Спосіб термообробки рейкового стику і пристрій для його здійснення
Номер патенту: 27608
Опубліковано: 15.09.2000
Автори: Кустер Франк, д-р, Штейнхорст Міхаел, д-р, Скреба Герхард
Текст
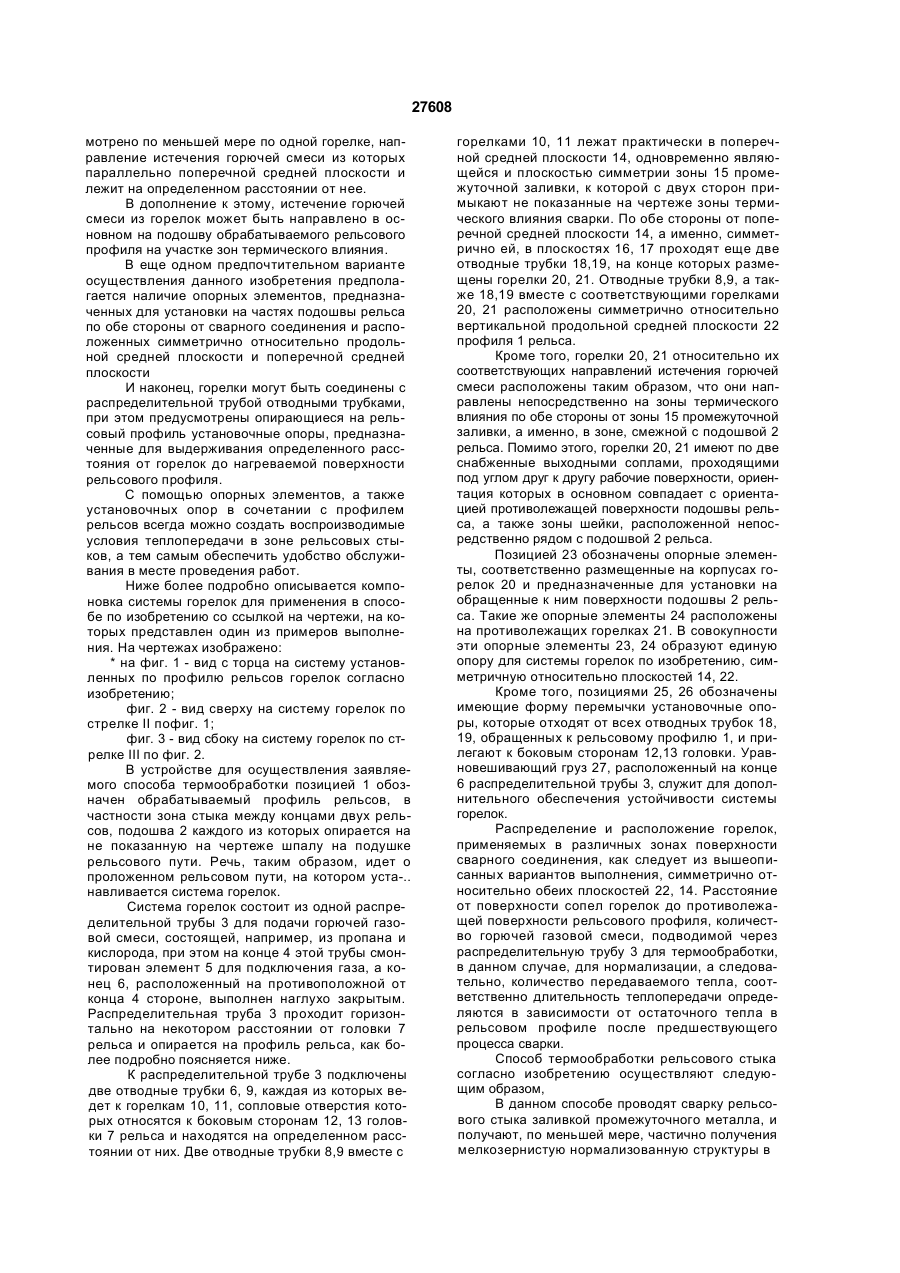
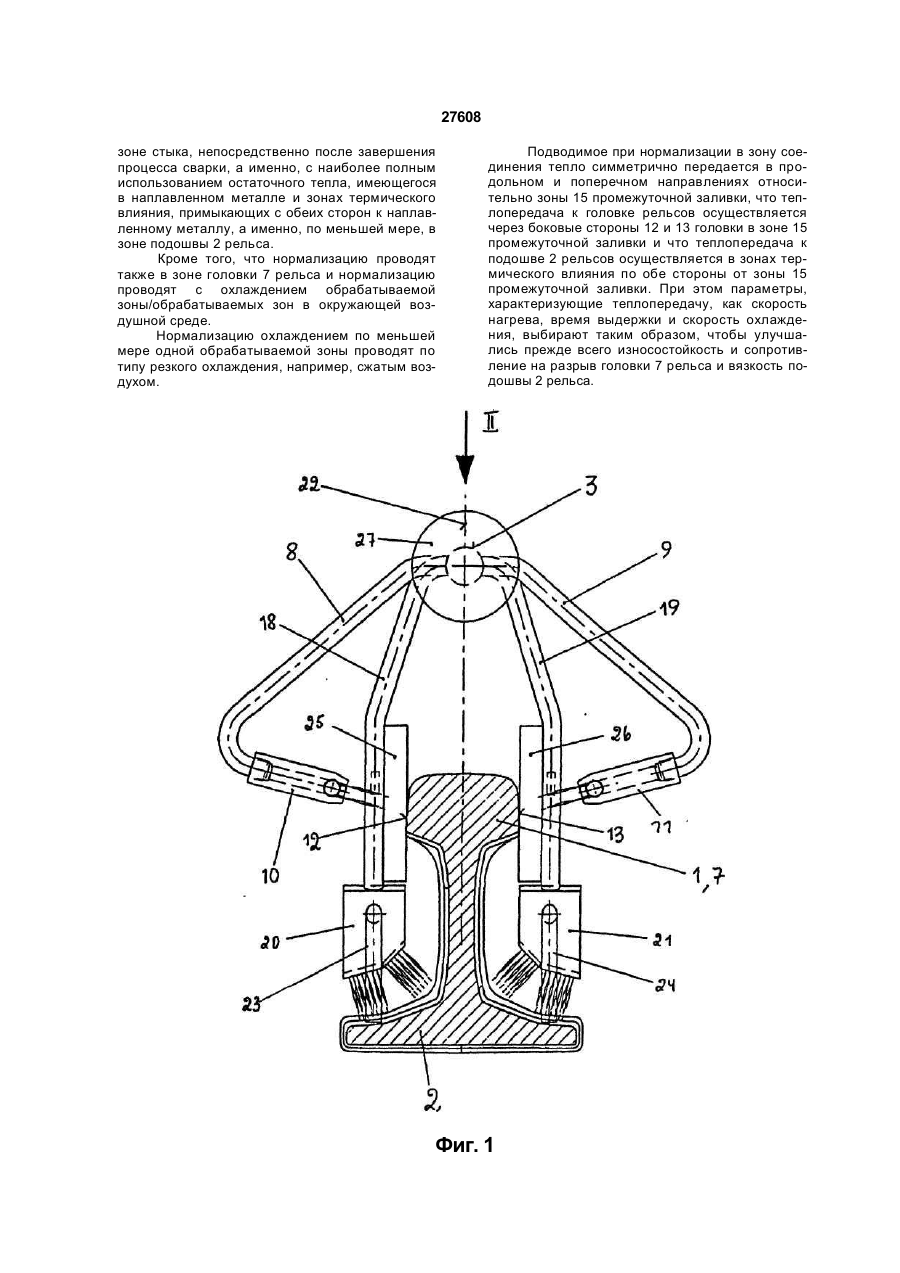
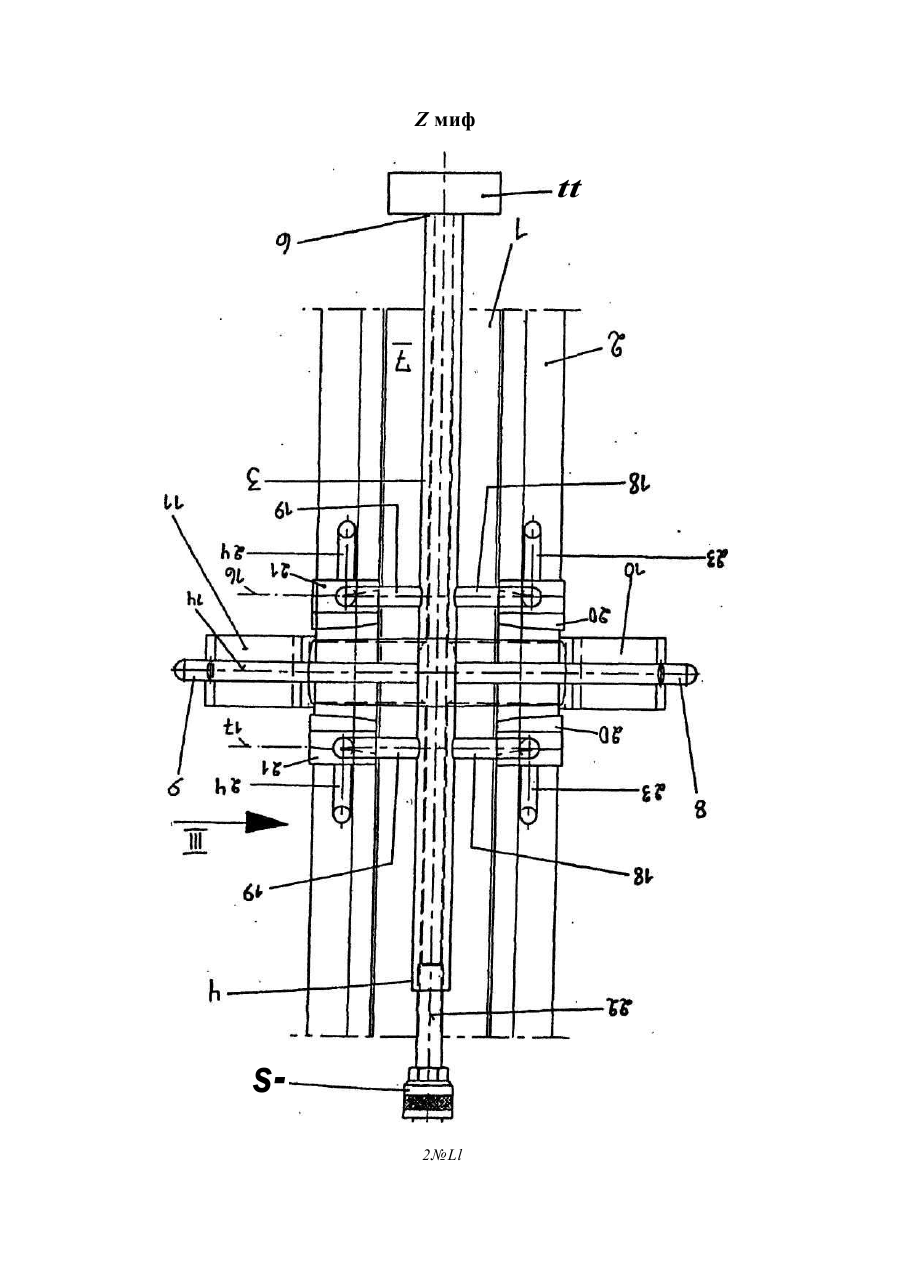
1. Способ термообработки рельсового стыка, в.ключающий сварку заливкой промежуточного металла и получение, по меньшей мере, частич но мелкозернистой нормализованной структуры в зоне стыка, отличающийся тем, что нормализа цию в зоне соединения концов рельсов проводят непосредственно после завершения процесса сварки, а именно, с наиболее полным использо ванием остаточного тепла, имеющегося в нап лавленном металле и зонах термического влия ния, примыкающих с обеих сторон к наплавлен ному металлу, а именно, по меньшей мере, в зо не подошвы рельса. 2. Способ по п. 1, отличающийся тем, что норма лизацию проводят также в зоне головки рельса. 3. Способ по п. 1 или 2, отличающийся тем, что нормализацию проводят с охлаждением обраба тываемой зоны или обрабатываемых зон в окру жающей воздушной среде. 4. Способ по п. 1 или 2, отличающийся тем, что нормализацию охлаждением, по- меньшей мере, одной обрабатываемой зоны проводят по типу резкого охлаждения, например, сжатым возду хом. 5. Способ по одному из предыдущих пп. 1-4, от личающийся тем, что подводимое при нормали зации в зону соединения тепло симметрично пе редается в продольном и поперечном направле ниях относительно зоны промежуточной заливки, что теплопередача к головке рельсов осуществ ляется через боковые стороны головки в зоне промежуточной заливки и что теплопередача к подошве рельсов осуществляется в зонах терми ческого влияния по обе стороны от зоны проме жуточной заливки. 6. Способ по п. 5, отличающийся тем, что пара метры, характеризующие теплопередачу, как ско рость нагрева, время выдержки и скорость охлаждения, выбирают таким образом, чтобы улучшались прежде всего износостойкость и сопротивление на разрыв головки рельса и вязкость подошвы рельса 7. Устройство для термообработки рельсового стыка, содержащее систему горелок, отличаю щееся тем, что горелки установлены симметрич но относительно вертикальной продольной сред ней плоскости и проходящей перпендикулярно ей поперечной средней плоскости, причем горелки непосредственно соединены с распределитель ной трубой, на конце которой предусмотрен эле мент для подключения газа, а само устройство выполнено таким образом, что его можно уста навливать на обрабатываемый рельсовый про филь или на смежные с ним участки грунта 8. Устройство по п. 7, отличающееся тем, что направление истечения горючей смеси, по мень шей мере, из одной горелки, расположенной соответственно по одну и по другую сторону от продольной средней плоскости, лежит в попереч ной средней плоскости 9 Устройство по п. 7 или 8, отличающееся тем, что истечение горючей смеси из горелок направлено на боковые стороны головки обрабатываемого рельсового профиля. 10. Устройство по одному из пп. 7-9, отличаю щееся тем, что по обе стороны от продольной средней плоскости и по обе стороны от попереч ной средней плоскости предусмотрено, по мень шей мере, по одной горелке, направление исте чения горючей смеси из которых параллельно поперечной средней плоскости и лежит на опре деленном расстоянии от нее. 11. Устройство по г. 10, отличающееся тем, что истечение горючей смеси из горелок направлено в основном на подошву обрабатываемого рель сового профиля на участке зон термического влияния. 12. Устройство по одному из предыдущих пп. 711, отличающееся наличием опорных элемен тов, предназначенных для установки на частях подошвы рельса по обе стороны от сварного сое динения и расположенных симметрично относи тельно продольной средней плоскости и попе речной средней плоскости, 13. Устройство по одному из предыдущих пп 712, отличающееся тем, что горелки соединены с см о 00 о см О) 27608 распределительной трубой отводными трубками и что предусмотрены опирающиеся на рельсовый профиль установочные опоры, предназна ченные для выдерживания определенного расстояния от горелок до нагреваемой поверхности рельсового профиля Настоящее изобретение относится к рельсовому транспорту, в частности, к способу термообработки рельсовых стыков, изготовленных с помощью сварки заливкой промежуточного металла, а также к устройству для его осуществлению в виде системы горелок. Применение алюмотермического способа сварки для изготовления сварного соединения между концами двух рельсов приводит, как известно, к получению в зоне соединения литой стальной структуры, состоящей из полученной при сгорании термитной смеси стали и растворенной в ней рельсовой стали, причем к этой структуре промежуточной заливки с двух сторон примыкают зоны термического влияния с характерным структурным образованием, которые всегда переходят в соответствующие зоны рельсов, не подвергшиеся воздействию сварки. Образование структуры происходит главным образом в зависимости от временного изменения температурного поля, возникающего в теле рельсов вследствие процесса сварки, в частности в зависимости от различных местных скоростей нагрева, температур и скоростей охлаждения Так, например, к расплавляемому вследствие процесса сварки участку зон термического влияния непосредственно примыкает крупнозернистая твердая перлитная структура, возникающая вследствие сильного перегрева, причем к этой зоне (если смотреть изнутри зоны термического влияния в направлении от сварного соединения) примыкают участки с пониженной твердостью, а именно, вплоть до таких участков, на которых превращение перлита приводит к минимальному повышению твердости, и при этом лишь к этим участкам, подвергшимся практически смягчающему отжигу, примыкают участки рельса, не подвергшиеся воздействию процесса сварки. Вследствие пониженной местной твердости, а тем самым и износостойкости рельсовых стыков в зависимости от разницы в твердости, соответственно от используемой рельсовой стали по завершении процесса сварки необходимо применять термообработку. В качестве рельсовой стали применяют, например, стали с твердостью в термически необработанном состоянии от 260 HV до 280 HV и минимальной прочностью 900 Н/мм2, основными легирующими компонентами которых являются преимущественно углерод и марганец. При добавке других легирующих компонентов, например, хрома и ванадия, эти стали с твердостью в термически необработанном состоянии применяют также для специальных изделий, а именно, с минимальной прочностью 1100 Н/мм2 и твердостью от 310 HV до 330 HV. Кроме того, применяют также такие стали с твердостью в термически необработанном состоянии, прочность и твердость которых могут быть повышены специаль ной термообработкой. При этом речь идет о мелкоперлитных сталях, твердость которых повышена либо в тех зонах головки рельса, которые при эксплуатации испытывают наибольшие нагрузки, либо целиком до значений от 350 HV до 400 HV. Вышеупомянутое изменение структуры, являющееся следствием процесса сварки, сказывается в этом случае по-разному, а именно, в зависимости от конкретно применяемой рельсовой стали. Известен способ сварки рельсов с закаленной головкой и изготовленных из стали мелкоперлитной структуры заливкой промежуточного металла ( см патент Германии DE 4319417C1), при котором после заливки полученной при сгорании термитной смеси стали в литейную форму, в которую заключены торцы соединяемых концов рельсов, а именно, после охлаждения наплавленного металла, поверхность катания в месте сварки и примыкающие зоны термического влияния нагревают сверху с помощью системы горелок в течение короткого промежутка времени, составляющем от 50 с до 150 с, при этом рабочую поверхность используемой системы горелок располагают на определенном расстоянии от поверхности катания в зоне сварки, зависящем от погонного веса рельса. Целью этого является получение мелкоперлитной структуры наплавленного металла и примыкающих зон термического влияния, а также выравнивание процесса закалки между наплавленным металлом и участками рельсов, не подвергшихся воздействию процесса сварки. За счет того, что тепло, необходимое для термообработки, очень быстро передается через обрабатываемые поверхности катания рельсов, в том числе и в течение заданного интервала времени, в вертикальном направлении создается такой определенный температурный градиент, что глубина проходящей от поверхности катания рельсов зоны аустенизации определяется параметрами, характеризующими теплопередачу. Охлаждение осуществляется непосредственно самими холодными зонами тела рельса, при этом не применяют внешний хладагент. На поверхности головки рельса, проходящей через сварной стык в продольном направлении рельсов, достигается образование мелкоперлитной структуры и прежде всего обеспечивается равномерность распределения твердости и тем самым повышается износостойкость. Известны также способ и устройство для термообработки описанных выше сварных стыков после сварки ( см. патент США № 5306361), включающий сварку заливкой промежуточного металла, по мены мой мере, частичного получения мелкозернистой нормализованной структуры в зоне стыка и принятый в качестве прототипа заявляемого способа, при котором форме, полностью охватывающей сварное соединение, при 27608 меняют термитный отжиг, а к рельсовому профилю подводится такое количество тепла, чтобы происходила аустенизация, причем в заключение осуществляют резкое охлаждение с помощью сжатого воздуха. Таким образом, в результате применения этого способа достигают полной нормализации профиля рельса по меньшей мере в зонах, примыкающих к поверхности. Известно также устройство для осуществления способа термообработки рельсового стыка ( см. патент США № 5377959), принятый в качестве прототипа устройства для осуществления заявляемого способа и содержащий систему горелок и форму полностью охватывающую сварное соединение. Целью вышеупомянутых способов и устройств для осуществления термообработки рельсовых стыков является выравнивание характеристик материала по всему сварному соединению, в частности придание материалу тех же свойств, которые характерны материалу рельсов вне сварного соединения. При этом в частности подразумеваются такие свойства, как прочность на растяжение и твердость. Одним из существенных признаков известных способов термообработки является то, что сварное соединение сначала охлаждают практически до температуры окружающей среды, а затем обрабатываемые структурные зоны нагревают и охлаждают с учетом зависимости изменения температуры от времени. Это означает, что тепло, все еще присутствующее в наплавленном металле и зонах термического влияния вследствие процесса сварки, практически не используется. Наряду с повышенными затратами времени, необходимыми на процесс охлаждения, такой режим работы сопряжен с повышенным расходом топлива, необходимого для повторного нагрева до температур, превышающих температуру аустенизации. Основной нагрузкой при эксплуатации, действующей на сварное соединение в зоне подошвы рельса, является нагрузка на усталостный изгиб с соответствующими переменными растягивающими напряжениями. В основу изобретения поставлена задача создать такие способ и устройство для термообработки рельсового стыка, в которых за счет использования остаточного тепла и оптимальной компоновки системы горелок удалось бы снизить затраты времени на такую обработку одновременно с экономией расхода топлива и, в конечном итоге, достичь более высокой теплотехнической эффективности процесса. Эта задача решается тем, что в способе термообработки рельсового стыка, включающем сварку заливкой промежуточного металла, и получение, по меньшей мере, частично мелкозернистой нормализованной структуры в зоне стыка, согласно изобретению, нормализацию в зоне соединения концов рельсов проводят непосредственно после завершения процесса сварки, а именно, с наиболее полным использованием остаточного тепла, имеющегося в наплавленном металле и зонах термического влияния, примыкающих с обеих сторон к наплавленному металлу, а именно, по меньшей мере в зоне подошвы рельса. Согласно одному из вариантов осуществления данного изобретения нормализацию проводят также в зоне головки рельса. При этом возможно такую нормализацию проводить с охлаждением обрабатываемой зоны/обрабатываемых зон в окружающей воздушной среде. Кроме того, нормализацию охлаждением по меньшей мере одной обрабатываемой зоны можно проводить по типу резкого охлаждения, например, сжатым воздухом. Целесообразно, чтобы отводимое при нормализации в зону соединения тепло симметрично передавать в продольном и поперечном направлениях относительно зоны промежуточной заливки, при этом теплопередачу к головке рельсов осуществлять через боковые стороны головки в зоне промежуточной заливки, а теплопередачу к подошве рельсов осуществлять в зонах термического влияния по обе стороны от зоны промежуточной заливки В еще одном варианте осуществления изобретения параметры, характеризующие теплопередачу, как скорость нагрева, время выдержки и скорость охлаждения, можно выбирать таким образом, чтобы улучшались прежде всего износостойкость и сопротивление на разрыв головки рельса и вязкость подошвы рельса Следовательно, основным отличием изобретения является то, что непосредственно после завершения алюмотермического процесса сварки, а именно, после удаления головки формы и срезания прибылей и при необходимости после завершения шлифовальных работ, термообработку используют в тот момент, когда в зоне сварного соединения еще имеется значительное количество остаточного тепла, однако температура в этой зоне ниже температуры аустенизации. Подвод тепла с целью повторной аустенизации, а именно, с целью получения мелкозернистой аустенитной структуры, может быть качественно ограничен, если использовать упомянутое остаточное тепло Пониженный расход топлива при такой термообработке и более экономичное использование тепла, подводимого в зону стыка для осуществления процесса сварки, приводят к значительно более высокой теплотехнической эффективности всего процесса сварки, снижению расхода -топлива и соответственно снижению затрат. Термообработка, а именно, нормализация, осуществляется по меньшей мере в зоне подошвы рельса, чтобы устранить имеющиеся на этом участке как в зоне структуры промежуточной заливки, так и в примыкающих по обе стороны зонах термического влияния крупнозернистые участки и заменить их на мелкозернистую, нормализованную структуру, которая благодаря своим свойствам вязкости более всего пригодна для восприятия нагрузок, возникающих во время эксплуатации. После этой стадии термообработки участка стыка следуют охлаждение до температуры окружающей среды, окончательное шлифование и удаление прибылей у подошвы и остатков формы. С помощью способа термообработки согласно изобретению можно, кроме того, по мень 27608 шей мере,частично устранить нежелательные остаточные напряжения, возникающие в результате процесса сварки. Согласно одному из вариантов осуществления данного изобретения нормализацию можно проводить также в зоне головки рельса. За счет этого возможно увеличить размеры нормализуемой зоны, в том числе на распространение этой зоны на подошву и головку рельса. Термообработка боковых сторон головки рельса приводит, однако, и к нормализации поверхности катания, что обусловлено практически моментальным распространением температурного поля. При этом желательно такую нормализацию проводить с охлаждением обрабатываемой зоны/обрабатываемых зон в окружающей воздушной среде. Кроме того,нормализацию охлаждением по меньшей мере одной обрабатываемой зоны можно проводить по типу резкого охлаждения, например, сжатым воздухом Предлагаемые варианты осуществления позволяют оптимизировать охлаждение нагретой аустенизированной зоны соединения. Целесообразно отводимое при нормализации в зону соединения тепло симметрично передавать в продольном и поперечном направлениях относительно зоны промежуточной заливки, при этом теплопередачу к головке рельсов осуществлять через боковые стороны головки в зоне промежуточной заливки, а теплопередачу к подошве рельсов осуществлять в зонах термического влияния по обе стороны от зоны промежуточной заливки. В еще одном варианте осуществления изобретения параметры, характеризующие теплопередачу, как скорость нагрева, время выдержки и скорость охлаждения, можно выбирать таким образом, чтобы улучшались прежде всего износостойкость и сопротивление на разрыв головки рельса и вязкость подошвы рельса. При этом становится возможным осуществлять местное регулирование временного протекания процесса подвода тепла в зону промежуточной заливки, включая примыкающие зоны термического влияния, в зависимости от геометрии профиля рельса, расположения зон термического влияния, включая зону промежуточной заливки, а также температурного поля, устанавливающегося вследствие соответствующих характеристик теплопроводности или распространения тепла в теле рельса, таким образом, чтобы получить такие структурные превращения, которые придают зоне рельсового стыка макроскопически требуемые свойства, заключающиеся прежде всего в достаточной вязкости, а также достаточной твердости и сопротивляемости распространению трещин в зоне головки рельса, в частности в зоне поверхности катания. Для регулирования температурного поля в качестве параметров можно использовать пространственное распределение подвода тепла в зоне стыка рельсов, количество местного теплоподвода, а также длительность теплоподвода, причем последнюю используют прежде всего для регулирования глубины, до которой должно происходить структур ное превращение. Охлаждение может осуществляться посредством остального "холодного" тела рельса, окружающим воздухом и при необходимости с помощью по меньшей мере локально действующего резкого охлаждения. В любом случае целью такой обработки является замена полученной в процессе сварки крупнозернистой структуры по меньшей мере на предусмотренных для этого участках на мелкозернистую нормализированную и, следовательно, имеющую улучшенные свойства по прочности и вязкости структурой. Основные стадии способа, взаимосвязанные с этой нормализацией, а именно, быстрый нагрев до температуры, немного превышающей температуру аустенизации, выдержка при этой температуре до образования мелкозернистой аустенитной структуры с последующим резким охлаждением, общеизвестны и поэтому не описаны более подробно. Кроме того, задача изобретения решается также и тем, что в устройстве для осуществления предлагаемого способа термообработки рельсового стыка, содержащем систему горелок, согласно изобретению, горелки установлены симметрично относительно вертикальной продольной средней плоскости и проходящей перпендикулярно ей поперечной средней плоскости, причем горелки непосредственно соединены с распределительной трубой, на конце которой предусмотрен элемент для подключения газа, а само устройство выполнено таким образом, что его можно устанавливать на обрабатываемый рельсовый профиль или на смежные с ним участки грунта. Согласно изобретению предлагается симметричное относительно двух взаимно перпендикулярных плоскостей распределение горелок, соединенных с распределительной трубой, которая предназначена для подачи горючей газовой смеси. При работе с этим устройством его устанавливают таким образом, чтобы поперечная средняя плоскость совпадала с соответствующей средней плоскостью зоны промежуточной заливки, благодаря чему вследствие соответствующего расположения горелок непосредственно обеспечивается необходимая симметрия подвода тепла в зону рельсового стыка. Устройство предназначено предпочтительно для установки на частях профиля рельса, так как таким образом обеспечивается воспроизводимое регулирование определенных расстояний между соплами горелок и нагреваемыми участками поверхности профиля рельса. в одном из предпочтительных примеров выполнения патентуемого устройства направление истечения горючей смеси по меньшей мере из одной горелки, расположенной соответственно по одну и по другую сторону от продольной средней плоскости, может лежать в поперечной средней плоскости. Кроме тогг\ истечение горючей смеси из горелок может быть направлено на боковые стороны головки обрабатываемого рельсового профиля. Возможно также, чтобы по обе стороны от продольной средней плоскости и по обе стороны от поперечной средней плоскости было предус 27608 мотрено по меньшей мере по одной горелке, направление истечения горючей смеси из которых параллельно поперечной средней плоскости и лежит на определенном расстоянии от нее. В дополнение к этому, истечение горючей смеси из горелок может быть направлено в основном на подошву обрабатываемого рельсового профиля на участке зон термического влияния. В еще одном предпочтительном варианте осуществления данного изобретения предполагается наличие опорных элементов, предназначенных для установки на частях подошвы рельса по обе стороны от сварного соединения и расположенных симметрично относительно продольной средней плоскости и поперечной средней плоскости И наконец, горелки могут быть соединены с распределительной трубой отводными трубками, при этом предусмотрены опирающиеся на рельсовый профиль установочные опоры, предназначенные для выдерживания определенного расстояния от горелок до нагреваемой поверхности рельсового профиля. С помощью опорных элементов, а также установочных опор в сочетании с профилем рельсов всегда можно создать воспроизводимые условия теплопередачи в зоне рельсовых стыков, а тем самым обеспечить удобство обслуживания в месте проведения работ. Ниже более подробно описывается компоновка системы горелок для применения в способе по изобретению со ссылкой на чертежи, на которых представлен один из примеров выполнения. На чертежах изображено: * на фиг. 1 - вид с торца на систему установленных по профилю рельсов горелок согласно изобретению; фиг. 2 - вид сверху на систему горелок по стрелке II пофиг. 1; фиг. 3 - вид сбоку на систему горелок по стрелке III по фиг. 2. В устройстве для осуществления заявляемого способа термообработки позицией 1 обозначен обрабатываемый профиль рельсов, в частности зона стыка между концами двух рельсов, подошва 2 каждого из которых опирается на не показанную на чертеже шпалу на подушке рельсового пути. Речь, таким образом, идет о проложенном рельсовом пути, на котором уста-.. навливается система горелок. Система горелок состоит из одной распределительной трубы 3 для подачи горючей газовой смеси, состоящей, например, из пропана и кислорода, при этом на конце 4 этой трубы смонтирован элемент 5 для подключения газа, а конец 6, расположенный на противоположной от конца 4стороне, выполнен наглухо закрытым. Распределительная труба 3 проходит горизонтально на некотором расстоянии от головки 7 рельса и опирается на профиль рельса, как более подробно поясняется ниже. К распределительной трубе 3 подключены две отводные трубки 6, 9, каждая из которых ведет к горелкам 10, 11, сопловые отверстия которых относятся к боковым сторонам 12, 13 головки 7 рельса и находятся на определенном расстоянии от них. Две отводные трубки 8,9 вместе с горелками 10, 11 лежат практически в поперечной средней плоскости 14, одновременно являющейся и плоскостью симметрии зоны 15 промежуточной заливки, к которой с двух сторон примыкают не показанные на чертеже зоны термического влияния сварки. По обе стороны от поперечной средней плоскости 14, а именно, симметрично ей, в плоскостях 16, 17 проходят еще две отводные трубки 18,19, на конце которых размещены горелки 20, 21. Отводные трубки 8,9, а также 18,19 вместе с соответствующими горелками 20, 21 расположены симметрично относительно вертикальной продольной средней плоскости 22 профиля 1 рельса. Кроме того, горелки 20, 21 относительно их соответствующих направлений истечения горючей смеси расположены таким образом, что они направлены непосредственно на зоны термического влияния по обе стороны от зоны 15 промежуточной заливки, а именно, в зоне, смежной с подошвой 2 рельса. Помимо этого, горелки 20, 21 имеют по две снабженные выходными соплами, проходящими под углом друг к другу рабочие поверхности, ориентация которых в основном совпадает с ориентацией противолежащей поверхности подошвы рельса, а также зоны шейки, расположенной непосредственно рядом с подошвой 2 рельса. Позицией 23 обозначены опорные элементы, соответственно размещенные на корпусах горелок 20 и предназначенные для установки на обращенные к ним поверхности подошвы 2 рельса. Такие же опорные элементы 24 расположены на противолежащих горелках 21. В совокупности эти опорные элементы 23, 24 образуют единую опору для системы горелок по изобретению, симметричную относительно плоскостей 14, 22. Кроме того, позициями 25, 26 обозначены имеющие форму перемычки установочные опоры, которые отходят от всех отводных трубок 18, 19, обращенных к рельсовому профилю 1, и прилегают к боковым сторонам 12,13 головки. Уравновешивающий груз 27, расположенный на конце 6 распределительной трубы 3, служит для дополнительного обеспечения устойчивости системы горелок. Распределение и расположение горелок, применяемых в различных зонах поверхности сварного соединения, как следует из вышеописанных вариантов выполнения, симметрично относительно обеих плоскостей 22, 14. Расстояние от поверхности сопел горелок до противолежащей поверхности рельсового профиля, количество горючей газовой смеси, подводимой через распределительную трубу 3 для термообработки, в данном случае, для нормализации, а следовательно, количество передаваемого тепла, соответственно длительность теплопередачи определяются в зависимости от остаточного тепла в рельсовом профиле после предшествующего процесса сварки. Способ термообработки рельсового стыка согласно изобретению осуществляют следующим образом, В данном способе проводят сварку рельсового стыка заливкой промежуточного металла, и получают, по меньшей мере, частично получения мелкозернистую нормализованную структуры в 27608 зоне стыка, непосредственно после завершения процесса сварки, а именно, с наиболее полным использованием остаточного тепла, имеющегося в наплавленном металле и зонах термического влияния, примыкающих с обеих сторон к наплавленному металлу, а именно, по меньшей мере, в зоне подошвы 2 рельса. Кроме того, что нормализацию проводят также в зоне головки 7 рельса и нормализацию проводят с охлаждением обрабатываемой зоны/обрабатываемых зон в окружающей воздушной среде. Нормализацию охлаждением по меньшей мере одной обрабатываемой зоны проводят по типу резкого охлаждения, например, сжатым воздухом. Подводимое при нормализации в зону соединения тепло симметрично передается в продольном и поперечном направлениях относительно зоны 15 промежуточной заливки, что теплопередача к головке рельсов осуществляется через боковые стороны 12 и 13 головки в зоне 15 промежуточной заливки и что теплопередача к подошве 2 рельсов осуществляется в зонах термического влияния по обе стороны от зоны 15 промежуточной заливки. При этом параметры, характеризующие теплопередачу, как скорость нагрева, время выдержки и скорость охлаждения, выбирают таким образом, чтобы улучшались прежде всего износостойкость и сопротивление на разрыв головки 7 рельса и вязкость подошвы 2 рельса. Фиг. 1 Z миф tt s2№Ll 27608 Фиг. 3 Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (03122)3-72-89 (03122)2-57-03
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for thermal treatment of rail joint and device for realization thereof
Автори англійськоюSkreba Herhard
Назва патенту російськоюСпособ термообработки рельсового стыка и устройство для его осуществления
Автори російськоюСкрэба Гэрхард
МПК / Мітки
Мітки: пристрій, термообробки, рейкового, здійснення, спосіб, стику
Код посилання
<a href="https://ua.patents.su/8-27608-sposib-termoobrobki-rejjkovogo-stiku-i-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб термообробки рейкового стику і пристрій для його здійснення</a>
Спосіб просочування і термообробки тканини та пристрій для його здійснення
Номер патенту: 23314
Опубліковано: 31.08.1998
Автор: Панченко Юрій Микитович
МПК: B29D 29/00
Мітки: термообробки, здійснення, спосіб, просочування, пристрій, тканини
Формула / Реферат:
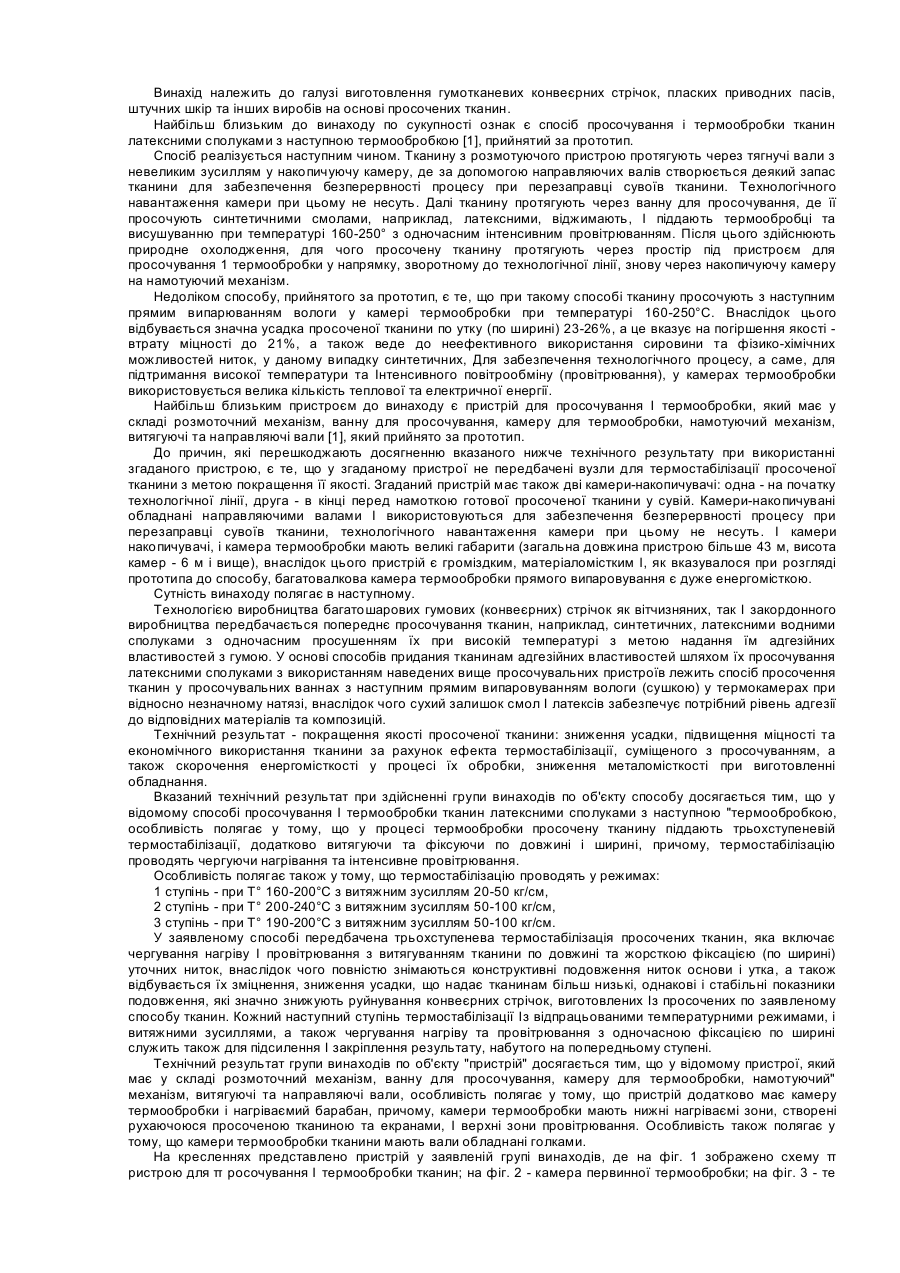
1. Спосіб просочування і термообробки тканин латексними сполуками з наступною термообробкою, який відрізняється тим, що в процесі термообробки просочену тканину піддають трьохступеневій термостабілізації, додатково витягуючи і фіксуючи по довжині та ширині, при цьому термостабілізацію проводять, чергуючи нагрівання та Інтенсивне провітрювання.2. Спосіб просочування і термообробки тканин за п. 1, який відрізняється тим, що 1 ступінь...
Клема рейкового скріплення
Номер патенту: 25330
Опубліковано: 30.10.1998
Автор: Жученко Олександр Миколайович
МПК: E01B 9/48
Мітки: клема, скріплення, рейкового
Формула / Реферат:
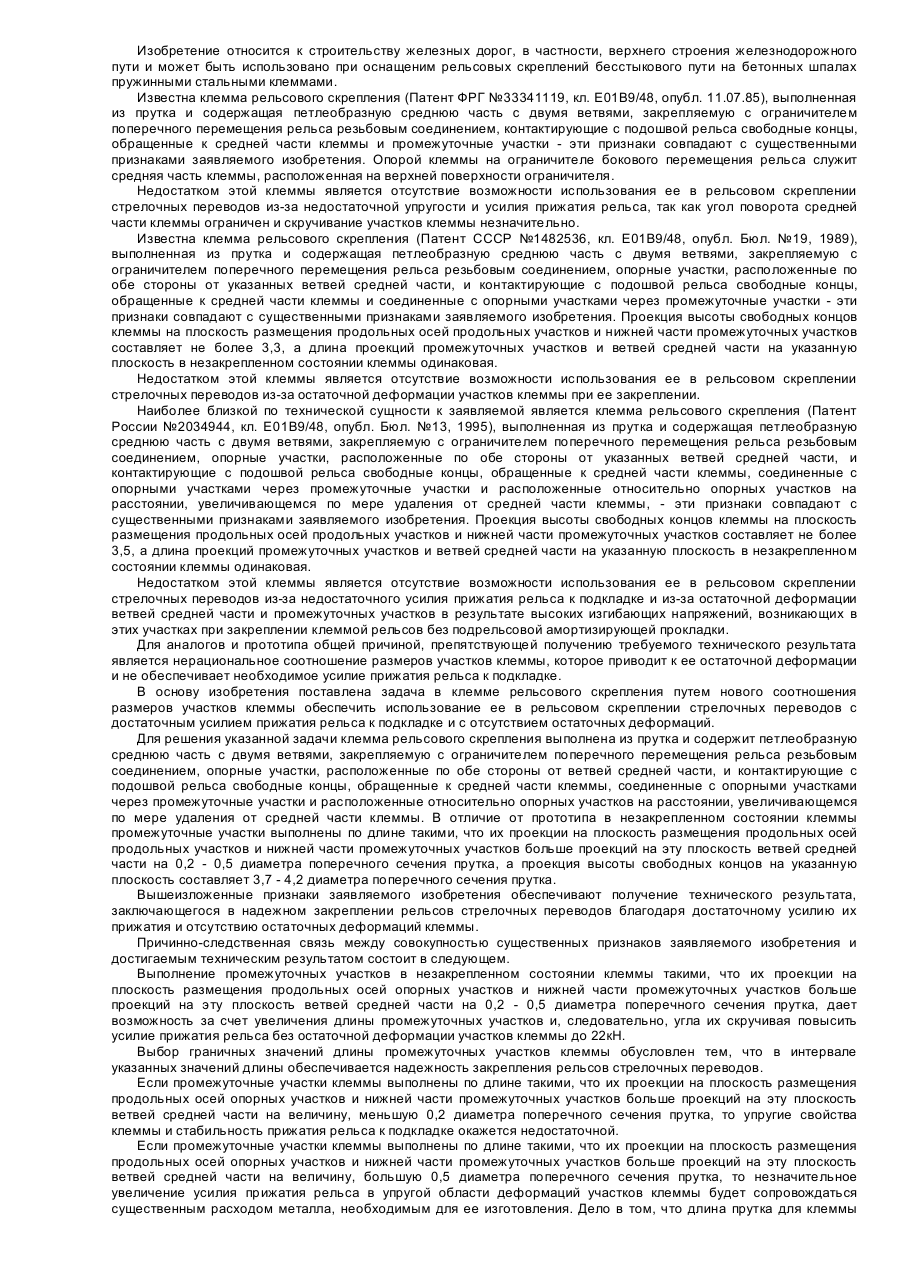
Клемма рельсового скрепления, выполненная из прутка и содержащая петлеобразную среднюю часть с двумя ветвями, закрепляемую с ограничителем поперечного перемещения рельса резьбовым соединением, опорные участки, расположенные по обе стороны от ветвей средней части, и контактирующие с подошвой рельса свободные концы, обращенные к средней части клеммы, соединенные с опорными участками через промежуточные участки и расположенные относительно...
Спосіб безперервного розливання тонких металевих виробів та пристрій для його здійснення
Номер патенту: 25963
Опубліковано: 26.02.1999
Автори: СОЗІН Лорен, БЛІН Філіп, ЛУАЗОН Домінік
МПК: B22D 11/06
Мітки: виробів, тонких, розливання, спосіб, здійснення, пристрій, безперервного, металевих
Формула / Реферат:
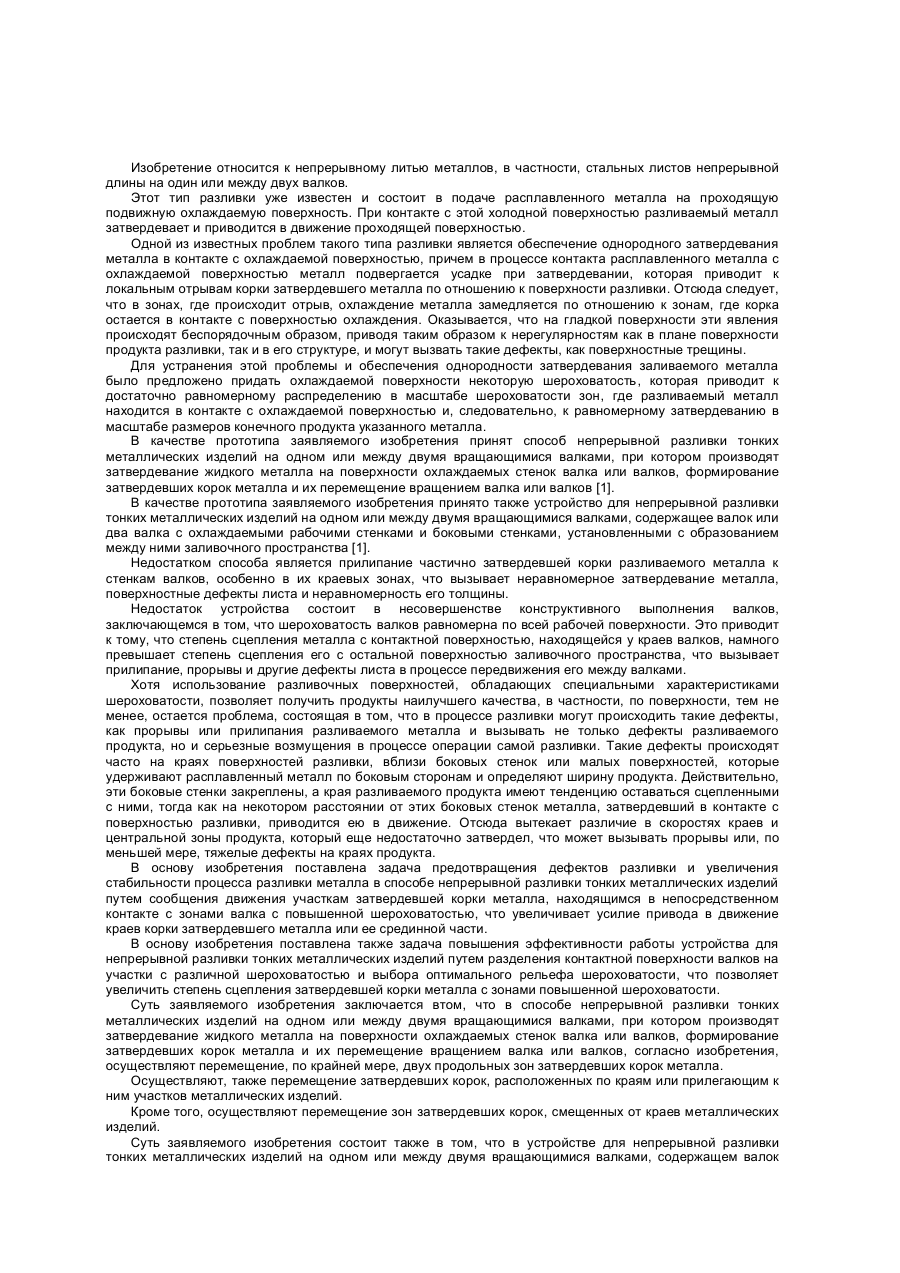
1. Способ непрерывной разливки тонких металлических изделий на одном или между двумя вращающимися валками, включающий затвердевание жидкого металла на поверхности охлаждаемых стенок валка или валков, формирование затвердевших корок металла и их перемещение вращением валка или валков, отличающейся тем, что осуществляют перемещение, по крайней мере, двух продольных зон затвердевших корок металла.2. Способ по п.1, отличающийся тем, что...
Спосіб одержання неорганічного волокна і пристрій для його здійснення
Номер патенту: 10738
Опубліковано: 26.02.1999
Автори: Кібол Роман Вікторович, Кібол Віктор Федорович
МПК: C03B 37/02, C03B 37/01
Мітки: спосіб, здійснення, пристрій, волокна, одержання, неорганічного
Формула / Реферат:
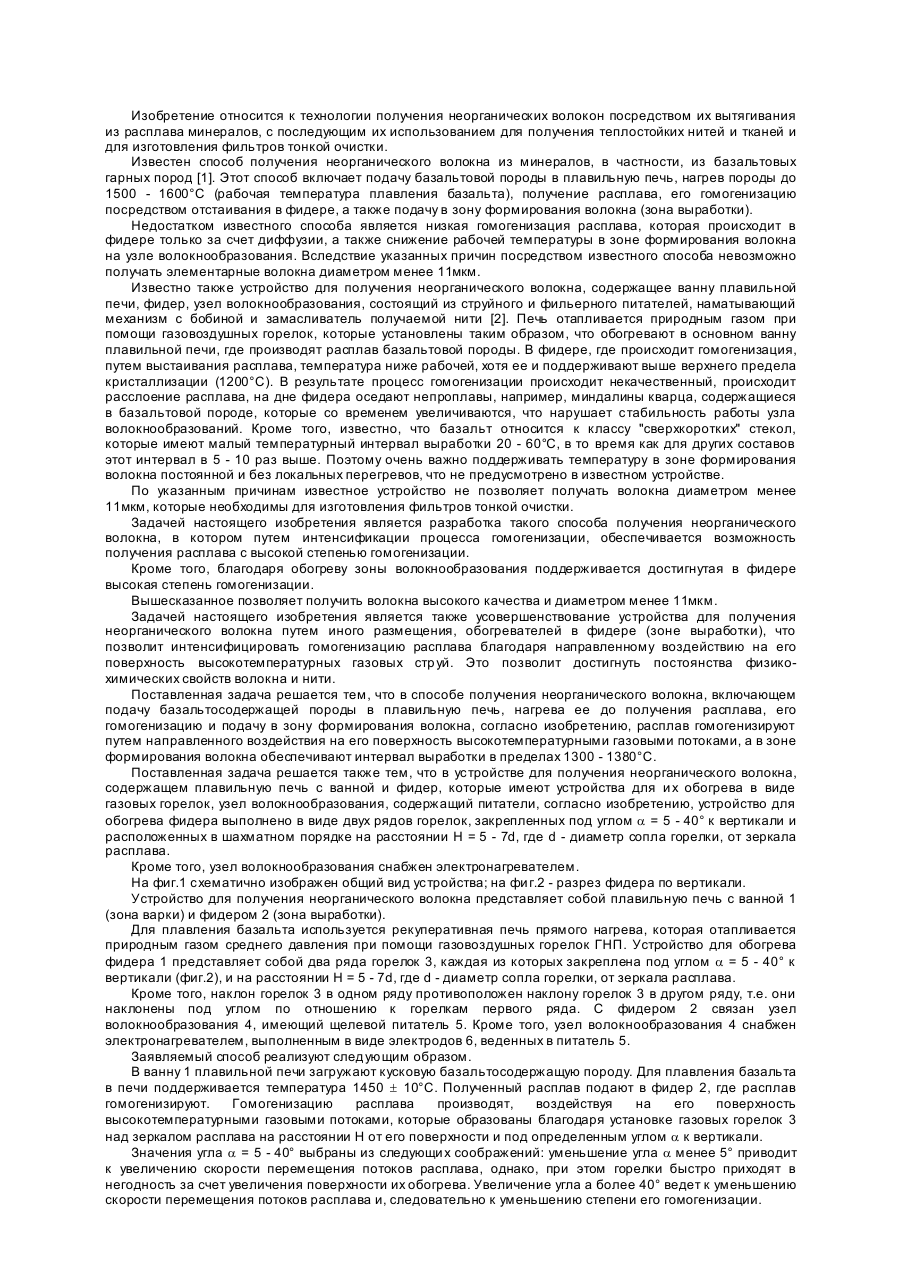
1. Способ получения неорганического волокна, включающий подачу базальтосодержащей породы в плавильную печь, нагрев ее до получения расплава, его гомогенизацию и подачу в зону формирования волокна, отличающийся тем, что расплав гомогенизируют путем направленного воздействия на его поверхность высокотемпературными газовыми потоками, а в зоне формирования волокна обеспечивают интервал температуры выработки в пределах 1300 - 1380°C.2....
Спосіб електромагнітної сепарації сипких сумішей та пристрій для його здійснення
Номер патенту: 13927
Опубліковано: 29.12.1999
Автори: Шаповалов Михайло Якович, Мостика Юрій Сергійович
МПК: B03C 1/06
Мітки: електромагнітної, пристрій, спосіб, сепарації, здійснення, сумішей, сипких
Формула / Реферат:
1. Способ электромагнитной сепарации сыпучих смесей, включающий воздействие на транспортируемую смесь вибрациями, магнитным полем, снятие магнитного поля, отличающийся тем, что на смесь воздействуют магнитным полем с градиентом напряженности, перпендикулярным направлению и плоскости перемещения смеси, в зоне сепарации осуществляют непрерывно транспортировку магнитной фракции магнитным полем над вибротранспортируемой немагнитной...
Наступний патент: Автоматичне управління для енергетичної установки
Випадковий патент: Спосіб підвищення продуктивності молодняку свиней на відгодівлі