C21D 9/50 — для зварних швів
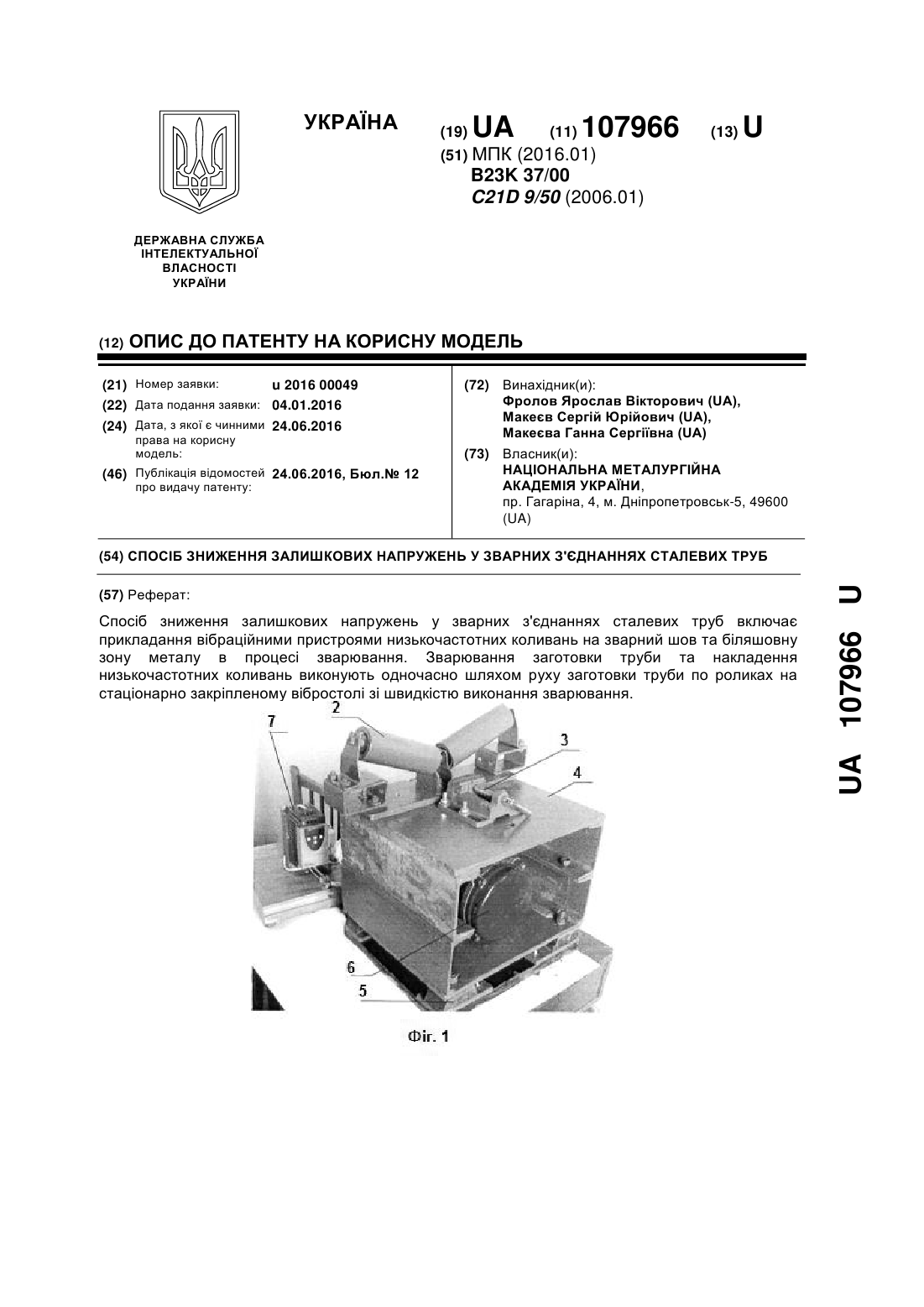
Спосіб зниження залишкових напружень у зварних з’єднаннях сталевих труб
Номер патенту: 107966
Опубліковано: 24.06.2016
Автори: Макеєва Ганна Сергіївна, Фролов Ярослав Вікторович, Макеєв Сергій Юрійович
МПК: C21D 9/50, B23K 37/00
Мітки: напружень, сталевих, з'єднаннях, зварних, залишкових, спосіб, зниження, труб
Формула / Реферат:
Спосіб зниження залишкових напружень у зварних з'єднаннях сталевих труб, що включає прикладання вібраційними пристроями низькочастотних коливань на зварний шов та біляшовну зону металу в процесі зварювання, який відрізняється тим, що зварювання заготовки труби танакладення низькочастотних коливань виконують одночасно шляхом руху заготовки труби по роликах на стаціонарно закріпленому вібростолі зі швидкістю виконання зварювання.
Спосіб виготовлення композитної посудини
Номер патенту: 110539
Опубліковано: 12.01.2016
Автори: Мельничук Георгій Михайлович, Савицький Михайло Михайлович, Кулик Віктор Михайлович, Черторильський Леонід Олексійович, Супруненко Володимир Олександрович
МПК: F16J 12/00, B21D 51/24, C21D 9/50, C21D 1/78 ...
Мітки: спосіб, посудини, композитної, виготовлення
Формула / Реферат:
1. Спосіб виготовлення композитної посудини, що включає формування і зварювання у стик сталевих опуклих днищ і циліндричної обичайки, у тому числі із труби, зокрема зварної, термічне оброблення звареного корпуса та намотування на його циліндричну частину високоміцних волокон, просочених смолою з наступним її полімеризуванням, який відрізняється тим, що термічне оброблення звареного корпуса здійснюють аустенітизувальним нагріванням не вище...
Гарячеформована, попередньо зварна, деталь з високими властивостями механічного опору та спосіб її виготовлення
Номер патенту: 108704
Опубліковано: 25.05.2015
Автори: Інь Ціндон, Кретьор Лоран, Шміт Франсіс, Елінґ Вольфрам
МПК: B23K 35/30, B23K 35/02, B23K 26/32 ...
Мітки: спосіб, механічного, зварна, опору, високими, гарячеформована, деталь, властивостями, попередньо, виготовлення
Формула / Реферат:
1. Зварна сталева деталь з високими характеристиками механічної міцності, одержана шляхом нагрівання в аустенітному діапазоні з подальшим гарячим формуванням, а потім охолоджуванням щонайменше однієї зварної заготовки, одержаної зварюванням в стик, щонайменше першого і другого листа, який складається щонайменше частково зі сталевої підкладки і попереднього покриття, до складу якого входить шар інтерметалічного сплаву у контакті зі сталевою...
Спосіб зварювання легованих сталей плавким електродним матеріалом
Номер патенту: 102452
Опубліковано: 10.07.2013
Автори: Кулик Віктор Михайлович, Демченко Едуард Леонідович
МПК: B23K 9/16, C21D 9/50
Мітки: електродним, сталей, зварювання, матеріалом, плавким, спосіб, легованих
Формула / Реферат:
1. Спосіб зварювання легованих сталей плавким електродним матеріалом з отриманням високолегованого металу шва аустенітного класу, який відрізняється тим, що високолегований аустенітний шов формують електродним матеріалом на основі прутка або порожнистого дроту із нелегованої сталі з порошками металічних марганцю і хрому, феротитану і ферованадію та неметалевих мінералів з отриманням металу, що містить в % 12,0-30,0 Μn; 4,0-15,0 Сr і до...
Посудина високого тиску

Номер патенту: 102348
Опубліковано: 25.06.2013
Автори: Єсін Ігорь Вєніаміновіч, Кузнєцов Ніколай Міхайловіч, Чірков Алєксандр Васильєвіч
МПК: C21D 9/50, F16J 12/00, B01J 3/04, B23K 9/02 ...
Мітки: тиску, високого, посудина
Формула / Реферат:
1. Посудина високого тиску, яка має несучий корпус з наскрізними контрольними отворами і внутрішню футерівку, яка виконана із листів корозійностійкого матеріалу, з'єднаних зварювальними швами, під якими розміщені підкладні пластини, які розташовані в пазах з зазорами між обрізами пластини і стінками паза, яка відрізняється тим, що пази розташовані в листах футерівки, які з'єднаються між собою, зі сторони, яка повернута до корпуса...
Проміжна деталь для з’єднання литих виробів з марганцевої сталі з виробами з вуглецевої сталі та спосіб з’єднання литих деталей з аустенітної марганцевої сталі із стандартними рейками з вуглецевої сталі
Номер патенту: 101631
Опубліковано: 25.04.2013
Автор: Блумауер Йоганнес
МПК: C22C 38/44, C21D 9/04, C21D 9/50 ...
Мітки: рейками, з'єднання, аустенітної, вуглецевої, деталь, сталі, спосіб, литих, проміжна, деталей, виробами, виробів, стандартними, марганцевої
Формула / Реферат:
1. Проміжна деталь для з'єднання литих виробів з марганцевої сталі, зокрема литих хрестовин з аустенітної марганцевої сталі, із стандартними рейками з вуглецевої сталі, яка відрізняється тим, що вона виконана зі сталі, яка належить до групи аустенітно-феритових дуплексних сталей з частиною фериту менше 60 мас. %, причому проміжна деталь відпалена на твердий розчин при температурі від 900 °С до 1100 °С та загартована водою, а потім...
Спосіб зварювання високоміцних сталей аустенітним електродом
Номер патенту: 97711
Опубліковано: 12.03.2012
Автори: Єлагін Валерій Павлович, Кулик Віктор Михайлович, Демченко Едуард Леонідович, Савицький Михайло Михайлович
МПК: C21D 9/50, C21D 8/10, B23K 9/16 ...
Мітки: електродом, високоміцних, зварювання, сталей, спосіб, аустенітним
Формула / Реферат:
Спосіб зварювання високоміцних сталей аустенітним електродом у середовищі захисних газів, згідно з яким зварне з'єднання піддають старінню, який відрізняється тим, що старіння здійснюють при температурі, що не досягає температури відпуску при термообробці зварюваних сталей, і зварний шов піддають пластичному деформуванню після або перед старінням.
Спосіб обробки зварних виробів
Номер патенту: 97097
Опубліковано: 10.01.2012
Автори: Книш Віталій Васильович, Кузьменко Олександр Захарович, Кир'ян Валерій Іванович, Кулик Віктор Михайлович, Савицький Михайло Михайлович
МПК: C21D 1/78, C21D 9/50
Мітки: обробки, спосіб, зварних, виробів
Формула / Реферат:
Спосіб обробки зварних виробів з конструкційних сталей, що включає аустенітизацію, загартування і відпуск, який відрізняється тим, що після відпуску виконують абразивне видалення підсилення швів і поверхневих дефектів стикових з'єднань та наступні короткочасні нагрівання останніх не вище температури відпуску зварних виробів.
Спосіб та пристрій для термообробки зварних швів
Номер патенту: 94976
Опубліковано: 25.06.2011
Автори: Юргенс Роберт, Ленгсдорф Крістіан, Кюммель Лутц, Беренс Хольгер
МПК: H05B 6/02, C21D 9/50, B23K 26/00, C21D 1/42 ...
Мітки: зварних, спосіб, пристрій, термообробки, швів
Формула / Реферат:
1. Спосіб індукційної термічної обробки зварних швів у зварювальній машині з лазерною зварювальною головкою (3) для з'єднання сталевих штаб (2), причому процес нагрівання зварного шва (1) і ділянок (6,7), що примикають до зварного шва, перед і позаду нього здійснюють за допомогою лінійних індукторів (4,5), при цьому нагрівання ділянки (6,7) зварного шва здійснюють за допомогою певним чином настроюваного багатоступеневого лінійного індуктора...
Спосіб і пристрій для одержання гарячекатаної багатофазної сталі зі створенням бажаної комбінації її властивостей
Номер патенту: 90348
Опубліковано: 26.04.2010
Автори: Хеннінг Вольфганг, Шустер Інго, Більген Крістіан
МПК: C21D 1/26, C21D 1/00, C21D 6/00 ...
Мітки: гарячекатаної, створенням, комбінації, сталі, одержання, бажаної, властивостей, пристрій, багатофазної, спосіб
Формула / Реферат:
1. Спосіб одержання гарячекатаної багатофазної сталі з створенням бажаної комбінації її властивостей, багатофазна структура якої містить мінімум 30 % фериту і максимум 50 % мартенситу або бейніту, що одержують в звичайній лінії гарячої прокатки, лиття і прокатки тонких слябів, вузько- і середньоштабових станів або в лінії дротового стана зі стандартним складом і умовами проведення процесу гарячої прокатки і охолоджування, який відрізняється...
Спосіб обробки зварних виробів із конструкційних сталей
Номер патенту: 89432
Опубліковано: 25.01.2010
Автори: Кулик Віктор Михайлович, Савицький Михайло Михайлович
МПК: C21D 1/78, B23K 7/00, B21C 37/08 ...
Мітки: зварних, конструкційних, обробки, виробів, спосіб, сталей
Формула / Реферат:
1. Спосіб обробки зварних виробів із конструкційних сталей, що включає аустенітизацію при нагріванні вище Ас3 і загартування при охолодженні зі швидкістю вище критичної та відпуск при нагріванні нижче Ас1, який відрізняється тим, що перед відпуском, зокрема перед аустенітизацією і загартуванням, виконують абразивне видалення підсилення швів та поверхневих дефектів з однієї або двох сторін стикових з'єднань.2. Спосіб за п. 1, який...
Спосіб обробки зварного виробу із гартівної сталі
Номер патенту: 87565
Опубліковано: 27.07.2009
Автори: Книш Віталій Васильович, Савицький Михайло Михайлович, Кузьменко Олександр Захарович, Кулик Віктор Михайлович
МПК: C21D 1/78, C21D 1/04, C21D 9/50 ...
Мітки: сталі, обробки, виробу, гартівної, зварного, спосіб
Формула / Реферат:
1. Спосіб обробки зварного виробу із гартівної сталі, що включає загартування та відпускання виробу, який відрізняється тим, що після відпускання стикові з'єднання зварного виробу піддають високочастотному проковуванню ультразвуковим ударним інструментом по зонах переходу від шва до основного матеріалу – сталі і ділянках перегріву останнього при зварюванні.2. Спосіб за п. 1, який відрізняється тим, що стикові з'єднання зварного виробу...
Спосіб виробництва електрозварних профільних труб
Номер патенту: 38405
Опубліковано: 12.01.2009
Автори: Тимошенко Володимир Михайлович, Лариков Володимир Васильович, Фурманов Валерій Борисович, Шапіро Ілля Аронович
МПК: B21C 37/08, C21D 9/08, B21C 37/15 ...
Мітки: виробництва, електрозварних, труб, профільних, спосіб
Формула / Реферат:
1. Спосіб виробництва електрозварних профільних труб, що включає безперервне профілювання у клітях профільного стана круглої труби безпосередньо за зварним калібром у чотиривалкових приводних профілюючих калібрах профільного стана, який відрізняється тим, що перед профілюванням здійснюють зменшення діаметра круглої труби за рахунок її калібрування в приводних калібрах калібрувального стана, встановленого за зварним калібром перед профільним...
Спосіб регламентованої локальної термомеханічної обробки зварних з’єднань смуг
Номер патенту: 36781
Опубліковано: 10.11.2008
Автори: Алімов Валерій Іванович, Афанасьєва Марія Вікторівна, Величко Олена Валеріївна
МПК: C21D 9/50, B21C 37/08
Мітки: регламентованої, термомеханічної, локальної, смуг, обробки, з'єднань, спосіб, зварних
Формула / Реферат:
Спосіб регламентованої локальної термомеханічної обробки зварних з'єднань смуг, що включає аустенітизацію, деформацію осадкою металу шва до товщини зварюваних смуг, підстуджування до температури нижче за т. Аr1 з ізотермічною витримкою і подальшим охолоджуванням на повітрі, який відрізняється тим, що деформацію проводять дробово з разовою осадкою 20-50 % і паузами між разовими осадками 0,5-2 с.
Зварювальний агрегат для зварювання двох рейок колії і спосіб зварювання
Номер патенту: 84058
Опубліковано: 10.09.2008
Автор: Мюлляйтнер Хайнц
МПК: C21D 9/50, E01B 11/00
Мітки: колії, агрегат, зварювальний, спосіб, зварювання, рейок, двох
Формула / Реферат:
1. Зварювальний агрегат (1) для зварювання двох рейок (2) колії (3), що складається з пристрою (5) керування, двох половин (4), що встановлені з можливістю переміщення за допомогою обтискних циліндрів (7) в повздовжньому напрямку (6) рейок і містять передбачені для притиснення до рейок (2) затискні колодки (8), і зрізуючого ножа (9) для зрізування зварювального грату (11) із зварного стику (12), який відрізняється тим, що на одній половині...
Спосіб локальної термомеханічної обробки зварних з`єднань труб
Номер патенту: 31010
Опубліковано: 25.03.2008
Автори: Абрамова Олена Анатоліївна, Афанасьєва Марія Вікторівна, Штихно Алла Петрівна, Алімов Валерій Іванович
МПК: C21D 9/50, B21C 37/08
Мітки: локальної, спосіб, обробки, з'єднань, зварних, труб, термомеханічної
Формула / Реферат:
Спосіб локальної термомеханічної обробки зварних з'єднань труб, що включає нагрівання зварного з'єднання, деформування шва до товщини основного металу труби з наступним його термічним зміцненням, який відрізняється тим, що нагрівання зварного з'єднання здійснюють теплом зварювання, а наступне його термічне зміцнення проводять після підстужування деформованого шва й ізотермічної витримки в інтервалі температур Аr1-(30÷100°С) протягом...
Спосіб безперервного виробництва електрозварних круглих та профільних труб
Номер патенту: 24295
Опубліковано: 25.06.2007
Автори: Ладиженський Петро Дмитрович, Лариков Володимир Васильович, Фурманов Валерій Борисович, Шапіро Ілля Аронович, Хавкін Геннадій Оскарович, Білий Олександр Андрійович
МПК: B21C 37/15, B21C 37/08, C21D 9/08 ...
Мітки: електрозварних, безперервного, труб, спосіб, круглих, профільних, виробництва
Формула / Реферат:
1. Спосіб безперервного виробництва електрозварних круглих та профільних труб, що включає валкове формування заготовки в круглий незамкнений профіль, нагрівання її кромок струмом високої частоти із застосуванням всередині труби феритів, встановлених у феритотримачі, що мають внутрішню порожнину, зварювання нагрітих кромок у зварному калібрі, видалення зовнішньої гарячої зварної задирки, охолодження водою гарячого зварного шва на зовнішній...
Процес термообробки зварних з’єднань

Номер патенту: 77094
Опубліковано: 16.10.2006
Автори: Погрібний Микола Андрійович, Пастухов Михайло Віталійович, Чижиков Микола Васильович, Івашов Микола Іванович
МПК: C21D 9/50
Мітки: зварних, процес, термообробки, з'єднань
Формула / Реферат:
Процес термообробки зварних з'єднань, що включає циклічні повторення нагрівання струмами високої частоти та охолодження зварного шва і зони термічного впливу, який відрізняється тим, що зварний шов і зону термічного впливу одночасно піддають термообробці, здійснюючи в кожному циклі нагрівання зі швидкістю 3-11°С/с до температур Ас3+(85-135)°С і природне охолодження до температур Ас3+(15-85)°С, при цьому в кожному наступному циклі по...
Спосіб обробки зварного з’єднання сталей
Номер патенту: 72635
Опубліковано: 15.03.2005
Автори: Кулик Віктор Михайлович, Бурський Георгій Вікторович, Савицький Михайло Михайлович, ЛУПАН Аркадій Пилипович
МПК: C21D 1/34, C21D 9/50
Мітки: обробки, спосіб, з'єднання, сталей, зварного
Формула / Реферат:
Спосіб обробки зварного з'єднання сталей, переважно гартівних, що включає його дугове нагрівання електродом, який відрізняється тим, що дугове нагрівання зварного з'єднання здійснюють опосередковано, піддаючи прямій дії дуги прилеглі до нього ділянки металу при зміщенні електрода від осі зварного з'єднання на відстань, не меншу за 0,5 ширини останнього.
Спосіб термічної обробки зварного виробу із сталей
Номер патенту: 48285
Опубліковано: 15.08.2002
Автори: Савицький Михайло Михайлович, Кулик Віктор Михайлович, ЛУПАН Аркадій Пилипович
МПК: C21D 9/50, C21D 1/78
Мітки: сталей, зварного, обробки, термічної, виробу, спосіб
Формула / Реферат:
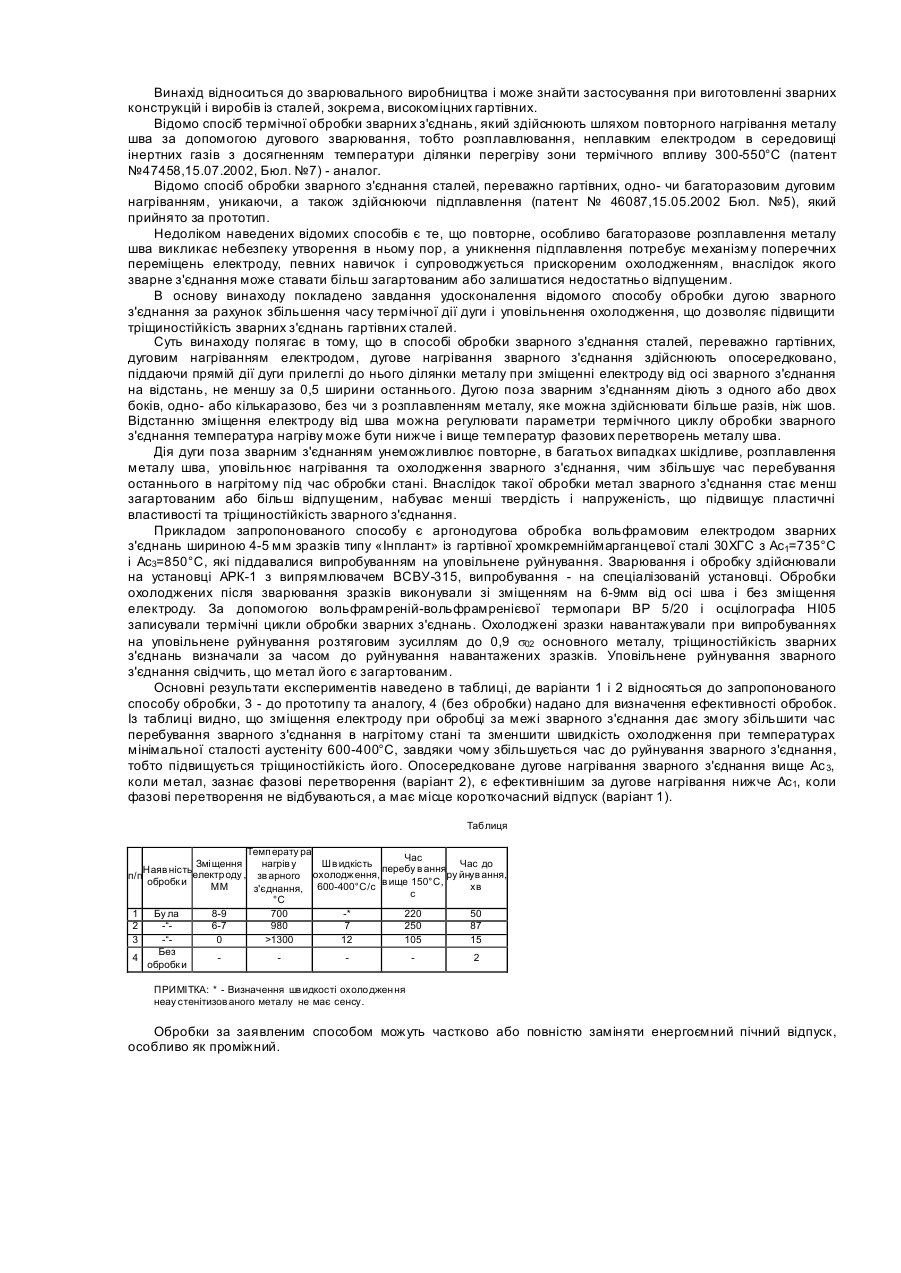
1. Спосіб термічної обробки зварного виробу із сталей, переважно високоміцних, що включає загартування та відпуск, який відрізняється тим, що після відпуску зварний шов та/або зону оплавлення, ЗТВ і прилеглі ділянки виробу шириною до 2 ширин шва нагрівають одно- чи багаторазово дугою.2. Спосіб за п. 1, який відрізняється тим, що нагрівання здійснюють з оплавленням поверхні.3. Спосіб за п.1, який відрізняється тим, що нагрівання...
Спосіб термічної обробки зварних з’єднань
Номер патенту: 47458
Опубліковано: 15.07.2002
Автори: Стеренбоген Юрій Олександрович, Васильєв Дмитро Вікторович, Савицький Михайло Михайлович
МПК: C21D 9/50
Мітки: з'єднань, зварних, обробки, спосіб, термічної
Формула / Реферат:
1. Спосіб термічної обробки зварних з'єднань для підвищення стійкості зони термічного впливу до утворення холодних тріщин у результаті поліпшення її структури, зниження рівня напруги, здійснюваний шляхом повторного нагрівання металу шва за допомогою дугового зварювання електродом, що не плавиться, під захистом інертних газів до температури, що визначається структурою ділянки перегріву зони термічного впливу і знаходиться в інтервалі 300-550...
Спосіб обробки зварного з’єднання
Номер патенту: 46087
Опубліковано: 15.05.2002
Автори: Кулик Віктор Михайлович, ЛУПАН Аркадій Пилипович, Савицький Михайло Михайлович
МПК: C21D 9/50, B21C 37/08
Мітки: спосіб, з'єднання, обробки, зварного
Формула / Реферат:
1. Спосіб обробки зварного з'єднання дуговим нагріванням, який відрізняється тим, що зварне з'єднання сталей, переважно гартівних, або окремі його ділянки нагрівають одно - чи багаторазово, уникаючи підплавлення розосередженням дії дуги поперечними чи круговими коливаннями та подовженням її до 3 - 15 мм.2. Спосіб за п. 1, який відрізняється тим, що нагрівання здійснюють вище Ас3.3. Спосіб за п. 1, який відрізняється тим, що...
Спосіб одержання листа з двофазної сталі
Номер патенту: 44265
Опубліковано: 15.02.2002
Автори: КУ Джайон, ГЕМРАДЖАНІ Рамеш Р.
МПК: B21B 3/00, C21D 8/00, C21D 8/02 ...
Мітки: листа, двофазної, одержання, сталі, спосіб
Формула / Реферат:
1. Способ получения листа из двухфазной стали, содержащей ферритную и мартенсит/бейнитную фазы, отличающийся тем, что для получения стали с пределом текучести по меньшей мере 689,4 МПа после 1-3% деформации осуществляют а) нагрев стального слитка до температуры, достаточной для растворения по существу всех карбонитридов ванадия и ниобия, б) прокатку слитка и формование листа за один или более проходов до первого уменьшения объема при...
Спосіб термообробки рейкового стику і пристрій для його здійснення
Номер патенту: 27608
Опубліковано: 15.09.2000
Автори: Скреба Герхард, Штейнхорст Міхаел, д-р, Кустер Франк, д-р
МПК: C21D 9/50, C21D 9/04
Мітки: рейкового, стику, здійснення, термообробки, спосіб, пристрій
Текст:
...Подвод тепла с целью повторной аустенизации, а именно, с целью получения мелкозернистой аустенитной структуры, может быть качественно ограничен, если использовать упомянутое остаточное тепло Пониженный расход топлива при такой термообработке и более экономичное использование тепла, подводимого в зону стыка для осуществления процесса сварки, приводят к значительно более высокой теплотехнической эффективности всего процесса сварки,...
Охолодний пристрій для гартування металовиробів у водних розчинах солей

Номер патенту: 20153
Опубліковано: 25.12.1997
Автори: Павлов Віктор Іванович, Кумпан Володимир Леонідович, Шарабан Микола Данилович, Большаков Володимир Іванович, Дейнеко Леонід Миколайович, Назарець Євгенія Георгієвна, Таран Юрій Миколайович, Баженов Сергій Миколайович, Кріпак Ігор Юрьевич, Кудрявцев Роман Семенович, Стежкін Віктор Васильєвич, Нікітченко Віктор Семенович
МПК: C21D 9/08, C21D 9/50
Мітки: розчинах, гартування, металовиробів, охолодний, пристрій, водних, солей
Формула / Реферат:
1. Охлаждающее устройство для закалки металлоизделий в водных растворах солей, состоящее из закалочного бака, перемешивающего гребного винта, барботера, системы установленных на стенках бака охладительных змеевиков, подводящих и отводящих трубопроводов с вентилями, отличающееся тем, что дополнительно к закалочному баку установлен сообщающийся с ним бак для приготовления солевого раствора, между баками находится вертикальная разделительная...
Спосіб термомеханічної обробки зварних з’єднань
Номер патенту: 13589
Опубліковано: 25.04.1997
Автори: Яворський Юрій Денисович, Висоцький Юрій Гаврилович, Бистрановський Сергій Петрович, Мєшков Михайло Володимирович, Наконечний Олександр Олексійович, Ющенко Констянтин Андрійович, Кочетов Анатолій Андрійович
МПК: C21D 9/50
Мітки: обробки, з'єднань, зварних, спосіб, термомеханічної
Формула / Реферат:
Способ термомеханической обработки сварных соединений, преимущественно из высокохромистых нержавеющих сталей мартенситного класса с содержанием углерода 0,2-0,8 %, включающий локальный нагрев до заданной температуры, пластическую деформацию швов и отпуск, отличающийся тем, что, с целью сокращения длительности процесса и повышения пластичности, нагрев ведут до 720-750°С деформацию осуществляют путем обжатия пуансонами с радиусами...