Спосіб активації поверхні поліетиленових труб
Номер патенту: 34527
Опубліковано: 15.03.2001
Автори: Клявлін Валерій Володимирович, Шелудченко Володимир Ілліч

Текст
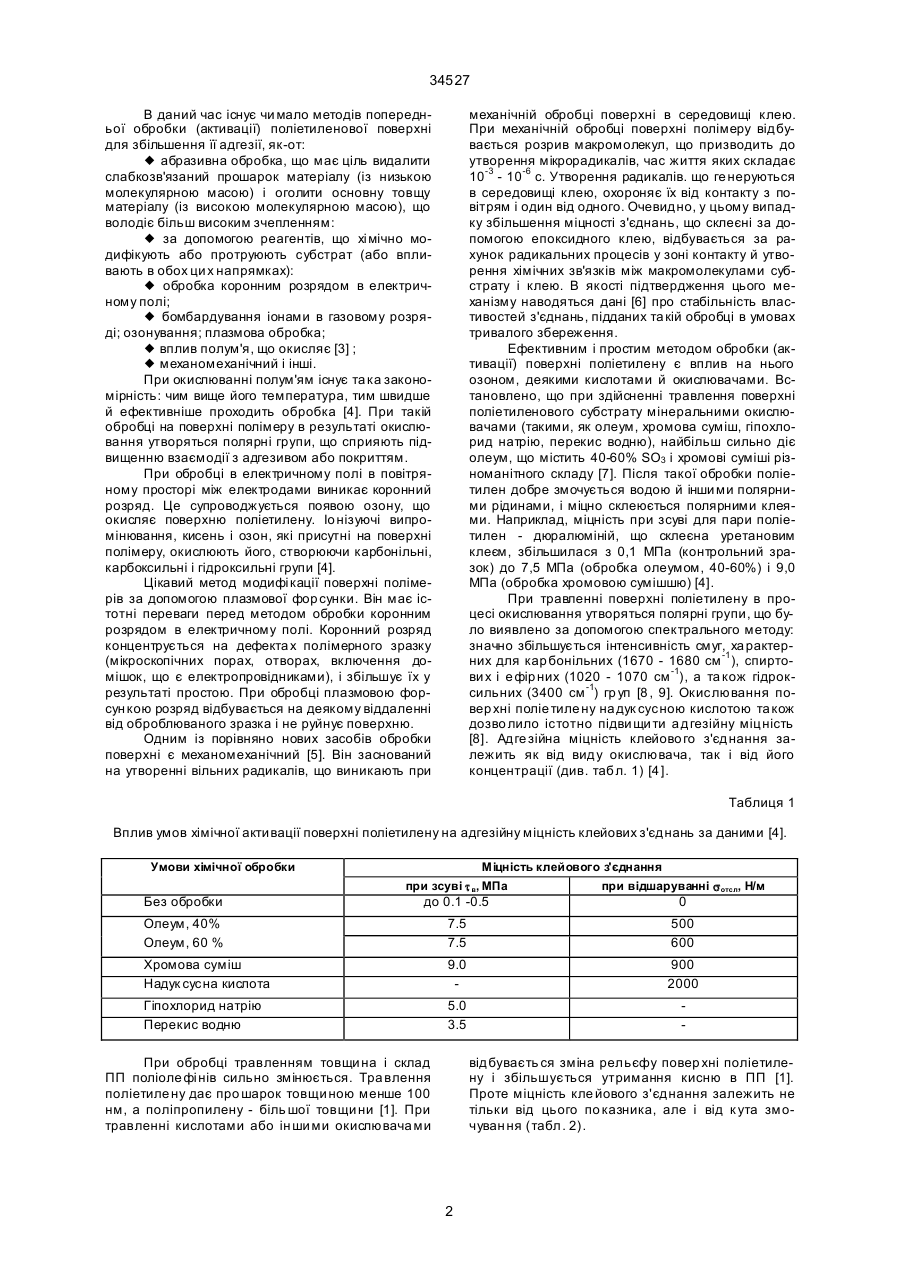
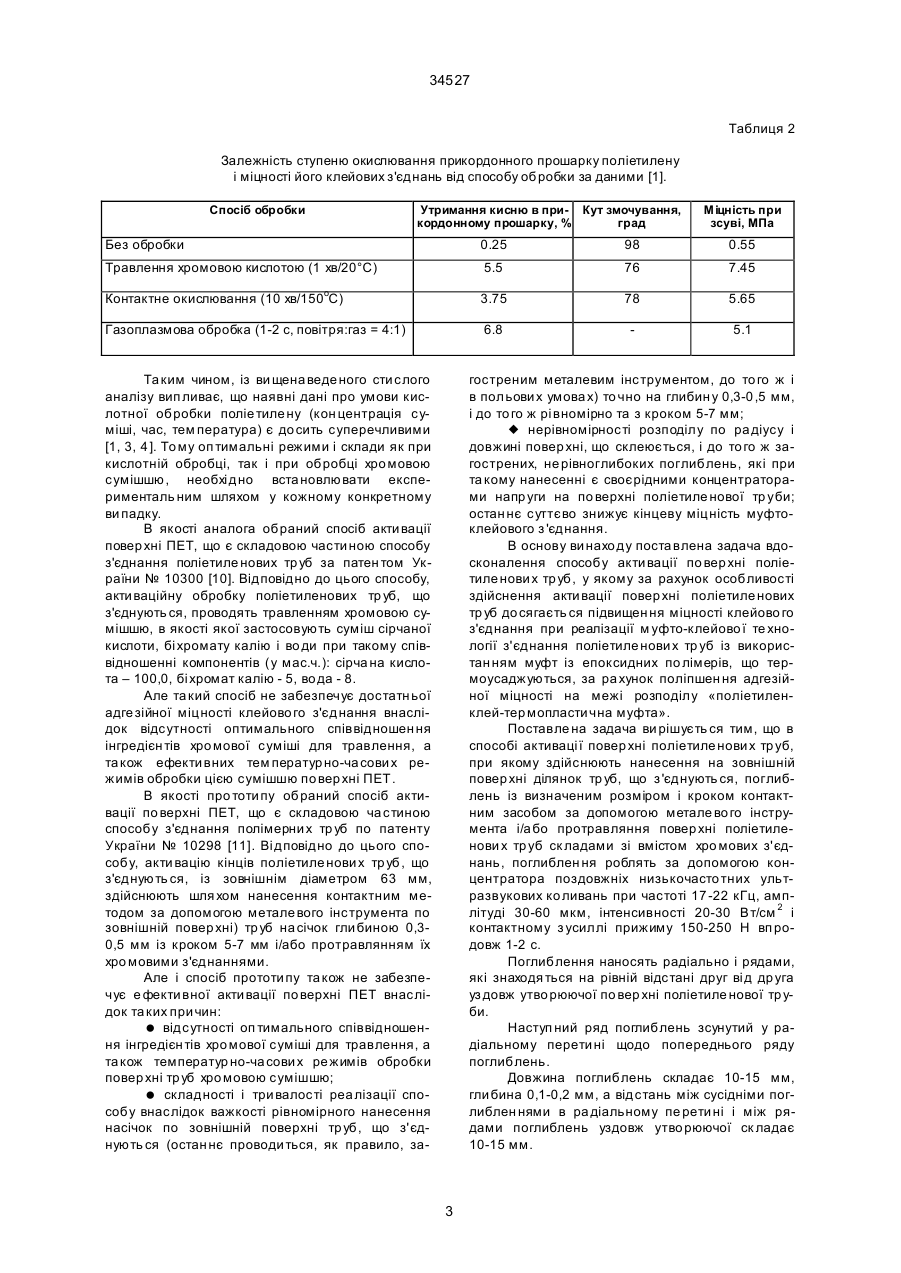
1. Спосіб активації поверхні поліетиленових труб, при якому здійснюють нанесення на зовнішній поверхні ділянок труб, що з'єднуються, поглиблень із визначеним розміром і кроком контактним засобом за допомогою металевого інструмента і/або протравляння поверхні поліетиленових труб складами зі вмістом хромових з'єднань, який відрізняється тим, що поглиблення роблять за допомогою концентратора поздовжніх низькочастотних ультразвукових коливань при частоті 17-22 кГц, амплітуді 30-60 мкм, інтенсивності 20-30 Вт/см 2 і контактному зусиллі прижиму 150-250 Н впродовж 1-2 с. C2 (54) СПОСІБ АКТИВАЦІЇ ПОВЕРХНІ ПОЛІЕТИЛЕНОВИХ ТРУБ 34527 В даний час існує чи мало методів попередньої обробки (активації) поліетиленової поверхні для збільшення її адгезії, як-от: ¿ абразивна обробка, що має ціль видалити слабкозв'язаний прошарок матеріалу (із низькою молекулярною масою) і оголити основну товщу матеріалу (із високою молекулярною масою), що володіє більш високим зчепленням: ¿ за допомогою реагентів, що хі мічно модифікують або протруюють субстрат (або впливають в обох ци х напрямках): ¿ обробка коронним розрядом в електричному полі; ¿ бомбардування іонами в газовому розряді; озонування; плазмова обробка; ¿ вплив полум'я, що окисляє [3] ; ¿ механомеханічний і інші. При окислюванні полум'ям існує та ка закономірність: чим вище його температура, тим швидше й ефективніше проходить обробка [4]. При такій обробці на поверхні полімеру в результаті окислювання утворяться полярні групи, що сприяють підвищенню взаємодії з адгезивом або покриттям. При обробці в електричному полі в повітряному просторі між електродами виникає коронний розряд. Це супроводжується появою озону, що окисляє поверхню поліетилену. Іо нізуючі випромінювання, кисень і озон, які присутні на поверхні полімеру, окислюють його, створюючи карбонільні, карбоксильні і гідроксильні групи [4]. Цікавий метод модифі кації поверхні полімерів за допомогою плазмової фор сунки. Він має істотні переваги перед методом обробки коронним розрядом в електричному полі. Коронний розряд концентрується на дефекта х полімерного зразку (мікроскопічних порах, отворах, включення домішок, що є електропровідниками), і збільшує їх у результаті простою. При обробці плазмовою форсун кою розряд відбувається на деякому віддаленні від оброблюваного зразка і не руйнує поверхню. Одним із порівняно нових засобів обробки поверхні є механомеханічний [5]. Він заснований на утворенні вільних радикалів, що виникають при механічній обробці поверхні в середовищі клею. При механічній обробці поверхні полімеру відбувається розрив макромолекул, що призводить до утворення мікрорадикалів, час життя яких складає 10-3 - 10-6 с. Утворення радикалів. що ге неруються в середовищі клею, охороняє їх від контакту з повітрям і один від одного. Очевидно, у цьому випадку збільшення міцності з'єднань, що склеєні за допомогою епоксидного клею, відбувається за рахунок радикальних процесів у зоні контакту й утворення хімічних зв'язків між макромолекулами субстрату і клею. В якості підтвердження цього механізму наводяться дані [6] про стабільність властивостей з'єднань, підданих та кій обробці в умовах тривалого збереження. Ефективним і простим методом обробки (активації) поверхні поліетилену є вплив на нього озоном, деякими кислотами й окислювачами. Встановлено, що при здійсненні травлення поверхні поліетиленового субстрату мінеральними окислювачами (такими, як олеум, хромова суміш, гіпохлорид натрію, перекис водню), найбільш сильно діє олеум, що містить 40-60% SO3 і хромові суміші різноманітного складу [7]. Після такої обробки поліетилен добре змочується водою й інши ми полярними рідинами, і міцно склеюється полярними клеями. Наприклад, міцність при зсуві для пари поліетилен - дюралюміній, що склеєна уретановим клеєм, збільшилася з 0,1 МПа (контрольний зразок) до 7,5 МПа (обробка олеумом, 40-60%) і 9,0 МПа (обробка хромовою сумішшю) [4]. При травленні поверхні поліетилену в процесі окислювання утворяться полярні групи, що було виявлено за допомогою спектрального методу: значно збільшується інтенсивність смуг, ха рактерних для кар бонільних (1670 - 1680 см -1 ), спиртови х і е фір них (1020 - 1070 см -1), а та кож гідроксильних (3400 см -1) гр уп [8 , 9]. Окислювання повер хні поліе тиле ну на дук сусною кислотою та кож дозво лило істотно підви щи ти а дгезійну міцність [8]. Адге зійна міцність клейово го з'єднання залежить як від виду окислювача, так і від його концентрації (див. табл. 1) [4 ]. Таблиця 1 Вплив умов хімічної активації поверхні поліетилену на адгезійну міцність клейових з'єднань за даними [4]. Умови хімічної обробки Міцність клейового з'єднання при зсуві t в, МПа при відшаруванні s отсл, Н/м Без обробки до 0.1 -0.5 0 Олеум, 40% Олеум, 60 % 7.5 7.5 500 600 Хромова суміш Надук сусна кислота 9.0 900 2000 Гіпохлорид натрію Перекис водню 5.0 3.5 При обробці травленням товщи на і склад ПП поліоле фі нів сильно змінюється. Тра влення поліетиле ну дає про шарок товщи ною менше 100 нм, а поліпропилену - біль шої товщи ни [1]. При травленні кислотами або ін ши ми окислювача ми відбуваєть ся зміна рельєфу повер хні поліетилену і збільшується утримання кисню в ПП [1]. Проте міцність кле йового з'єднання залежить не тільки від цього по казника, але і від к ута змочуван ня (табл. 2). 2 34527 Таблиця 2 Залежність ступеню окислювання прикордонного прошарку поліетилену і міцності його клейових з'єднань від способу обробки за даними [1]. Спосіб обробки Утримання кисню в при- Кут змочування, кордонному прошарку, % град Міцність при зсуві, МПа Без обробки 0.25 98 0.55 Травлення хромовою кислотою (1 хв/20°С) 5.5 76 7.45 Контактне окислювання (10 хв/150оС) 3.75 78 5.65 Газоплазмова обробка (1-2 с, повітря:газ = 4:1) 6.8 5.1 Та ким чином, із ви щена веде ного сти слого аналізу вип ливає, що наявні дані про умови кислотної обробки поліе тиле ну (кон центрація суміші, час, тем пература) є до сить суперечливими [1, 3, 4 ]. То му оп тимальні режими і склади як при кислотній обробці, так і при обробці хро мовою сумішшю, необхі дно вста новлювати експерименталь ним шляхом у кожному конкретному ви падку. В якості аналога обраний спосіб акти вації повер хні ПЕТ, що є складовою части ною способу з'єднання поліетиле нових тр уб за патен том України № 10300 [10]. Відповідно до цього способу, акти ваційну обробку поліетиленових тр уб, що з'єднують ся, проводять травленням хромовою сумішшю, в якості якої застосовують суміш сірчаної кислоти, бі хромату калію і во ди при такому співвідношенні компонентів (у мас.ч.): сірча на кислота – 100,0, бі хромат калію - 5, во да - 8. Але та кий спосіб не забезпечує достатн ьої адге зійної міцності клейово го з'єднання внаслідок відсутності оптимального співвідношен ня інгредієн тів хро мової суміші для травлення, а та кож ефекти вних тем ператур но-ча сови х режимів обробки цією сумішшю по вер хні ПЕТ. В якості про тоти пу обраний спосіб активації по верхні ПЕТ, що є складовою ча стиною способу з'єднання полімерни х тр уб по патенту України № 10298 [11]. Ві дповідно до цього способу, акти вацію кінців поліетиле нови х тр уб , що з'єднують ся, із зовнішнім діаметром 63 мм, здійснюють шля хом нанесення контактним методом за допомогою метале вого інструмента по зовнішній повер хні) тр уб на січок гли биною 0,30,5 мм із кроком 5-7 мм і/або протравлянням їх хро мовими з'єднаннями. Але і спосіб прототи пу та кож не забезпечує е фекти вної акти вації по верхні ПЕТ внаслідок та ких при чин: = відсутності оп тимального співвідношення інгредієн тів хро мової суміші для травлення, а та кож температур но-ча сови х ре жимів обробки повер хні тр уб хро мовою сумішшю; = складності і три валості реа лізації способу внаслідок важкості рівномірного нанесення насічок по зовнішній поверхні тр уб , що з'єднують ся (остан нє проводи ться, як правило, за гостреним металевим інструментом, до то го ж і в польови х умова х) то чно на глибин у 0,3-0 ,5 мм, і до то го ж рі вномірно та з кроком 5-7 мм; ¿ нерівномірності розподілу по ра діусу і довжині повер хні, що склеюється, і до то го ж загострених, не рівноглибоких поглиблень, які при та кому нанесенні є своєрідними концентраторами напр уги на по верхні поліетиле нової тр уби; остан нє суттєво знижує кінцеву міцність муфтоклейового з 'єднання. В основу ви нахо ду поста влена задача вдосконалення способу акти вації по вер хні поліетиле нови х тр уб , у якому за рахунок особливості здійснення акти вації повер хні поліетиле нових тр уб до сягаєть ся підвищен ня міцності клейово го з'єднання при реалізації м уфто-клейово ї те хнології з'єднання поліетиле нови х тр уб із використан ням муфт із епоксидних по лімерів, що термоусаджуються, за ра хунок поліпшен ня адгезійної міцності на межі розподілу «поліетиленклей-тер мопласти чна муфта». Поставле на задача ви рішуєть ся тим, що в способі активаці ї повер хні поліетиле нови х тр уб, при якому здійснюють нанесення на зовнішній повер хні ділянок тр уб, що з 'єднують ся, поглиблень із визначеним розміром і кроком контактним засобом за допомогою метале во го інструмента і/а бо протравляння повер хні поліетиленови х тр уб ск ладами зі вмістом хро мових з'єднань, поглиблен ня роблять за допомогою концентратора поздовжніх низькочасто тних ультразвукових ко ливань при частоті 17 -22 кГц, амплітуді 30-60 мкм, інтенсивності 20-30 Вт/см 2 і контактному з усиллі прижиму 150-250 Н вп родовж 1-2 с. Поглиблення наносять радіально і рядами, які знаходя ться на рівній відстані друг ві д др уга уз довж утво рюючої по вер хні поліетиле нової тр уби. Наступ ний ряд поглиблень зсунутий у радіальному перети ні щодо попереднього ряду поглиблень. Довжина поглиблень складає 10-15 мм, гли бина 0,1-0,2 мм, а відстань між сусідніми поглиблен нями в ра діальному пе рети ні і між рядами поглиблень уздовж утво рюючої ск ладає 10-15 мм. 3 34527 Крім то го, із ме тою за побігання ви никнення концентрації напруг, поглиблення мають трикутний, прямокутний і круглий поперечний перетин у ра діальному пе ретині тр уби. Спосіб та кож відрізняєть ся тим, що після ультразвукової акти вації по вер хні поліетиленови х тр уб роблять протравляння обробленої повер хні хромовою сумішшю при температурі 60-80оС про тягом 10-15 хв при та кому співвідношен ні компоненті в, у мас.ч.: кон центрована сірчана кисло та - 100 ,0, бі хромат калію - 3,5-4 ,5, дистилірована во да 6,0 -7,0 . Перерахова ні ознаки способу скла дають сутність ви нахо ду. Наявність причин но-наслідкового з в'яз ку між сукуп ністю істотних оз нак винахо ду і те хнічним резуль та том, що до сягається внаслідок цього, по лягає в наступ ному. Застосування ультразвука (УЗ) для зварюван ня пластмас є відомим фактом [12]. У той же час ві домості про ви користан ня УЗ із метою акти вації повер хні ділянок ПЕТП, що склеюються, у на уково-те хнічній літера турі практично відсутні. Проте проведе ні експерименталь ні дослідження показали перспективність цього нап рямку, що обумовлює необхідність пояснення цього фак ту як із тео ретичної, так і з експериментальної то чок зору. Видається можливим пояснити ви никаючі при УЗ-акти вації про цеси та ким чином. Процес УЗ-акти вації вар то роз глядати як то похі мічну реакцію, тобто хі мічну реакцію, що про тікає на повер хні твердого ті ла (полімеру). Як відомо, в основі будь-я кої хі мічної реакції ле жить процес розірвання зв'язків у ви хідних ре чови нах і ви никнення нови х з в'яз ків, що призво дять до утворення нової ре чови ни. Та ким чином, механізм активації не по винен змінюва тися при перехо ді від одного ре жиму УЗ-акти вації до ін шо го, і ві д одного по лімерного ма теріалу до ін шо го. Для то похі мічних реакцій ха рактер но протікання процесу в три ста дії: 1) утворення фі зичного контакту; 2) акти вація контактни х по верхонь: 3) об'ємний розви ток взаємодії. При УЗ-акти вації ок ремі стадії можуть протікати одночасно, так що чі ткий поділ їх не є можливим. Нап риклад, є експерименталь ні дані, які показують, що ста дія утво рення фі зичного контак ту суп роводжуєть ся тер мічною акти вацією контактних по вер хонь [12]. На визначено му етапі тер мічна акти вація протікає ра зом з об'ємним розвитком взаємодії. Зазначені ста дії можуть суп роводжувати ся рядом процесів, що та кож варто вра хо вувати при аналізі механіз му УЗ-ак тиваці ї ПЕТП . Так, ста дія утворення фі зичного контакту пов'язана зі ста тичним і вібраційним ущільненням матеріалу, механізм якого залежить від ма теріалу полімерів, що ак ти вуються. Термічній акти вації пе редує вве дення і поширен ня ультразвукових ко ливань у повер хню поліетиле нової тр уби, що ак тивуєть ся, а та кож концентрація і перетво рення енергії механічних коливань у теп лову енергію. При цьо му мо жуть інтенсивно протікати струк тур ні перетворення на молекулярному і надмолекулярному рі внях, що прискорюються вп ливом ультразвука, а та кож різноманітні хі мічні реакції, аж до деструк ції полімерів, включаючи накопичен ня ушкоджень від силови х на ванта жень. Три вала дія на ро зігрітий ма теріал ста тичних і ди намічних на ван тажень призводить до розвитку де фор маційни х процесів, що виявляють ся у заглибленні робочо го тор ця хви леводу в по верхню до тичного з ним виробу, а та кож у ви тисненні пласти фіковано го або розплавленого матеріа лу по лімеру з зони УЗ-акти вації. Ста дія об'ємного розвитку вза ємодії тісно пов'я зана з та кими процесами, як плин і пе ремішуван ня матеріалу в зоні, що акти вуєть ся, взаємна дифузія матеріа лів у мікрооб'ємах, а також криста лізація розплаву на заключному е тапі УЗ-обробки полімеру при (умовно) три вало му часі обробки. Оче видно, процес УЗ-ак ти вації можна вважати та ким, що передує про цесу У З-з варювання, тобто можна провести дея ку анало гію з цими процесами. Що С ТО СУ ЄТЬ СЯ вла сне зварюван ня полімерів, то в остан ні роки отримано ряд нових резуль таті в у дослідженні об'ємної взаємодії при зварюван ні тер мопластів. Ці ре зуль тати показують експоненціальний ха рактер залежності міцності з'єднань, що о тримані зварюван ням, від три валості і тем ператури зва рюван ня. Останнє ха рактерно для ди фузій них процесів і спостерігається тіль ки в інтер валі температур ви сокоеластичності . При з варюван ні в інтер валі тем ператур , що відповідають в'язкотекучому ста ну, збільшен ня температури і часу зварюван ня не призводило до збіль шення міцності. Навпаки, спосте рігалося зниження міцності через механічний вплив зва рюваль них інструментів на розп лав по лімеру. Основні параметри режиму УЗ-з варювання, а за анало гією зі з ва рюван ням і УЗ-акти вації (а са ме часто та, час, амп літуда , ін тен сивність, контактне зусилля, або зусилля прижиму концентратора до по верхні тр уби), взаємозалежні. Так, час, необхідний для УЗ-активаці ї, за лежить від амплітуди коливань, з усилля прижиму, а також від фор ми повер хні і власти востей матеріалу, що акти вуєть ся, його то вщи ни та інши х чинників. При цьому е фек тивні параметри УЗ-активації визначають експериментально для кожного ти пу ма теріалу з ура хуванням вищевик ладеного. Особливістю запропоновано го спо собу є одночасність процесів на несення поглиблень і акти вації повер хні за до помогою концентратора поздовж ніх УЗ-коливань. Спо сіб реа лізують при частоті ко ливань 17-22 кГц, амплітуді 30-60 мкм, інтенсивності 20-30 Вт/см 2 і кон тактному з усиллі прижиму 150-250 Н вп родовж 1-2 с. При цьому експерименталь но встановлено, що найбільші значен ня контактного зусилля, часу контакту, амплітуди й інтенсивності ко 4 34527 ливань необхі дні при активаці ї ді лянок поліетиле нови х тр уб, що з'єднуються, у зимовий час, тобто при наявності низь ких температур (до -30°С), а найменше - при ви користанні попередньо підігрітого хви лево ду й у жаркий літній час (до +40°С). Крім то го, експерименталь но вста новлено, що відхи лення від ви щевказаних параметрів приз водять до зниження ефекти вності акти вації й а дгезійної міцності кінцево го муфтоклейового з 'єднання. Для рівномірного розподілу поглиблень на робочій повер хні ПЕТ ці поглиблення завдають радіально і рядами, що знаходя ть ся друг від друга уз довж утворюючої на однаковій відста ні. Варіантом нанесення поглиблень є зсув у радіальному перети ні на деякий кут наступ ного ряду поглиблень щодо попереднього ряду поглиблень - із метою максимального покриття поглибленнями шуканої повер хні (тобто нанесення поглиблень в ша хо во му по рядку). При цьому експерименталь но встановлено, що для до сліджуваних поліетиле нови х тр убопроводів е фекти вна довжина поглиблень складає 10-15 мм, гли бина 0,15-0,25 мм, а відстань між сусідніми поглибленнями в радіальному пе рети ні і між рядами поглиблень уздовж утво рюючої ск ладає 10-15 мм. Крім того, поглиблення мають трикутний, прямокутний і круглий поперечний перетин у радіальному перети ні тр уби, що до сягається виконанням на робочій повер хні концентратор у поздовж ніх УЗ-коливань (хвильоводу) ві дповідних на каток (насічок). Експерименталь но вста новлено, що після ефек тивної УЗ-акти вації повер хні ПЕТП доцільно проводи ти протравляння обробленої повер хні хро мовою сумішшю при температурі 60-80°С протягом 10-15 хв при та кому співвідношен ні компоненті в, у мас.ч.: кон центрована сір ча на кислота - 100,0 , бі хромат калію - 3,5-4,5 , дистилірована во да 6,0-7 ,0. Макси мальні значен ня дво х остан ніх компонент відповідають меншій температурі протравляння, а максимальні - більшої. Встановлено, що при температурі 15-20оС час обробки збільшується до 90 -120 хв. Для реалізації запропонованого спо собу ви користо вувалася м уфта із матеріалу, що термоусаджується, із та кого складу епоксидного композиту: смоляна части на - ароматичний складний диглі цидиловий е фір УП-640 , що ви пускається за регламентом УкрГНДІП М (м . Донецьк) + блок-олігомер із аліфа тичної епоксидної смоли і кислого олігое фіра УП-599 (ТУ 6-051869-79) у співвідношен ні 2:1; затверджува ч ізометилте трагідрофта левий ан гідрид ізо-МТГФА (ТУ 6-09-3321-73 ), що змішується зі смоляною части ною в сте хіо метричному співвідношен ні. То вщи на стін ки муфти скла дала 5 мм, довжина - 65 мм. Температура усадки муфти складала 50 °С. В якості епоксидного клею ви користо вували епоксидно-амінну композицію за способом прототи пу на основі епоксидно-олігое фір ної смоли з молекулярною масою 900-1200 із змішувальним амінним затверджувачем. Час життєз датності кле йової композиції при тем пературі 50оС скла дав 60-80 хв, а ча с затвердження при температурі 80°С ск ладав 30 хв. В якості джерела УЗ-коливань ви користовува ли ультразвукові ге нератори УГ З 1-1 і УЗДНТ-0,25 . В якості ро бочого інструмента використовува ли контур ні хви лево ди-концентратори поздовжніх УЗ-коливань гри боподібної фор ми. Використо вува ний хви левід ск ладався з тр ьох конічних ді лянок, причому ви хідна ді лянка мала роз міри, що відповідають контуру зо внішньої поверхні ПЕТ, що акти вуєть ся. На робочу повер хню хви лево ду на носили насічки і накатки, що відповідають фор мі перети ну і роз мірам поглиблень на по вер хні ПЕТ. Для фіксації по верхні ПЕТ, що акти вується ультразвуком, відносно вісі хви лево ду, на робочо му тор ці хви левода-контен тратора хо мутоподібної форми з ши риною 15 мм виконували фік суючі бур ти, що ві дповідають зо внішньому діаметр у тр уби. Ви щевказана фор ма хви лево ду забезпечува ла одержання амплітуди уль тразвукових коливань не менше 30 мкм із рівномірним її розподілом по периметру робочо го тор ця хвилево ду з метою виключення непроакти вова них ділянок у зоні контакту хви лево ду з повер хнею тр уби. Крім то го, заз начена фор ма хви лево ду і його робочо го тор ця дозво ляють за один контакт провести акти вацію виз наченої ді лянки повер хні ПЕТ. При цьому ши рина ділянки тр уби, що активуєть ся, виз начаєть ся ши риною робочого торця хви лево ду, а довжина відповіда є полови ні довжини дуги кола, утвореного зовнішнім раді усом тр уби. При поворо ті хви лево ду на 180° що до центру перети ну тр уби і подальшо ї акти вації ділянки ПЕТ, що зна ходи ть ся перед хви лево дом, одержуємо ділянку ПЕТ, що проакти вова на по всій повер хні на ши рині, яка відповідає ши рині робочого тор ця хви леводу. Протравляння обробленої по вер хні хромовою сумішшю про водили при температурі 6080°С протягом 10-15 хв при та кому співвідношен ні компонентів хро мової суміші, у мас.ч.: концентрована сірча на кислота (93%, r = 1,84 р/см 3) - 100,0 , бі хромат калію - 3,5 -4,5 , дисти лірована во да 6,0-7 ,0. Експерименталь на перевірка можливості ви користан ня запропонованого спо собу У З-активації ви конувала ся для га зових тр уб із по ліетиле ну низ кою щільності (ТУ 6-19-352-87 ) з зовнішнім діаметром 63 мм. Якість акти вації повер хні ПЕТ оцінювалося по міцності муфто-к лейово го з'єднання при йо го роз тягуван ні. Запропонований спо сіб реаліз ують так. При короткочасному контак ті робочої повер хні хви лево ду хо муто подібної фор ми із шуканою повер хнею ПЕТ, крім УЗ-акти вації о станньої, на ній утворюється ряд поглиблень. Ці поглиблен ня обмежені в радіальному нап рямку і прости раються на відстань, рівній полови ні дов 5 34527 жини дуги ко ла, що відповідає зовнішн ьому радіусу ПЕТ. При ра діальному поворо ті концентратора навколо центру симетрії тр уби на 180° щодо сво го початкового по ложення, ви щевказана операція повто рюєть ся, тобто в ре зуль та ті утворюєть ся концентричний ряд на січок, замкнутий по всьому контурі перети ну зовнішн ьої повер хні тр уби, повер хня якої є також проакти вова ною УЗ. Після цього хви левід переміщають уз довж утво рюючої по напрямку від кінців країв тр уби, що акти вуєть ся, на відстань 10-15 мм від межі насічок, і знову про водять контактну У З-активацію і нанесення поглиблень аналогічним способом. І так до ти , по ки не покриють концентричними рядами насічок усю по вер хню ПЕТ, що підлягає на несенню клейової композиції. Довжина частини ПЕТ, що ак тивуєть ся, як правило , до рівнює по ловині довжини муфти (у да ному ви падку утво рюєть ся 2 ряди насічок). Та ким же самим чином проводять У З-акти вацію по вер хні для друго ї ПЕТ, що з'єднуєть ся з першою ПЕТ за допомогою муфто-клейово го з'єднання. Далі роблять знежирюван ня ацетоном проакти вова них уль тразвуком повер хонь ПЕТ, що з'єднуються, і протравлювання їх хро мовою сумішшю по виз наченому температур но-часовому режиму (у да ному способі при температурі 60-80°С протягом 10-15 хв). Після цього на саджують на один із кінців ПЕТ м уфту, що термоусаджуєть ся, і заводять її на дея ку відстань від країв тр уби, на носять на проактиво ва ні ультразвуком і хро мовою сумішшю по верхні тр уб епоксидную клейову композицію, з'єднують співвісно кінці ПЕТ і одя гають на ни х м уфту, що термоусаджуєть ся. Шляхом нагріван ня з'єднання до визначеної тем ператури (у да ному ви падку 50оС) забезпечують тер моусадку муфти, в ре зульта ті чого відбувається зменшен ня діаметра муфти аж до діаметра тр уб, що з'єднують ся, і забезпечується співвісність склеювани х ді лянок ПЕТ. Крім того, усува ють ся непроклеюван ня, а надлишки клею видавлюють ся. В результа ті утворюєть ся найтон ший клейовий про шарок, що забезпечує необхідні ха ракте ристи ки адгезійної міцності. Далі підви щують тем пературу з'єднання до температури затвердждення клею (у даному випадку до 80°С), затверджуючи муфто-к лейове з'єднання. В резуль та ті одержують муфто-к лейове з'єднання з високою адгезійною міцністю і гер метичністю. Та ким чином, вище вказане розміщен ня поглиблень на тор ці хви лево ду доз воляє: ¿ ефек тивно і рівномірно покрити шукану повер хню ПЕТП, що з 'єднують ся, ря дами поглиблень, тобто збіль шити площу кон такту клейово го з'єднання і уникнути ви никнення концентрацій напр уг у місці дислокації поглиблень, як у способі прото ти пу, як за ра хунок фор ми перетину по глиблень, так і за рахунок часткового оплавлення їх країв; ¿ одночасно з утворенням поглиблень провести фі зичну і хі мічну мо дифі кацію повер хні ПЕТП за ра хунок вп ливу низькочастотного УЗ у зоні контакту хви лево ду хо муто подібного робочо го торця з по вер хнею ПЕТ, що ак тивуєть ся. Нами вивче ний вплив ха рактер у підго товки поверхні ПЕТ на міцність при роз тягуван ні з'єднань, виго товле них із ви користан ням муфт із реактоп ласту - та ких, що термоусаджують ся, і звичай них м уфт. Для роз міщен ня випробува них з'єднань у за хвата х розривної машини були вигото влені спеціальні пристосуван ня, що запобігають вислизання ПЕТ, і доз воляють витримати максимально можли ве на ванта ження без руй нації тр уб у місці їх кріплення. У таблиці 3 наведені приклади реалізації запропонованого способу і ві домих способів, у т.ч. способу прототипу, а та кож дані порівняльні ха рактеристики випробува них з'єднань (тут t в - міцність при зсуві, dр - напруга руй нації складання, що розрахова на за розміром прикладеного зусилля і геометричних розмірів муфтового з'єднання). При реалізації як способу про то тип у, так і запропонованого спо собу, після тра влення повер хні хро мовою сумішшю, відповідно до рекомендацій [13] ак тиво ва ну повер хню промивали звичай ною і дисти лірованою во дою протягом 10-15 хв. З табл. 3 видно, що відхи лення від зазначени х у фор мулі ви нахо ду зна чень параметрів акти вації приз водить до зменшен ня ефективності акти вації, і в оста точному підсум ку до зменшен ня адгезійної міцності го тово го муфто-к лейово го з'єднання. У той же ча с спіль не ви користан ня активації уль тразвуком і травленням хромовою cумішшю доз воляє істотно підви щи ти адге зійну міцність кінцевого м уфто-клейово го з'єднання. Перевагами запропонованого способу УЗакти вації по вер хні ПЕТ є: 1) можливість УЗ-обробки по поверхнях ПЕТП, що забр уднені різноманітними продуктами; 2) локальне виділення теп лоти в зо ні контакту концентратора з повер хнею ПЕТ, що виключає пе регрів ПЕТ, як це має місце при активації нагрітим інструментом, га зами й ін.; 3) можливість активаці ї у важ кодоступннх місцях; 4) при УЗ-контак ті нагрів матеріа лу здійснюєть ся шви дко, а час нагріван ня (і час УЗ-активації) обчислюєть ся частками се кунди, а бо секун дами; 5) можливість ви користан ня способу в польови х умова х (п ри живлен ні від акумулято ра ванта жівки з постійною напругою 24 В шля хом нескладного переналагодження контуру УЗ-генератора на перетворення постій ної напр уги в перемінну з наступ ним перетворенням отриманої постій ної напруги в пе ремінну, яка подаєть ся на 4 канали генератора, і далі - на магнітостриктор, що спо луче ний із хви лево дом-конентратором поз довжніх У К-коливань). 6 34527 Таблиця 3 Залежність міцності клейового з'єднання від умов активації поверхні поліетиленової труби № приклада Способи oбpобки Міцність Характе ристи ка з'єдна ння Ак ти вація хромовою сумішшю біхрома т калію, мас.ч. Пара метри УЗ-активації дис- те мпечас час то- амптилір. рату ра трав- та, кГц лівода, трав- лення, туда, мас.ч. ленхв. мкм ня.,°С інте нсивність, Вт/ 2 см 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. I8. 19. 20. 21. 22. 23. 24. 25. 26. 27. 28. НУМ, насічки, знежирювання, склеювання НУМ, насічки, травлення, склеюв ання ТУМ, без клею ТУМ, знежирювання, склеюв ання ТУМ, насічки, знежирювання, склеювання ТУМ, насічки, травлення, склеюв ання ТУМ, УЗ-актив ація, поглиблення, знежирювання, склеюв ання ТУМ, УЗ-актив ація, поглиблення, знежирювання, склеюв ання ТУМ, УЗ-актив ація, поглиблення, знежирювання, склеюв ання ТУМ, УЗ-актив ація, поглиблення, знежирювання, склеюв ання ТУМ, УЗ-актив ація, поглиблення, знежирювання, склеюв ання ТУМ, УЗ-актив ація, поглиблення, знежирювання, склеюв ання ТУМ, УЗ-актив ація, поглиблення, знежирювання, склеюв ання ТУМ, УЗ-актив ація, поглиблення, знежирювання, склеюв ання ТУМ, УЗ-актив ація, поглиблення, знежирювання, склеюв ання ТУМ, УЗ-актив ація, поглиблення, знежирювання, склеюв ання ТУМ, УЗ-актив ація, поглиблення, знежирювання, склеюв ання ТУМ, УЗ-актив ація, поглиблення, знежирювання, склеюв ання ТУМ, травлення, склеюв ання ТУМ, травлення, склеюв ання ТУМ, травлення, склеюв ання ТУМ, травлення, склеюв ання ТУМ, травлення, склеюв ання ТУМ, травлення, склеюв ання ТУМ, травлення, склеюв ання ТУМ, травлення, склеюв ання ТУМ, УЗ-актив ація, поглиблення, травлення, склеюв ання ТУМ, УЗ-актив ація, знежирюв ання, травлення, склеювання 3а способом прототипу t в, s Р, МПа зу сил- час ля обпри- робжиму, ки, с MПa Н 0.8 1.4 0.15 1.0 1.7 1.75 3а пропонуємим способом 1 200 50 100 1 1.2 10 100 40 300 3 1.3 40 15 10 400 5 1.2 18 60 20 170 1.0 1.8 19 40 25 230 1.5 1.85 22 50 30 250 2.0 2.0 19 60 20 200 1.5 1.92 20 30 25 170 1.0 1.88 17 40 30 200 2.0 1.95 20 50 25 180 1.5 1.97 22 60 20 200 2.0 1.89 20 30 30 150 1.0 1.93 3.5 4.0 4.5 4.5 4.5 4.5 4.5 3.5 4.5 7.0 6.5 6,0 7.0 7.0 7,0 7,0 7.0 7,0 60 70 80 80 60 20 70 60 60 20 15 10 15 15 90 180 120 20 22 30 20 . 150 1 9.6 9.5 9.7 10.0 9.9 6.5 4.5 7.0 14.2 >2.15 4.5 6.0 80 10 18 60 30 250 2 14.5 >2.20 Примітка: НУМ - муфта, що неусаджується; ТУ М - м уфта, що термоусаджується; насічки здійснювали по способу прототипу, а поглиблення - за запропонованим способом; значення міцності, що стоїть за знаком ">", вказує на граничне значення, отримане до руйнації кінців ТУ М у затискачах розривної машини. 7 34527 Джерела інформа ції 1. Фрейдин А.С., Турусов Р.А. Свойства и расчет адгезионных соединений. - М.: Хи мия, 1990.-256 с. 2. Зимон А.Д. Адгезия пленок и покрытий. М.: Хи мия, 1977. –352 с. 3. Шилдз Д. Клеящие материалы: Справочник. - М.: Машиностроение, 1980. -368 с. 4. Берлин А.А., Басин В.Е. Основы адгезии полимеров. - М.: Химия, 1974. - 392 с. 5. Генель Л.С., Вакула В.Л. Влияние обработки субстрата на адгезионную прочность // Вестник машиностроения.-1978.- № 5.- С. 71-74. 6. Чернин И.З. Определение температуры размягчения эпоксидных пленок, отвержденных на уп ругой подложке // Высокомолекулярные соединения.-1969.-Т. 11Б, № 10.-С. 757-760. 7. Королев А.Я. Адгезия и прочность адгезионных соединений // Клей и технология склеивания. - М.: Оборонгиз, 1960. - С. 35. 8. Берлин А.А., Булачева С.Ф., Морозов Ю.Л. Исследования в области хи мии и технологии синте тических полимеров // Пласти ческие массы.1962.-№10.-С. 3-5. 9. Исследование строения адгезионноактивного поверхностного слоя окисленного полиэтилена методом инфракрасной спектроскопии / Ф.К. Бо рисова, А.В. Ки селев, А.Я. Ко ролев и др. // Коллоидный журнал.-1966.-Т. 28. №6.-С. 792-785. 10. Спосіб з'єднання поліетиленових тр уб. Патент України на винахід № 10300, МКВ В 29 С 65/00, 1996. 11. Спосіб з'єднання полімерних труб. Патент України на винахід № 10298, МКВ В 29 С 65/02, 1996. 12. Волков С.С., Черняк Б.Я. Сварка пластмасс ультразвуком. -М.: Хи мия, 1986. - 256 с. 13. Фрейдин А.С. Прочность и долговечность клеевых соединений. - М.: Хи мия, 1981.272с. Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (03122) 3 – 72 – 89 (03122) 2 – 57 – 03 8
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for activation of surface of polyethylene pipes
Автори англійськоюSheludchenko Volodymyr Illich, Clyavlin Valeriy Volodymyrovich, Kliavlin Valerii Volodymyrovych
Назва патенту російськоюСпособ активации поверхности полиэтиленовых труб
Автори російськоюШелудченко Владимир Ильич, Клявлин Валерий Владимирович
МПК / Мітки
МПК: B29C 65/02, B29C 61/00, B29C 61/06
Мітки: спосіб, труб, поліетиленових, поверхні, активації
Код посилання
<a href="https://ua.patents.su/8-34527-sposib-aktivaci-poverkhni-polietilenovikh-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб активації поверхні поліетиленових труб</a>
Спосіб з’єднання поліетиленових труб
Номер патенту: 10300
Опубліковано: 25.12.1996
Автори: Савченко Володимир Миколайович, Шелудченко Володимир Ілліч, Строганов Віктор Федорович, Пшенничний Георгій Іванович
МПК: C09J 5/08, B29C 65/00, F16L 47/00
Мітки: з'єднання, поліетиленових, спосіб, труб
Формула / Реферат:
1. Способ соединения полиэтиленовых труб, при котором выполняют активационную обработку соединяемых труб, наносят клей па наружные поверхности соединяемых труб и/пли па внутреннюю поверхность соединительной муфты, после чего стыкуют концы труб, устанавливают на место стыковки соединительную муфту и отверждают клей после установки соединительной муфты, отличающийся тем, что перед нанесением клея на внутреннюю поверхность соединительной...
Спосіб очищення внутрішньої поверхні труб від відкладень
Номер патенту: 33102
Опубліковано: 15.02.2001
Автори: Завода Володимир Петрович, Тодишев Валерій Якович
МПК: F28G 7/00, B08B 3/10, B08B 7/00
Мітки: спосіб, відкладень, внутрішньої, труб, поверхні, очищення
Текст:
...відкладень та, відповідно до цього, продуктивність процесу очи щення труб, а також довести повноту очищення до 90-100%• і Рішення поставленої задачі досягається тим , що у способі очищення внутрішньої поверхні труб від відкладень , що включає заповнення труби робочою рідиною та діяння на відкладення елек тричними розрядами, які формують канали розрядів у розрядному проміжку між введеними в трубу електродами позитивної та нега тивної...
Розчин для активації поверхні діелектрика перед металізацією

Номер патенту: 30046
Опубліковано: 15.11.2000
Автори: Манорик Петро Андрійович, Троцюк Ірина Володимирівна, ФЕДОРЕНКО МАЙЯ АЛЬБЕРТІВНА, Кострова Людмила Іванівна
МПК: C23C 18/18, C23C 18/00
Мітки: металізацією, розчин, діелектрика, активації, поверхні
Формула / Реферат:
Розчин для активації поверхні діелектрика перед металізацією, що містить водний розчин сульфату металу і солі фосфорноватистої кислоти, який відрізняється тим, що як сульфат металу використовують сірчанокислий нікель, а як сіль фосфорноватистої кислоти - кальцій фосфорноватистокислий при такому співвідношенні компонентів, г/л: Нікель сірчанокислий 253-309 Кальцій фосфорноватистокислий ...
Спосіб очистки внутрішньої поверхні труб
Номер патенту: 23028
Опубліковано: 30.06.1998
Автор: Балтаханов Абдіхамітхан Мойдінович
Мітки: спосіб, внутрішньої, очистки, поверхні, труб
Формула / Реферат:
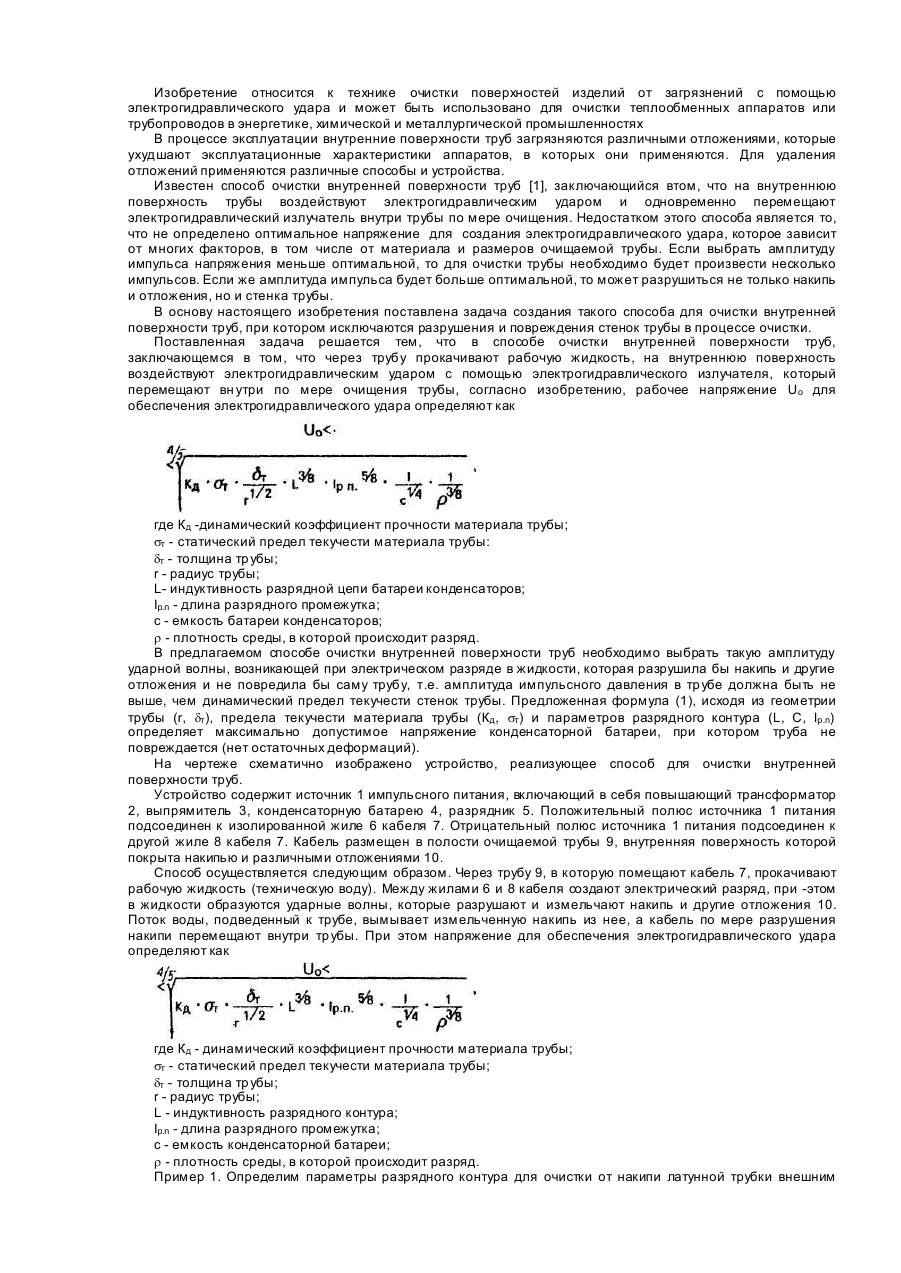
Способ очистки поверхности труб, заключающийся в том, что через трубу прокачивают рабочую жидкость, на внутреннюю поверхность воздействуют электрогидравлическим ударом с помощью электрогидравлического излучателя, перемещаемого внутри по мере очищения трубы, отличающийся тем, что рабочее напряжение Vо для обеспечения электрогидравлического удара определяют как:где Кд - динамический коэффициент прочности материала трубы;sт...
Спосіб очистки внутрішньої поверхні труб
Номер патенту: 23029
Опубліковано: 30.06.1998
Автор: Балтаханов Абдіхамітхан Мойдінович
Мітки: поверхні, очистки, спосіб, труб, внутрішньої
Формула / Реферат:
Способ очистки внутренней поверхности труб, заключающийся в том, что через трубу прокачивают рабочую жидкость, внутри трубы создают электрические разряды в жидкости посредством электрогидравлического излучателя, перемещаемого внутри по мере очищения трубы, отличающийся тем, что частоту следования электрических разрядов выбирают в интервале 0,5-3 Гц.
Попередній патент: Пристрій для подання світлових сигналів
Наступний патент: Спосіб упакування контактної лінзи та упаковка для контактної лінзи
Випадковий патент: Спосіб оцінки ефективності лікування урогенітального хламідіозу