Відцентрова ливарна машина з горизонтальною віссю обертання
Номер патенту: 476
Опубліковано: 29.12.1999
Автори: Каричковський Петро Микитович, Морозовський Всеволод Віталійович, Зац Володимир Манусович, Костенко Георгій Дмитрович, Галабурда Іван Йосипович

Формула / Реферат
Відцентрова ливарна машина з горизонтальною віссю обертання, яка містить станину, відцентрову та кокільну головки, вихтовхувач відливок, яка відрізняється тим, що штовхальна штанга, виконана з можливістю обертання разом зі шпинделем, з'єднана з нерухомим штоком виштовхувана відливок через комбінований підшипниковий вузол, обладнана вкрученою в тарілку кокільної головки нарізною упорною пробкою та обладнана рухомим дозувально-заливальним пристроєм рівномірного розподілення струменя рідкого металу по довжині форми, кінематично зв'язаним здвоєною рейковою передачею а упорною шайбою, яка через відцентрові грузи кінематично зв'язана з передньою обмежувальною кришкою, причому упорна шайба та дозувально-заливальний пристрій кінематично зв'язані з одним і тим же приводом.
Текст
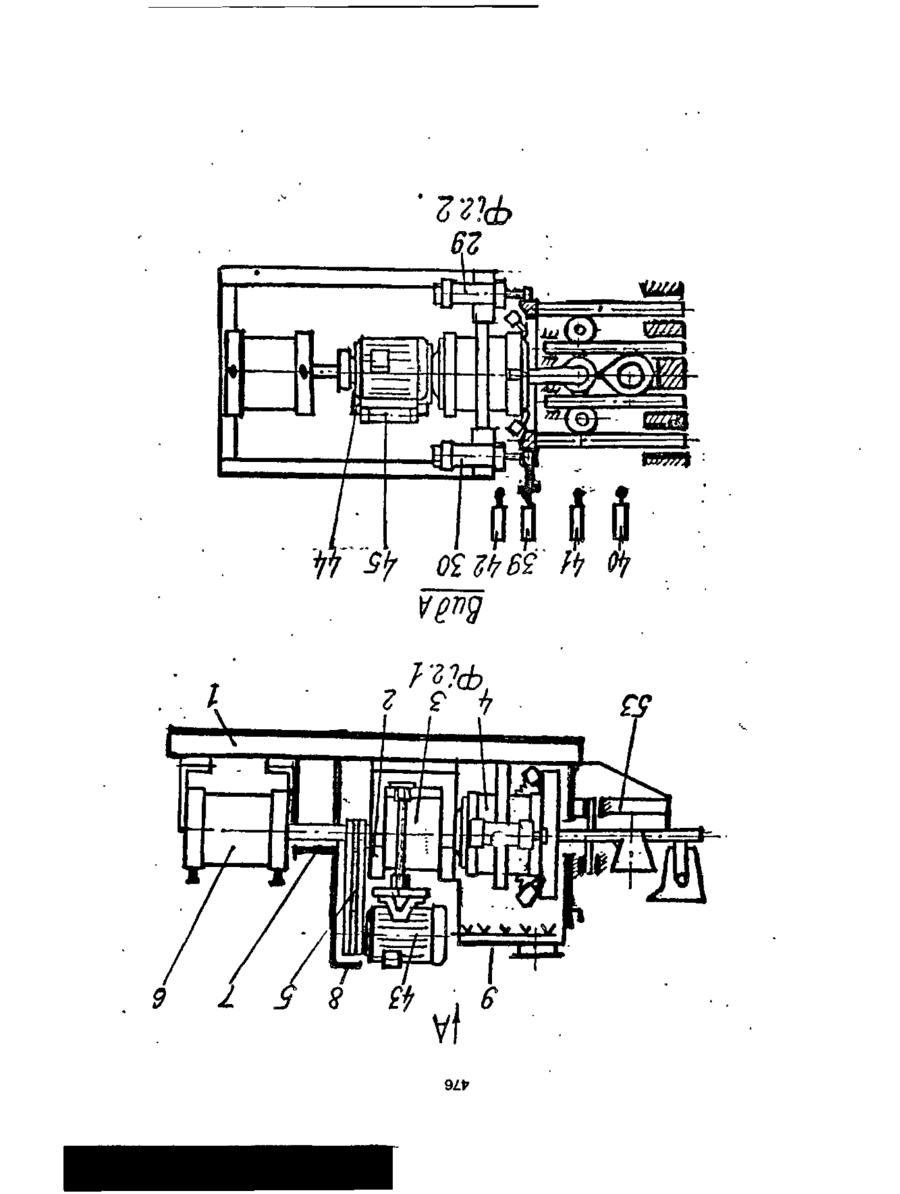
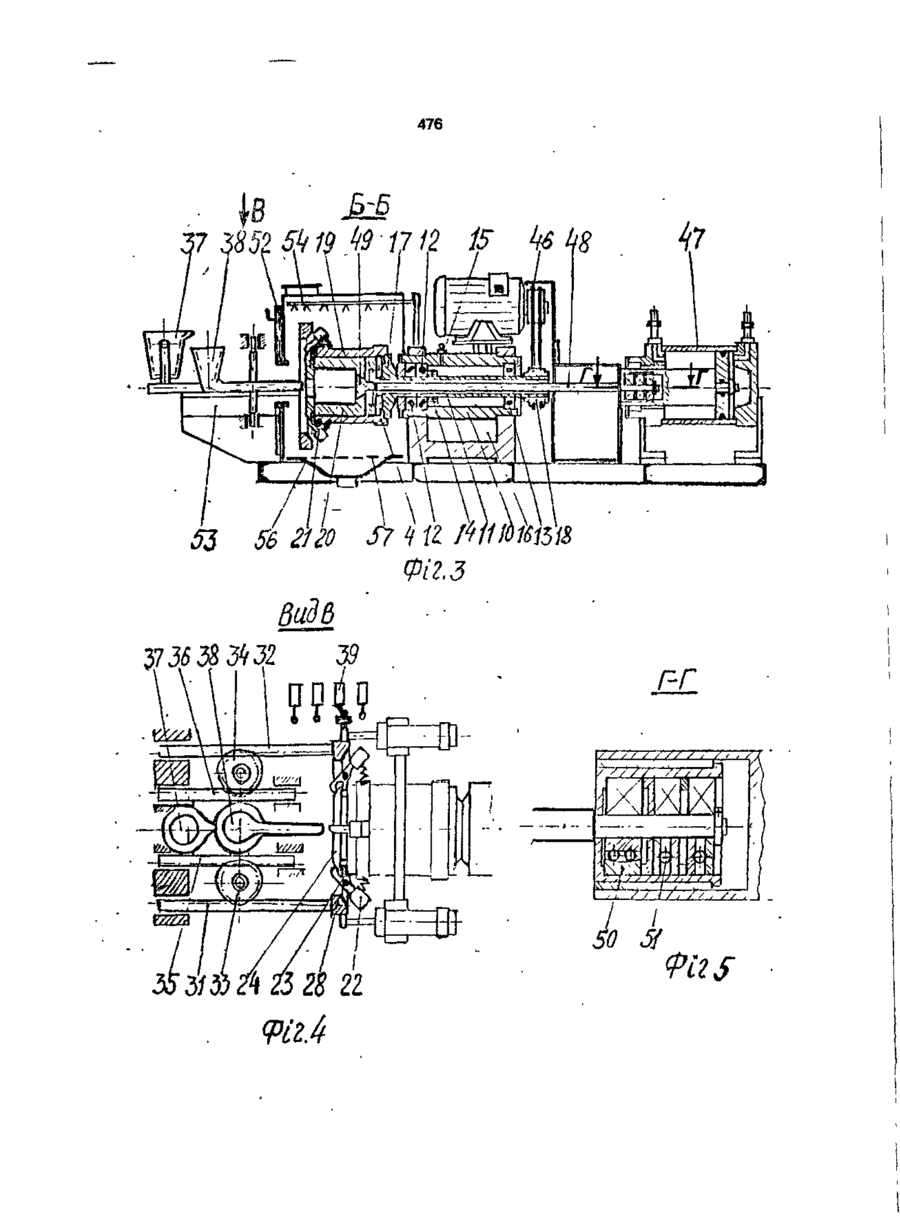
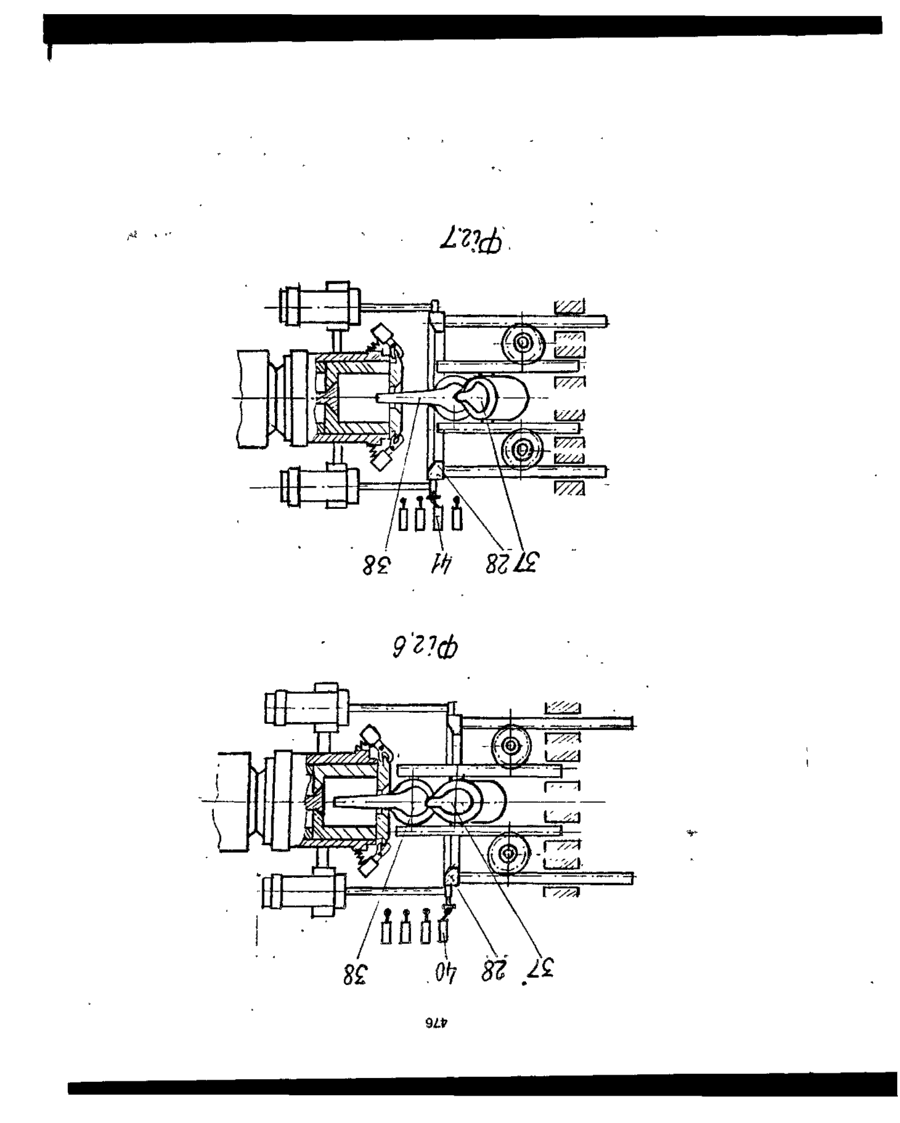
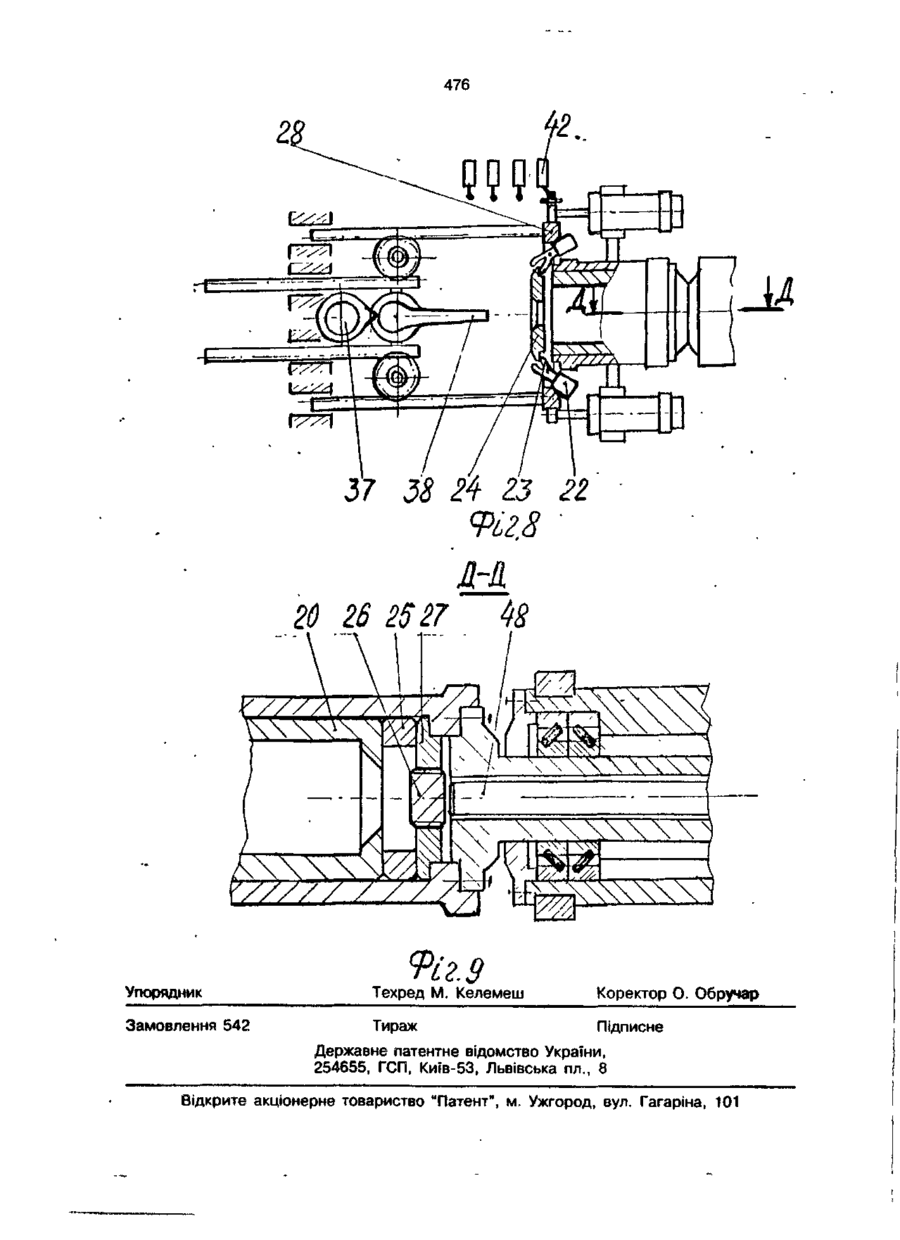
Відцентрова ливарна машина з горизонтальною віссю обертання, яка містить станину, відцентрову та кокільну головки, вихтовхувач відливок, яка в і дрізняється тим, що штовхальна штанга, виконана з можливістю обертання разом зі шпинделем, з'єднана з нерухомим штоком виштовхувача відливок через комбінований підшипниковий вузол, обладнана вкрученою в тарілку кокільної головки нарізною упорною пробкою та обладнана рухомим дозувальнозаливальним пристроєм рівномірного розподілення струменя рідкого металу по довжині форми, кінематично зв'язаним здвоєною рейковою передачею з упорною шайбою, яка через відцентрові грузи кінематично зв'язана з передньою обмежувальною кришкою, причому упорна шайба та дозувально-заливальний пристрій кінематично зв'язані з одним і тим же приводом. Винахід відноситься до області металургії та ливарного виробництва, зокрема до пристроїв та машин для відцентрового лиття відливок гільз двигунів внутрішнього згорання, мукомольних вальців, поршневих кілець та різноманітних втулок. Відомий пристрій для відцентрового лиття [Авт. св. № 1044418, кл. В 22 D 13/ 02], який містить шпиндель відцентрової машини, кожух, корпус, виливницю, передню і задню обмежувальні кришки, підпружинені конусні обмежувачі та упори, рухомі в радіальному напрямку, призначений для лиття заготовок різних зовнішніх діаметрів. Недоліком цієї машини є наявність великої кількості пружних елементів рухливих упорів та обмежувачів, які в умовах роботи при високих температурах змінюють свої міцнісні параметри, характеристики, заклинюють, потребують ретельного і частого технічного обслуговування. Надійність машини та її продуктивність при цьому значно знижуються. Відома також відцентрова ливарна машина з горизонтальною віссю обертання [Авт. св. № 1212692, кл. В 22 D 13/00], яка містить станину, встановлений на ній шпиндель з приводом обертання, заливальний пристрій, форму з відцентровими затворами, основний та додатковий пневмоприводи замикання форми, два підпружинені конічні повзуни, один з яких розташований в порожнині штока основ С > 476 ного пневмопривода, кулькові фіксатори, що розміщені в радіальних отворах штанги і знаходяться в контакті з підпружиненими повзунами. Недоліком цієї машини є складність 1 конструкції, низька надійність роботи механізму відцентрових затискачів замикання форми, особливо кулькових фіксаторів в умовах підвищених температур і забрудненості навколишнього середовища. При цьому низька надійність і складність виконання операції виштовхування та виймання відливки суттєво знижує продуктивність праці. , Найбільш близьким до винаходу по технічній сутності, результату, що досягається та меті є відцентрово-ливарна машина [Авт. св. № 904882, В 22 D 13/02], яка містить шпиндель, який обертається на двох роликових підшипниках, установлений на станині. Консольний кінець шпинделя закінчується фланцем, до якого кріпиться ізложниця із змінними напівформами. Всередині шпинделя знаходиться гідроциліндр, шток якого закінчується диском з металевою вставкою для виштовхування відливок. Гідроциліндр обертається разом зі шпинделем, а управління гідроциліндра здійснюється за допомогою муфти, що обертається. Недоліком вищезгаданої відцентрової машини, взятій за прототип, є складність технологічної операції виштовхування відливок по причині низької надійності конструкції виштовхувача відливок. Витоки робочої рідини через ущільнювачі муфти, що знаходяться в обертанні, приводять до втрати тиску та зниження сили виштовхувача відливок. Гідроциліндр, розташований всередині труби шпинделя, знаходиться в безпосередній близькості з рідким металом, перегрівається, ущільнювачі швидко*старіють, протікають, виходять з ладу, при цьому сила виштовхування значно знижується. Консольно розташована металева вставка в передній частині диску заважає витягуванню відливки і вона часто зависає на вставці. При цьому виникають перерви в роботі, знижується продуктивність праці та пожежна безпека. В конструкції машини не передбачена механізація операцій витягування передньої обмежувальної кришки та заміни форм. Відсутність керованого дозуюче-заливального пристрою з рівномірним розподіленням струменю рідкого металу по всій довжині форми приводить до нерівномірної швидкості кристалізації відливки по всій довжині форми, що суттєво знижує якість отриманих відливок та стійкість форм проти 5 10 15 20 25 ЗО 35 40 45 50 55 розгару, жолоблення, утворення тріщин і змиву теплоізоляційного покриття, В основу винаходу поставлено задачу удосконалити відцентрову ливарну машину з горизонтальною віссю обертання шляхом обладнання ЇЇ стаціонарним виштовхувачем відливок з комбінованим підшипниковим вузлом, нарізною упорною пробкою, ввернутою в тарілку кокільної головки та рухомим дозувально-заливальним пристроєм, кінематично зв'язаним з управляючою упорною шайбою забезпечити підвищення надійності та довговічності конструкції машини, покращення якості відливок і одержання необхідних міцнісних і механічних характеристик. Поставлене завдання вирішується тим, що у відцентровій ливарній" машині з горизонтальною віссю обертання, яка містить станину, відцентрову та кокільну головки, виштовхувач відливок, відповідно з винаходом, штовхальна штанга, виконана з можливістю обертання разом зі шпинделем, з'єднана з нерухомим штоком виштовхувача відливок через комбінований підшипниковий вузол, обладнана вкрученою в тарілку кокільної головки нарізною упорною пробкою та обладнана рухомим дозувально-заливальним пристроєм рівномірного розподілення струменю рідкого металу по довжині форми, кінематично зв'язаним здвоєною рейковою передачею з упорною шайбою, яка через відцентрові грузи кінематично зв'язана з передньою обмежувальною кришкою, причому упорна шайба та дозувально-заливальний пристрій кінематично зв'язані з одним і тим же приводом. Крім того, силовий пневмоциліндр виштовхувача відливок, закріплений на станині, знаходиться на достатній відстані від форми з рідким металом. Така конструкція суттєво зменшує вплив високої температури рідкого металу на гумові ущільнювачі пневмоциліндра. Передача стисненого повітря виконується не через обертаючу муфту з рухливими ущільнювачами, а через штуцери, закріплені на пневмоциліндрі. Штовхальна штанга, що обертається разом з» шпинделем, з'єднана з нерухомим штоком пневмоциліндра через комбінований підшипниковий вузол, який складається з радіально-сферичного та здвоєного упорного підшипника, що сприймають знакозмінні навантаження. Упорна шайба через відцентрові грузи управляє передньою обмежувальною кришкою, виймаючи ЇЇ з посадочного гнізда форми перед виштовхуванням відливок. 476 На фіг. 1 схематично показана машина, головний вид; на фіг. 2 - вид А на фіг. 1; на фіг. З - розріз Б-Б по головній центральній вісі машини; на фіг. 4 - вид В на фіг. З (на упорну шайбу та дозувально-заливальний пристрій при їх вихідному положенні); на фіг. 5 - розріз Г-Г по комбінованому підшипниковому вузлі виштовхувача відливок; на фіг. 6 - крайнє переднє положення жолоба дозувальнозаливального пристрою; на фіг. 7 - проміжне положення жолоба дозувально-заливального пристрою; на фіг. 8 - крайнє заднє положення упорної шайби при операції виймання передньої обмежувальної кришки; на фіг. 9 - розріз Д - Д на фіг. 8 (розріз з'єднання різьбової упорної пробки з тарілкою при технологічній операції підриву, виштовхуванню відливок та заміні форм). Відцентрова машина складається з станини 1, на якій б'югельними хомутами 2 закріплена швидкоз'ємна відцентрова головка 3, в передній частині якої консольно закріплена кокільна головка 4, а вверхній частині шарнірно закріплений електропривід 5. В задній частині розташований виштовхувач відливок 6; частини відцентрової машини, йдо обертаються, закриті кожухами 7, 8, 9. З метою гасіння вібраційних коливань, викликаних обертанням неврівноважених мас, станина має спеціальні порожнини для засипки в них дробі, а фундаментними болтами вона надійно кріпиться до фундаменту. Відцентрова головка складається з корпусу 10, в якому на трьох роликових підшипниках обертається шпиндель 11. В передній частині корпусу розташовані два роликових конічних підшипника 12, розміщених зустрічно, а в задній частині - підшипник з прямими циліндричними роликами 13. Регулювання підшипників здійснюється гайками 14. Корпус обладнаний маслянками 15 для подачі консистентного мастила та картером 16 для накопичення мастила в нижній частині. Передня частина шпинделя має фланець 17 для надійного закріплення кокільної головки 4, а задня - шпоночне посадочне місце для закріплення шківа 18. Кокільна головка складається з закріпленого на фланці шпинделя кокілетримателя 19, призначеного для розміщення в ньому змінної форми (кокілю) 20. На хомуті 21 кокілетримателя змонтовані підпружинені відцентрові грузи (кулачки) 22, обладнані спеціальними упорними зацепами 23. У вихідному положенні перед включенням обертання підпружинені 5 10 15 20 25 ЗО 35 40 45 50 55 6 відцентрові грузи, натискаючи на конічну поверхню обмежувальної передньої кришки 24 утримують її в посадочному гнізді форми 20, а після включення обертання і набирання оборотів відцентрові грузи 22 надійно притискають її до передньої торцевої поверхні форми 20. Для отримання відливок кожного типорозміру застосовують змінні відповідно форма 20 та розпірна втулка 25. Для механізації операції підриву та виштовхування форми і розпірної втулки необхідно змінну упорну пробку 26 з зовнішньою різьбою ввернути в тарілку 27 з відповідною внутрішньою різ )ою (фіг.9). Потім, використовуючи значну силу виштовхувача відливок 6, підірвати та виштовхнути форму 20 та розпірну втулку 25. Для управління відцентровими грузами призначена упорна шайба 28, розташована концентрично зовнішній поверхні хомута 21 кокілетримателя 19 і жорстко закріплена на штоках двох пневмоциліндрів 29 та ЗО. З іншої сторони шайба кінематично через здвоєну рейкову передачу (рейки ведучі 31, 32; колеса зубчаті 33, 34; рейки ведені 35, 36) зв'язана з дозуючезаливальним пристроєм, який функціонально складається з поворотного ковша 37 з набраною дозою рідкого металу та заливального жолоба 38, що подає рідкий метал в порожнину форми, яка обертається. Датчик 39 сигналізує про вихідне положення заливального жалоба і шайби перед заливкою (фіг.4). Датчик 40 сигналізує про крайнє переднє положення носка заливального жолоба (фіг.6). Датчик 41 сигналізує про проміжне ліве положення носка заливального жолоба при виході з порожнини форми, див. фіг. 7. Датчик 42 сигналізує про крайнє заднє положення упорної шайби (фіг.8). Керований електропривід 5 складається з багатошвидкісного електродвигуна 43, жорстко закріпленого на рухливій площадці 44, яка коливається, шарнірно зв'язаній кронштейном 45, що належить станині 1. Обертання шпинделя 11 передається клиноремінною передачею 46. Швидкість обертання шпинделя вибирається в залежності від діаметра відливок. Виштовхувач відливок складається з пневмоциліндра 47, штовхаючої штанги 48, обладнаної в передній частині диском 49, виготовленим з жаростійкого металу і надійно сполученим з конічним отвором задньої стінки форми 20. Задня частина штовхаючої штанги 48, яка обертається разом зі шпинделем 11, з'єднана з нерухомим штоком пневмоциліндра 47 через комбінований підшипниковий вузол, що скла 476 дається з радіально-сферичного 50 і здвоєного упорного 51 підшипника, який сприймає зиакозмінні навантаження: при ущільненні конусного з'єднання рухливої задньої стінки форми і при виштовхуванні відливки. В передній частині відцентрової машини кокільна головка, що обертається, закрита кожухом 7, який призначений для захисту обслуговуючого персоналу від рухомих елементів головки та бризок рідкого металу при заливці. До кожуха шарнірно прикріплені двері 52 з засувкою. В центральній частині дверей консольно закріплений кронштейн 53, на якому розміщується дозувально-заливальний пристрій та здвоєна рейкова передача. На стелі кожуха змонтовані два спреєрні колектори 54 з отворами, через які подається вода для охолодження кокільної головки. В верхній частині кожуха передбачений патрубок для приєднання до цехової вентиляції. В нижній частині кожуха змонтовано піддон 56 з решіткою 57, яка затримує вихлюпування рідкого металу, скрап, зколи теплоізоляційного покриття та інші механічні включення, пропускаючи вниз відпрацьовану воду. Машина працює таким чином. У вихідному положенні (натиснутий датчик 39) підпружинені грузи 22 утримують передню обмежувальну кришку 24 в посадочному гнізді форми 20. Шток пневмоциліндра 47 виштовхувача відливок через здвоєний упорний підшипник 51 втягує штовхаючу штангу 48 з конусним диском 49, замикає та ущільнює задню стінку форми (фіг. 3,4). Після включення електропривода 5 та досягнення необхідної швидкості обертання форми, штоки пневмоциліндрів 29, ЗО з закріпленою на них упорною шайбою 28, зміщуються вперед*а через здвоєну рейкову передачу носок заливального жолоба 38 входить з порожнину форми 20, яка обертається, виконуючи періодичне поступальне переміщення всередині форми від датчика 40 до датчика 41 (фіг. 6,7), розподіляючи рідкий метал рівномірно по всій довжині форми 20. Після закінчення операції заливки упорна шайба та дозувально-заливальний пристрій повертаються у вихідне положення (фіг. 4). Після кристалізації та охолодження відливки штоки пневмоциліндрів переміщуються в крайнє заднє положення до датчика 42 (фіг.8). При цьому упорна шайба 28 своїм скосом натискає і повертає навколо 5 10 15 20 25 ЗО 35 40 45 50 55 своєї вісі відцентрові грузи 22. Спеціальні упорні зацепи 23 підривають » переміщують передню обмежувальну кришку 24 вперед, виймаючи її при цьому із посадочного гнізда форми 20. Спрацьовує виштовхувач відливок 6 і шток пневмо-циліндра 47 через здвоєний упорний підшипник 51 переміщує штовхаючу штангу 48 з конусним диском 49 вперед, виштовхуючи при цьому відливку із форми 20. Після очистки внутрішньої поверхні форми 20, торцевої поверхні конусного диска 49, передньої обмежувальної кришки 24 штовхальна штанга 48 повертається у вихідне положення. Встановлюється у посадочне гніздо форми 20 передня обмежувальна кришка 24, упорна шайба 28 переміщується у вихідне положення до датчика 39, вмикається електропривід 5 і цикл повторюється. Таким чином, за рахунок рівномірного розподілення струменю рідкого металу по всій довжині форми вирівнюються швидкості кристалізації по всій довжині відливки, що приводить до утворення необхідної рівномірної мікроструктури литого металу, одержання необхідних міцнісних характеристик. В цілому це приводить до суттєвого покращення якості відливок і стійкості форм проти розгару, жолоблення, утворення тріщин і змиву теплоізоляційного покриття: за рахунок механізації операцій підриву, виймання, швидкості заміни передньої обмежувальної кришки і форми, обладнання виштовхувача відливок комбінованим підшипниковим вузлом приводить до підвищення продуктивності праці, надійності та довговічності машини. Покращання технічних характеристик машини, якості відливок, механізація технологічних операцій підтверджуються збільшенням міцнісних, механічних і антифрикційних характеристик відливок на 12-15%; зменшенням браку в зв'язку з одержанням необхідної рівномірної мікроструктури литого металу в 2,4-3,0 раза; скороченням питомих витрат електроенергії на одну відливку на 8-10%; підвищенням надійності та довговічності машини в 2,0-2,5 раза; підвищенням продуктивності праці в 2,8-3,2 раза. За попередніми розрахунками очікуваний економічний ефект від впровадження у виробництво відцентрової ливарної машини для виготовлення відливок мукомольних вальців за рахунок вищевказаних технічних результатів складає близько 9850 гривень на 1000 відливок. г 9 і £ 8 £f 9LP 476 !7 3852 5k 19 № • 17 I ¥ ?птгі;> г'.-ллч ФІ2.3 Зидв 3736 38 3k 31 39 Г-Г // // / /'/у / Ґ' / f /У. -ь ^—і 7 у і 7/ />., // 50 5І щгА . 9'гіф ГЖ5 .щ и 476 37 38 24 23 22 912,8 20 26 2527 48 -\\\\\\\: ///// /У /7 Фіг. 9 Упорядник Техред М. Келемеш Коректор О. Обручар Замовлення 542 Тираж Підписне Державне патентне відомство України, 254655, ГСП, Київ-53, Львівська пл., 8 відкрите акціонерне товариство "Патент", м, Ужгород, вул. Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюSpin casting system with horizontal pivot pin
Автори англійськоюKarychkovskyi Petro Mykytovych, Kostenko Heorhii Dmytrovych, Morozovskyi Vsevolod Vitaliiovych, Halaburda Ivan Yosypovych, Zats Volodymyr Manusovych
Назва патенту російськоюЦентробежная литейная машина с горизонтальной осью вращения
Автори російськоюКаричковский Петр Никитович, Костенко Георгий Дмитриевич, Морозовский Всеволод Витальевич, Галабурда Иван Иосифович, Зац Владимир Манусович
МПК / Мітки
МПК: B22D 13/02
Мітки: ливарна, машина, відцентрова, горизонтальною, обертання, віссю
Код посилання
<a href="https://ua.patents.su/8-476-vidcentrova-livarna-mashina-z-gorizontalnoyu-vissyu-obertannya.html" target="_blank" rel="follow" title="База патентів України">Відцентрова ливарна машина з горизонтальною віссю обертання</a>
Вітроколесо з горизонтальною віссю обертання
Номер патенту: 11190
Опубліковано: 25.12.1996
Автори: Бєляєв Микола Михайлович, Коваль Володимир Павлович, Кувшинов Володимир Іванович
МПК: F03D 1/02
Мітки: віссю, обертання, вітроколесо, горизонтальною
Формула / Реферат:
(57) Ветроколесо с горизонтальной осью вращения, содержащее полые скрученные по длине лопасти с воздуховыпускными отверстиями на концах, отличающееся тем, что каждая лопасть снабжена0 возду-хозаборными отверстиями, расположенными на подветренной стороне на расстоянии 1/3 - 2/3 радиуса ветроколеса от оси вращения.
Відцентрова ливарна машина

Номер патенту: 4284
Опубліковано: 27.12.1994
Автор: Жеребний Михайло Олександрович
МПК: B22D 13/10
Мітки: ливарна, відцентрова, машина
Формула / Реферат:
1. Центробежная литейная машина, содержащая вращающийся стол с установленной на нем разъемной формой, литниковую чашу, привод вращения формы, устройство для ее раскрывания и кожух, отличающаяся тем, что, с целью повышения надежности машины и улучшения условий труда, кожух выполнен в виде двух противоположно направленных конусов, установленных с зазором друг вдругесоосно форме, причем в продольном сечении края конусов имеют вид спирали....
Ливарна відцентрова машина

Номер патенту: 3499
Опубліковано: 27.12.1994
Автори: Кременчугський Олександр Львович, Чирун Анатолій Петрович, Пудіков Дмитро Всеволодович, Станіловський Борис Васильович, Воробйов Олександр Олександрович, Карпенко Віктор Федорович, Рябчий Михайло Євменович, Лєльгант Абрам Самойлович, Горбенко Віталій Петрович, Гончаров Юрій Григорович
МПК: B22D 13/00
Мітки: ливарна, машина, відцентрова
Формула / Реферат:
Литейная центробежная машина, содержащая заливочное устройство с дозатором, станину, механизм смены кокилей, выполненный в виде ротора, расположенного между передней и задней бабками привода вращения кокилей с осью, параллельной оси вращения шпинделя, при этом в корпусе ротора на роликовых опорах размещены кокили с коническими боковыми плоскостями совмещения с пeредней и задней бабками, отличающаяся тем, что, с целью повышения...
Відцентрова вертикальна ливарна машина

Номер патенту: 716
Опубліковано: 15.12.1993
Автори: Колеватов Сергій Гелійович, Чорний Віктор Миколаєвич, Сокіл Олександр Олександрович, Розенблюм Ілья Ірмович, Команов Геннадій Володимирович
МПК: B22D 13/04
Мітки: машина, відцентрова, вертикальна, ливарна
Формула / Реферат:
Центробежная вертикальная литейная машина, содержащая раму с закрепленной на ней посредством гибкой подвески опорной плитой, захват, установленный над опорной плитой в подшипниковом узле, привод вращения и заливочное устройство, при этом гибкая подвеска выполнена из двух соосных втулок, размещенных одна над другой и имеющих цапфы, шарнирно связанные с рамой и опорной плитой, и упругие элементы, отличающаяся тем, что упругие элементы гибкой...
Вітродвигун з вертикальною віссю обертання
Номер патенту: 13993
Опубліковано: 25.04.1997
Автори: Науменко Володимир Якович, Мойсеєнко Олександр Олегович, Чумак Микола Григорович
МПК: F03D 1/00, F03D 3/00, F03D 3/06
Мітки: обертання, вертикальною, віссю, вітродвигун
Формула / Реферат:
Вітродвигун з вертикальною віссю обертання, який складається з порожнинного конічного ротора з робочими елементами, направленого вершиною уверх від установочної поверхні та закріпленого на штанзі, має привод, зв'язаний з ротором, який відрізняється тим, що робочі елементи виконані у вигляді лопатей, закріплених на осі ротора, і мають у площині, перпендикулярній осі обертання ротора, евольвентну форму.
Попередній патент: Гра
Наступний патент: Пристрій для укладання пляшок у тару
Випадковий патент: Спосіб діагностики струсу головного мозку