Пристрій для регулювання діаметра плівкового рукава
Номер патенту: 5323
Опубліковано: 28.12.1994
Автори: Осецький Юрій Михайлович, Гоцалюк Юрій Борисович, Значковський Борис Миколайович
Формула / Реферат
1. Устройство для регулирования диаметра пленочного рукава, содержащее червячный пресс с электроприводом, сумматор, подключенные на его вход и смонтированные в зоне раздува рукава и в зоне его затвердевания соответственно основной и дополнительный датчики диаметра рукава, установленный в магистрали системы внешнего воздушного охлаждения исполнительный механизм с заслонкой, отличающееся тем, что, с целью повышения качества получаемого пленочного рукава за счет стабилизации его геометрических размеров путем автоматического управления процессом раздува при экструдировании его посредством червячного пресса, устройство снабжено подключенным на вход сумматора задатчиком разности диаметров рукава, дополнительными исполнительными механизмами, выполненными в виде элемента перемещения основного и дополнительного датчиков по высоте рукава и элемента управления электроприводом червячного пресса, включенным между выходом сумматора и входом исполнительных механизмов переключателем с рабочими контактами и основным, дополнительным и промежуточным регуляторами, причем входы последних соединены через рабочие контакты переключателя с выходом сумматора, а выходы - соответственно с исполнительным механизмом с заслонкой, элементом перемещения основного и дополнительного датчиков по высоте рукава и элементом управления электроприводом червячного пресса.
2. Устройство по п. 1, отличающееся тем, что устройство снабжено блоком контроля положения исполнительного механизма с заслонкой, блоком контроля высоты установки датчиков, а переключатель выполнен в виде блока управления с информационными входами и выходными контактами, причем на информационные входы блока управления подключены соответственно выход блока контроля положения исполнительного механизма с заслонкой, выход блока контроля высоты установки датчиков и выход промежуточного регулятора, анавыходные контакты - рабочие контакты переключателя.
Текст
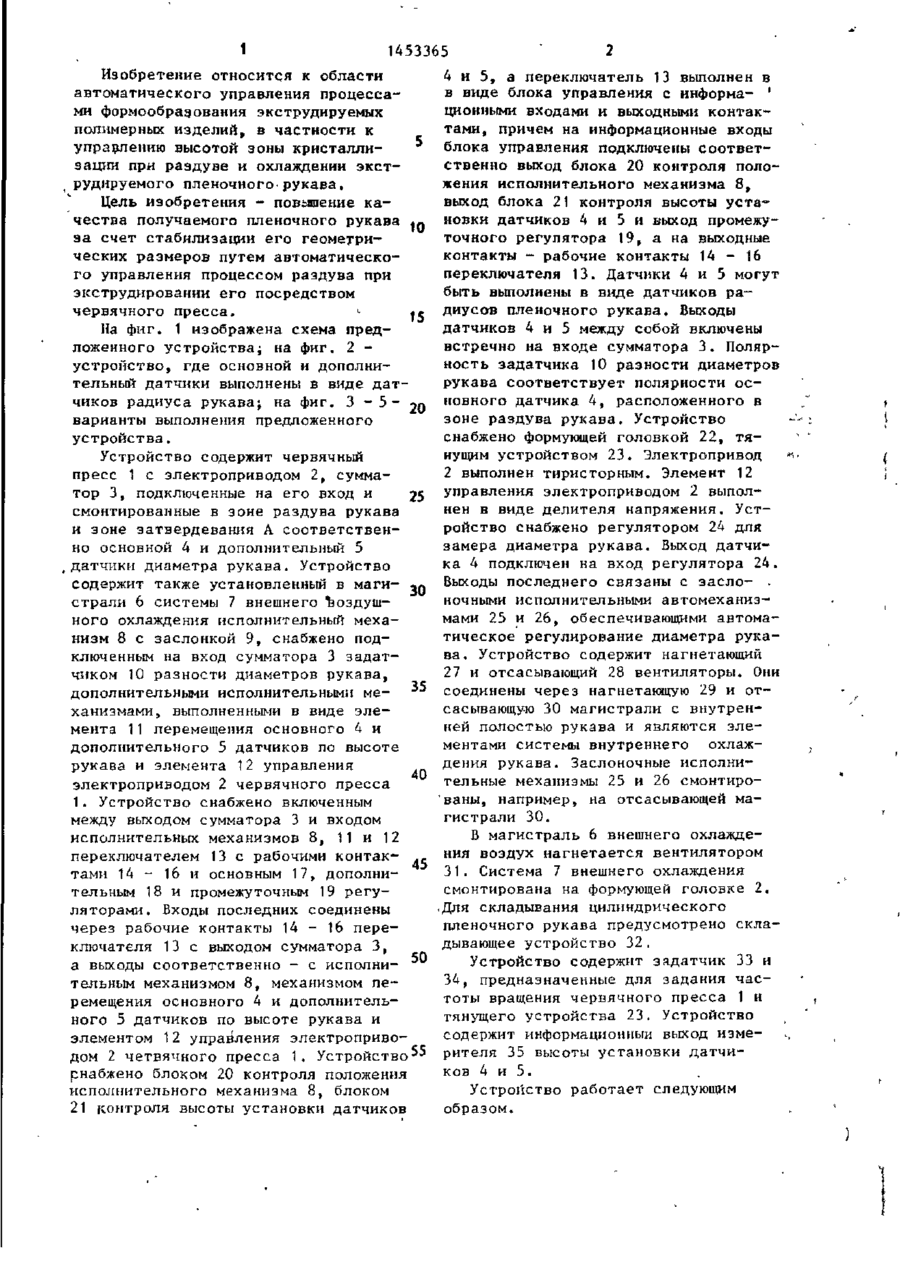
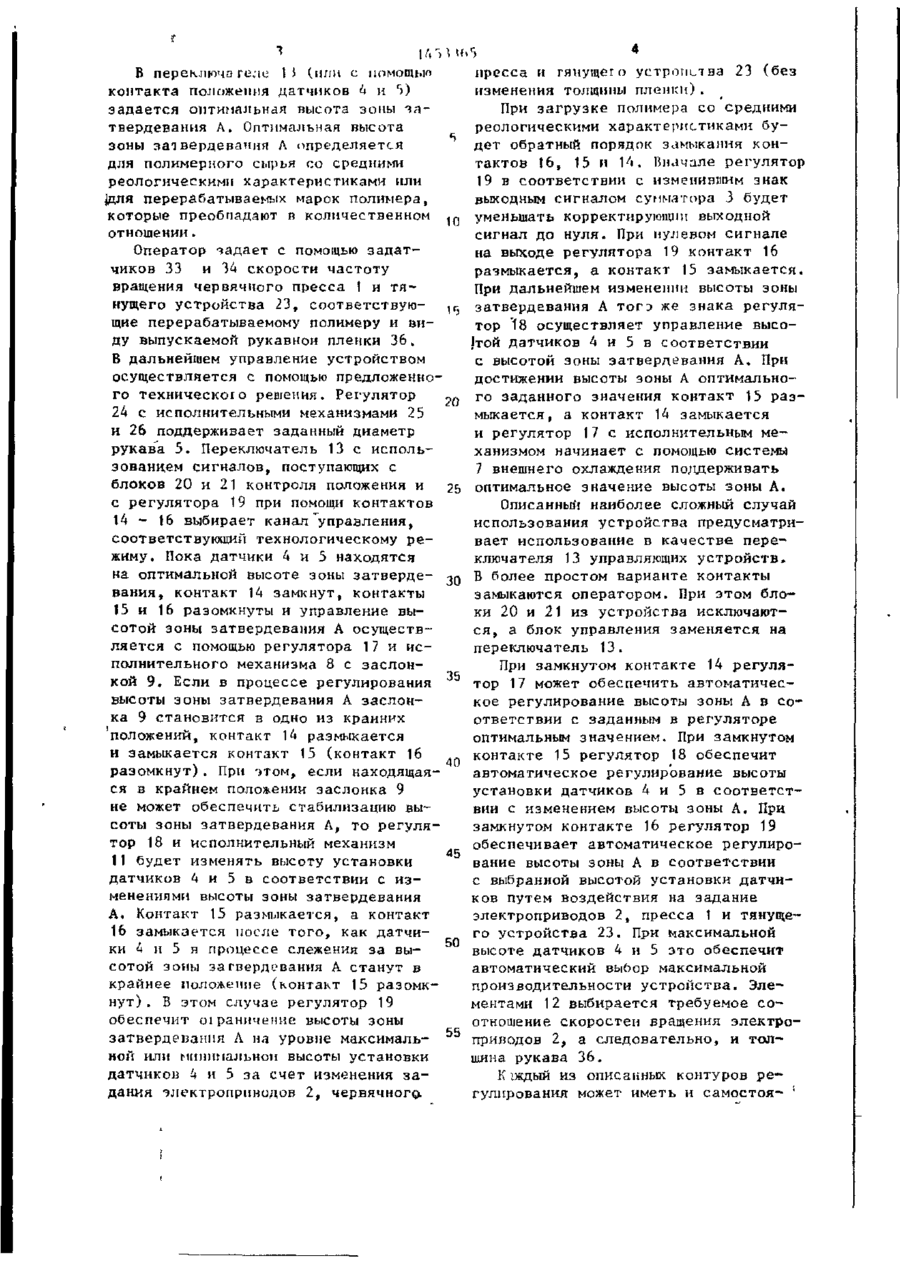
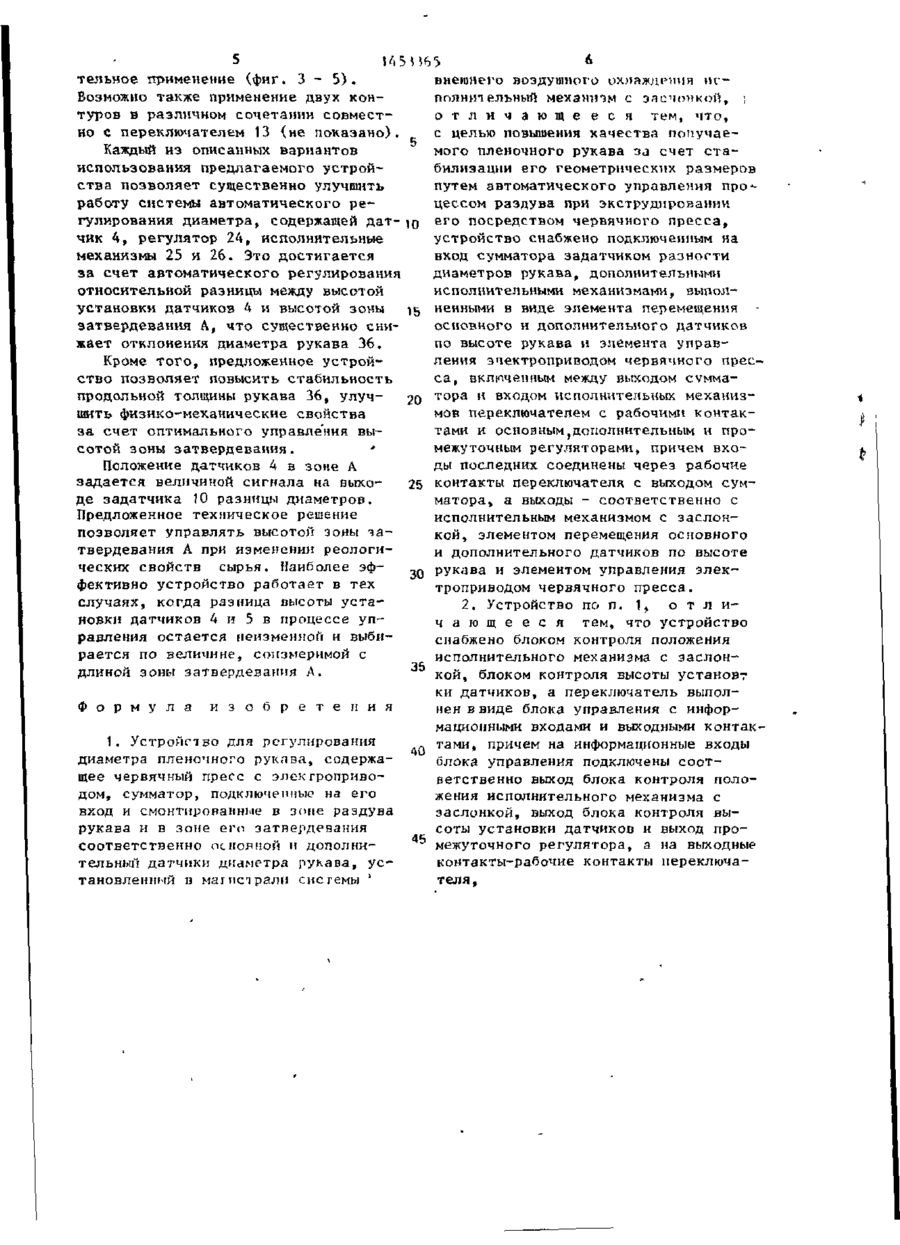
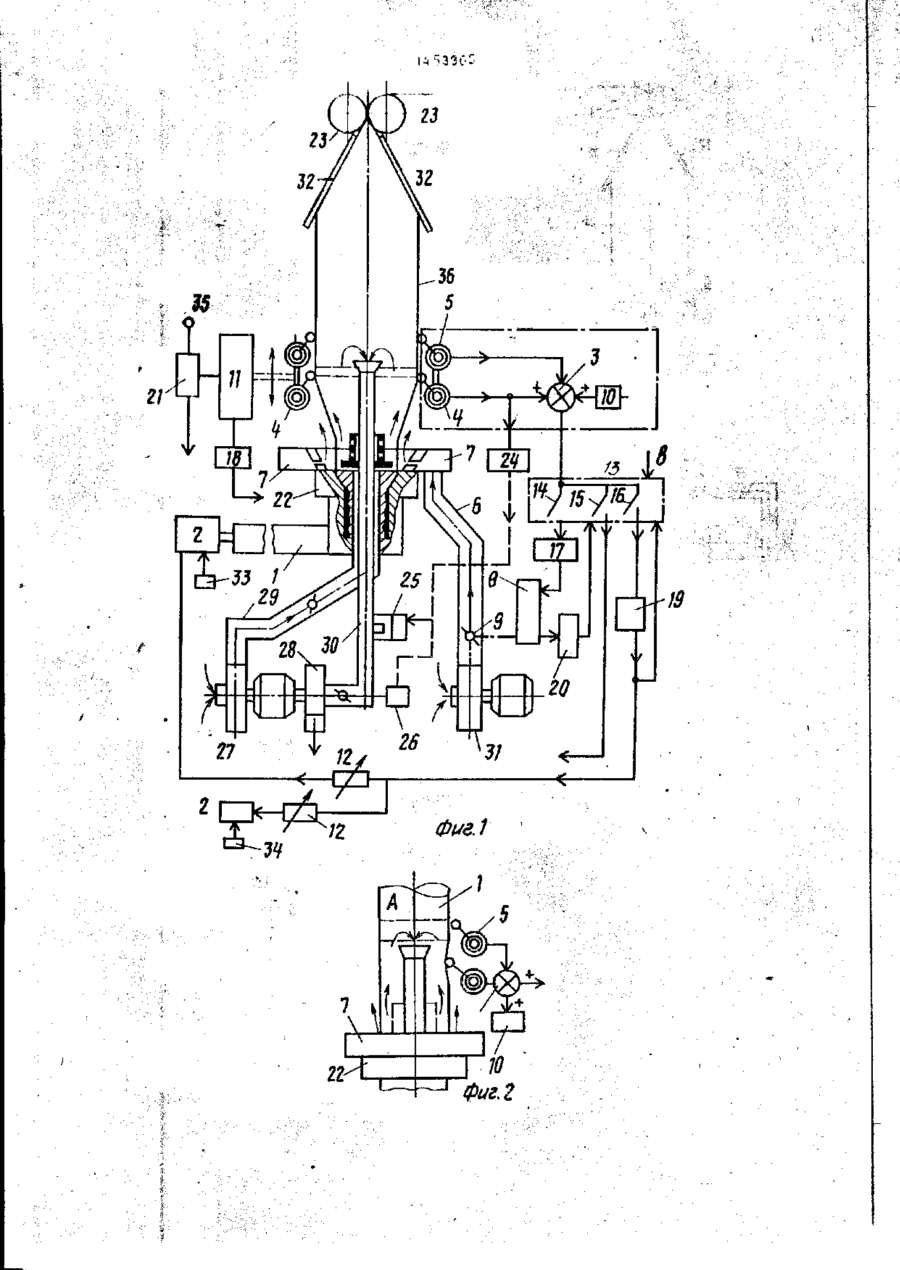
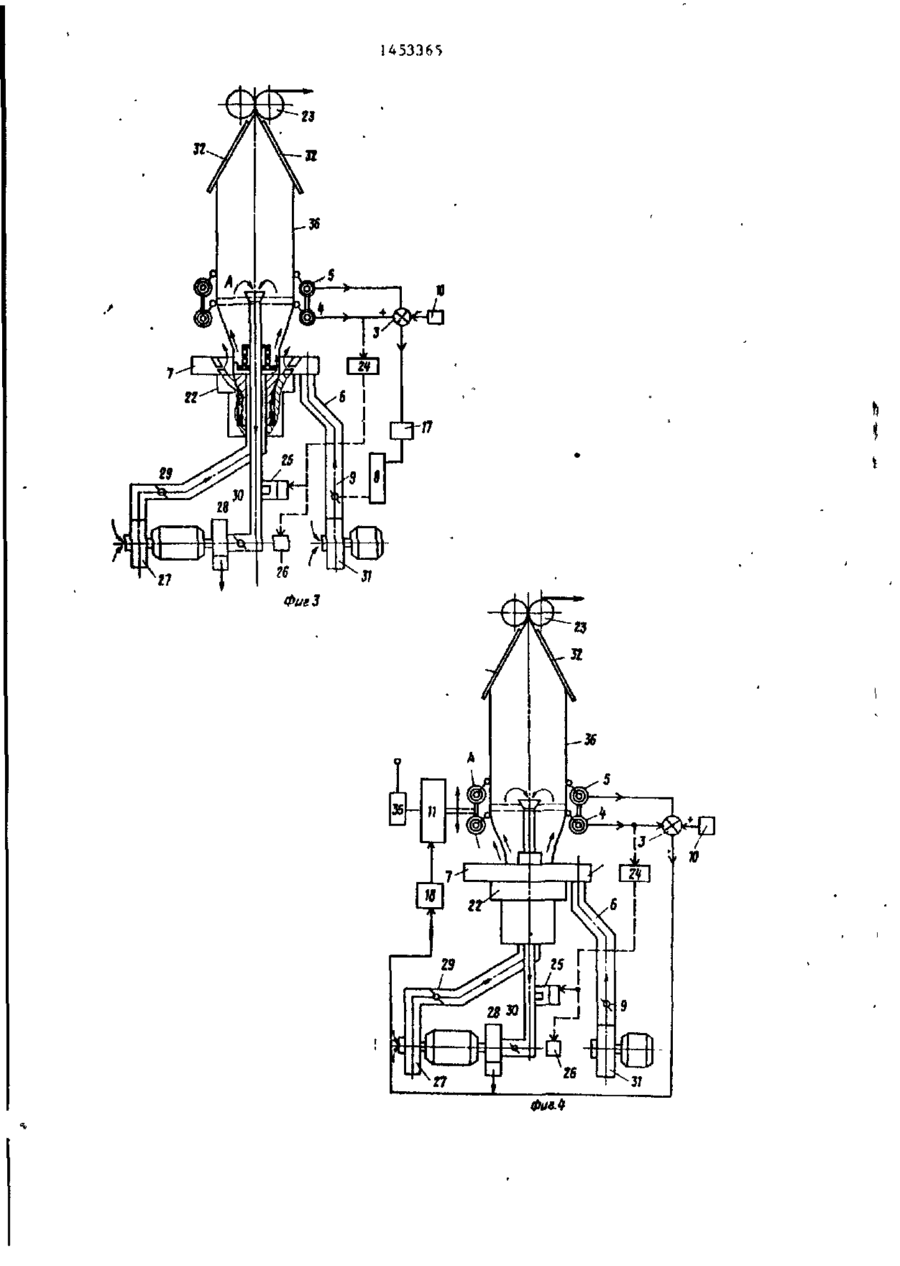
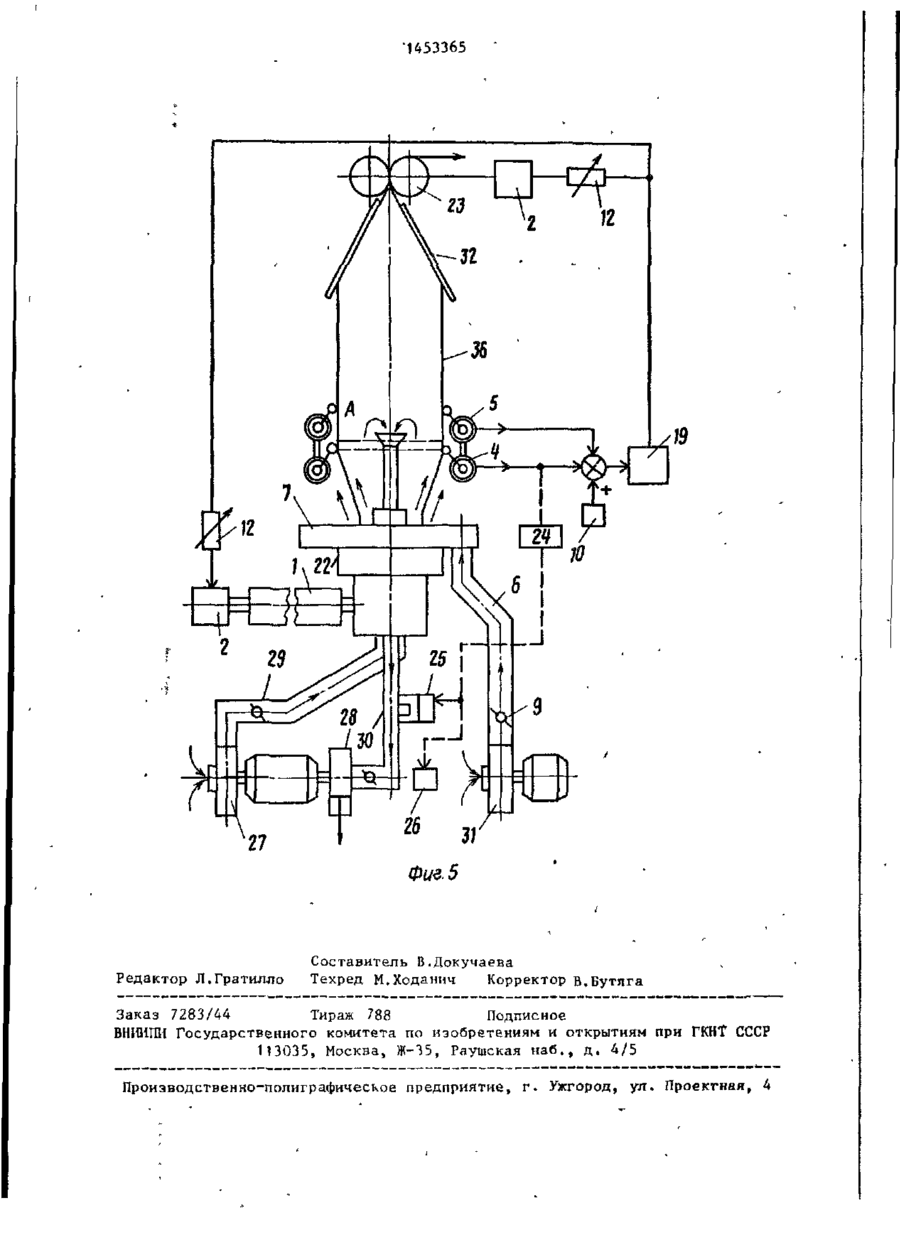
Изобретение относится к автоматическому управлению процессами формообразования эксгрудируемых попимерных изделии. Цепь изобретения - повышение качества получаемого пленочного рукава за счет стабилизации его геометрических размеров путем автоматического управления процессом раздува при экструдировании его посредством червячного пресса. Устройство содержит червячный прегг с зпектроприводом и сумматор. \\\ его вход подключены і монтированные в зоне раздува рукава и в зоне его татв^рдевания соотретствешт основної! и дополнительный датчики диаметра р\кава. Устройство і одержи г устанонпенныи в магистра ни системы внешнего воздушного охлаждения исполни:ельмый меха низм с заслонкой. Устройство снабжено подключенным на вход сумматора задатчиком разности диаметров рукава, дополнительными исполнительными механизмами." Последние выполнены в виде элемента перемещение осьовного и дополнительного датчиков по высоте рукава и элемента управления электроприводом червячного пресса. Устройство снабжено включенным между выходом сумматора и входом исполнительных механизмов переключателем с рабочими контактами и основным, дополнительным и промежуточным регуляторами. Входы последних соединены через рабочие контакты переключателя с выходом сумматора. Выходы их соединены с исполнительным механизмом с заслонкой, элементом перемещения основного и допопнительного датчиков по выссте рукава и эпементом управления электроприводом червячного пресса. В варианте выполнения устройство снабжено блоком контроля положения исполнительного механизма с заслонкой, блоком контропя высоты установки датчиков, а переключатель выполнен в виде блока управления с информационными входами и выходными контактами, причем на информационные входы блока контроля положения исполнительного мерами*ма с заслонкой, выход блока контроля высоты установки датчиков и выход промежуточного регулятора, а на выходные - рабочие контакты переключателя. 1 з.п. ф-лы, 5 ил. , ел со со ел 1 1453365 Изобретение относится к области автоматического управления процессами формообразования экструдируемых полимерных изделий, в частности к управлению высотой зоны кристаллизации при раздуве и охлаждении экструдируемого пленочного-рукава, Цель изобретения - повышение качества получаемого пленочного рукава 10 за счет стабилизации его геометрических размеров путем автоматического управления процессом раздува при экструдировании его посредством L червячного пресса. t5 На фиг. 1 изображена схема предложенного устройства І на фиг. 2 устройство, где основной и дополнительный датчики выполнены в виде датчиков радиуса рукава; на фиг. 3 - 5 варианты выполнения предложенного устройства. Устройство содержит червячный пресс 1 с электроприводом 2, сумматор 3, подключенные на его вход и 25 смонтированные в зоне раздува рукава и зоне затвердевания А соответственно основной 4 и дополнительный 5 датчики диаметра рукава. Устройство содержит также установленный в маги30 страли 6 системы 7 внешнего воздушного охлаждения исполнительный механизм 8 с заслонкой 9, снабжено подключенным на вход сумматора 3 задатчиком 10 разности диаметров рукава, дополнительными исполнительными ме- 35 ханизмами, выполненными в виде элемента 1 1 перемещения основного 4 и дополнительного 5 датчиков по высоте рукава и элемента 12 управления электроприводом 2 червячного пресса 40 1. Устройство снабжено включенным между выходом сумматора 3 и входом исполнительных механизмов 8, 11 и 12 переключателем 13 с рабочими контактами 14 - 16 и основным 17, дополни- 45 тельным 18 и промежуточным 19 регуляторами. Входы последних соединены через рабочие контакты 14 - 16 переключателя 13 с выходом сумматора 3, а выходы соответственно - с исполни- 50 тельным механизмом 8, механизмом перемещения основного 4 и дополнительного 5 датчиков по высоте рукава и элементом 12 управления электроприводом 2 четвячного пресса 1. Устройство 5 5 рнабжено блоком 20 контроля положения исполнительного механизма 8, блоком 21 контроля высоты установки датчиков 4 и 5, а переключатель 13 выполнен в в виде блока управления с информа- ' циониыми входами и выходными контактами, причем на информационные входы блока управления подключены соответственно выход блока 20 контроля положения исполнительного механизма 8, выход блока 21 контроля высоты установки датчиков 4 и 5 и выход промежуточного регулятора 19, а на выходные контакты - рабочие контакты 14 - 16 переключателя 13. Датчики 4 и 5 могут быть выполнены в виде датчиков радиусов пленочного рукава. Выходы датчиков 4 и 5 между собой включены встречно на входе сумматора 3. Полярность задатчика 10 разности диаметров рукава соответствует полярности основного датчика 4, расположенного в зоне раздува рукава. Устройство снабжено формующей головкой 22, тянущим устройством 23. Электропривод 2 выполнен тиристорным. Элемент 12 управления электроприводом 2 выполнен в виде делителя напряжения. Устройство снабжено регулятором 24 для замера диаметра рукава. Выход датчика 4 подключен на вход регулятора 24. Выходы последнего связаны с заело- ночными исполнительными автомеханизмами 25 и 26, обеспечивающими автоматическое регулирование диаметра рукава . Устройство содержит нагнетающий 27 и отсасывающий 28 вентиляторы. Они соединены через нагнетающую 29 и отсасывающую 30 магистрали с внутренней полостью рукава и являются элементами системы внутреннего охлаждения рукава. Заслоночные исполнительные механизмы 25 и 26 смонтированы, например, на отсасывающей магистрали 30. В магистраль 6 внешнего охлаждения воздух нагнетается вентилятором 31. Система 7 внешнего охлаждения смонтирована на формующей головке 2. Для складывания цилиндрического пленочного рукава предусмотрено складывающее устройство 32. Устройство содержит задатчик 33 и 34, предназначенные для задания частоты вращения червячного пресса 1 и тянущего устройства 23. Устройство содержит информационный выход измернтеля 35 высоты установки датчиков 4 и 5. Устройство работает следующим образом. t 1, /' В переключа геле І і (или с помощью г контакта положения датчиков 4 и 0 задается оптимальная высота зоны яатвердевания А. Оптимальная высота зоны зат вердевания Л мпределяется для полимерного сырья со средними реологическими характеристиками или Ідля перерабатываемых марок полимера, которые преобпадают п количественном отношении. Оператор задает с помощью задатчиков 33 и 34 скорости частоту вращения червячного пресса 1 и тянущего устройства 23, соответствующие перерабатываемому полимеру и виду выпускаемой рукавной пленки 36, В дальнейшем управление устройством осуществляется с помощью предложенного технического решения. Регулятор 24 с исполнительными механизмами 25 20 и 26 поддерживает заданный диаметр рукава 5. Переключатель 13 с использованием сигналов, поступающих с блоков 20 и 21 контроля положения и 25 с регулятора 19 при помощи контактов 14 - 16 выбирает канал'управления, соответствующий технологическому режиму. Пока датчики 4 и 5 находятся на оптимальной высоте зоны затвердевания, контакт 14 замкнут, контакты 15 и 16 разомкнуты и управление высотой зоны затвердевания А осуществляется с помощью регулятора 17 и исполнительного механизма 8 с заслонкой 9. Если в процессе регулирования высоты зоны затвердевания А заслонка 9 становится в одно из крайних положений, контакт 14 размыкается и замыкается контакт 15 (контакт 16 разомкнут) . При -этом, если находящаяся в крайнем положении заслонка 9 не может обеспечить стабилизацию высоты зоны затвердевания А, то регулятор 18 и исполнительный механизм 11 будет изменять высоту установки датчиков 4 и 5 в соответствии с изменениями высоты зоны затвердевания А. Контакт 15 размыкается, а контакт 16 замыкается после того, как датчики 4 и 5 н процессе слежения за высотой зоны затвердевания А станут в крайнее положение (контакт 15 разомкнут) . В этом случае регулятор 19 обеспечит о\ раничение высоты зоны затвердевания А на уровне максимальной или минимальной высоты установки датчиков 4 и 5 за счет изменения задания электроприводов 21 червячного. 30 35 40 45 50 55 пресса и тянущего устройства 23 (без изменения толщины пленки). При загрузке полимера со средними реологическими характеристиками будет обратный порядок замыкания контактов 16, 15 и 14. Вначале регулятор 19 в соответствии с изменившим знак выходным сигналом сумматора 3 будет уменьшать корректирующий выходной сигнал до нуля. При нулевом сигнале на выходе регулятора 19 контакт 16 размыкается, а контакт 15 замыкается. При дальнейшем изменении высоты зоны затвердевания А тогэ же знака регулятор 18 осуществляет управление высоІтой датчиков 4 и 5 в соответствии с высотой зоны затвердевания А. При достижении высоты зоны А оптимального заданного значения контакт 15 размыкается, а контакт 14 замыкается и регулятор 17 с исполнительным механизмом начинает с помощью системы 7 внешнего охлаждения поддерживать оптимальное значение высоты зоны А. Описанный наиболее сложный случай использования устройства предусматривает использование в качестве переключателя 13 управляющих устройств» 8 более простом варианте контакты замыкаются оператором. При этом блоки 20 и 21 из устройства исключаются, а блок управления заменяется на переключатель 13. При замкнутом контакте 14 регулятор 17 может обеспечить автоматическое регулирование высоты зоны А в соответствии с заданным в регуляторе оптимальным значением. При замкнутом контакте 15 регулятор 18 обеспечит автоматическое регулирование высоты установки датчиков 4 и 5 в соответствии с изменением высоты зоны А. При замкнутом контакте 16 регулятор 19 обеспечивает автоматическое регулирование высоты зоны А в соответствии с выбранной высотой установки датчиков путем воздействия на задание электроприводов 2, пресса 1 и тянущего устройства 23. При максимальной высоте датчиков 4 и 5 это обеспечит автоматический выбор максимальной производительности устройства. Элементами 12 выбирается требуемое соотношение скоростей вращения электроприводов 2, а следовательно, и толщина рукава 36. К1ЖДЫЙ из описанных контуров регулирования может иметь и самостоя- '' тельное применение (фиг. 3 - 5 ) . внешнего воздушного охлаждения исВозможно также применение двух конполнит ельный механизм с эасчонкой, ; туров в различном сочетании совместо т л и ч а ю щ е е с я тем, что, но с переключателем 13 (не показано). с целью повышения качества попучаеКаждый из описанных вариантов мого пленочного рукава за счет стаиспользования предлагаемого устройбилизации его геометрических размеров ства позволяет существенно улучшить путем автоматического управления прсработу системы автоматического рецессом раздува при экструднровании гулирования диаметра, содержащей датего посредством червячного пресса, чик 4, регулятор 24, исполнительные устройство снабжено подключенным на механизмы 25 и 26. Это достигается вход сумматора задатчиком разности за счет автоматического регулирования диаметров рукава, дополнительными относительной разницы между высотой исполнительными механизмами, выполустановки датчиков 4 и высотой зоны 15 ненными в виде элемента перемещения затвердевания А, что существенно сниосновного и дополнительного датчиков жает отклонения диаметра рукава 36. по высоте рукава и элемента управления электроприводом червячного пресКроме того, предложенное устройса, включенным между выходом суммаство позволяет повысить стабильность тора и входом исполнительных механизпродольной толщины рукава 36, улуч20 мов переключателем с рабочими контакшить физико-механические свойства тами и основнымtдополнительным и проза счет оптимального управления вымежуточным регуляторами, причем вхосотой зоны затвердевания. ды последних соединены через рабочие Положение датчиков 4 в зоне А задается величиной сигнала на выхо25 контакты переключателя с выходом сумматора, а выходы - соответственно с де задатчика 10 разницы диаметров. исполнительным механизмом с заслонПредложенное техническое решение кой, элементом перемещения основного позволяет управлять высотой зоны заи дополнительного датчиков по высоте твердевания А при изменении реологирукава и элементом управления элекческих свойств сырья. Наиболее эф30 троприводом червячного пресса. фективно устройство работает в тех случаях, когда разница высоты установки датчиков 4 и 5 в процессе управления остается неизменной и выбирается по величине, соизмеримой с длиной зоны затвердевания А. Ф о р м у л а и з о б р е т е н и я 1. Устройство для регулирования диаметра пленочного рукпва, содержащее червячный пресс с элек гроприводом, сумматор, подключенные на его вход и смонтированные в зоне раздува рукава и в зоне его затвердевания соответственно основной и дополнительный датчики диаметра рукава, установленный в маг ист рали сие гемы ' 2. Устройство по п. 1, отлич а ю щ е е с я тем, что устройство снабжено блоком контроля положения исполнительного механизма с заслон35 кой, блоком контроля высоты установт ки датчиков, а переключатель выполнен в виде блока управления с информационными входами и выходными контактами, причем на информационные входы блока управления подключены соответственно выход блока контроля положения исполнительного механизма с заслонкой, выход блока контроля высоты установки датчиков и выход промежуточного регулятора, а на выходные контакты-рабочие контакты переключателя. фиг. 2 1453365 1453365 Фиг. 5 Редактор Л.Гратилло Составитель В.Докучаева Техред М.Ходаннч Корректор В.Бутяга Заказ 7283/44 Тираж 788 Подписное В Н И Ш Ш Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва» Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for regulation of tubular sheeting diameter
Автори англійськоюZnachkovskyi Borys Mykolaiovych, Osetskyi Yurii Mykhailovych, Hotsaliuk Yurii Borysovych
Назва патенту російськоюУстройство для регулирования диаметра пленочного рукава
Автори російськоюЗначковский Борис Николаевич, Осецкий Юрий Михайлович, Гоцалюк Юрий Борисович
МПК / Мітки
МПК: G05D 5/00, B29C 47/90, B29L 23/00
Мітки: діаметра, плівкового, рукава, регулювання, пристрій
Код посилання
<a href="https://ua.patents.su/8-5323-pristrijj-dlya-regulyuvannya-diametra-plivkovogo-rukava.html" target="_blank" rel="follow" title="База патентів України">Пристрій для регулювання діаметра плівкового рукава</a>
Спосіб регулювання діаметра рукава екструдованої плівки
Номер патенту: 5161
Опубліковано: 28.12.1994
Автори: Сенатос Володимир Олексійович, Значковський Борис Миколайович
МПК: B29D 7/00
Мітки: регулювання, екструдованої, плівки, спосіб, діаметра, рукава
Формула / Реферат:
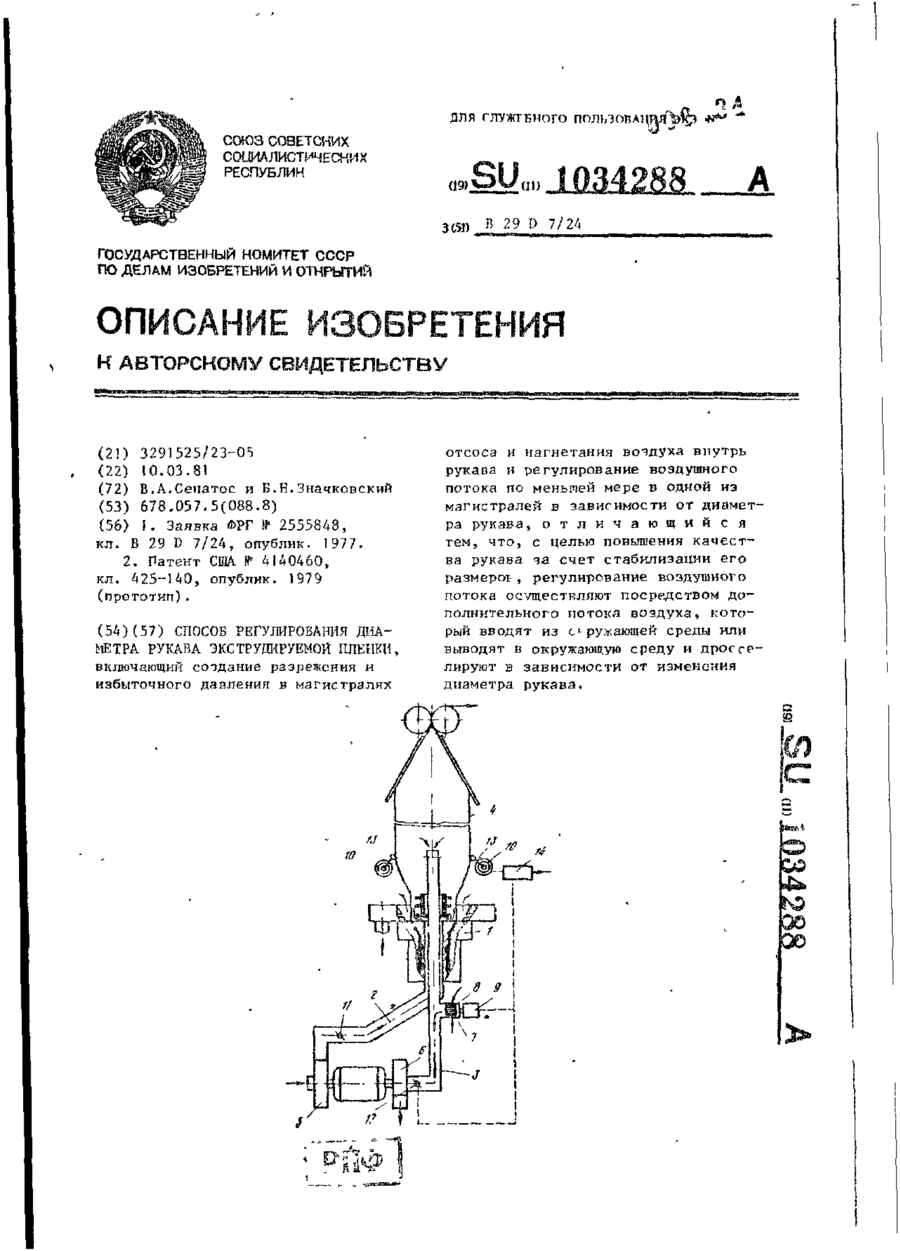
Способ регулирования диаметра рукава экструдируемой пленки, включающий создание разрежения и избыточного давления в магистралях отсоса и нагнетания воздуха внутрь рукава и регулирование воздушного потока по меньшей мере в одной из магистралей в зависимости от диаметра рукава, отличающийся тем, что, с целью повышения качества рукава за счет стабилизации его размеров, регулирование воздушного потока осуществляют посредством дополнительного...
Кінцева арматура рукава високого тиску

Номер патенту: 1345
Опубліковано: 25.03.1994
Автори: Шехтман Борис Ісакович, Прищепа Пилип Федорович, Личаков Віталій Анатолійович, Ткаченко Валентин Олександрович, Золотаревський Леонід Генадійович, Українська Ірина Павлівна, Козача Ігор Михайлович, Лисенко Сергій Володимирович
МПК: F16L 13/14
Мітки: високого, кінцева, тиску, арматура, рукава
Формула / Реферат:
Концевая арматура рукава высокого давлення, содержащая ниппель, муфту, размещенный между ними армированный шланг, отличающийся тем, что, с целью повышения надежности и долговечности рукава высокого давления, торцовая поверхность переходной зоны муфты выполнена по кривой, описываемой уранпением где R — радиус кривой, мм; b — толщина стенки муфты, мм; d — диаметр навивочной проволоки...
Прилад регулювання подачі додаткового твердого електроліту у електролітичну ванну для отримання алюмінію шляхом електролізу глинозему
Номер патенту: 4749
Опубліковано: 28.12.1994
Автори: Ален Патернога, Бенуа Сюльмонт
МПК: C25C 3/20
Мітки: шляхом, регулювання, подачі, глинозему, електролізу, отримання, твердого, ванну, алюмінію, електролітичну, додаткового, електроліту, прилад
Формула / Реферат:
1.Устройство регулирования подачи добавочного твердого электролита в электролитическую ванну для получения алюминия путем электролиза глинозема преимущественно в электролизере с углеродистым катодом, углеродистыми анодными блоками, закрепленными на анодной раме, содержащее датчик контроля высоты расплава ванны, соединенный с блоком сравнения, второй вход которого соединен с блоком задания высоты расплава ванны, а выход через блок...
Пристрій для регулювання розподілу витрат топлива, що включає вуглець, по фурмах доменної печі, переважно пилевугільного
Номер патенту: 173
Опубліковано: 30.04.1993
Автори: Степанов Василь Васильович, Чернов Володимир Олександрович, Бабак Олег Володимирович, Ноздрачов Валерій Андрійович
МПК: C21B 7/24
Мітки: переважно, витрат, пристрій, доменної, розподілу, пилевугільного, включає, топлива, фурмах, печі, регулювання, вуглець
Формула / Реферат:
Формула изобретенияУстройство для регулирования распределения расхода углеродсодержащего топлива по фурмам доменной печи, преимущественно пылеугольного, включающее измеритель расхода, регулятор, исполнительные механизмы, установленные на трубопроводах подвода углеродсодержащего топлива к фурмам, отличающееся тем, что, с целью повышения надежности, быстродействия установки значения равномерного расхода углеродсодержащего топлива по...
Пристрій регулювання напруги асинхронного і синхронного генераторів
Номер патенту: 926
Опубліковано: 15.12.1993
Автори: Зозулін Юрій Васильович, Савельєв Юрій Юхимович
МПК: H02P 9/00
Мітки: регулювання, напруги, генераторів, синхронного, пристрій, асинхронного
Формула / Реферат:
Устройство регулирования напряжения асинхронного и синхронного генераторов, подключенных к энергосистеме через первый и второй трансформаторы соответственно, содержащее преобразовательный элемент, вход которого подключен к обмотке статора асинхронного генератора через первый измерительный трансформатор напряжения, а выход - к входам измерительного и дифференцирующего элементов, выходы которых подключены соответственно к первому и второму...
Попередній патент: Ренгенівська камера-монохроматор
Наступний патент: Спосіб керування стабілізатором трифазної сінусоідальної напруги
Випадковий патент: Спосіб підготовки площі поля для сівби насіння сорго цукрового