проволоки, содержащий последовательный ряд трехвалковых клетей, в каждой из которых валки расположены по окружности под углом 120°, валки каждой последующей клети относительно валков предыдущей клети смещены на угол 60°, а валки последней клети ряда образуют круглый калибр, отличающийся тем, что трехвалковые клети, расположенные с входной стороны стана, снабжены комплектами валков, контуры рабочих поверхностей...