Ливарна відцентрова машина
Номер патенту: 3499
Опубліковано: 27.12.1994
Автори: Горбенко Віталій Петрович, Чирун Анатолій Петрович, Рябчий Михайло Євменович, Гончаров Юрій Григорович, Пудіков Дмитро Всеволодович, Воробйов Олександр Олександрович, Лєльгант Абрам Самойлович, Кременчугський Олександр Львович, Карпенко Віктор Федорович, Станіловський Борис Васильович

Формула / Реферат
Литейная центробежная машина, содержащая заливочное устройство с дозатором, станину, механизм смены кокилей, выполненный в виде ротора, расположенного между передней и задней бабками привода вращения кокилей с осью, параллельной оси вращения шпинделя, при этом в корпусе ротора на роликовых опорах размещены кокили с коническими боковыми плоскостями совмещения с пeредней и задней бабками, отличающаяся тем, что, с целью повышения производительности машины путем осуществления сборки и разборки кокиля в процессе работы машины, полукокили выполнены ступенчатыми с различными по диаметру корпусами, а роликовые опоры размещены на разных уровнях.
Текст
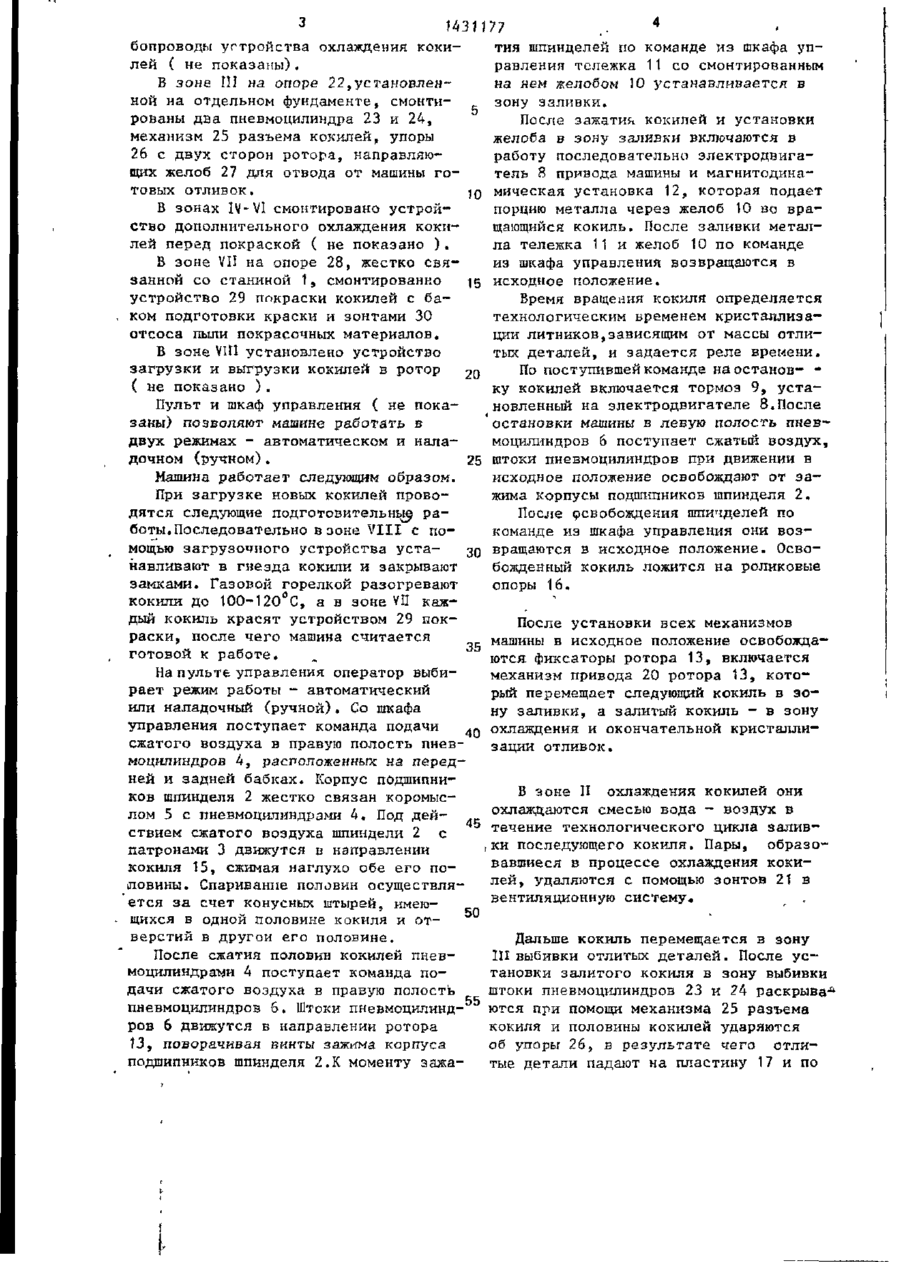
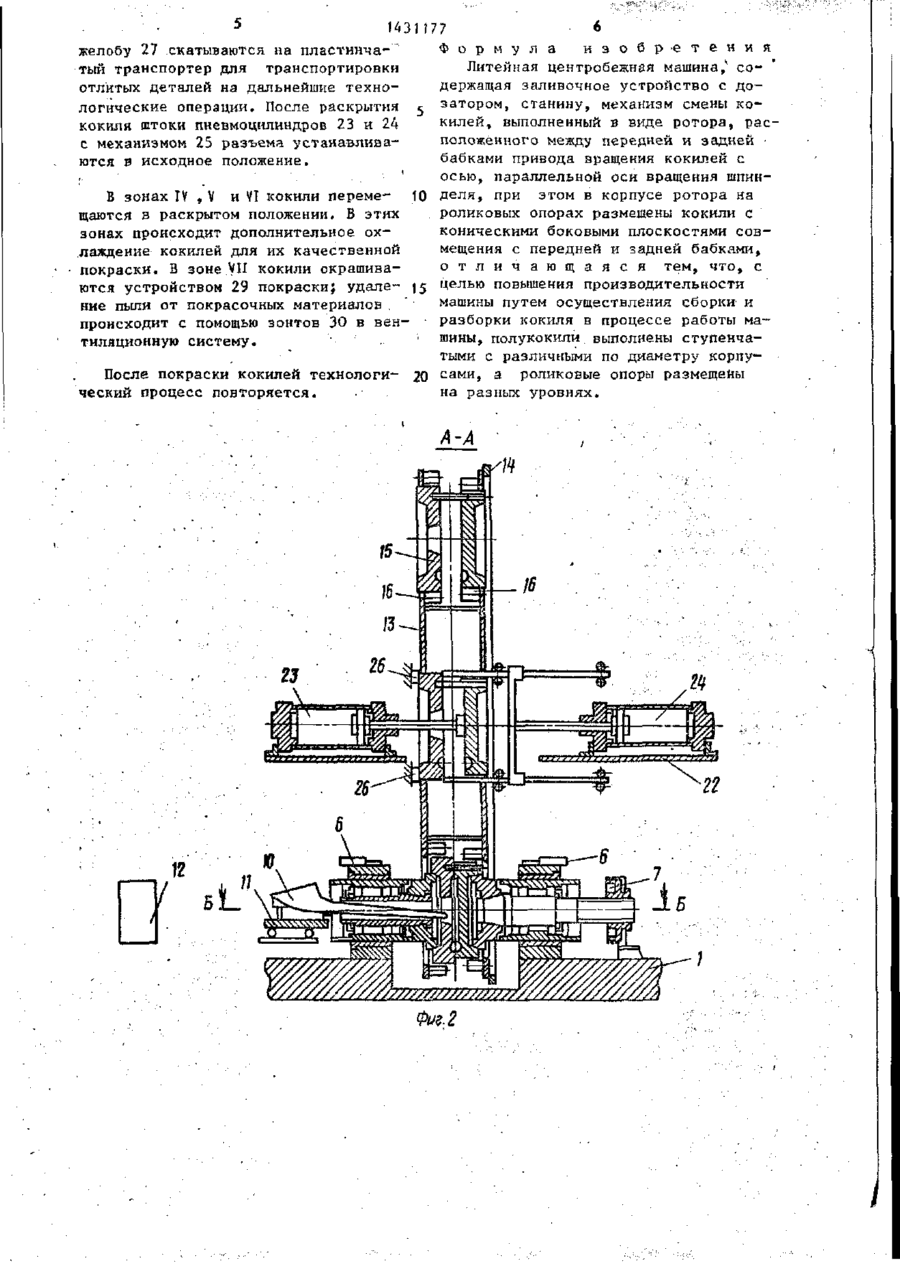
Изобретение относится к литейному производству и может быть использовано для получения отливок мелющих тел (шаров, эллипсоидов и т.д,). Цель изобретения - повышение прризводительности машины. Машина содержит заливочное устройство с дозатором, станину 1, на которой установлены передняя бабка 'со шпинделем и задняя бабка, пневмоцилиндры для осевого перемещения бабок, привод шпинделя, устройство охлаждения, механизм разъема кокилей, механизм смены кокилей,выполненный в виде ротора 13 с приводом 20, плоскость которого расположена между „ передней и задней бабками, а ось вра- « Э щения параллельна оси шпинделя. В кор 1431177 пусе ротора на равных угловых и линейных расстояниях от оси вращения размещены комплекты кокилей, причем каждый полукокиль выполнен с конической выемкой на внешней торцовой части и установлен с заэором в г~нездо из ступенчатых роликовых опор с возможностью перемещения вдоль оси шпинделя. Ротор Изобретение относится к литейному производству и может быть испльзовано для получения отливок мелющих тел (шаров, эллипсоидов и т.п.) повышенной прочности в условиях массового и крупносерийного производства. Целью изобретения является повышение производительности машины. На фиг.1 показана литейная центробежная машина, вид спереди; на фиг, 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б--Б на фиг. 2. Машина состоит из станины ^передней бабки, в которой смонтирован на шариковых подшипниках пустотелый шпиндель•2. На шпиндель 2 наглухо посажен патрон 3. По бокам бабки смонтированы два пневмоцилиндра 4 для ее осевого перемещения. Пневмодилиндры 20 4 жестко связаны с корпусом подшипника шпинделя коромыслом 5. По бокам бабки также смонтированы пневмоцилинры 6 зажима корпуса подшипников шпинделя. Корпус бабки выполнен полым для 25 охлаждения его водой; между шпинделем и корпусом подшипников смазка подшипников осуществляется маслом под давлением. разбит на рабочие зоны I-VIII ,которые содержат устройство охлаждения кокилей , механизм разъема кокилей , устройство дополнительного охлаждения кокилей перед покраской , устройство 29 покраски кокилей, устройство загрузки и выгрузки кокилей в ротор. 3 ил. Механизм смены кокилей выполнен в виде ротора 13 с приводом;плоскость ротора 13 расположена между передней и задней бабками, а ось вращения параллельна оси шпинделя.Ротор 13 представляет собой сварную конструкцию, на торце которой жестко закреплен венец зубчатого колеса 14. На корпусе ротора расточены гнезда для установки в них кокилей 15. Кокили размещены в корпусе ротора на равных угловых и линейных расстояниях от его оси вращения, причем каждый полукокиль выполнен с конической выемкой на внешней торцовой части и установлен с зазором в гнезде из роликовых опор 16 с возможностью перемещения вдоль оси шпинделя. Роликовые опоры 16 поддерживают кокили 15 при перемещении ротора 13. Образующий диаметр роликовых опор в гнезде больше диаметра кокиля для обеспечения свободного вращения кокиля в шпинделях машины. В зоне гнезд вварены пластины 17, которые служат приемниками отливок и одновременно защитным кожухом в зоне заливки металла.Ротор смонтирован на подшипниковом узле 18,установленном Конструкция задней бабки анало- 30 на двух опорах 19; опоры жестко связаны со станиной 1. Привод 20 ротора гична конструкции передней бабки.Отсостоит из электродвигателя,редуктоличие состоит в шпинделе, на который ра и ведущей шестерни, передаточное •с обратной стороны от патрона насажен число которой обеспечивает технологина шлицах шкив 7 клиноременной передачи для вращения шпинделя от электро -35 ческое время перемещения кокиля в роTODe. двигателя 8, содержащего тормоз 9. Ротор разбит на рабочие зоны I-VIII, Заливочное устройство состоит из В зоне I осуществляется заливка желоба 10, смонтированного на подвижподготовленных кокилей 15. ной тележке 11 и установленного под В зоне I установлены два зонта 21 I углом к горизонтальной плоскости маотсоса пара в вентиляционную систему. шины, и магнитодинамическои установПо периферии зонтов вмонтированы труки 12 для заливки чугуна. 3 M311 77 4 бопроводы устройства охлаждения кокития шпинделей по команде из шкафа уплей С не показаны). равления тележка 11 со смонтированным В зоне III на опоре 22,установленна нем желобом 10 устанавливается в ной на отдельном фундаменте, смонтизону заливки. рованы два пневмоцилиндра 23 и 24, После зажатия кокилей и установки механизм 25 разъема кокилей, упоры желоба в зону заливки включаются в 26 с двух сторон ротора, направляюработу последовательно электродвигащих желоб 27 для отвода от машины готель 8 привода машины и магнитодинатовых ОТЛИВОК. JQ мическая установка 12, которая подает В зонах IV-VI смонтировано устройпорцию металла через желоб 10 во враство дополнительного охлаждения кокищающийся кокиль. После заливки металлей перед покраской ( не показано ) . ла тележка 11 и желоб 10 по команде из шкафа управления возвращаются в В зоне VII на опоре 28, жестко связанной со станиной 1, смонтированко 15 исходное положение. устройство 29 покраски кокилей с баВремя вращения кокиля определяется ком подготовки краски и зонтами 30 технологическим временем кристаллизаотсоса пыли покрасочных материалов. ции литников,зависящим от массы отлитых деталей, и задается реле времени. В зоне VUI установлено устройство По поступившей команде на останов- загрузки и выгрузки кокилей в ротор 2 о ку кокилей включается тормоз 9, уста( не показано ) . новленный на электродвигателе 8.После Пульт и шкаф управления ( не покаостановки машины в левую полость пневзаны) позволяют машине работать в моцилиндров б поступает сжатый воздух, двух режимах - автоматическом и наладочном (ручном). 25 штоки пневмоцилиндров при движении в исходное положение освобождают от заМашина работает следующим образом. жима корпусы подшипников шпинделя 2. При загрузке новых кокилей проводятся следующие подготовительны^ раПосле освобождения шпичделей по боты. Последовательно в зоне VIII с покоманде из шкафа управления они возмощью загрузочного устройства устазо вращаются в исходное положение. Освонавливают в гнезда кокили и закрывают божденный кокиль ложится на роликовые замками. Газовой горелкой разогревают опоры 16. кокили до 100-120°С, а в зоне VII каждый кокиль красят устройством 29 покПосле установки всех механизмов раски, после чего машина считается машины в исходное положение освобожда35 готовой к работе. ются фиксаторы ротора 13, включается На пульте управления оператор выбимеханизм привода 20 ротора 13, кото** рает режим работы - автоматический рый перемещает следующий кокиль в зоили наладочный (ручной). Со шкафа ну заливки, а залитый кокиль - в зону управления поступает команда подачи 4_. охлаждения и окончательной кристаллисжатого воздуха в правую полость пневзации отливок. моцилиндров А, расположенных на передней и задней бабках. Корпус подшипниВ зоне П охлаждения кокилей они ков шпинделя 2 жестко связан коромысохлаждаются смесью вода - воздух в лом 5 с пневмоцилиндрами 4. Под действием сжатого воздуха шпиндели 2 с 45 течение технологического цикла заливш и последующего кокиля. Пары, образопатронами 3 движутся в направлении вавшиеся в процессе охлаждения кокикокиля 15, сжимая наглухо обе его полей, удаляются с помощью зонтов 21 в ловины. Спаривание половин осуществля вентиляционную систему. ется за счет конусных штырей, имею50 щихся в одной половине кокиля и отверстий в другой его половине. Дальше кокиль перемещается в зону После сжатия половин кокилей пнев1П выбивки отлитых деталей. После усмоцилиндрани А поступает команда потановки залитого кокиля в зону выбивки дачи сжатого воздуха в правую полость штоки пневмоцилиндров 23 и 24 раскрыва А пневмоцилиндров 6. Штоки пневмоцилинд- 55 ются при помощи механизма 25 разъема ров 6 движутся в направлении ротора кокиля и половины кокилей ударяются 13, поворачивая винты зажима корпуса об упоры 26t в результате чего отлиподшипников шпинделя 2.К моменту зажатые детали падают на пластину 17 и по 6 14311 77 Ф о р м у л а и з о б р е т е н и я желобу 27 скатываются на тшастинча- " 4 Литейная центробежная машина, сотый транспортер для транспортировки держащая заливочное устройство с доотлитых деталей на дальнейшие технологические операции. После раскрытия ^ затором, станину, механизм смены кокилей, выполненный в виде ротора, раскокиля штоки пневмоцилиндров 23 и 24 положенного между передней и задней • с механизмом 25 разъема устанавливабабками привода вращения кокилей с ются в исходное положение, осью, параллельной оси вращения шпинделя, при этом в корпусе ротора на В зонах IV , V и VT кокили переме- 10 роликовых опорах размешены кокили с щаются в раскрытом положении, В этих коническими боковыми плоскостями совзонах происходит дополнительное охмещения с передней и задней бабками, лаждение кокилей для их качественной о т л и ч а ю щ а я с я тем, что, с покраски. В зоне VII кокили окрашивацелью повышения производительности ются устройством 29 покраски; удале- 15 машины путем осуществления сборки и ниє пыли от покрасочных материалов . разборки кокиля в процессе работы мапроисходит с помощью зонтов 30 в веншины, полукокили выполнены ступенчатиляционную систему. тыми с различными по диаметру корпуПосле покраски кокилей технологи- 20 сами, а роликовые опоры размещены на разных уровнях. ческий процесс повторяется. 5 А-А У Фиг.2 1431177 JzA Редактор Н.Корченко Составитель Н.Ромашова Техред М.Дидык Корректор Г.Решетник Заказ 1175/ДСП Тираж 500 Подписное БНИИГІИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5 Проиаводственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюCentrifugal casting machine
Автори англійськоюHoncharov Yurii Hryhorovych, Stanilovskyi Borys Vasyliovych, Riabchii Mykhailo Yevmenovych, Pudikov Dmytro Vsevolodovych, Vorobiiov Oleksandr Oleksandrovych, Kremenchuhskyi Oleksandr Lvovych, Chyrun Anatolii Petrovych, Horbenko Vitalii Petrovych, Lielhant Abram Samoilovych, Karpenko Viktor Fedorovych
Назва патенту російськоюЛитейная центробежная машина
Автори російськоюГончаров Юрий Григорьевич, Станиловский Борис Васильевич, Рябчий Михаил Евменович, Пудиков Дмитрий Всеволодович, Воробьев Александр Александрович, Кременчугский Александр Львович, Чирун Анатолий Петрович, Горбенко Виталий Петрович, Лельгант Абрам Самойлович, Карпенко Виктор Федорович
МПК / Мітки
МПК: B22D 13/00
Мітки: ливарна, відцентрова, машина
Код посилання
<a href="https://ua.patents.su/6-3499-livarna-vidcentrova-mashina.html" target="_blank" rel="follow" title="База патентів України">Ливарна відцентрова машина</a>
Відцентрова вертикальна ливарна машина

Номер патенту: 716
Опубліковано: 15.12.1993
Автори: Команов Геннадій Володимирович, Сокіл Олександр Олександрович, Чорний Віктор Миколаєвич, Розенблюм Ілья Ірмович, Колеватов Сергій Гелійович
МПК: B22D 13/04
Мітки: машина, вертикальна, ливарна, відцентрова
Формула / Реферат:
Центробежная вертикальная литейная машина, содержащая раму с закрепленной на ней посредством гибкой подвески опорной плитой, захват, установленный над опорной плитой в подшипниковом узле, привод вращения и заливочное устройство, при этом гибкая подвеска выполнена из двух соосных втулок, размещенных одна над другой и имеющих цапфы, шарнирно связанные с рамой и опорной плитой, и упругие элементы, отличающаяся тем, что упругие элементы гибкой...
Відцентрова ливарна машина

Номер патенту: 4284
Опубліковано: 27.12.1994
Автор: Жеребний Михайло Олександрович
МПК: B22D 13/10
Мітки: машина, ливарна, відцентрова
Формула / Реферат:
1. Центробежная литейная машина, содержащая вращающийся стол с установленной на нем разъемной формой, литниковую чашу, привод вращения формы, устройство для ее раскрывания и кожух, отличающаяся тем, что, с целью повышения надежности машины и улучшения условий труда, кожух выполнен в виде двух противоположно направленных конусов, установленных с зазором друг вдругесоосно форме, причем в продольном сечении края конусов имеют вид спирали....
Ботвозбиральна машина
Номер патенту: 2222
Опубліковано: 26.12.1994
Автори: Ветохін Володимир Іванович, Осуховський Володимир Михайлович, Сарапулов Адольф Кіндратович
МПК: A01D 23/02
Мітки: машина, ботвозбиральна
Формула / Реферат:
1. Ботвоуборочная машина, включающая ротационные рабочие органы с вертикальной осью вращения, поверхность которых выполнена винтообразной, кожух и устройство для выгрузки ботвы, отличающаяся тем, что винтообразная поверхность рабочего органа выполнена с увеличивающимся от нижней части к верхней шагом, а кожух снабжен передней стенкой.2. Ботвоуборочная машина по п. 1, отличающаяся тем, что уровень нижней кромки задней стенки кожуха...
Литтєва багатопозиційна машина для перероблення термопластичних матеріалів
Номер патенту: 1828
Опубліковано: 20.12.1994
Автори: Проскурня Альберт Григорович, Мисливець Василь Миколайович, Сиволап Сергій Володимирович
МПК: B29C 45/00
Мітки: машина, литтєва, матеріалів, термопластичних, багатопозиційна, перероблення
Формула / Реферат:
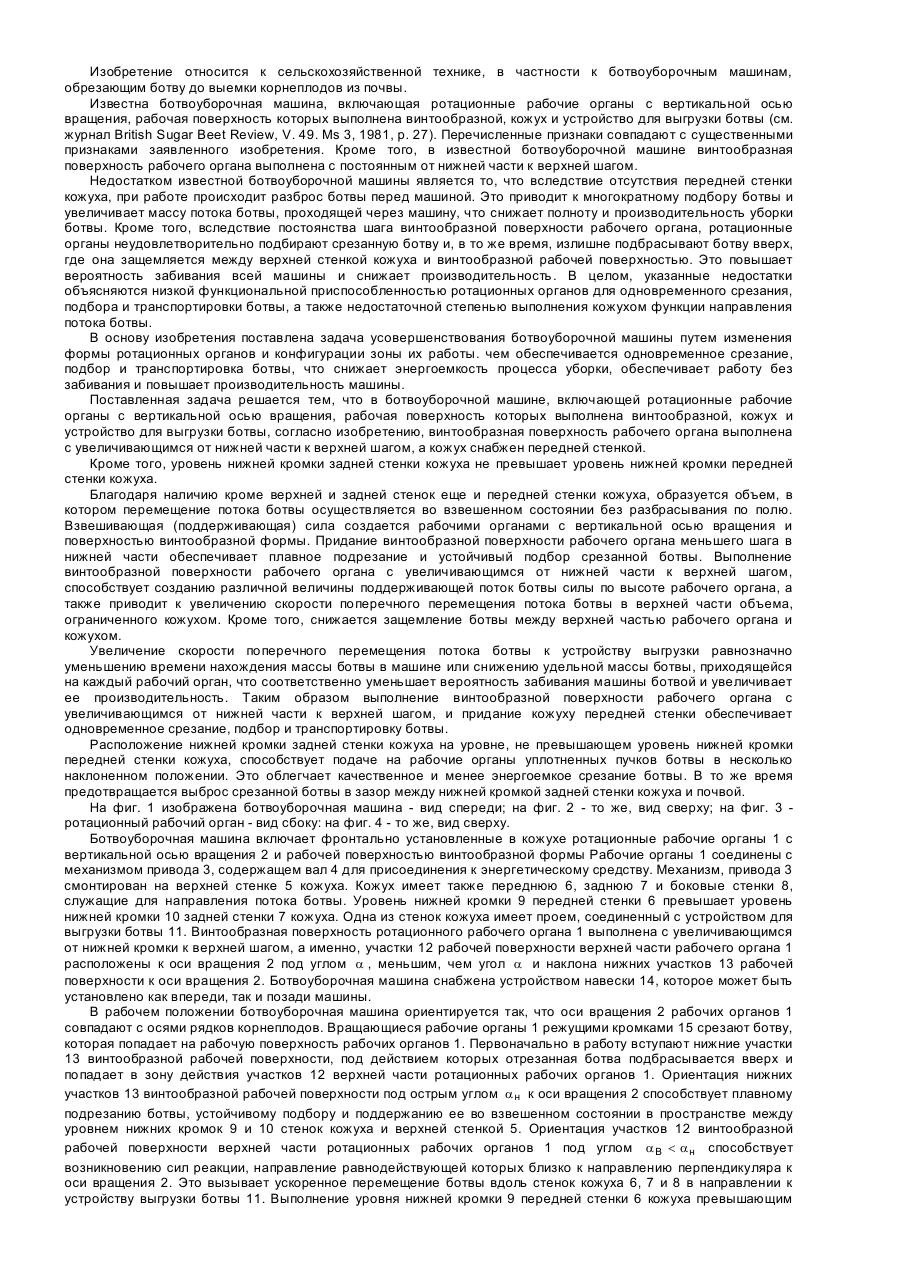
Литьевая многопозиционная машина для переработки термопластичных материалов, содержащая станину, материальный цилиндр, переднюю и заднюю неподвижные плиты, ротор, по периферии которого со стороны передней неподвижной плиты установлены формы, механизм поворота и фиксации ротора, цилиндр дожима форм, смонтированный в задней неподвижной плите соосно с материальным цилиндром, установленным со стороны передней неподвижной плиты, упоры,...
Багатопозиційний пристрій для роз’єднання і підготовки кокілей при відцентровому литті
Номер патенту: 4132
Опубліковано: 27.12.1994
Автори: Кулик Владислав Володимирович, Казберч Леонід Антонович
МПК: B22D 13/00, B22D 13/10
Мітки: підготовки, пристрій, роз'єднання, литті, відцентровому, кокілей, багатопозиційний
Формула / Реферат:
Многопозиционное устройство для разъема и подготовки кокилей при центробежном литье, содержащее стол с приводом и фиксатором, силовой цилиндр с ловителем и механизм разъема и подготовки кокилей, имеющий толкатель с головкой в нижней части, расположенный по центру станины и взаимодействующий с ловителем силового цилиндра, отличающееся тем, что оно снабжено подвижной муфтой, размещенной в средней части толкателя, коромыслом, расположенным в...
Попередній патент: Мас-спектрометричний течерозшукувач
Наступний патент: Грейфер
Випадковий патент: Спосіб лікування реактивних невротичних розладів у дітей, хворих на цукровий діабет і типу