Спосіб регулювання діаметра рукава екструдованої плівки
Номер патенту: 5161
Опубліковано: 28.12.1994
Автори: Сенатос Володимир Олексійович, Значковський Борис Миколайович
Формула / Реферат
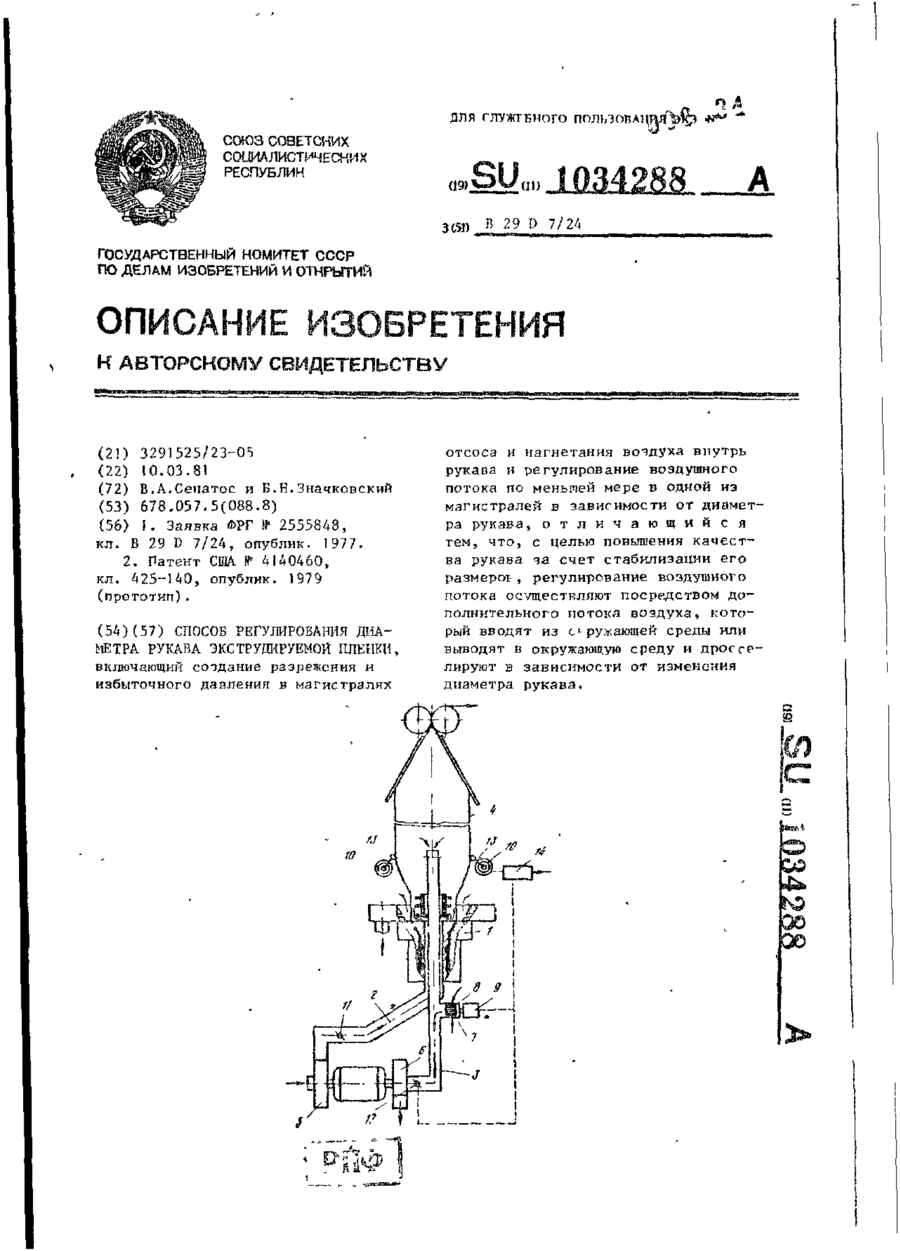
Способ регулирования диаметра рукава экструдируемой пленки, включающий создание разрежения и избыточного давления в магистралях отсоса и нагнетания воздуха внутрь рукава и регулирование воздушного потока по меньшей мере в одной из магистралей в зависимости от диаметра рукава, отличающийся тем, что, с целью повышения качества рукава за счет стабилизации его размеров, регулирование воздушного потока осуществляют посредством дополнительного потока воздуха, который вводят из окружающей среды или выводят в окружающую среду и дросселируют в зависимости от изменения диаметра рукава.
Текст
оА для ГЯУЖГБНОГО П О Л Ы О П А Ц Ш Ш Ь СОЮЗ СОВЕТСКИХ СОЦИАЛИСТИЧЕСКИХ РЕСПУБЛИН А ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЬП'ИЙ к (21) 3291525/23-05 (22) 1 0 . 0 3 . 8 1 (72) В.А.Сеиатос и Б.Н.Значковский (53) 6 7 8 . 0 5 7 . 5 ( 0 8 8 . 8 ) (56) 1. Заявка ФРГ № 2555843, кл. В 29 D 7/24, опублик. 1977. 2. Патент С А № 4140460, Ш кл. 425-140, опублик. 1979 (прототип). ( 5 4 ) ( 5 7 ) СПОСОБ РЕГУЛИРОВАНИЯ ДИАМЕТРА РУКАВА ЭКСТРУДИРУЕМОЙ ПЛЕНКИ, включающий создание разрежения и избыточного давления в магистралях отсоса и н а г н е т а н и я воядуха внутрь рукава и регулирование воздушного потока по меньшей мере в одной из магистралей в зависимости от диаметра р у к а в а , о т л и ч а ю щ и й с я тем, ч т о , с целью повышения к а ч е с т ва рукава за с ч е т стабилизации е г о р а з м е р о ь , регулирование воздушного потока осуществляют посредством д о полнительного потока в о з д у х а , к о т о рый вводят из сгружающей среды или выводят в окружающую среду и д р о с с е лируют в зависимости от изменения диаметра р у к а в а . с to і 1034288 Изобретение касается переработки регулирование -юзцушного потока по полимерных матери--чов пзделит и мо-. меньшей мере в одной из магистралей ЖЄТ биТЬ ІЇСПОЛЬЗОВаїїО В ЛИНИЯХ ДЛЯ в зависимости от диаметра рукава, производства поліімерной пленки рукав согласно изобретению, регулирование ным способом. 5 воздушного потока осуществляют поИзвестен способ внутреннего возсредством дополнительного потока воздушного охлатщеппя экструдируемой духа, который вводят из окружающей рукавной пленки путем создания избысреды или выводят в окружающую среду точного давления и разрежения сооти дросселируют в зависимости от изветственно в магистралях поцачи и 10 менения диаметра рукава. отвода воздуха in внутренней полости Сущность способа поясняется чертерукава и регулирования величины пожом, на котором схема контроля и ретоков воздуха для регулирования днагулирования диаметра зкетрудируемой метра рукава путем изменения величирукавной пленки, ны гидравлического сопротивления в 15 В процессе Епутрошісго охлаждения одной ид магистралей, сообщающей и раздува рукава циркулирующим чеполость рукава с вентилятором 0J • рез атмосферу воздухом существенно Способ сложный в осуществлении, повышается скорость отвода пленки, точность поддержания заданного диаоднако три этом нырина пленки выхометра рукава низкая, 20 дит за пределы существующих допусков. Ближайшим по технической сущности Способ предусмсП ривает регулирои достигаемому результату к изобревание воздушного потока в зависимостению является способ регулирования ти от диаметра рукава по меньшей м е диаметра рукава экструдируемо;" пленре в одной из воздушных магистралей, ки, включающий создание разрежения 25 обеспечивающих обмен в т д у х а внутри и избыточного давления в магистрарукава. Для этого в регулируемый лях отсоса и нагнетания воздуха воздушный поток вводят дополнительвнутрь рукава и регулирование Е О З ный поток воздуха из окружающей средушного потока по меньшей мере в одды или выводят в окружающую среду в ной из магистралей в зависимости от зо зависимости от избыточного давления или разрежения воздуха, создаваемого диаметра рукава [2J . , в соответствующей магистрали. РегуНедостатками данного способа регулирование величини воздушного потолирования диаметра пленочного рукава ка осуществляв гея путем дросселироявляются сравнительно низкая точность вания. регулирования, трудности применения 35 Схема для осуществления способа наиболее совершенных законов регуливключает формующую головку 1, в корования диаметра рукава и оптимизаторой смонтированы магистрали подации параметров настройки регупятора, чи 2 п отвода 3 воздуха на внутреннелинейности иапорноіЧ характеристики вентилятора и регулировочной характе-40 ней полости пленочного рукава 4, вентиляторы подачи 5 к отвода 6 возркстики устанавливаемой в воздушной духа, ,іітрубпк 7 для забора дополнимагистрали заслонки, а такте то, что тельн го количества воздуха из окру при существующих Гюпьших непичинах жатщеи среды, внутри которого смонгидравліпеского сопротивления магистралей практически н(-'во?ножію точно ^5 тирована заслонка 8 с исполнительным механизмом 9, изменить его величину локапьным измеПоследние изменяют поток нозцуХа нением проходного с е ч е ш л магнетріли в зависимости от изменения диаметра Это не позволяет обеспечивать заданрукава 4, измеряемого датчиком Ї0 ные размеры рукапа, днаметол. Цель изобретена? - повышение ка-* 50 чествя рукава за счет стабилизации его размеров. Поставленная цель достигается тем, что в способе регулирования диаметра рукава экструдируемой пленки, вкто- 53 чающем создание разрегенлч и избыточного давления в магистралях отсоса и! нагнетания воздуха внутрь рукавя и В магистралях подачи 2 и отвода 3 воздуха vcTa-чоилспы заслонки 1 1 ЇЇ 12, Датчик 10 снабжен рычзгзди 13, f а для восприятия электрического сигнала установлен регулятор \k9 упргвпяіг.щми исполнительным механизмом 9. Способ осущпстЕЛяьіт следующим образом. 1034288 Воздух из окружающей среды в е н тилятором 5 подается внутрь рукава 4 по магистрали 2 и з а т е м , после охлаждения пленочного рукава, о т с а сывается вентилятором 6 через магист ралъ 3 . Первоначально расходы воздуха в нагнетающей и отсасывающей м а г и с т р а лях регулируются заслонками 11 и 12. При малом диаметре рукава заслонкой 12 уменьшают расход через м а г и с т раль 3, а при большом диаметре уменьшают расход воздуха ч е р е з маг и с т р а л ь 2 заслонкой 1 I . Дапее при отклонении диаметра рукава происходит отклонение рычагов 13 д а т ч и к а 10 диаметра р у к а в а . Электрический сигнал от датчика диаметра п о с т у п а ет в регулятор 14 управляющий исполнительным механизмом 9, и в з а в н с и мости от величины отклонения диаметра рукава изменяется расход дополнительного потока воздуха ч е р е з патрубок 7. Расход дополнительного п о т о ка в о з д у х а изменяется по пропорционально - интегрально - дифференциальному закону в зависимости от в е личины отклонения диаметра р у к а в а , для чего регулятор 14 выполнен в вид е ЇЇВД - р е г у л я т о р а . Регулирование расхода дополнительного потока в о з духа выполняется, например, путем изменения заслонкой 8 ВЄЛІЇЧИНЬІ п р о хедного сечения патрубка 7. Величина дополнительного воздушного п о т о ка в патрубке с о с т а в л я е т 0,5-15% от величины потока в основной м а г и с т р а л и . С увеличением диаметра р у к а в а , расход допопнительного потока в о з д у ха ч е р е з патрубок 7 уменьшается, а при уменьшении - у в е л и ч и в а е т с я . 5 10 15 20 25 зо 35 40 Аналогичным способом будет р а б о т а т ь система и в случае вывода в а т мосферу дополнитепького потока в о з д у ха ич магистрали 2 подачи воздуха 45 внутрь рукава (на чертеже не п о к а з а но) . При этом с уменьшением диаметра рукава расход дополнительного потока воздуха уменьшается» а с увеличением - у в е л и ч и в а е т с я . ' 50 Б зависимости от места установки патрубка 7 с заслонкой 8 на воздушных магистралях 2 5 3 изменяются условия регулирование диаметра рукава, Наи• лучшее дросселирование воздушных п о - 55 токов заслонкей 8 и наименьшее з а паздывание при регулировании диаметра рукава д о с т и г а е т с я в том с л у ч а е , когда дополнительный дросселируемый поток БОздуха выводят или вводят из окружающей греды, с о о т в е т с т в е н н о иа входе в о з д у х а в формующую головку или выходе его из формующей головки под действием давления в воздушной магистрали. Для создания разрежения и избыточного давления на концах м а г и с т р а л е й отсоса и нагнетания воздуха и с п о л ь зуются высоконапорные вентиляторы с жесткими рабочими х а р а к т е р и с т и к а м и . При дросселировании д о п о л н и т е л ь ного потока вводимого (или выводимого) воздуха количест во воздуха в рукаве и его диаметр изменяются практич е с к и без изменения производительное ти в е н т и л я т о р о в . Таким образом, и с ключается зависимость работы с и с т е мы ар іоматического регулирования от формы (обычно экстремальной ) рабочей х а р а к т е р и с т и к и в е н т и л я т о р а . Линеаризация рабочей х а р а к т е р и с т и к и з а с л о н ки при этом существенно упрощается, а ее конструкция становится л е г к о доступной при наладке и обслуживании. Задача линеаризации при этом с в о д и т ся к полубайт-. ЛТ'ЇІСГ'ЧОЙ зависимости в заслоночное птупирующем о р г а н е 8 между величиной г и д р а в л и ч е с к о г о с о противления и углом поворота з а с л о н ки, например, за с ч е т формы и величины дросселируемого с е ч е н и я . Исключение нелинейностей в с и с т е ме позволило р е а л и з о в а т ь пропорционально-иитегрально-дікЬференциальньїй закон регулирования диаметра р у к а в а , передаточная функция которого имеет вид W(S)=K(1 1 TuS где S К Ти оператор Лапласа; коэффициент у с и л е н и я ; п о с т о я н н а я времени и н т е г р и рования; Тд - постоянная времени дифференцирования, Введение и н т е г р а л ь н о й и дифференциальной составляющих в закон р е г у лирования позволило повысить эффективность регулирования д и а м е т р а , уменьшить отклонения диаметра ^ширины) рукава от з а д а н н о г о , экономить сырье за с ч е т п р о и з в о д с т в а пленки с минимальным допуском по ширине рук а в а . Во многих с л у ч а я х применение пропорционально-интегрально-диффе 1034288 ренциального закона регулирования позволяет получить достаточно высокую точность регулирования диаметра без применения сложных систем стабилизации положения рукава. Способ позволяет повысить производительность линий для производства рукавной пленки на 20 ... 100%, снизить допуски на ширину получаемой Редактор О.Ушакова 10 пленки до 0,2% (при существующих 1,0 . . . 2,0%). Использование способа позволяет осуществлять процесс регулирования диаметра рукава при максимальной простоте систем автоматического р е гулирования, повышает точность поддержания диаметра рукава, увеличивает надежность в работе. Способ прост в реализации. Составитель А.Иванов Техред с,Легеза Корректор О.Тигор Заказ 3341/ДСП Тираж 363 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий ПЗО35, Москва, Ж-35, Раушская чаб*, д . 4/5 Филиал П П "Патент", г . Ужгород, ул. Проектная. 4 П
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of adjusting diameter of sleeve of extruded film
Автори англійськоюSenatos Volodymyr Oleksiiovych, Znachkovskyi Borys Mykolaiovych
Назва патенту російськоюСпособ регулирования диаметра рукава экструдируемойпленки
Автори російськоюСенатос Владимир Алексеевич, Значковский Борис Николаевич
МПК / Мітки
МПК: B29D 7/00
Мітки: діаметра, плівки, регулювання, екструдованої, рукава, спосіб
Код посилання
<a href="https://ua.patents.su/4-5161-sposib-regulyuvannya-diametra-rukava-ekstrudovano-plivki.html" target="_blank" rel="follow" title="База патентів України">Спосіб регулювання діаметра рукава екструдованої плівки</a>
Кінцева арматура рукава високого тиску

Номер патенту: 1345
Опубліковано: 25.03.1994
Автори: Українська Ірина Павлівна, Прищепа Пилип Федорович, Ткаченко Валентин Олександрович, Лисенко Сергій Володимирович, Козача Ігор Михайлович, Личаков Віталій Анатолійович, Золотаревський Леонід Генадійович, Шехтман Борис Ісакович
МПК: F16L 13/14
Мітки: високого, арматура, рукава, тиску, кінцева
Формула / Реферат:
Концевая арматура рукава высокого давлення, содержащая ниппель, муфту, размещенный между ними армированный шланг, отличающийся тем, что, с целью повышения надежности и долговечности рукава высокого давления, торцовая поверхность переходной зоны муфты выполнена по кривой, описываемой уранпением где R — радиус кривой, мм; b — толщина стенки муфты, мм; d — диаметр навивочной проволоки...
Спосіб автоматичного регулювання витрат пилевугільного палива, яке подається в горн доменної печі та система для його здійснення
Номер патенту: 1303
Опубліковано: 25.03.1994
Автори: Нехаєв Григорій Євдокимович, Следнев Володимир Володимирович, Степанов Василь Васильович, Бабак Олег Володимирович, Чернов Віктор Олександрович
МПК: C21B 7/24
Мітки: печі, регулювання, яке, витрат, доменної, спосіб, пилевугільного, палива, горн, здійснення, система, подається, автоматичного
Формула / Реферат:
1. Способ автоматического регулирования расхода пылеугольного топлива, подаваемого в горндоменной печи, путем регулирования расхода транспортного воздуха и давления в питающем резервуаре, отличающийся тем, что, с целью экономии кокса и упрощения, регулирование расхода и давления осуществляют одновременно.2. Способ по п.1, отличающийся тем, что регулирование расхода пылеугольного топлива осуществляют по временной программе.3....
Спосіб автоматичного регулювання співвідношення паливо-повітря
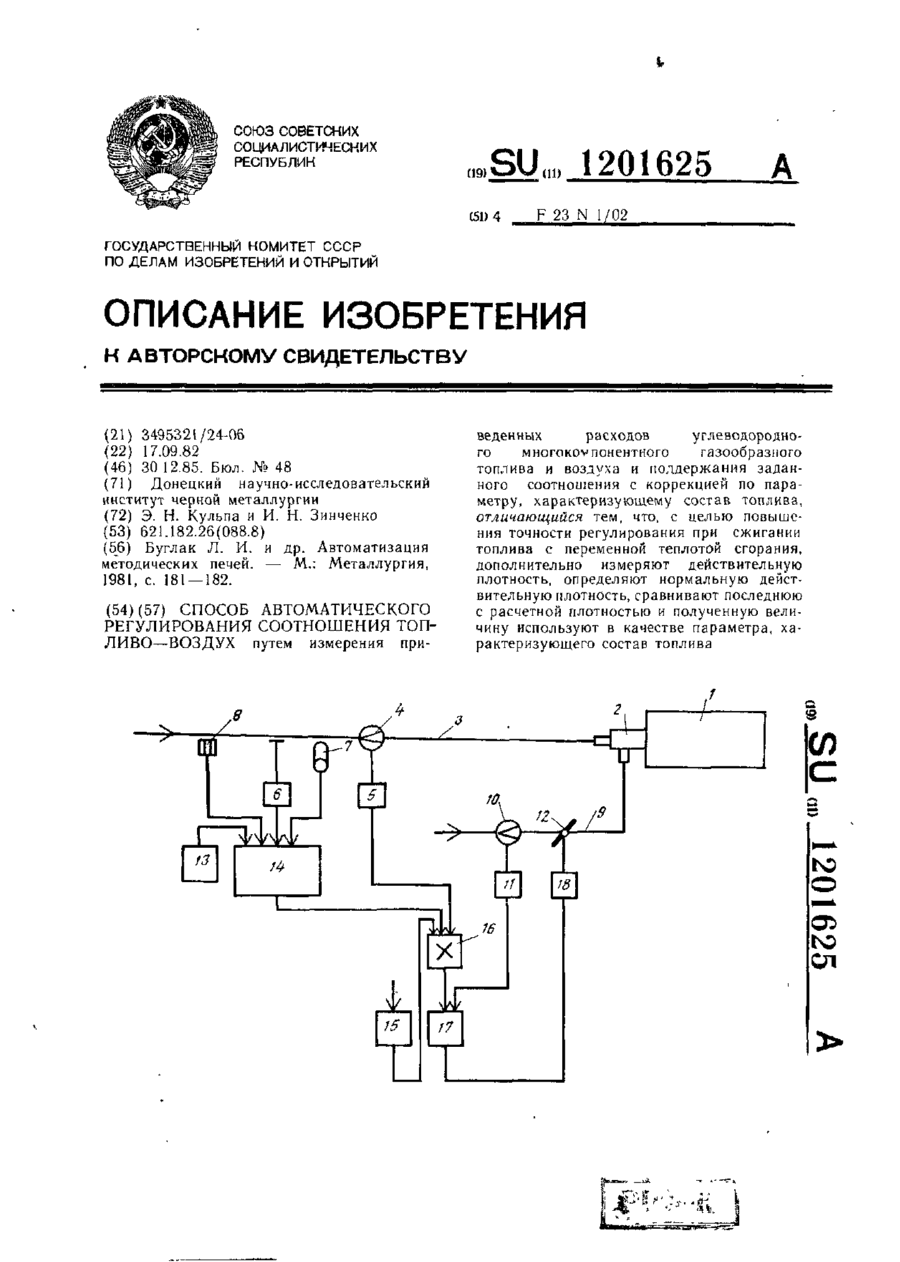
Номер патенту: 1633
Опубліковано: 25.10.1994
Автори: Кульпа Едуард Миколайович, Зінченко Іван Миколайович
МПК: F23N 1/02
Мітки: спосіб, паливо-повітря, співвідношення, регулювання, автоматичного
Формула / Реферат:
Способ автоматического регулирования соотношения топливо — воздух путем измерения приведенных расходов углеводородного многокомпонентного газообразного топлива и воздуха и поддержания заданного соотношения с коррекцией по параметру, характеризующему состав топлива, отличающийся тем, что, с целью повышения точности регулирования при сжигании топлива с переменной теплотой сгорания, дополнительно измеряют действительную плотность, определяют...
Система автоматичного регулювання потужності енергоблока
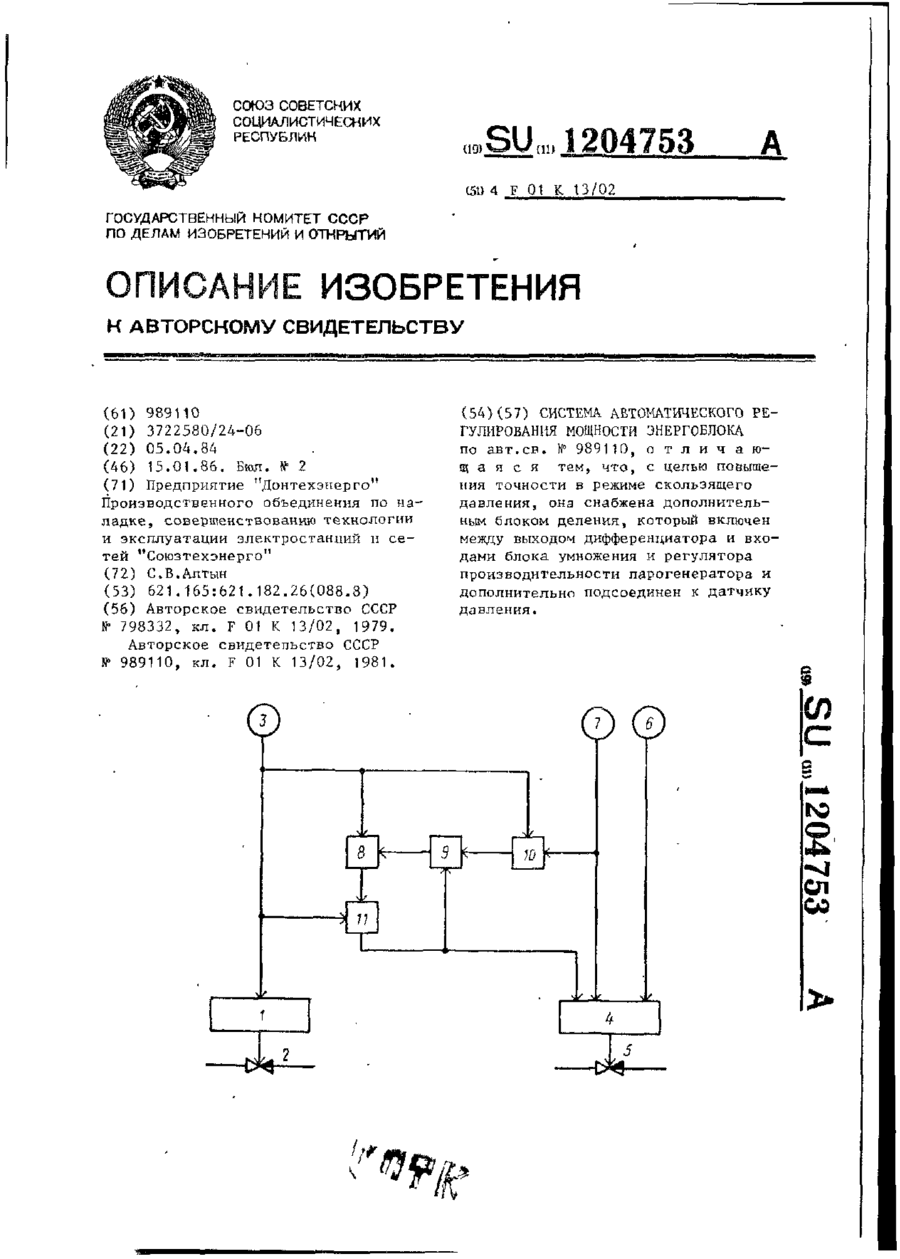
Номер патенту: 2562
Опубліковано: 26.12.1994
Автор: АЛТИН СТАНІСЛАВ ВАСИЛЬОВИЧ
МПК: F01K 13/00
Мітки: регулювання, енергоблока, автоматичного, система, потужності
Формула / Реферат:
Система автоматического регулирования мощности энергоблока по авт. св. № 989110, отличающаяся тем, что, с целью повышения точности в режиме скользящего давления, она снабжена дополнительным блоком деления, который включен между выходом дифференциатора и входами блока умножения и регулятора производительности парогенератора и дополнительно подсоединен к датчику давления.
Спосіб регулювання продуктивності компресора холодильної установки
Номер патенту: 1361
Опубліковано: 25.03.1994
Автори: Іонов Олексій Григорович, Альохін Микола Борисович
МПК: F25B 49/00
Мітки: спосіб, установки, продуктивності, компресора, холодильної, регулювання
Формула / Реферат:
Способ регулирования производительности компрессора холодильной установки путем корректирования заданного значения температуры или давления хладоносителя, используемого в качестве контролируемого параметра, отличающийся тем, что заданное значение температуры или давления корректируют по величине расходуемой компрессором электроэнергии, для чего измеряют мощность, потребляемую компрессором и температуру охлаждающей среды, определяют время...
Попередній патент: Спосіб одержання монокристалів алмаза
Наступний патент: Фільтр-змішувач розплава полімера
Випадковий патент: Спосіб створення та експлуатації підземних сховищ газу в водоносних малоамплітудних або горизонтальних пластах