Спосіб виготовлення волокнистих заготівок, гальмівний диск, блок дисків та гальмівний пристрій, які виготовлені із волокнистого композиційного матеріалу
Формула / Реферат
1. Спосіб виготовлення волокнистої заготівки для виготовлення гальмівного диска з композиційного матеріалу, що полягає у накладанні один на одний та сполученні між собою волокнистих шарів, до числа яких входять структуровані шари, що утворені принаймні частково безперервними волокнами, та принаймні один шар фетру, який відрізняється тим, що структуровані волокнисті шари використовують для утворення принаймні першої частини заготівки, яка призначена бути волокнистою основою серцевини гальмівного диска, у той час як частина або кожна частина заготівки, що повинна утворювати волокнисту основу тертьової частини гальмівного диска, складається з фетру принаймні у тій частині, яка примикає до тертьової поверхні.
2. Спосіб за п. 1, який відрізняється тим, що між структурованими волокнистими шарами першої частини заготівки впроваджують шари фетру.
3. Спосіб за будь-яким з пп. 1 та 2, який відрізняється тим, що шари, які складають першу частину заготівки, з'єднують між собою за допомогою голчастої прошивки.
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що шари, які складають першу частину заготівки, утворюють шляхом намотування смуги з волокнистою структурою.
5. Спосіб за п. 4, який відрізняється тим, що смуга з волокнистою структурою включає спіралеподібну тканину, що замотана шарами, які плоско накладені один на одний.
6. Спосіб за п. 4, який відрізняється тим, що він включає утворення циліндричного стакана шляхом намотування смуги з волокнистою структурою на патрон та розрізання стакана вздовж радіальних поверхонь для отримання перших частин заготівки.
7. Спосіб за будь-яким з пп. 1-6, який відрізняється тим, що фетрові шари, принаймні ті, які частково утворюють частину або кожну частину заготівки, що призначена бути волокнистою основою фрикційної частини гальмівного диска, прикріпляються до решти заготівки за допомогою голчастої прошивки.
8. Спосіб за будь-яким з пп. 1-7, який відрізняється тим, що фетр, який утворює принаймні частину або кожну частину заготівки, що призначена бути волокнистою основою фрикційної частини гальмівного диска, має об'ємний вміст волокон нижче 20%.
9. Спосіб виготовлення гальмівного диска з композиційного матеріалу, що містить серцевину та принаймні одну фрикційну частину з однієї сторони серцевини, який включає стадії виготовлення волокнистої заготівки, ущільнення заготівки матрицею та обробки диска для надання йому розмірів, що потребуються, який відрізняється тим, що заготівка виготовляється у відповідності зі способом за будь-яким з пп. 1-8.
10. Спосіб виготовлення блока, який складається з центрального рухомого гальмівного диска з двома тертьовими поверхнями та двох нерухомих дисків з однією тертьовою поверхнею з композиційного матеріалу, який відрізняється тим, що він включає: виготовлення чотирьох істотно ідентичних первинних заготівок у відповідності зі способом за будь-яким з пп. 1-8, де кожна первинна заготівка містить першу частину, яка відповідає фрикційній частині диска; ущільнення заготівок матрицею з метою отримання дисків з композиційного матеріалу; скріплення двох дисків по їх поверхнях, які протилежні тертьовим, в результаті чого отримують рухомий диск з двома тертьовими поверхнями; та заключну обробку рухомого та нерухомих дисків.
11. Спосіб виготовлення блока, що складається з рухомого диска з двома тертьовими поверхнями та двох нерухомих дисків з однією тертьовою поверхнею з композиційного матеріалу, який відрізняється тим, що він включає: виготовлення чотирьох істотно ідентичних первинних заготівок у відповідності зі способом за будь-яким з пп. 1-8, де кожна первинна заготівка містить першу частину, яка відповідає серцевинній частині, та другу частину, яка відповідає фрикційній частині; збирання двох заготівок для отримання заготівки рухомого диска та ущільнення заготівок для отримання рухомого диска з двома тертьовими поверхнями та двох нерухомих дисків з однією тертьовою поверхнею; та заключну обробку рухомого та нерухомих дисків.
12. Спосіб за будь-яким з пп. 10 та 11, який відрізняється тим, що заключна обробка нерухомих дисків включає утворення радіально спрямованих гнізд з глибиною, меншою від товщини серцевини диска зі сторони задньої поверхні, протилежної тертьовій поверхні.
13. Спосіб за п. 12, який відрізняється тим, що першу частину заготівки, яка призначена для утворення серцевини диска, отримують шляхом намотування на патрон смуги з волокнистою структурою накладеними один на одний шарами.
14. Гальмівний диск з композиційного матеріалу, що містить ущільнену матрицею волокнисту заготівку, який має серцевинну частину та принаймні одну фрикційну частину з однією тертьовою поверхнею, яка розташована з однієї сторони серцевини, та волокнисту заготівку, що складається з поєднаних між собою волокнистих шарів, які включають структуровані шари, які утворені принаймні частково безперервними волокнами та принаймні одним шаром фетру, який відрізняється тим, що частина заготівки, що складає волокнисту основу фрикційної частини або кожної фрикційної частини диска, складається з фетру принаймні у тій частині, яка примикає до тертьової поверхні, у той час як частина заготівки, яка утворює волокнисту основу серцевини диска, містить структуровані волокнисті шари.
15. Гальмівний диск за п. 14, який відрізняється тим, що у згаданому вище фетрі об'ємний вміст волокон нижче 20%.
16. Гальмівний диск за п. 14, який відрізняється тим, що фрикційна частина або кожна фрикційна частина диска містить 10-15 об. % волокон, 65-75 об. % матриці та 15-20 об. % залишкових пар.
17. Гальмівний диск за будь-яким з пп. 14-16, який відрізняється тим, що частина заготівки, що складає волокнисту основу серцевини диска, містить шари фетру, які впроваджені між структурованими волокнистими шарами.
18. Гальмівний диск за будь-яким з пп. 14-17, який відрізняється тим, що частина заготівки, яка складає волокнисту основу серцевини диска, містить волокнисті шари, що розташовані паралельно поверхням диска.
19. Гальмівний диск за будь-яким з пп. 14-17, який відрізняється тим, що частина заготівки, яка складає волокнисту основу серцевини диска, містить волокнисті шари, що розташовані перпендикулярно поверхням диска.
20. Гальмівний диск за будь-яким з пп. 14-19, який відрізняється тим, що волокниста заготівка та матриця складаються з вуглецю.
21. Гальмівний пристрій для туристичного автомобіля, який відрізняється тим, що він містить принаймні один гальмівний диск за будь-яким з пп. 14-20, який взаємодіє з гальмівними пластинами.
22. Гальмівний пристрій для дорожнього вантажного автомобіля, який відрізняється тим, що він містить принаймні один блок з двох нерухомих дисків та одного рухомого диска за будь-яким з пп. 14-20.
23. Гальмівний пристрій за п. 22, який відрізняється тим, що кожний нерухомий диск має радіальні гнізда, які утворені в частині глибини диска зі сторони поверхні, протилежної тертьовій поверхні.
Текст
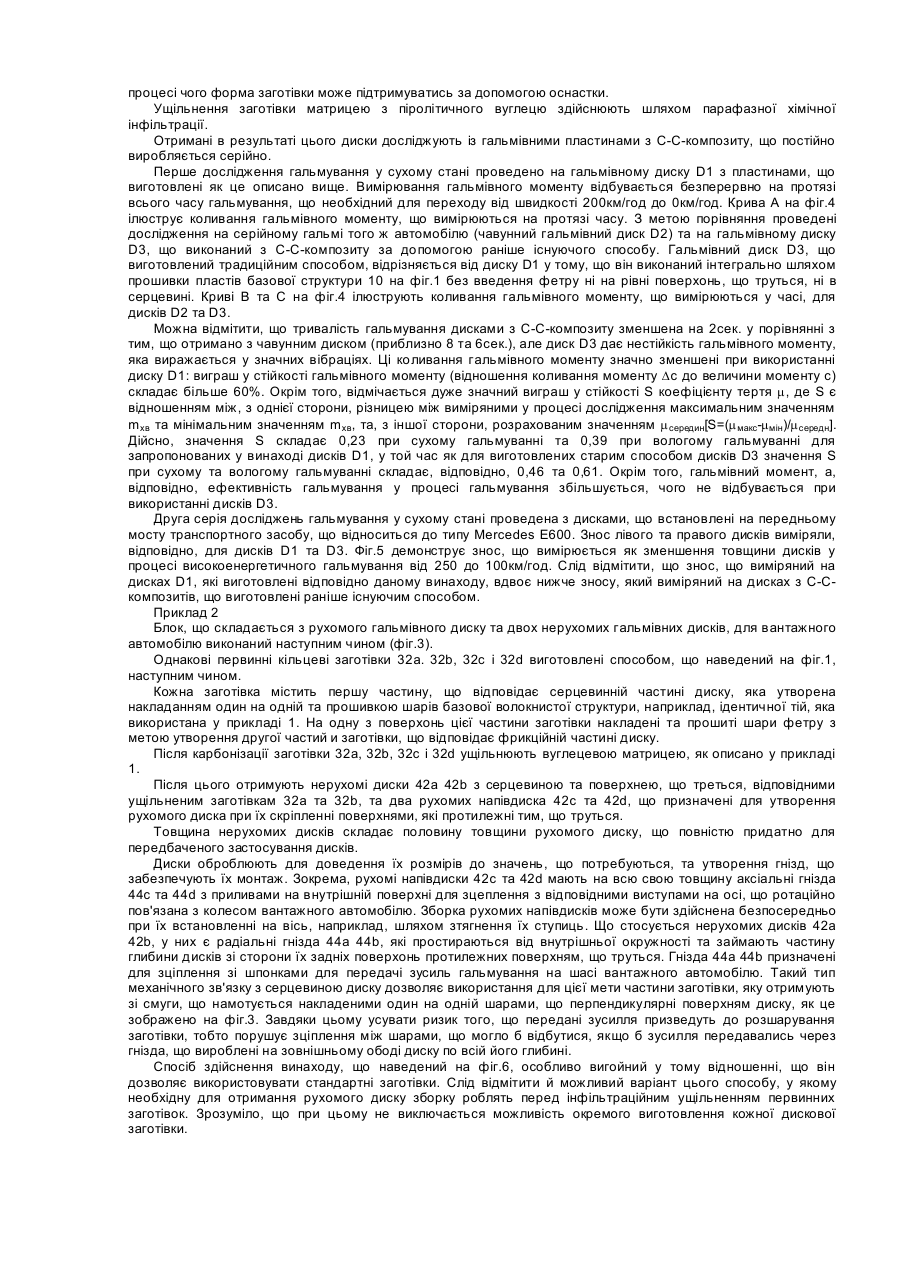
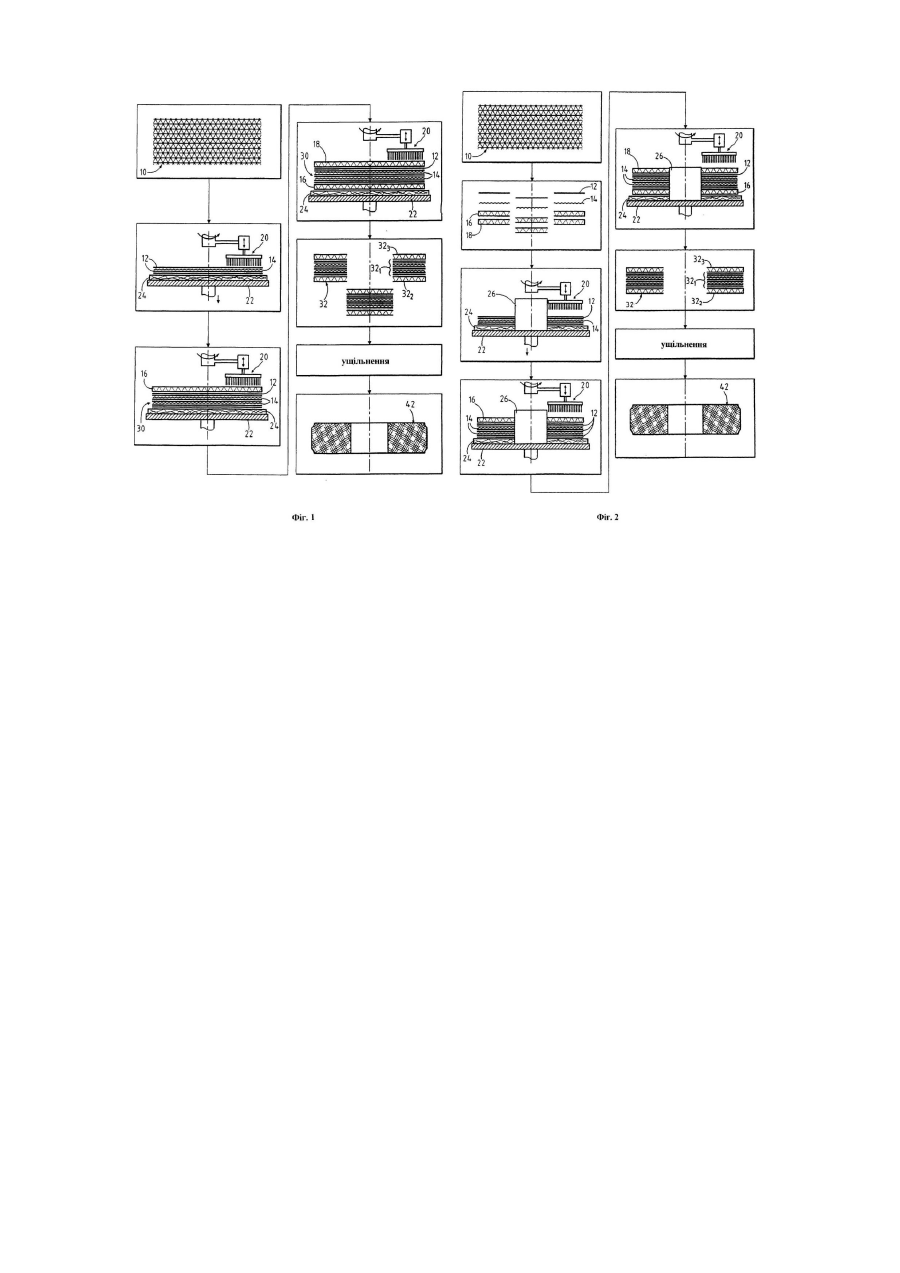
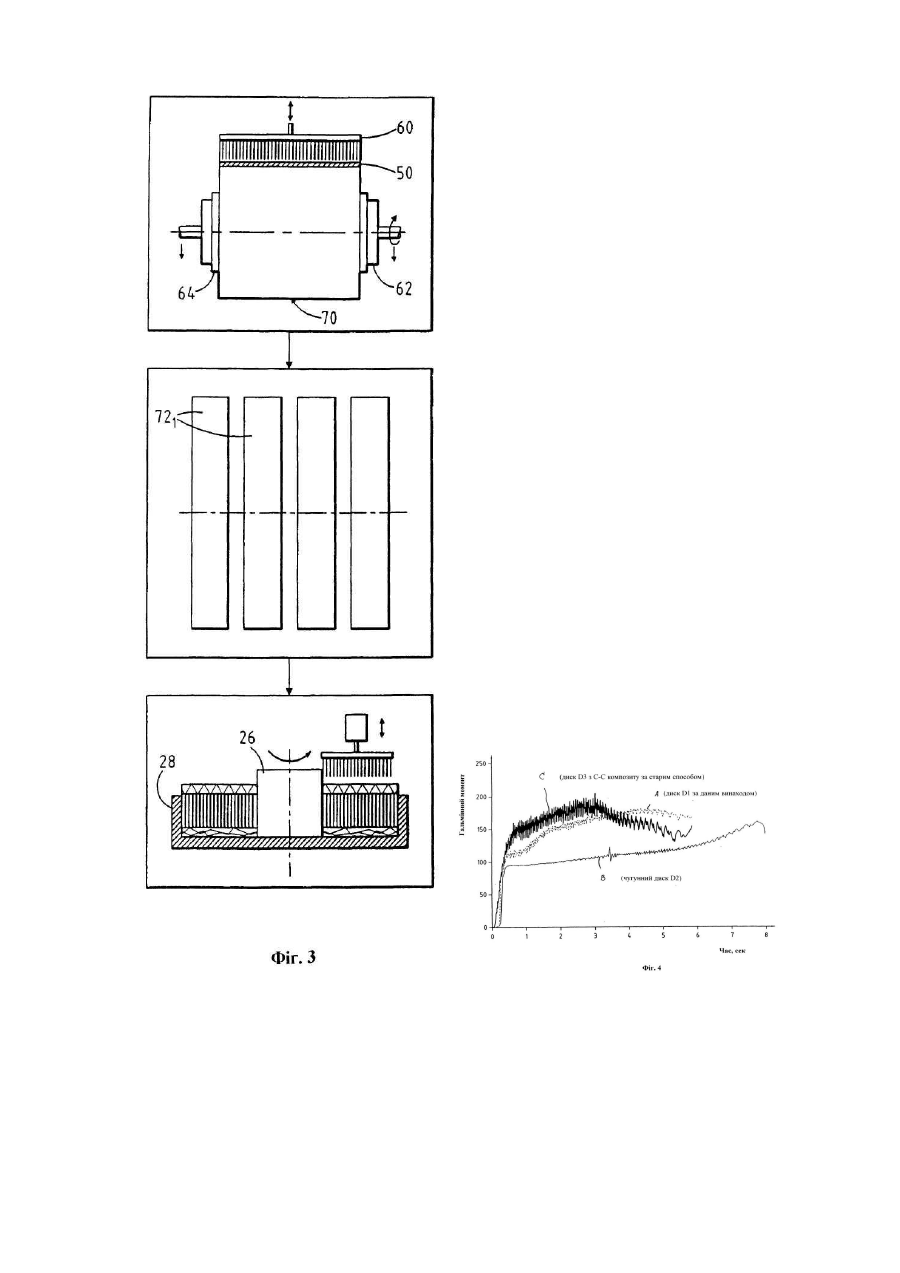
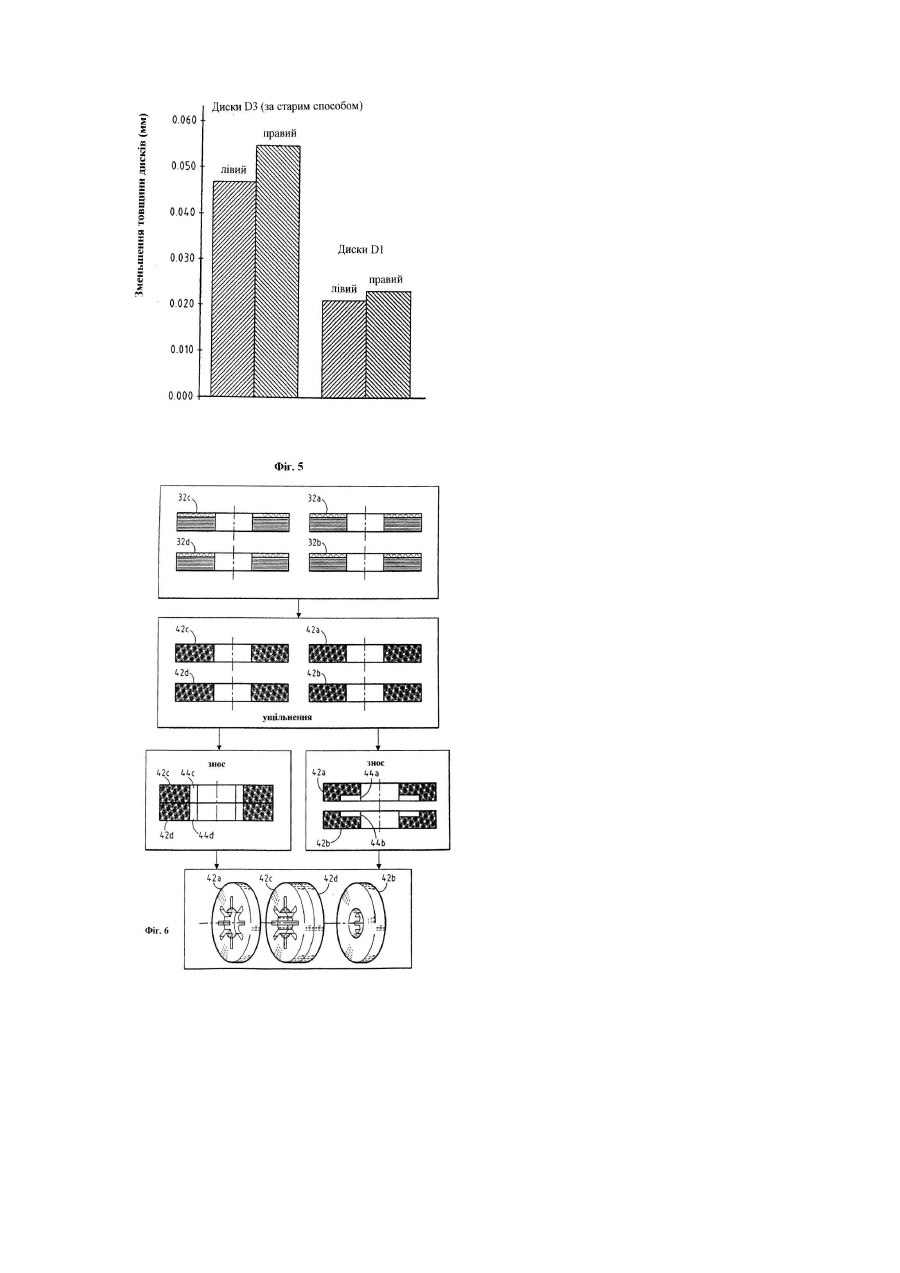
Даний винахід стосується виготовлення гальмівних дисків із композиційних матеріалів і, більш конкретно, виготовлення волокнистих заготівок, що призначені для виготовлення названих дисків. Ще більш конкретно, областю застосування винаходу є гальмівні диски із термоструктурованих композиційних матеріалів. Термоструктуровані композиційні матеріали для названих дисків представляють собою, як правило, вуглець-вуглецеві композити, або С-С-композити, що складаються з основи, або вуглець-волоконної заготівки, що ущільнена вуглецевою матрицею, яка може бути до кінця насичена кремнієм. Іншими придатними композиційними матеріалами є композити з керамічною матрицею, що складаються з основи, або заготівки з вогнестіійких волокон (вуглець або кераміка), ущільненою керамічною матрицею, наприклад, вуглець-кремнійкарбідними композитами, або С-SiC-композитами. Застосування термоструктурованих композиційних матеріалів, зокрема, С-С-композитів для виготовлення гальмівних дисків добре відоме, особливо для виготовлення авіаційних багатодискових гальмів, але також і для виготовлення гальмів для наземного транспорта, наприклад, для гоночних автомобілей, що беруть участь у змаганнях Формули І. Традиційний спосіб виготовлення дисків, що названі вище, складається у виготовленні кільцевих волокнистих заготівок та їх наступного ущільнення вуглецевою матрицею, що заповнює пори заготівок. Напівфабрикати звичайно виготовляють накладанням один на інший шарів з волокнистою структурою, які з'єднують між собою, зокрема, шляхом прошивання голками, для того, щоб надати заготовці необхідної зчіпки і усунення ризику розшарування при експлуатації дисків. Шари з волокнистою структурою - це звичайно двомірні шари з різною орієнтацією волокон, що утворені принаймні частково із безперервних волокон, наприклад, шари з тканин, оплітки або трикотажу, що складаються з шнурів, які утворені безперервними або переривчастими волокнами, або шари, що складаються з декількох кордових сіток з різною орієнтацією жил, які розташовані по різним напрямкам та поєднані між собою легкою прошивкою. З метою збільшення кількості переривчастих волокон можуть бути також додані накладки з волокон або шари фетру, волокна, яких можна легко переміщати голкою у процесі прошивання для підсилення зв'язку між шарами за рахунок Z-зв'язок (тобто перпендикулярно лицьових поверхонь шарів). Застосування накладок з волокон або шарів фетру дозволяє одночасно утилізувати волокнисті відходи, що утворюються при розрізанні шарів з волокнистою структурою у процесі виготовлення кільцевих заготівок. Використання накладок з волокон або шарів фетру з вищезгаданих відходів матеріалу описано, зокрема, у наступних документах: FR-A-626 294 та EP-F-0 530 741. Відповідно останньому документу, фетрові шари можуть бути впроваджені між шарами з волокнистою структурою у серцевині заготівок або накладені на їх поверхні, утворюючи тим самим поверхневі шари заготівки, які призначені для видалення при обробці під час і/або в кінці операції ущільнення. Ущільнення заготівок може бути здійснено шляхом добре відомих методів парафазної або рідкофазної хімічної інфільтрації. Парафазна хімічна інфільтрація складається у тому, що заготівки, які підлягають ущільненню, поміщають до камери, до якої вводять газове середовище, що є попередником матриці, яке (середовище) у регульованих умовах температури та тиску дифундує всередину заготівки і, вступаючи в реакцію з її складовими або підлягаючи розкладанню, утворює відкладання матеріалу матриці на волокнах. У тих умовах, коли відкладання утворюються переважно у поверхневих порах заготівки та проявляють тенденцію до передвчасної її закупорки, може виявитись необхідним застосувати одну або декілька проміжних обробок (обдиркам) поверхонь для розкриття поверхневих пор та забезпечення можливості продовження ущільнення внутрішньої частини заготівок. Рідкофазне ущільнення складається у пропитці заготівок попередників матриці у рідкому стані, наприклад, смолою, з наступним перетворенням попередника, звичайно за допомогою термообробки. Для досягання бажаного ступеню ущільнення може виявитись необхідним проведення декількох послідовних циклів пропитки. Можливе також комбінування парафазного та рідкофазного методів хімічної інфільтрації. У порівнянні з металевими дисками гальмівні диски з термоструктурованих композиційних матеріалів, зокрема, з С-С-композита, дають значний виграш у масі, проявляючи при цьому відмінні фрикційні властивості та знижений знос. Вони виявились також добре адаптованими до жорстких умов експлуатації у літаках та гоночних автомобілях Формули І. Використання гальмівних дисків з термоструктурованих композитів на інших видах транспорту таких як потяги, вантажні автомобілі, автокари, спеціальні види транспорту та туристичний транспорт ускладнено із-за специфічних проблем, що з'являються у цих випадках. Зокрема, проведені заявником на туристичному автомобілі високою класу дослідження гальмівних дисків з С-С-композиту, що виготовлені способом аналогічним способу, який застосовується для виготовлення авіаційних гальмівних дисків, виявили епізодичні появи небажаних вібрацій з одночасною появою несталості гальмівноно моменту. Заготівки для цих гальмівних дисків були виготовлені з використанням прошивки шарів з базовою структурою, яка була утворена з декількох кордових сіток з різною орієнтацією жил, що розташовані під різними кутами (наприклад, три шари під кутами 0, +60 та -60°) та попередньо прошитих між собою. Досить очевидно, що використання такої базової структури приводить до нерівномірного зносу поверхонь дисків, що труться, у контакті з гальмівними пластинами, причому ця тенденція посилюється у процесі експлуатації диска, призводячи до вібрацій. Метою нашого винаходу є виготовлення волокнистих заготівок, що дозволяють виконання гальмівних дисків з композиційних матеріалів, що не приводять до названих вище незручностей. Більш конкретно, метою даного винаходу є розробка способу, що дозволяє виготовлення гальмівних дисків з композиційних матеріалів для застосування у туристичних автомобілях промислового призначення, які не приводять до небажаних вібрацій безвідносно до режиму гальмування та забезпечують стійкий гальмівний момент без ненормально прискореного зносу. Метою даного винаходу є також виконання задач, що поставлені вище, за собівартістю, що сумісна з застосуванням гальмівних дисків у серійних туристичних автомобілях промислового призначення. Названі цілі можуть бути досягнуті завдяки використанню такого способу, у якому накладають один на інший та поєднують між собою волокнисті шари, що містять структуровані шари, принаймні частково утворені безперервними волокнами та принаймні одним шаром фетру. У запропонованому способі використовують структуровані волокнисті шари для утворення принаймні першої частини заготівки, яка утворює волокнисту основу серцевини гальмівного диску, у той час, коли частина або кожна частина заготівки, яка повинна утворювати волокнисту основу частини гальмівного диску, що треться, складається із фетру принаймні у тій частиш, яка примикає до поверхні, що треться. Під структурованим волокнистим шаром, принаймні частково утвореним безперервними волокнами, у даному випадку розуміють шар тканини, оплітки або трикотажу, що утворений безперервними нитками, які, в свою чергу, утворені безперервними або переривчастими волокнами; або шар, що утворений сіткою з безперервних та однонапрямлених корда, жил або ниток, причому корд, жили або нитки, в свою чергу, складаються з безперервних або переривчастих волокон; або шар, що утворений декількома накладеними одна на одну різнонапрямленими сітками, які з'єднані між собою, наприклад, за допомогою попередньої прошивки; або подібного ж роду волокнистий шар з тонкою накладкою з волокон, з якою він поєднаний, наприклад, легкою прошивкою. Такі структуровані волокнисті шари дозволяють утворювати частину заготівки, яка здатна надати серцевині гальмівного диску механічні властивості, що потребуються для передачі зусиль гальмування без створення умов для відриву або ушкодження диску у тому місці, де здійснюється механічний зв'язок серцевини з деталлю, з якою диск пов'язаний при своєму обертанні. Структуровані волокнисті шари можуть бути або розташовані у площинах , які паралельні поверхням дисків, або обвивають вісь диску. В останньому випадку частина заготівки, що відповідає серцевині диску, може бути отримана шляхом розрізання циліндру, що утворюється при намотці на патрон стрічки зі структурованою волокнистою структурою, що утворює накладені один на одній та поєднані між собою шари. Фетр, що утворює принаймні частково частину або кожну частину заготівки, яка призначена для створення волокнистої основи частини гальмівного диску, що треться, знаходиться у формі принаймні одного порівняно товстого шару з пониженою об'ємною долею волокон, переважно нижче 20% (об'ємна доля волокон є частиною уявного об'єму фетру, що ефективно зайнятий волокнами). Під порівняно товстим шаром фетру у даному випадку розуміється фетр, товщина якого у виготовленій заготовці складає приблизно 1мм. Після ущільнення основна частина фрикційної набивки поблизу поверхні, що треться, складається із композиційного матеріалу. У типовому випадку фрикційна набивка поблизу поверхні, що треться, складається на 10об.% з волокон, на 66-75об.% з матриці та на 15-20об.% з відкритих залишкових пор. Завдяки описаній конструкції заготівки і, зокрема, наявності фетру поблизу поверхні, що треться, при гальмуванні не з'являється ніякої небажаної вібрації, яка виникає на гальмівних дисках, заготівка яких складається з прошитих структурованих волокнистих шарів, у тому числі і в частинах, що труться. Названі вібрації можуть виникати із-за нерівномірного продольного зносу поверхні, що треться. Наявність у частині, що треться замість структурованих волокнистих шарів фетру, тобто коротких неорієнтованих волокон, а також перевага матриці зумовлюють мінімальну анізотропію та мінімальну жорсткість, що усуває появу нерівномірностей зносу або сприяє їх зменшенню. Поруч з цим була відмічена виключна стабільність гальмівного моменту, а досягнуті експлуатаційні якості у вологих умовах були такі ж високі, як і в сухих умовах. Передбачається також можливість використання фетру не тільки для частини або кожної частини заготівки, що відповідає фрикційній частині диску, але також і для утворення переважно тонких фетрових шарів, що знаходяться між структурованими волокнистими шарами у першій частині заготівки, що відповідає серцевині диску. Розташування структурованих волокнистих шарів паралельно поверхням диску сприяє наданню диску певної м'якості в осьовому напрямку та збільшує його здатність поглинати вібрації. Шари, що складають першу частину заготівки, яка відповідає серцевині диску, поєднані між собою переважно за допомогою голкової прошивки. Фетр, що складає принаймні частково частину або кожну частину заготівки, яка відповідає фрикційній частині диску, може утворювати один або декілька накладених один на інший шарів, також переважно поєднаних між собою прошивкою. Сполучення фетру з першою частиною заготівки може бути також здійснено за допомогою прошивки. Слід замітити, що прошивка фетру повинна бути виконана таким чином, що вона не призвела до ущільнення, яке б збільшило об'ємну долю волокон зверх рекомендованого максимума. Кільцева заготівка гальмівного диску може бути виконана з плоских волокнистих шарів або шляхом накладання один на інший та зв'язування між собою волокнистих шарів, попередньо нарізаних у вигляді кілець, або шляхом накладання один на інший та зв’язування між собою суцільних волокнистих шарів, що мають кільцеву або некільцеву форму, з наступним вирізанням заготівки із всього ансамблю накладених один на одного та поєднаних між собою волокнистих шарів. Можливо також виконання частини заготівки, що відповідає серцевині диску, шляхом намотування волокнистої структури накладеними один на одного та сполученими між собою шарами, у той час коли частина або кожна частина заготівки, що відповідає фрикційній частині диску, виконана шляхом накладання один на інший та сполучення між собою плоских волокнистих шарів. У відповідності з ще одним з аспектів, винахід має також метою виготовлення гальмівних дисків з композиційного матеріалу шляхом ущільнення виготовлених заготівок, як це вказано вище. При виготовленні блоку, що містить центральний гальмівний диск, що обертається, з двома протилежними поверхнями, що труться, та два бічних нерухомих гальмівних диска, які мають по одній поверхні, що треться, наприклад, для дискового гальма транспортного засобу промислового призначення (вантажного автомобіля або автокари), виготовляють переважно чотири істотно ідентичні первинні заготівки, що містять першу частину, яка відповідає фрикційній частині диску. Заготівки ущільнюють та отримують рухомий диск, скріпляючи дві ущільнені заготівки поверхнями, що протилежні поверхням, які труться. Таким чином, різниця між рухомим та нерухомими дисками виникає тільки після ущільнення. Передбачається також можливість збирання первинних заготівок до ущільнення з метою отримання рухомого диску, в результаті чого різниця між рухомим та нерухомими дисками виникає після виготовлення заготівок, але вже перед операцією ущільнення. У відповідності з ще одним із аспектів, предметом винаходу є також гальмівні диски, що виготовлені із заготівок, які виготовлені вказаним вище чином. Нижче будуть описані приклади здійснення винаходу, що не обмежують його об'єму. При цьому будуть робитись посилання на наведені креслення, де: фіг.1 демонструє послідовні етапи виконання кільцевої заготівки гальмівного диску у відповідності зі способом даного винаходу; фіг.2 демонструє послідовні етапи виконання кільцевої заготівки гальмівного диску у відповідності з варіантом способу, що застосований на фіг.1; фіг.3 демонструє послідовні етапи виконання частини кільцевої заготівки гальмівного диску у відповідності з ще одним варіантом здійснення способу даного винаходу; фіг.4 наводить криві, які ілюструють коливання гальмівного моменту у часі при гальмуванні для дисків, що виготовлені у відповідності з даним винаходом та для дисків, що виготовлені раніше існуючими способами; фіг.5 демонструє знос, що виміряний при гальмуванні дисками, що виготовлені у відповідності з даним винаходом, та дисками, що виготовлені раніше існуючими способами; фіг.6 демонструє послідовні етапи виконання гальмівних дисків, що призначені для вантажних автомобілів, ілюструючи тим самим практичне застосування даного винаходу. У наведеному нижче описі роздивляється виготовлення заготівок з вуглецевих волокон або волокон з попередників вуглецю з метою виготовлення гальмівних дисків з С-С-композиту. При цьому необхідно відмітити, що винахід застосовується і до гальмівних дисків з композиційного матеріалу, що не є С-Скомпозитом, зокрема, з композиційного матеріалу, що складається з волокон основи і/або матриці, принаймні, що частково складається з кераміки, наприклад, принаймні частково складається з SiC- або насиченого кремнієм С-С-композиту. Кільцева заготівка гальмівного диску з двома поверхнями, що труться, наприклад, гальмівного диска, що призначений для взаємодії з пластинами у гальмівному диску таких автомобілів як серійний туристичний автомобіль, може бути використана наступним чином (фіг.1). Вихідним матеріалом, що використовується для частини заготівки, що відповідає серцевині диску, є базова структура 10, яка утворена з вуглецевих волокон або волокон з попередників вуглецю, де в якості попередника вуглецю може бути, наприклад, попередньо окислений поліакрилонітрил, пек, соти або фенольну сполуку. Якщо заготівка виготовляється з волокон з попередеників вуглецю, перетворення попередника здійснюється шляхом термічної обробки, що проводиться переважно після виготовлення заготівки та перед її ущільненням. Слід відмітити, що заготівка може бути отримана з використанням вуглецевих волокон з декількох різних попередників. Базова структура 10 принаймні частково виготовляється з використанням безперервних елементів, що утворюють різнонапрямлену двомірну структуру. Для цього можуть бути використані тканина, оплітка, трикотаж, однонапрямлена сітка або, як це вказано у схематично ілюстрованому прикладі, які накладені одна на одну декілька однонапрямлених сіток з ниток, корда або жил. Сітки накладаються по різним напрямкам та поєднуються легкою прошивкою. Можна, наприклад, утворювати базову структуру з трьох однонапрямлених сіток, що розташовані по відношенню до осі структури попід вуглами, відповідно, 0, +60 та -60°. У деяких випадках базова структура може бути доповнена тонкою накладкою з волокон, що попередньо сполучена зі структурою за допомогою прошивки. Перша частина кільцевої заготівки гальмівного диску виготовляється шляхом плоскої укладки пластів 12 базової структури 10 та поєднання їх між собою прошивкою. Між пластами 12 можуть бути розташовані декілька шарів фетру 14. Під тонким шаром фетру тут розуміється фетровий шар з поверхневою масою 500г/м, наприклад, від 200 до 300г/м, та вмістом волокон у розслабленому стані (перед ущільненням, що зумовлене прошивкою) менш 20%, наприклад, 7-14%. Прошивка здійснюється за допомогою прошивочної голівки 20 у формі голчастої пластинки, у той час як пласти розташовуються на підкладинці 22, що вкрита підкладочним фетром 24, у якій голки можуть проникати без ризику бути пошкодженими. Довжина голчастої пластинки близько відповідає радіальній відстані між внутрішньою та зовнішньою окружностями частини кільцевої заготівки, яку треба виконати. При накладанні кожного нового пласту 12 або 14 здійснюється одна проходка кільцевої прошивки. Для цієї мети, як це, наприклад, описано у документі FR-A-2 626 294, здійснюється повний поворот між прошивочною голівкою 20 та підкладинкою 22 відносно осі частини заготівки, у процесі якого і виробляється задане число прошивочних ударів, при яких ігли проникають вглибину частини заготівки, що виготовляється, перпендикулярно її поверхні. Поворот може бути вироблений приведенням до обертання відносно осі заготівки або прошивочної голівки, або підкладинки 22. Коли досягається товщина, близько відповідна товщині серцевини гальмівного диску, що виготовляється, після прошивки останнього пласту можуть бути вироблені декілька завершальних прошивочних проходок для отримання істотно постійної об'ємної щільності прошивки. Способи виготовлення заготівок з істотно постійною об'ємною щільністю прошивки описані в документах FR-А-2 584 106 та FR-A-2 726 013. Отриману таким чином частину заготівки 30 доповнюють по кожній із її поверхонь шаром фетру, товщину якого обирають в залежності від товщини фрикційних поверхонь диску, що виготовляється. При цьому, утримуючи частину заготівки 30 на місці, шар фетру 16 розташовують на верхній поверхні та поєднують з нею описаною вище проходкою кільцевої прошивки. Частину заготівки 30 з шаром фетру 16 знімають з підкладинки 22 та фетрової прокладки 24, перевертають та повертають на місце для укладки та прошивки шара фетру 18 на іншій поверхні, повторюючи процедуру, що використана при накладанні шару 16. В іншому варіанті способу кожний шар фетру (16 та 18) може бути замінений двома або більше шарами послідовно прошитими на частини заготівки 30. Можливо також використання одного або декількох шарів фетру для утворення тільки частини товщини частин заготівки, що відповідає фрикційним частинам диску, у той час як решту утворюють пластами, що аналогічні, наприклад, пластам 12. У цьому випадку шар або шари фетру розташовують таким чином, щоб вони примикали до зовнішньої поверхні (поверхні тертя). У всіх випадках для кожної з частин заготівки, що відповідає фрикційним частинам диску, використовують принаймні один порівняно товстий шар фетру. Під товстим шаром фетру у даному випадку розуміють шар з поверхневою масою більше 500г/м2, наприклад, від 200 до 300г/м2, та вмістом волокон у розслабленому стану менше 20%, наприклад, 10-15%. Це близько відповідає товщині принаймні 1мм після прошивки або товщині, що дорівнює декількам міліметрам у розслабленому стані, наприклад, не менше 3мм. Частину заготівки 30 з шарами фетру 16 та 18 розрізають за допомогою трубчастого пробійника з утворенням кільцевої заготівки 32 гальмівного диску, що складається з першої частини 32 1, що відповідає серцевині диску та утвореної прошитими пластами 12 та шарами 14, та двох бокових частин 322 та 323, що відповідає фрикційцним частинам диску та утвореним шарами фетру 16 та 18. У попередньому описі ставилось метою здійснення кільцевого вирізу після прошивки заготівки. У якості альтернативного варіанту, як це вказано на фіг.2, можна нарізати пласти 12 та шари фетру 14, 16 та 18, надаваючи їм бажану кільцеподібну форму перед прошивкою. Операція прошивки у цьому випадку може бути проведена аналогічно тому, як описано вище, тобто шляхом послідовних кільцевих прошивочних проходок. При цьому бажано, щоб пласти та шари фетру у процесі прошивки утримувались на місці за допомогою пристосування, що утворене принаймні одним центральним серцевинником 26, який виступає по осі від підкладинки 22 з кільцевою прокладкою 24, що знаходиться на ній. Після формування першої частини заготівки 321 шляхом прошивки кільцевих пластів 12, між якими можуть бути впроваджені тонкі кільцеві шари фетру 14, та після накладання та закріплення за допомогою прошивки кільцевих шарів 16 та 18 на поверхнях частини заготівки 32 з утворенням двох частин заготівки - 322 та 323 отримують заготівку гальмівного диску 32, що схожа на ту, яка описана вище. Гальмівні диски 42, що виконані з С-С-композиту, виготовляють із заготівок 32, що виготовлені описаним вище способом, піддаючи заготівки операції ущільнення з використанням вуглецевої матриці і в тих випадках, коли заготівки виконані з волокон попрердника вуглеця, попередньо піддаючи заготівки карбонізації шляхом термічної обробки. Ущільнення здійснюється добре відомими способами парафазної та рідкофазної хімічної інфільтрації. Ущільнені заготівки після цього оброблюють для надання дискам 42 їх кінцевих розмірів та утворення гнізд, що необхідні для зщеплення дисків з деталлю, з якою вони пов'язані при обертанні. У попередньому описі ставилась ціль виготовлення кільцевої заготівки шляхом плоского накладання пластів волокнистої структури та шарів фетру паралельно поверхням диску. У якості альтернативного варіанту можливе використання для частини заготівки, що відповідає серцевині диску, спіралевідної смуги тканини, яка може бути поєднана з тонкою полосою фетру та яка намотується накладеними один на одній шарами на центральний серцевинник та прошивається по мірі намотки. Подібного роду спосіб описаний у заявці французького патенту, що депонований під номером 95 14 000. Таким же способом для частини або кожної частини заготівки, що відповідає фрикційній частині диску, можна використовувати намотану накладеними один на інший шарами та прошиту смугу фетру. У відповідності з ще одним варіантом, що проілюстрований на фіг.3, частина заготівки, яка відповідає серцевині диску, отримують шляхом намотування на патрон смуги 50 волокнистої структури накладеними один на інший шарами. Смуга 50 виконана з структурованого матеріалу, наприклад, тканини, який може бути поєднаний з тонкою полосою фетру. Смуга 50 істотно прошивається у тих місцях, де вона накладається на вже намотані шари. Прошивка здійснюється з використанням ігольчастої планки 60, яка охоплює всю ширину смуги 50. Патрон 62 може бути, наприклад, патроном обертального типу та мати прокладковий шар 64, до якого можуть проникати голки при прошивці перших шарів. Після повного повороту патрон 62 опускається відносно рівня голок, завдяки чому глибина прошивки зберігається істотно постійною або може підлягати невеликому коливанню, що регулюється. Після того, коли сформується необхідна кількість шарів 52, можуть бути вироблені заключні прошивочні проходки. Спосіб виготовлення циліндричних заготівок з постійною об'ємною щільністю прошивки описаний у документі FR-А-2584107. Слід відмітити, що намотка смуги може бути також вироблена шляхом тангенціального контакту з рулоном, у процесі чого патрон залишається нерухомим та має при цьому отвори для голок, завдяки чому обмотування патрону прокладкою стає непотрібним. Отриманий прошитий стакан 70 розрізається вздовж радіальних площин з утворенням кільцевих частин заготівок 721, що відповідають серцевині гальмівного диску. Частина заготівки, що відповідає фрикційній частині гальмівного диску та містить принаймні один шар фетру, прошивається на одній або на всіх поверхнях заготівок 721. Для цієї мети може бути використаний прилад, що відображений на фіг.2, переважно доповнений периферійною циліндричною перетинкою 28, яка у сполученні з центральним серцевинником 26 забезпечує пітримку та напрям частини заготівки 721. Приклад 1 Виконані із С-С-композиту передні гальмівні диски для туристичних транспортних засобів типу "Мерседес Е600" виготовляють шляхом, що описаний нижче, використовуючи спосіб на фіг.1. Базова волокниста структура, що використовується для частини заготівки, що відповідає серцевині диску, складається з комбінації трьох однонапрямлених сіток з волокон попередньо окисленого поліакрилонітрила з поверхневою масою приблизно 1000г/м2, що укладені за трьома різними напрямками (0, +60 та -60°) та попередньо прошитих разом з тонким фетром з поверхневою масою приблизно 300г/м. Декілька пластів волокнистої структури накладають один на одній попередньо прошитими для отримання за перевагою постійної об'ємної щільності прошивки, як це описано у документі FR-A-2 584 106 або FR-A-2 726 013, до досягання товщини приблизно 22мм. На кожній поверхні отриманої таким чином частини заготівки послідовно накладають один на одній та прошивають вісім шарів фетру з поверхневою масою приблизно 800г/м до досягання товщини приблизно 10мм. Кожний шар фетру прошивають описаним вище способом до досягання постійної об'ємної щільності прошивки. Після цього вирізають кільцеву заготівку з внутрішнім та зовнішнім діаметрами, відповідно, 420 та 180мм та вона підлягає карбонізаційній обробці, перетворюючи попередньо окислений поліакрилонітрил в вугілля, у процесі чого форма заготівки може підтримуватись за допомогою оснастки. Ущільнення заготівки матрицею з піролітичного вуглецю здійснюють шляхом парафазної хімічної інфільтрації. Отримані в результаті цього диски досліджують із гальмівними пластинами з С-С-композиту, що постійно виробляється серійно. Перше дослідження гальмування у сухому стані проведено на гальмівному диску D1 з пластинами, що виготовлені як це описано вище. Вимірювання гальмівного моменту відбувається безперервно на протязі всього часу гальмування, що необхідний для переходу від швидкості 200км/год до 0км/год. Крива А на фіг.4 ілюструє коливання гальмівного моменту, що вимірюються на протязі часу. З метою порівняння проведені дослідження на серійному гальмі того ж автомобілю (чавунний гальмівний диск D2) та на гальмівному диску D3, що виконаний з С-С-композиту за допомогою раніше існуючого способу. Гальмівний диск D3, що виготовлений традиційним способом, відрізняється від диску D1 у тому, що він виконаний інтегрально шляхом прошивки пластів базової структури 10 на фіг.1 без введення фетру ні на рівні поверхонь, що труться, ні в серцевині. Криві В та С на фіг.4 ілюструють коливання гальмівного моменту, що вимірюються у часі, для дисків D2 та D3. Можна відмітити, що тривалість гальмування дисками з С-С-композиту зменшена на 2сек. у порівнянні з тим, що отримано з чавунним диском (приблизно 8 та 6сек.), але диск D3 дає нестійкість гальмівного моменту, яка виражається у значних вібраціях. Ці коливання гальмівного моменту значно зменшені при використанні диску D1: виграш у стійкості гальмівного моменту (відношення коливання моменту Dс до величини моменту с) складає більше 60%. Окрім того, відмічається дуже значний виграш у стійкості S коефіцієнту тертя m, де S є відношенням між, з однієї сторони, різницею між виміряними у процесі дослідження максимальним значенням mхв та мінімальним значенням mхв, та, з іншої сторони, розрахованим значенням m середин[S=(m макс-mмін)/m середн]. Дійсно, значення S складає 0,23 при сухому гальмуванні та 0,39 при вологому гальмуванні для запропонованих у винаході дисків D1, у той час як для виготовлених старим способом дисків D3 значення S при сухому та вологому гальмуванні складає, відповідно, 0,46 та 0,61. Окрім того, гальмівний момент, а, відповідно, ефективність гальмування у процесі гальмування збільшується, чого не відбувається при використанні дисків D3. Друга серія досліджень гальмування у сухому стані проведена з дисками, що встановлені на передньому мосту транспортного засобу, що відноситься до типу Mercedes E600. Знос лівого та правого дисків виміряли, відповідно, для дисків D1 тa D3. Фіг.5 демонструє знос, що вимірюється як зменшення товщини дисків у процесі високоенергетичного гальмування від 250 до 100км/год. Слід відмітити, що знос, що виміряний на дисках D1, які виготовлені відповідно даному винаходу, вдвоє нижче зносу, який виміряний на дисках з С-Скомпозитів, що виготовлені раніше існуючим способом. Приклад 2 Блок, що складається з рухомого гальмівного диску та двох нерухомих гальмівних дисків, для вантажного автомобілю виконаний наступним чином (фіг.3). Однакові первинні кільцеві заготівки 32а. 32b, 32с і 32d виготовлені способом, що наведений на фіг.1, наступним чином. Кожна заготівка містить першу частину, що відповідає серцевинній частині диску, яка утворена накладанням один на одній та прошивкою шарів базової волокнистої структури, наприклад, ідентичної тій, яка використана у прикладі 1. На одну з поверхонь цієї частини заготівки накладені та прошиті шари фетру з метою утворення другої частий и заготівки, що відповідає фрикційній частині диску. Після карбонізації заготівки 32а, 32b, 32с і 32d ущільнюють вуглецевою матрицею, як описано у прикладі 1. Після цього отримують нерухомі диски 42a 42b з серцевиною та поверхнею, що треться, відповідними ущільненим заготівкам 32а та 32b, та два рухомих напівдиска 42с та 42d, що призначені для утворення рухомого диска при їх скріпленні поверхнями, які протилежні тим, що труться. Товщина нерухомих дисків складає половину товщини рухомого диску, що повністю придатно для передбаченого застосування дисків. Диски оброблюють для доведення їх розмірів до значень, що потребуються, та утворення гнізд, що забезпечують їх монтаж. Зокрема, рухомі напівдиски 42с та 42d мають на всю свою товщину аксіальні гнізда 44с та 44d з приливами на внутрішній поверхні для зцеплення з відповідними виступами на осі, що ротаційно пов'язана з колесом вантажного автомобілю. Зборка рухомих напівдисків може бути здійснена безпосередньо при їх встановленні на вісь, наприклад, шляхом зтягнення їх ступиць. Що стосується нерухомих дисків 42а 42b, у них є радіальні гнізда 44а 44b, які простираються від внутрішньої окружності та займають частину глибини дисків зі сторони їх задніх поверхонь протилежних поверхням, що труться. Гнізда 44а 44b призначені для зціплення зі шпонками для передачі зусиль гальмування на шасі вантажного автомобілю. Такий тип механічного зв'язку з серцевиною диску дозволяє використання для цієї мети частини заготівки, яку отримують зі смуги, що намотується накладеними один на одній шарами, що перпендикулярні поверхням диску, як це зображено на фіг.3. Завдяки цьому усувати ризик того, що передані зусилля призведуть до розшарування заготівки, тобто порушує зціплення між шарами, що могло б відбутися, якщо б зусилля передавались через гнізда, що вироблені на зовнішньому ободі диску по всій його глибині. Спосіб здійснення винаходу, що наведений на фіг.6, особливо вигойний у тому відношенні, що він дозволяє використовувати стандартні заготівки. Слід відмітити й можливий варіант цього способу, у якому необхідну для отримання рухомого диску зборку роблять перед інфільтраційним ущільненням первинних заготівок. Зрозуміло, що при цьому не виключається можливість окремого виготовлення кожної дискової заготівки.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making fiber workpieces, brake disc, disc block and brake unit made of the fiber composite material
Назва патенту російськоюСпособ изготовления волокнистых заготовок, тормозной диск, блок дисков и тормозное устройство, изготовленные из волокнистого композитного материала
МПК / Мітки
МПК: F16D 69/02, F16D 65/02, F16D 69/00
Мітки: виготовлення, матеріалу, гальмівний, диск, дисків, композиційного, волокнистого, виготовлені, спосіб, блок, пристрій, заготівок, волокнистих
Код посилання
<a href="https://ua.patents.su/8-64720-sposib-vigotovlennya-voloknistikh-zagotivok-galmivnijj-disk-blok-diskiv-ta-galmivnijj-pristrijj-yaki-vigotovleni-iz-voloknistogo-kompozicijjnogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення волокнистих заготівок, гальмівний диск, блок дисків та гальмівний пристрій, які виготовлені із волокнистого композиційного матеріалу</a>
Спосіб виконання попередньо відформованих заготівок волокнистої структури для виготовлення деталей кільцевої форми із композиційного матеріалу
Номер патенту: 52627
Опубліковано: 15.01.2003
Автори: Окагне Жан, Олрі П'єр, Купе Домінік, Бомпард Бруно
МПК: D04H 18/00
Мітки: відформованих, структури, матеріалу, заготівок, спосіб, композиційного, форми, виконання, волокнистої, попередньо, кільцевої, виготовлення, деталей
Формула / Реферат:
1. Способ выполнения предварительно отформованных заготовок волокнистой структуры, предназначенных для изготовления деталей кольцевой формы из композиционного материала, включающий наматывание уложенными друг на друга слоями ленты винтовой или спиральной ткани, содержащей спиральные нити основы и строго радиальные уточные нити, отличающийся тем, что обеспечивают возрастание отнесенной к единице площади массы системы нитей основы спиральной...
Спосіб виготовлення деталі із композиційного матеріалу та спосіб виготовлення панелі типу “сендвіч” із композиційного матеріалу
Номер патенту: 26925
Опубліковано: 29.12.1999
Автори: КАСТАГНО Стефан, ЛІМУЗЕН Жан-Луї
Мітки: типу, виготовлення, панелі, матеріалу, композиційного, сендвіч, деталі, спосіб
Текст:
...и пробитыми иглами двумерными волокнистыми слоями, в качестве подложки отделяют, по меньшей мере, 40 один из поверхностных слоев заготовки. Желательно также, чтобы ворсинки или волоконные иголочки были отверждены путем консолидации их* в результате частичного уплотнения волокнистых заготовок об45 шивки панели перед их соединением с заготовкой ее заполнителя. В варианте выполнения возможно также, чтобы заготовки обшивки с отвержденными...
Спосіб антиокислювального захисту гальмівних дисків з композиційного матеріалу, що містить вуглець
Номер патенту: 40619
Опубліковано: 15.08.2001
Автори: Палавіт Жерар, Лакзаг Мішель, Тебольт Жак, Делаваль Родольф, Рей Жак
МПК: C04B 41/45, F16D 65/12, F16D 69/02, C04B 41/86, B05D 1/32, B05D 1/18, C04B 41/81, F16D 55/24, B05D 3/04
Мітки: гальмівних, спосіб, композиційного, містить, матеріалу, захисту, антиокислювального, дисків, вуглець
Формула / Реферат:
1. Способ антиокислительной защиты тормозных дисков из композиционного материала, содержащего углерод и обладающего открытой остаточной внутренней пористостью, включающий пропитку тормозного диска составом, содержащим не менее одного продукта, способного образовывать окислительный слой, отличающийся тем, что до пропитки каждую трущуюся плоскость тормозного диска изолируют непроницаемым для жидкости образом, а пропитку осуществляют путем...
Спосіб виготовлення стільникової конструкції з композиційного термоконструкційного матеріалу та стільникова конструкція з композиційного термоконструкційного матеріалу
Номер патенту: 26423
Опубліковано: 30.08.1999
Автори: Жорж Жан-Мішель, Делаж Андре, Момю Жан-П'єр
МПК: B01J 35/00, B29D 31/00, B31D 1/00, C04B 35/83, E04C 2/34, B32B 3/12, B32B 18/00
Мітки: композиційного, виготовлення, спосіб, матеріалу, конструкція, термоконструкційного, конструкції, стільникової, стільникова
Формула / Реферат:
1. Способ изготовления сотовой конструкции из композиционного термоконструкционного материала, содержащего волокнистую структуру, уплотненную матрицей, причем волокна упомянутой волокнистой структуры изготовлены из материала, выбранного из углерода или различных видов керамики, и тот же материал использован для матрицы композиционного материала, включающий операции изготовления трехмерной силовой структуры, выполнения в ней разрезов в форме...
Рейковий транспортний засіб з головним модулем з волокнистого композиційного матеріалу
Номер патенту: 43463
Опубліковано: 17.12.2001
Автори: Хоппе Бернд, Шмельцер Ервін, Карстенсен Хартмут, Вагнер Урсула, Лізенберг Буркхарт
МПК: B61D 17/04
Мітки: модулем, засіб, матеріалу, рейковий, транспортний, головним, волокнистого, композиційного
Формула / Реферат:
1. Рейковий транспортний засіб з попередньо виготовленим і приєднаним до нижньої рами кузовним модулем вагона і попередньо виготовленим головним модулем з волокнистого композиційного матеріалу, який відрізняється тим, що:- обернена до головного модуля (12) з'єднувальна дільниця нижньої рами (3) обладнана засобами компенсації допусків по висоті (5),- обернена до головного модуля (12) з'єднувальна дільниця кузовного модуля вагона...
Попередній патент: Пристрій для вимірювання коефіцієнтів відбиття та пропускання
Наступний патент: Фунгіцидна суміш та спосіб боротьби з шкідливими грибами
Випадковий патент: Пристрій для багатопотокової обробки даних (варіанти)