Спосіб з’єднання поліетиленових труб
Номер патенту: 10300
Опубліковано: 25.12.1996
Автори: Савченко Володимир Миколайович, Пшенничний Георгій Іванович, Строганов Віктор Федорович, Шелудченко Володимир Ілліч
Формула / Реферат
1. Способ соединения полиэтиленовых труб, при котором выполняют активационную обработку соединяемых труб, наносят клей па наружные поверхности соединяемых труб и/пли па внутреннюю поверхность соединительной муфты, после чего стыкуют концы труб, устанавливают на место стыковки соединительную муфту и отверждают клей после установки соединительной муфты, отличающийся тем, что перед нанесением клея на внутреннюю поверхность соединительной муфты устанавливают прутки, в качестве клея используют вспенивающуюся эпоксидную композицию, а активационную обработку соединяемых труб выполняют хромовой смесью.
2. Способ по п.1, отличающийся тем, что прутки устанавливают вдоль образующих внутренней поверхности соединительной муфты с загибанием концов прутков па наружную поверхность соединительной муфты и равномерным шагом расположения прутков в поперечном сечении соединительной муфты.
3. Способ по п. 1, отличающийся тем, что в качестве вспенивающейся эпоксидной композиции применяют эпоксиаминную композицию, дополнительно загущенную аэросилом в количестве 3% по весу.
4. Способ по п.1, отличающийся тем, что в качестве хромовой смеси применяют смесь серной кислоты, бихромата калия и воды при следующем соотношении компонентов, в мас.ч.:
серная кислота - 100, бихромат калия - 5, вода - 8.
Текст
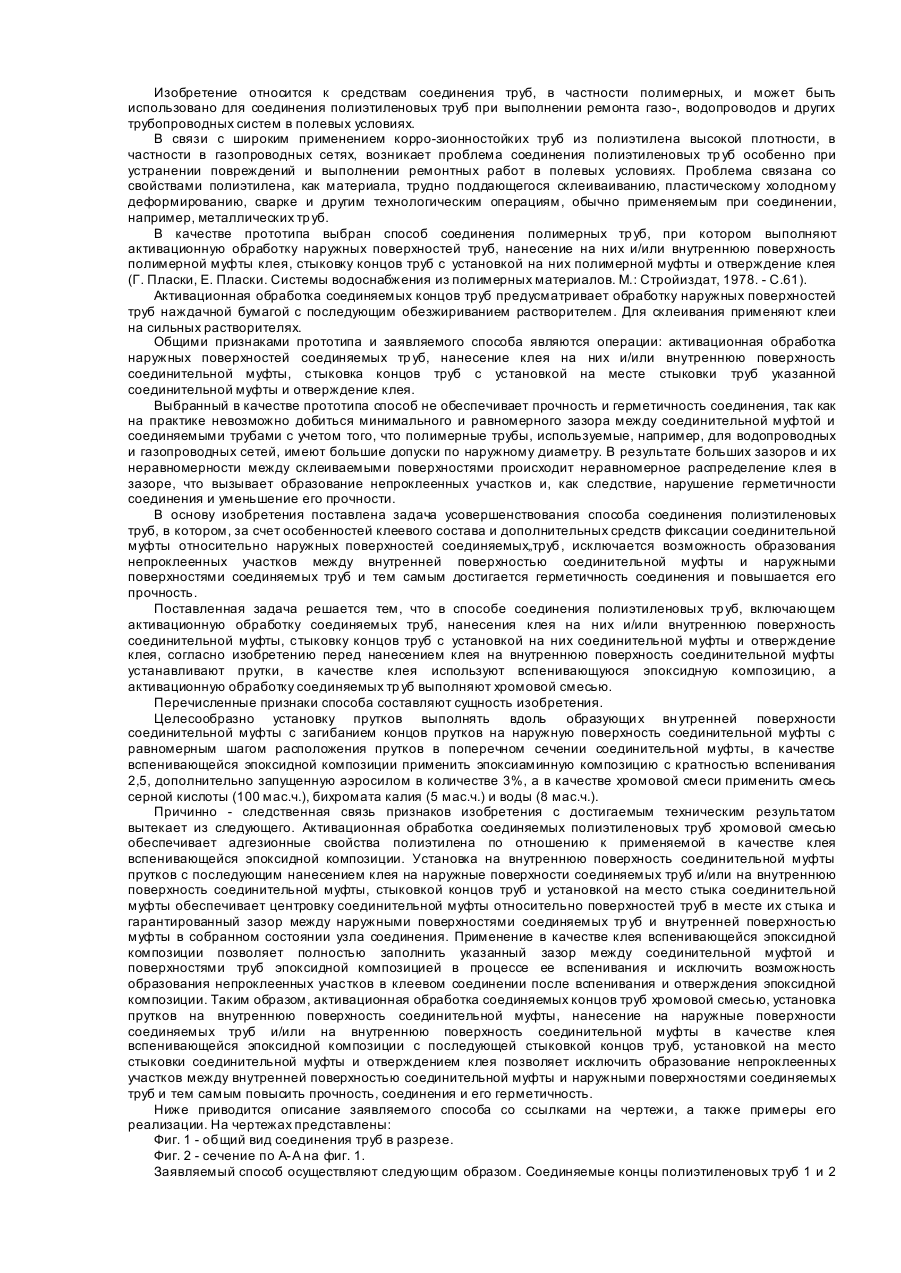
Изобретение относится к средствам соединения труб, в частности полимерных, и может быть использовано для соединения полиэтиленовых труб при выполнении ремонта газо-, водопроводов и других трубопроводных систем в полевых условиях. В связи с широким применением корро-зионностойких труб из полиэтилена высокой плотности, в частности в газопроводных сетях, возникает проблема соединения полиэтиленовых тр уб особенно при устранении повреждений и выполнении ремонтных работ в полевых условиях. Проблема связана со свойствами полиэтилена, как материала, трудно поддающегося склеиваиванию, пластическому холодному деформированию, сварке и другим технологическим операциям, обычно применяемым при соединении, например, металлических тр уб. В качестве прототипа выбран способ соединения полимерных тр уб, при котором выполняют активационную обработку наружных поверхностей труб, нанесение на них и/или внутреннюю поверхность полимерной муфты клея, стыковку концов труб с установкой на них полимерной муфты и отверждение клея (Г. Пласки, Е. Пласки. Системы водоснабжения из полимерных материалов. М.: Стройиздат, 1978. - С.61). Активационная обработка соединяемых концов труб предусматривает обработку наружных поверхностей труб наждачной бумагой с последующим обезжириванием растворителем. Для склеивания применяют клеи на сильных растворителях. Общими признаками прототипа и заявляемого способа являются операции: активационная обработка наружных поверхностей соединяемых тр уб, нанесение клея на них и/или внутреннюю поверхность соединительной муфты, стыковка концов труб с установкой на месте стыковки труб указанной соединительной муфты и отверждение клея. Выбранный в качестве прототипа способ не обеспечивает прочность и герметичность соединения, так как на практике невозможно добиться минимального и равномерного зазора между соединительной муфтой и соединяемыми трубами с учетом того, что полимерные трубы, используемые, например, для водопроводных и газопроводных сетей, имеют большие допуски по наружному диаметру. В результате больших зазоров и их неравномерности между склеиваемыми поверхностями происходит неравномерное распределение клея в зазоре, что вызывает образование непроклеенных участков и, как следствие, нарушение герметичности соединения и уменьшение его прочности. В основу изобретения поставлена задача усовершенствования способа соединения полиэтиленовых труб, в котором, за счет особенностей клеевого состава и дополнительных средств фиксации соединительной муфты относительно наружных поверхностей соединяемых„труб , исключается возможность образования непроклеенных участков между внутренней поверхностью соединительной муфты и наружными поверхностями соединяемых труб и тем самым достигается герметичность соединения и повышается его прочность. Поставленная задача решается тем, что в способе соединения полиэтиленовых тр уб, включающем активационную обработку соединяемых труб, нанесения клея на них и/или внутреннюю поверхность соединительной муфты, стыковку концов труб с установкой на них соединительной муфты и отверждение клея, согласно изобретению перед нанесением клея на внутреннюю поверхность соединительной муфты устанавливают прутки, в качестве клея используют вспенивающуюся эпоксидную композицию, а активационную обработку соединяемых тр уб выполняют хромовой смесью. Перечисленные признаки способа составляют сущность изобретения. Целесообразно установку прутков выполнять вдоль образующи х вн утренней поверхности соединительной муфты с загибанием концов прутков на наружную поверхность соединительной муфты с равномерным шагом расположения прутков в поперечном сечении соединительной муфты, в качестве вспенивающейся эпоксидной композиции применить эпоксиаминную композицию с кратностью вспенивания 2,5, дополнительно запущенную аэросилом в количестве 3%, а в качестве хромовой смеси применить смесь серной кислоты (100 мас.ч.), бихромата калия (5 мас.ч.) и воды (8 мас.ч.). Причинно - следственная связь признаков изобретения с достигаемым техническим результатом вытекает из следующего. Активационная обработка соединяемых полиэтиленовых труб хромовой смесью обеспечивает адгезионные свойства полиэтилена по отношению к применяемой в качестве клея вспенивающейся эпоксидной композиции. Установка на внутреннюю поверхность соединительной муфты прутков с последующим нанесением клея на наружные поверхности соединяемых труб и/или на внутреннюю поверхность соединительной муфты, стыковкой концов труб и установкой на место стыка соединительной муфты обеспечивает центровку соединительной муфты относительно поверхностей труб в месте их стыка и гарантированный зазор между наружными поверхностями соединяемых тр уб и внутренней поверхностью муфты в собранном состоянии узла соединения. Применение в качестве клея вспенивающейся эпоксидной композиции позволяет полностью заполнить указанный зазор между соединительной муфтой и поверхностями труб эпоксидной композицией в процессе ее вспенивания и исключить возможность образования непроклеенных участков в клеевом соединении после вспенивания и отверждения эпоксидной композиции. Таким образом, активационная обработка соединяемых концов труб хромовой смесью, установка прутков на внутреннюю поверхность соединительной муфты, нанесение на наружные поверхности соединяемых труб и/или на внутреннюю поверхность соединительной муфты в качестве клея вспенивающейся эпоксидной композиции с последующей стыковкой концов труб, установкой на место стыковки соединительной муфты и отверждением клея позволяет исключить образование непроклеенных участков между внутренней поверхностью соединительной муфты и наружными поверхностями соединяемых труб и тем самым повысить прочность, соединения и его герметичность. Ниже приводится описание заявляемого способа со ссылками на чертежи, а также примеры его реализации. На чертежах представлены: Фиг. 1 - общий вид соединения труб в разрезе. Фиг. 2 - сечение по А-А на фиг. 1. Заявляемый способ осуществляют следующим образом. Соединяемые концы полиэтиленовых труб 1 и 2 обрабатывают хромовой смесью для активации соединяемых поверхностей труб 1 и 2 с целью повышения адгезионной способности материала труб. Предпочтительно в качестве хромовой смеси использовать смесь серной кислоты (100 мас.ч.), би хромата калия (5 мас.ч.) и воды (8 мас.ч.), которая, как показатели эксперименты, обеспечивает достаточную адгезионную способность полиэтилена при использовании в качестве клея эпоксидных композиций. В качестве соединительной муфты 3 используют тр убчатую заготовку, внутренний диаметр которой превышает наружный диаметр соединяемых тр уб 1 и 2. Целесообразно соединительную муфту 3 выполнять на основе эпоксидной композиции, например из стеклопластика на основе эпоксидного связующего. На внутреннюю поверхность соединительной муфты 3 устанавливают прутки 4, Прутки 4 могут быть изготовлены из проволоки. Установку прутков 4 целесообразно выполнять, ориентируя их вдоль образующи х внутренней поверхности соединительной муфты 3 с загибанием концов прутков 4 на наружную поверхность соединительной муфты 3. Количество прутков 4 может быть произвольным. Целесообразно прутки 4 устанавливать с равномерным шагом в поперечном сечении соединительной муфты 3. После этого на наружную поверхность соединяемых труб 1 и 2 или на внутреннюю поверхность соединительной муфты 3 наносят вспенивающуюся эпоксидную композицию, желательно с кратностью вспенивания 2, 5, например, пенокомпаунд УП-4-258, дополнительно загущенный аэросилом А380 в количестве 3%. Перед нанесением компаунда смешивают его компоненты и аэросил в указанном количестве. После нанесения вспенивающейся эпоксидной композиции на соответствующие поверхности соединения концы труб 1 и 2 стыкуют и на место стыковки устанавливают соединительную муфту 3 с прутками 4. После этого производят отверждение эпоксидной композиции, выдерживая соединение в неподвижном состоянии заданное время при заданной температуре, например при температуре 60-70°С в течение 30-40 минут. Соединения полиэтиленовых труб, выполненные по заявляемому способу, выдерживают гидравлическое давление 1 МПа, в том числе после выдержки в воде при 80°С в течение 140 часов, а также воздействие термоциклирования от +30°С до -30°С без потери герметичности. Примеры осуществления способа. Пример 1, Для соединения 2-х труб, выполненных из полиэтилена высокого давления (ТУ 6-19-352-87), с наружным диаметром 110 мм обрабатывали стыкуемые концы на участке 110 мм хромовой смесью в течение 20 минут, промывали водой и протирали ветошью, смоченной ацетоном, и сушили. В качестве хромовой смеси применяли смесь серной кислоты (100 мас.ч.), бихромата калия (5 мас.ч.), воды (8 мас.ч.). На пластиковой соединительной муфте, выполненной в виде трубы из полиэтилена высокого давления, длиной 110 мм с внутренним диаметром 112 мм толщиной 4 мм, закрепляли шесть прутков медной проволоки диаметром 1 мм. На внутреннюю поверхность соединительной муфты наносили слоем в 1 мм вспенивающуюся эпоксидную композицию, приготовленную смешением компонентов А и Б пенокомпаунда УП-4-258 с аэросилом А-380 в соотношении, мас.ч: компонент А-1-00, компонент Б-20, аэросил 2,6. Приготовленную таким образом муфту устанавливали на место стыковки труб и выдерживали при температуре 20-25°С в течение 24 часов до полного отверждения вспенивающейся эпоксидной композиции. Полученное ремонтное соединение подвергали испытаниям на воздействие пяти термоциклов от -30°С до +30°С, на гидравлическое давление 1 МПа, в том числе после выдержки в воде при 80°С в течение 140 часов. Потери герметичности соединения не наблюдалось. Пример 2. Для соединения 2-х труб, выполненных из полиэтилена высокого давления (ТУ 6-19-352-87), с наружным диаметром 63 мм обрабатывали стыкуемые концы на участке 65 мм хромовой смесью в течение 20 минут, промывали водой и протирали ветошью, смоченной ацетоном, и сушили. Состав хромовой смеси такой же. как и в примере 1. В данном примере использовали стеклопластиковую соединительную муфту, изготовленную методом намотки стеклоленты, пропитанной эпоксидной клеевой композицией, содержащей, мас.ч.: Намотку выполняли на оправку диаметром 64 мм с использованием разделительного слоя в виде кремнийорганического вазелина КВ-3-103 и лавсановой пленки. На стеклопластиковой муфте длиной 65 мм с внутренним диаметром 64 мм, толщиной 2 мм закрепляли 4 прутка стальной проволоки диаметром 0,5 мм. На внутреннюю поверхность муфты слоем в 1 мм наносили вспенивающуюся эпоксидную композицию, приготовленную смешением компонентов А и Б пенокомпаунда УП-4-258 с аэросилом А-380 в соотношении, мас.ч: компонент А-100, компонент Б-20, аэросил -3,7. Приготовленную таким образом муфту устанавливали на место стыка труб и выдерживали соединение при 60-70°С в течение 30 минут. Полученное ремонтное соединение подвергали испытаниям на воздействие 5 термоциклов от -30°С до +30°С, на гидравлическое давление 1 МПа, в том числе после выдержки в воде при 80°С в течение 140 часов. Потери герметичности соединения не наблюдалось.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for connection of polyethylene pipes
Автори англійськоюStrohanov Viktor Fedorovych, Sheludchenko Volodymyr Illich, Savchenko Volodymyr Mykolaiovych, Pshennychnyi Heorhii Ivanovych
Назва патенту російськоюСпособ соединения полиэтиленовых труб
Автори російськоюСтроганов Виктор Федорович, Шелудченко Владимир Ильич, Савченко Владимир Николаевич, Пшенничный Георгий Иванович
МПК / Мітки
МПК: C09J 5/08, B29C 65/00, F16L 47/00
Мітки: поліетиленових, з'єднання, труб, спосіб
Код посилання
<a href="https://ua.patents.su/2-10300-sposib-zehdnannya-polietilenovikh-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб з’єднання поліетиленових труб</a>
Спосіб з’єднання полімерних труб
Номер патенту: 10298
Опубліковано: 25.12.1996
Автори: Шелудченко Володимир Ілліч, Білошенко Віктор Олександрович, Строганов Віктор Федорович
МПК: B29C 65/48, F16L 47/02, C09J 5/02, C09J 5/06, B29C 65/02, C09J 5/00
Мітки: полімерних, з'єднання, труб, спосіб
Формула / Реферат:
1. Способ соединения полимерных труб, включающий размещение на концах соединяемых труб термоусаживающейся муфты, адгезива и последующий нагрев места их контакта, отличающийся тем, что в качестве термоусаживающейся муфты используют муфту, изготовленную из эпоксидной композиции с температурой стеклования 50-80°С и предельной деформацией при растяжении в высокоэластичном состоянии eв.э. = 65-80%, в стеклообразном состоянии eс = 4-6 %, а...
Спосіб з’єднання труб з термопластів
Номер патенту: 2652
Опубліковано: 26.12.1994
Автори: Малінін Альберт Леонідович, Ротенфельд Веніамін Соломонович, Самородницький Давид Єйхинович
МПК: B29C 65/18
Мітки: труб, спосіб, з'єднання, термопластів
Формула / Реферат:
Способ соединения труб из термопластов, при котором соединяемый конец одной из труб нагревают, формуют на нем раструб путем растяжения в радиальном направлении и приводят соединяемые концы труб в контакт, отличающийся тем, что формование раструба на конце одной из труб производят одновременно с нагревом, а приведение соединяемых труб в контакт осуществляют путем навинчивания сформованного конца одной трубы на соединяемый конец второй...
Різьбове з’єднання для бурильних труб
Номер патенту: 6581
Опубліковано: 29.12.1994
Автор: Жан Дюре
МПК: F16L 15/00
Мітки: з'єднання, різьбове, труб, бурильних
Формула / Реферат:
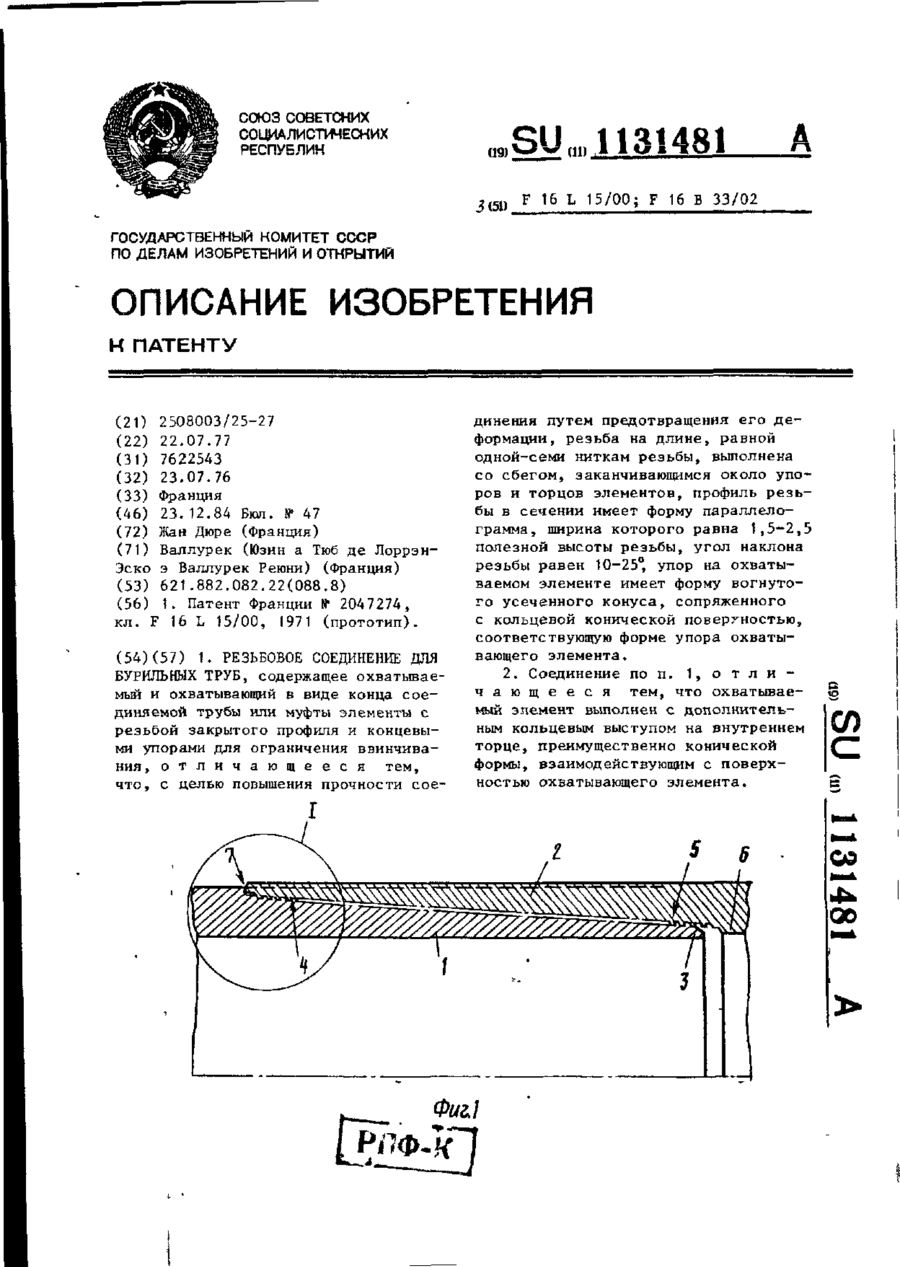
1. Резьбовое соединение для бурильных труб, содержащее охватываемый и охватывающий в виде конца соединяемой трубы или муфты элементы с резьбой закрытого профиля и концевыми упорами для ограничения ввинчивания, отличающееся тем, что, с целью повышения прочности соединения путем предотвращения его деформации, резьба на длине, равной одной-семи ниткам резьбы, выполнена со сбегом, заканчивающимся около упоров и торцов элементов, профиль...
З’єднання сталевих труб
Номер патенту: 4760
Опубліковано: 28.12.1994
Автор: Бернар Плакен
МПК: F16L 15/00
Мітки: з'єднання, сталевих, труб
Формула / Реферат:
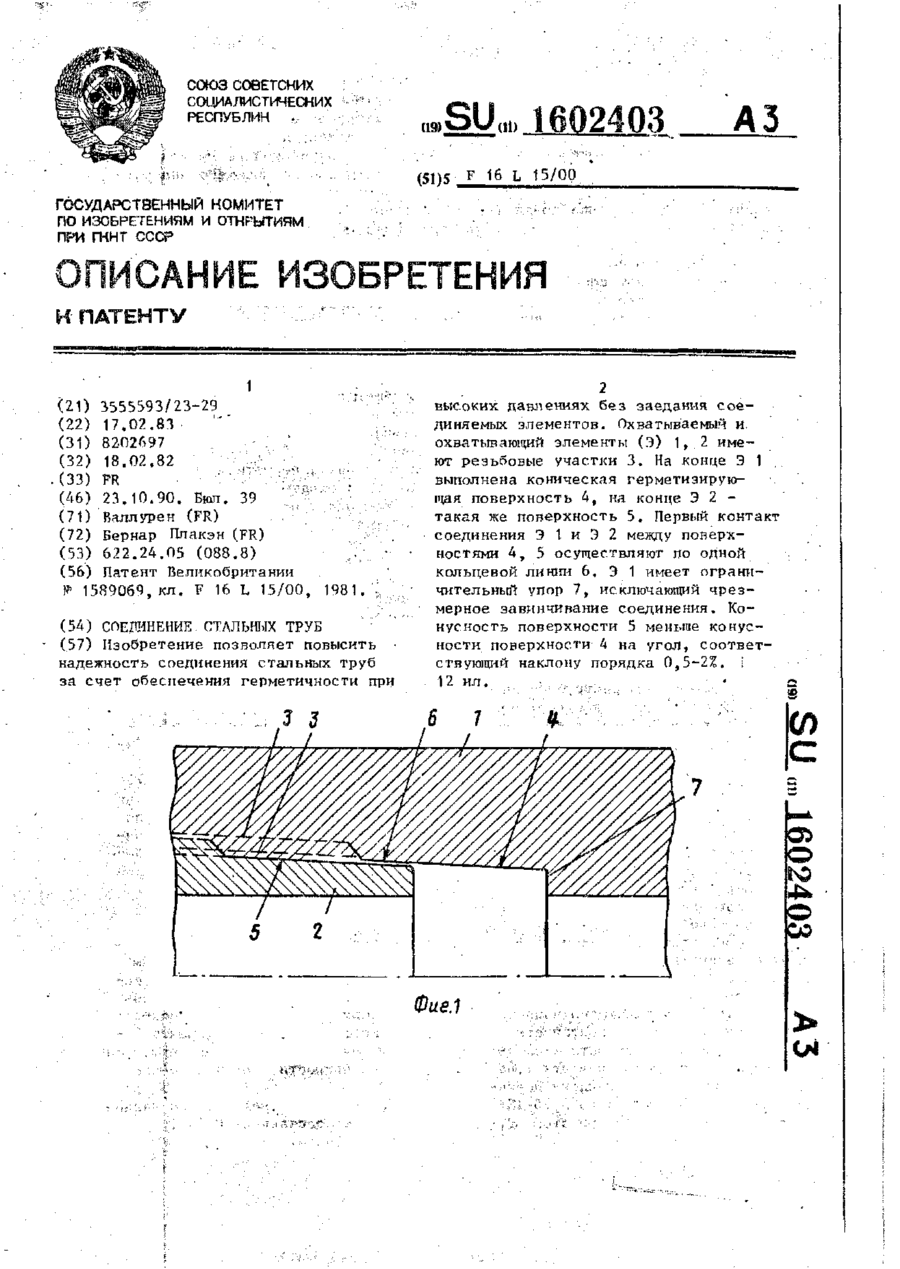
Соединение стальных труб, содержащее охватываемый и охватывающий элементы с резьбовыми участками и по меньшей мере один ограничительный упор и одну пару конических герметизирующих поверхностей, одна из которых расположена на конце охватываемого элемента или охватывающего элемента, причем герметизирующая поверхность, размещенная на конце охватываемого элемента, выполнена контактирующей по одной кольцевой линии с герметизирующей...
Пристрій для з’єднання труб
Номер патенту: 6583
Опубліковано: 29.12.1994
Автор: Іммануель Штрауб
МПК: F16J 15/32
Мітки: з'єднання, труб, пристрій
Формула / Реферат:
Устройство для соединения труб, содержащее незамкнутую камеру, в которой расположена С-образная в поперечном сечении манжета из материала типа резины, представляющая собой перемычку, соединяющую направленные одна к другой уплотняющие губки, отличающееся тем, что, с целью обеспечения плотности соединения труб независимо от переменных термических нагрузок и старения материала манжеты, внутренний диаметр уплотняющих губок больше диаметра...
Попередній патент: Спосіб одержання виробів з термоусадкою
Наступний патент: Протитепловий одяг
Випадковий патент: Спосіб корекції клапанної недостатності глибоких вен нижньої кінцівки