Спосіб виконання попередньо відформованих заготівок волокнистої структури для виготовлення деталей кільцевої форми із композиційного матеріалу
Номер патенту: 52627
Опубліковано: 15.01.2003
Автори: Купе Домінік, Олрі П'єр, Бомпард Бруно, Окагне Жан
Формула / Реферат
1. Способ выполнения предварительно отформованных заготовок волокнистой структуры, предназначенных для изготовления деталей кольцевой формы из композиционного материала, включающий наматывание уложенными друг на друга слоями ленты винтовой или спиральной ткани, содержащей спиральные нити основы и строго радиальные уточные нити, отличающийся тем, что обеспечивают возрастание отнесенной к единице площади массы системы нитей основы спиральной ткани в пространстве между внутренним диаметром этой ткани и ее наружным диаметром и подвергают консолидации упомянутые слои ленты спиральной ткани при помощи пробивки их иглами таким образом, чтобы эти слои были обвязаны между собой волокнами, извлеченными этими иглами из нитей данной ткани, причем обеспечивают компенсирование посредством упомянутого увеличения отнесенной к единице площади массы системы нитей основы, по меньшей мере приблизительно, для объемной плотности данной заготовки уменьшения плотности системы уточных нитей данной ткани в пространстве между ее внутренним диаметром и ее наружным диаметром.
2. Способ по п. 1, отличающийся тем, что используют спиральную ткань (10), по меньшей мере частично образованную нитями, содержащими параллельные друг другу разрывные или относительно короткие волокна.
3. Способ по п. 2, отличающийся тем, что используют спиральную ткань (10), по меньшей мере частично образованную нитями, содержащими параллельные друг другу разрывные или относительно короткие волокна, причем целостность этих нитей обеспечивается при помощи специальной нити обвивки, изготовленной из нестойкого или летучего материала, а также тем, что упомянутую нить обвивки удаляют перед выполнением консолидации материала путем его пробивания иглами.
4. Способ по п. 2, отличающийся тем, что используют спиральную ткань (10), по меньшей мере частично образованную нитями, содержащими разрывные или относительно короткие волокна, сцепление между которыми обеспечивается при помощи их легкого скручивания между собой.
5. Способ по любому из пунктов с 1 по 4, отличающийся тем, что используют ткань номер или толщина нитей основы (12) которой возрастают в пространстве между внутренним диаметром и наружным диаметром этой ткани.
6. Способ по любому из пунктов с 1 по 5, отличающийся тем, что используют ткань плотность системы нитей основы (12) который возрастает в пространстве между внутренним диаметром и наружным диаметром данной ткани.
7. Способ по любому из пунктов с 1 по 6, отличающийся тем, что упомянутую консолидацию материала при помощи его пробивки иглами осуществляют при строго постоянной плотности на единицу площади проколов упомянутых игл на всей поверхности уложенных друг на друга слоев ленты спиральной ткани.
8. Способ по любому из пунктов с 1 по 7, отличающийся тем, что упомянутую консолидацию материала заготовки при помощи пробивки иглами осуществляют при помощи системы (50) игл, которая покрывает кольцевой сектор, проходящий по всей ширине ленты спиралькой ткани.
9. Способ по любому из пунктов с 1 по 8, отличающийся тем, что упомянутую консолидацию материала заготовки при помощи пробивки иглами осуществляют на строго постоянную глубину.
10. Способ по любому из пунктов с 1 по 9, отличающийся тем, что консолидацию материала заготовки при помощи пробивки его иглами осуществляют постепенно, по мере укладки плашмя слоев наматываемой ленты спиральной ткани.
11. Способ по любому из пунктов с 1 по 9, отличающийся тем, что ленту спиральной ткани наматывают вокруг некоторой оси, формируя уложенные друг на друга слои, строго перпендикулярные этой оси.
12. Способ по любому из пунктов с 1 по 11, отличающийся тем, что ленту спиральной ткани наматывают вокруг некоторой оси, образуя уложенные друг на друга конические слои.
13. Способ по любому из пунктов с 1 по 12, отличающийся тем, что ленту спиральной ткани наматывают вокруг направляющей трубы (42).
14. Способ по любому из пунктов с 1 пo 13, отличающийся тем, что ленту спиральной ткани накапливают на питающем диске (20), откуда эту ленту вытягивают через специальную выходную радиальную щель (24).
15. Способ по любому из пунктов с 1 по 13, отличающийся тем, что ленту спиральной ткани (10) накапливают на оправке (70), на которую ее предварительно наматывают, образуя пакет (73) уложенных друг на друга конических слоев.
16. Способ по п. 15, отличающийся тем, что ленту спиральной ткани отбирают с оправки (70) по мере ее наматывания на вращающийся диск для образования предварительно отформованной заготовки (60), образованной уложенными друг на друга коническими витками этой ленты спиральной ткани, причем передачу этой тканой ленты осуществляют при помощи тангенциального контакта между пакетом конических слоев на оправке и формируемой кольцевой заготовкой.
17. Способ по любому из пунктов с 1 по 16, отличающийся тем, что ленту спиральной ткани (10) наматывают уложенными друг на друга плашмя слоями и подвергают непрерывной консолидации при помощи пробивки иглами по мере ее намотки с формированием полого цилиндра, а затем вырезают из этого полого цилиндра предварительно отформованные заготовки, предназначенные для изготовления соответствующих деталей кольцевой формы.
Текст
1 Способ выполнения предварительно отформованных заготовок волокнистой структуры, предназначенных для изготовления деталей кольцевой формы из композиционного материала, включающий наматывание уложенными друг на друга слоями ленты винтовой или спиральной ткани, содержащей спиральные нити основы и строго радиальные уточные нити, отличающийся тем, что обеспечивают возрастание отнесенной к единице площади массы системы нитей основы спиральной ткани в пространстве между внутренним диаметром этой ткани и ее наружным диаметром и подвергают консолидации упомянутые слои ленты спиральной ткани при помощи пробивки их иглами таким образом, чтобы эти слои были обвязаны между собой волокнами, извлеченными этими иглами из нитей данной ткани, причем обеспечивают компенсирование посредством упомянутого увеличения отнесенной к единице площади массы системы нитей основы, по меньшей мере приблизительно, для объемной плотности данной заготовки уменьшения плотности системы уточных нитей данной ткани в пространстве между ее внутренним диаметром и ее наружным диаметром 2 Способ по п 1, отличающийся тем, что используют спиральную ткань (10), по меньшей мере частично образованную нитями, содержащими параллельные друг другу разрывные или относительно короткие волокна 3 Способ по п 2, отличающийся тем, что используют спиральную ткань (10), по меньшей мере частично образованную нитями, содержащими параллельные друг другу разрывные или относительно короткие волокна, причем целостность этих нитей обеспечивается при помощи специальной нити обвивки, изготовленной из нестойкого или летучего материала, а также тем, что упомянутую нить обвивки удаляют перед выполнением консолидации материала путем его пробивания иглами 4 Способ по п 2, отличающийся тем, что используют спиральную ткань (10), по меньшей мере частично образованную нитями, содержащими разрывные или относительно короткие волокна, сцепление между которыми обеспечивается при помощи их легкого скручивания между собой 5 Способ по любому из пунктов с 1 по 4, отличающийся тем, что используют ткань номер или толщина нитей основы (12) которой возрастают в пространстве между внутренним диаметром и наружным диаметром этой ткани 6 Способ по любому из пунктов с 1 по 5, отличающийся тем, что используют ткань плотность системы нитей основы (12) который возрастает в пространстве между внутренним диаметром и наружным диаметром данной ткани 7 Способ по любому из пунктов с 1 по 6, отличающийся тем, что упомянутую консолидацию материала при помощи его пробивки иглами осуществляют при строго постоянной плотности на единицу площади проколов упомянутых игл на всей поверхности уложенных друг на друга слоев ленты спиральной ткани 8 Способ по любому из пунктов с 1 по 7, отличающийся тем, что упомянутую консолидацию материала заготовки при помощи пробивки иглами осуществляют при помощи системы (50) игл, которая покрывает кольцевой сектор, проходящий по всей ширине ленты спиралькой ткани 9 Способ по любому из пунктов с 1 по 8, отличающийся тем, что упомянутую консолидацию материала заготовки при помощи пробивки иглами осуществляют на строго постоянную глубину 10 Способ по любому из пунктов с 1 по 9, отличающийся тем, что консолидацию материала заготовки при помощи пробивки его иглами осуществляют постепенно, по мере укладки плашмя слоев наматываемой ленты спиральной ткани О (О ю 11 Способ по любому из пунктов с 1 по 9, отличающийся тем, что ленту спиральной ткани наматывают вокруг некоторой оси, формируя уложенные друг на друга слои, строго перпендикулярные этой оси 12 Способ по любому из пунктов с 1 по 11, отличающийся тем, что ленту спиральной ткани наматывают вокруг некоторой оси, образуя уложенные друг на друга конические слои 13 Способ по любому из пунктов с 1 по 12, отличающийся тем, что ленту спиральной ткани наматывают вокруг направляющей трубы (42) 14 Способ по любому из пунктов с 1 по 13, отличающийся тем, что ленту спиральной ткани накапливают на питающем диске (20), откуда эту ленту вытягивают через специальную выходную радиальную щель (24) 15 Способ по любому из пунктов с 1 по 13, отличающийся тем, что ленту спиральной ткани (10) накапливают на оправке (70), на которую ее предварительно наматывают, образуя пакет (73) уло 52627 женных друг на друга конических слоев 16 Способ по п 15, отличающийся тем, что ленту спиральной ткани отбирают с оправки (70) по мере ее наматывания на вращающийся диск для образования предварительно отформованной заготовки (60), образованной уложенными друг на друга коническими витками этой ленты спиральной ткани, причем передачу этой тканой ленты осуществляют при помощи тангенциального контакта между пакетом конических слоев на оправке и формируемой кольцевой заготовкой 17 Способ по любому из пунктов с 1 по 16, отличающийся тем, что ленту спиральной ткани (10) наматывают уложенными друг на друга плашмя слоями и подвергают непрерывной консолидации при помощи пробивки иглами по мере ее намотки с формированием полого цилиндра, а затем вырезают из этого полого цилиндра предварительно отформованные заготовки, предназначенные для изготовления соответствующих деталей кольцевой формы Предлагаемое изобретение касается способа выполнения предварительно отформованных заготовок волокнистой структуры, предназначенных для последующего изготовления деталей кольцевой формы из композиционного материала Специфической, но не единственной возможной областью применения данного изобретения является изготовление тормозных дисков из того или иного композиционного материала, в частности изготовления тормозных дисков из углеродуглеродного композиционного материала, представляющего собой углеродную матрицу, армированную углеволокном Детали кольцевой формы из композиционного материала, такие, например, как тормозные диски, образованы из предварительно отформованной заготовки, имеющей волокнистую структуру, и уплотненной затем при помощи матрицы Для тормозных дисков, изготавливаемых из углеродуглеродного композиционного материала, эта заготовка включает углеродные волокна или волокна предшественника углерода, который преобразуется в углерод при помощи специальной термической обработки после образования упомянутой предварительно отформованной заготовки Таким предшественником углерода, существующим в виде волокон, является, в частности, полиакрилонитрил (PAN) в предварительно окисленном виде Уплотнение предварительно отформованной заготовки данной детали может быть выполнено с использованием так называемого мокрого способа, а именно путем пропитки отформованной заготовки соответствующим предшественником углерода в жидком виде, например той или иной смолой, с последующим преобразованием этого предшественника в углерод при помощи термической обработки или путем химического впитывания в парообразной фазе Хорошо известный способ получения предва рительно отформованных заготовок волокнистой структуры, предназначенных для изготовления деталей из композиционных материалов, состоит в наложении друг на друга и последующем скреплении с использованием иглопробивной технологии нескольких слоев двухмерной волокнистой структуры Эти слои с волокнистой структурой могут представлять собой, например, ткань Эта ткань в случае необходимости покрывается тонкой пеленой волокон, которые могут быть перемещены иголками при использовании иглопробивной технологии для получения упомянутой предварительно отформованной заготовки сквозь эти наложенные друг на друга слои с двухмерной волокнистой структурой Так поступают, в частности, в тех случаях, когда упомянутые слои представляют собой ткань, изготовленную из волокон, плохо поддающихся иглопробивному перемещению без разрыва этих волокон или нитей из них, в частности ткань, изготовленную из волокон углерода Такой способ описан, в частности, в источниках FR-A-2 584 106 и FR-A-2 584107 соответственно для реализации плоских, предварительно отформованных заготовок и для реализации предварительно отформованных заготовок в виде тех или иных тел вращения Предварительно отформованная заготовка кольцевой формы, предназначенная для изготовления тормозного диска, может быть вырезана из толстой пластины, образованной наложенными друг на друга плашмя слоями волокнистой структуры, пробитыми системой специальных иголок При использовании такой технологии потери материала могут достигать 50%, что в случае изготовления такой предварительно отформованной заготовки из волокон углерода обходится весьма дорого, учитывая достаточно высокую себестоимость этого волокнистого материала Для уменьшения потерь дорогостоящего волокнистого материала было предложено образо вывать предварительно отформованную заготовку путем наложения друг на друга и последующего пробивания иглами кольцевых слоев, каждый из которых образован несколькими соединенными между собой секторами Эти секторы вырезаются из двухмерной волокнистой структуры, например из соответствующей ткани При использовании такой технологии потери материала оказываются меньше, чем в случае вырезания полного кольца, однако остаются все равно достаточно большими Кроме того, такой способ оказывается достаточно трудным в использовании и плохо поддается автоматизации, в частности из-за необходимости точно позиционировать упомянутые секторы, смещая их от одного слоя к другому, для того чтобы линии раздела между отдельными секторами не накладывались друг на друга Может также быть рассмотрен вариант вырезания предварительно отформованных заготовок кольцевой формы из полых цилиндров, полученных путем одновременного наматывания на соответствующую оправку и пробивания иглами тканой ленты, как это описано в упомянутом выше источнике FR-A-2 584 107 Этот способ является относительно простым в реализации и не приводит к потерям дорогостоящего волокнистого материала Однако в этом случае, применительно к изготовлению тормозных дисков и в отличие от описанных выше способов, слои предварительно отформованной заготовки располагаются перпендикулярно по отношению к трущимся поверхностям этого тормозного диска При этом уменьшенное сопротивление сдвигу или срезу параллельно слоям волокнистого материала может представлять собой существенный недостаток на уровне вырезов или пазов, выполненных на внешнем или на внутреннем периметре этих тормозных дисков для размещения в них скоб или зажимов, предназначенных для передачи или восприятия усилий, воздействующих на эти тормозные диски в процессе их эксплуатации Другая известная технология реализации предварительно отформованных заготовок, предназначенных для последующего изготовления деталей кольцевой формы из композиционных материалов, состоит в использовании текстильного изделия в виде ленты спиральной или винтовой формы, которая плашмя наматывается уложенными друг на друга витками Такое текстильное изделие может представлять собой ткань, образованную спиральными нитями основы и радиальными уточными нитями Как сказано в документах FR-A-2 490 687 и FR-A-2 643 656, спиральная или винтовая форма придается ткани при помощи по меньшей мере одного конического валика нитей основы, сматываемых с индивидуальных катушек, установленных на сновальной раме В полученной таким образом ткани расстояние между радиальными уточными нитями возрастает по ширине спиральной ткани от ее внутреннего диаметра к ее наружному диаметру Для сохранения одного характера ткани по всей ее ширине в двух упомянутых выше документах предложено вводить дополнительные уточные нити, которые проходят только по части 52627 ширины данной ткани от ее наружного диаметра Такое техническое решение приводит к существенному удорожанию изготовления ткани и является потенциальным источником немаловажных дефектов полученной ткани Другая технология, описанная в источнике ЕРА-0 528 336, состоит в использовании трубчатой плетенки Вследствие своей деформируемости эта трубчатая плетенка после ее уплощения или сплющивания может быть смотана спиралью, образуя наложенные друг на друга кольцевые витки, которые соединяются между собой при помощи пробивки иглами В процессе изготовления такой трубчатой плетенки специальные одномерные элементы (или однонаправленные элементы) могут быть введены параллельно оси этой плетенки Путем соответствующего изменения титра и/или расстояния между соседними однонаправленными элементами в пространстве между противоположными краями сплющенной трубчатой плетенки можно ввести необходимую компенсацию в изменение поверхностей плотности плетенки между двумя этими краями, причиной которой является деформация плетенки в процессе ее сматывания плашмя в спираль Однако введение этих однонаправленных элементов ухудшает деформируемость или способность к деформации такой плетенки Кроме того, в процессе сматывания плетенки в спираль траектория, описываемая этими однонаправленными элементами, существенно меняется между внутренней окружностью формируемой кольцевой заготовки Следует отметить, что в упомянутом документе ЕР-А-0 528 336 рассматривается возможность осуществления в процессе изготовления данной плетенки натяжения в большей или меньшей степени для упомянутых однонаправленных элементов в зависимости от их расположения в окрестности внутренней окружности или в окрестности наружной окружности изготавливаемой кольцевой заготовки Однако, в дополнение к тому, что такой прием позволяет обеспечить лишь весьма ограниченную компенсацию различий в длине траекторий, описываемых этими однонаправленными элементами в разных зонах формируемой заготовки, поддержание этого натяжения после изготовления плетенки не гарантировано, что приводит к возможности усадки и завивки упомянутых однонаправленных элементов Кроме того, введение этих однонаправленных элементов в структуру трубчатой плетенки, особенно в том случае, когда эти элементы должны быть введены в эту структуру с различной степенью натяжения, существенно усложняет и удорожает процесс изготовления предварительно отформованной кольцевой заготовки Задача данного изобретения состоит в том, чтобы предложить способ получения отформованных заготовок кольцевой формы, не имеющий недостатков, присущих существующему уровню техники в данной области, то есть способ, который обеспечивает возможность реализации предварительно отформованных заготовок кольцевой формы, предназначенных для изготовления соответствующих деталей из композиционного материала, без потери исходного материала и при 52627 8 относительно невысокой стоимости технологичетельных уточных нитей на некоторой части шириского процесса, сохраняя при этом практически ны данной спиральной ткани существенно усложоднородное объемное содержание волокон по няет процесс изготовления этой ткани и всей предварительно отформованной заготовке значительно увеличивает ее стоимость, увеличеПоставленные в данном изобретении задачи ние массы единицы площади основы этой ткани решаются при помощи способа, содержащего наможет быть реализовано достаточно простым матывание укладываемыми друг на друга слоями способом и без существенного увеличения стоитканой ленты спиральной или винтовой формы, мости такой ткани Это может быть сделано, насодержащей спиральные нити основы и строго пример, путем использования нитей основы возрадиальные уточные нити, причем в соответствии растающего номера или толщины и/или путем с этим способом удельная масса единицы площаувеличения плотности размещения нитей основы ди основы данной спиральной ткани возрастает в постоянной толщины или номера в пространстве пространстве между внутренним диаметром этой между внутренним диаметром и наружным диаткани и ее наружным диаметром, и отдельные метром этой ткани слои этой тканой ленты пробиваются иглами таИ, наконец, изготовление базовой структуры, в ким образом, чтобы обеспечить их соединение данном случае это спиральная ткань, не осложнямежду собой при помощи волокон, извлеченных ется необходимостью добавления каких-либо одиз нитей этой ткани, а упомянутое увеличение нонаправленных элементов ткани или дополнимассы единицы поверхности основы данной ткани тельных нитей в ней компенсирует, по меньшей мере приблизительно, Спиральная ткань должна поддаваться выдля объемной плотности создаваемой заготовки, полнению операции пробивки ее иглами без того, уменьшение плотности утка в пространстве между чтобы эти иглы оказывали разрушающее воздейвнутренним диаметром и внешним диаметром ствие на нити, образующие эту ткань Поэтому в спирали том случае, когда предварительно отформованная заготовка должна быть реализована из волоДля изготовления деталей кольцевой формы кон углерода или керамических волокон, предпочиз композиционного материала, в частности для тительным является использование спиральной случая изготовления из композиционного матеткани, по меньшей мере частично образованной риала тормозных дисков, заявитель установил, нитями, содержащими разрывные (то есть не что особенно важным является обеспечение стросплошные или относительно короткие) волокна, го однородного объемного содержания волокон во которые могли бы быть легко вытянутыми упомявсем объеме предварительно отформованной нутыми иглами заготовки, причем это объемное содержание волокон представляет собой процент единицы объЭти нити могут быть образованы волокнами ема данной предварительно отформованной загоуглерода или керамики, или волокнами из предтовки, фактически занимаемый волокнами шественников углерода или керамики, причем в композиционного материала Действительно, этом случае преобразование предшественника в строго однородное объемное содержание волокон углерод или в керамику осуществляется путем означает строго однородную пористость этого специальной термической обработки, выполняематериала В этом случае последующее уплотнемой, например, после пробивания материала игние предварительно отформованной заготовки лами при помощи матрицы может быть выполнено В предпочтительном варианте реализации исстрого однородным образом, что придает данному пользуют спиральную ткань, нити которой, как это композиционному материалу строго однородные описано в документе ЕР-А-0 489 637, образованы характеристики по всему его объему отдельными разрывными волокнами, параллельными между собой и не скрученными, но с обвивПри использовании способа в соответствии с ши, которая обеспечивает целостность нити Эта предлагаемым изобретением упомянутая выше обвивка осуществляется с использованием нити однородность пористости обеспечивается путем из некоторого нестойкого или летучего материала, сочетания увеличения массы единицы площади который удаляется перед иглопробивной обработосновы в пространстве между внутренним диакой данного материала Это удаление нити обвивметром и наружным диаметром формируемой ки освобождает волокна для проведения иглопрозаготовки с пробивкой материала иглами бивной обработки и устраняет, вследствие Конечно, увеличение массы единицы площади увеличения объема или распушения волокон, наосновы ткани скорее, чем увеличение массы едиличие макропористости материала ницы площади утка, как это имеет место в упомянутом выше существующем уровне техники в данВ качестве возможного варианта реализации ной области, в определенной степени усугубляет обвитая нить может быть заменена на прядь, оботнесенную к единице площади неоднородность разованную разрывными или относительно коротспиральной ткани Однако, в частности для прикими волокнами, параллельными друг другу, с менения с целью изготовления тормозных дисков, взаимным сцеплением, достаточным для того эта неоднородность остается вполне приемлемой чтобы обеспечить возможность изготовления ткав тех случаях, когда внутренний диаметр спиральни из этих прядей, не препятствуя последующему ной ткани является не слишком маленьким и разпробитию этого материала иглами Такое миниличие между внутренним и внешним диаметрами мальное сцепление может быть обеспечено при этой ткани является не слишком большим помощи легкого скручивания, характеризующегося, например, наличием не более 15 оборотов в Кроме того, в то время как увеличение массы расчете на одни метр такой пряди единицы площади утка путем введения дополни 10 9 52627 Пробивание материала иглами в предпочтиЭти предварительно отформованные заготовтельном варианте реализации осуществляется ки реализуются путем наматывания располагаюпри строгом соблюдении постоянства плотности щимися друг поверх друга слоями и пробивки игразмещения этих игл на единицу площади по всей лами тканой ленты 10 спиральной или винтовой поверхности олова тканой ленты Для этого можно формы, схематически показанной, например, на использовать систему игл, которая перекрывает фиг 1 или 2 некоторый спектр кольца, проходящий по всей Эта лента спиральной тканы 10 образована ширине данной спиральной тканевой ленты спиральными нитями основы 12 и радиальными уточными нитями 14 Как уже было сказано выше В предпочтительном варианте реализации и как записано в уже упоминавшихся выше докуспособа в соответствии с предлагаемым изобрементах FR-A-2 490 687 и FR-A-2 643 656, изготовтением пробивка материала иглами осуществляление такой ткани осуществляется с использовается на строго постоянную глубину по мере наманием подачи нитей основы 12 с соответствующих тывания плашмя спиральной тканевой ленты катушек или бобин при помощи конического поЭто наматывание спиральной тканевой ленты дающего валика может быть реализовано вокруг некоторой оси, образуя тем самым наложенные друг на друга Радиальные уточные нити 14 располагаются слои, строго перпендикулярные этой оси, или обна удалении друг от друга, величина которого возразуя наложенные друг на друга конические слои растает в пространстве между внутренним диаОсь, вокруг которой происходит наматывание спиметром 16 и наружным диаметром 18 упомянутой ральной тканевой ленты, может быть материалиспиральной ткани Для того чтобы компенсирозована при помощи трубы вать, по меньшей мере приблизительно, это уменьшение массы единицы площади системы 12 Другие характеристики и преимущества уточных нитей, осуществляется точно соответстспособа в соответствии с предлагаемым изобревующее этому уменьшению увеличение массы тением будут лучше поняты из приведенного ниже единицы площади системы нитей основы в данописания не являющегося ограничительным приной ткани мера его практической реализации, где даются ссылки на приведенные в приложении фигуры, В способе реализации спиральной ткани в сосреди которых ответствиис предлагаемым изобретением, схематически представленном на фиг 1, это увеличение Фиг 1 представляет собой схематический вид, массы единицы площади системы нитей основы демонстрирующий ткань спиральной формы, приткани обеспечивается путем использования нитей годную для использования способа в соответстосновы 14, номер или толщина которых изменявии с данным изобретением, ются в сторону возрастания в направлении от Фиг 2 представляет собой схематический вид внутреннего диаметра 16 этой спиральной ткани к другого возможного варианта реализации ткани ее наружному диаметру 18 Это изменение толспиральной формы, также пригодной для реалищины или номера используемой основной нити зации способа в соответствия с данным изобретеможет быть постепенным или ступенчатым В нием, этом последнем случае основа данной ткани разФигЗ представляет собой схематический вид деляется на несколько частей, внутри которых спереди и в разрезе первого способа реализации нити основы 14 имеют один и тот же номер или устройства, обеспечивающего возможность реатолщину, отличающиеся от номера или толщины лизации способа в соответствии с предлагаемым нити основы в соседних с данной частях этой ткаизобретением, ни Фиг 4 представляет собой схематический вид сверху в разрезе по линии IV-IV, показанной на В способе реализации спиральной ткани в софигЗ, ответствии с предлагаемым изобретением, схематически представленном на фиг 2, увеличение ФигЗ представляет собой схематический вид массы единицы площади системы нитей основы спереди в разрезе варианта реализации устройстэтой ткани обеспечивается путем увеличения ва, показанного на фиг 3 и 4, плотности размещения этих нитей основы 14 в Фиг 6 представляет собой схематический вид пространстве между внутренним диаметром 16 и сверху и в разрезе по линии VI-VI, показанной на наружным диаметром 18 данной спиральной ткафиг 5, ни, то есть путем уменьшения расстояния между Фиг 7 представляет собой схематический вид соседними нитями основы в упомянутом выше спереди и в разрезе другого возможного варианта направлении, причем все эти нити основы в данреализации устройства, показанного на фиг 3 и 4, ном случае имеют один и тот же номер или одина13 - Фиг 8 представляет собой схематический ковую толщину Эта плотность 15 размещения вид спереди и в разрезе второго способа реалиосновных нитей может изменяться плавно или зации устройства, предназначенного для осущеступенчатым образом, разделяя в этом последнем ствления способа в соответствии с данным изослучае основу данной ткани на несколько соприбретением касающихся друг с другом частей В приведенном ниже описании предлагаемого изобретения в качестве примера рассматривается Само собой разумеется, что имеется возможреализация предварительно отформованных заность одновременно изменять при реализации готовок кольцевой формы из волокон углерода, спиральной ткани в соответствии с предлагаемым предназначенных для изготовления тормозных изобретением как толщину или номер используедисков из упомянутого выше углерод-углеродного мой нити основы, так и плотность размещения композиционного материала этих нитей основы 14 12 11 52627 Первый возможный вариант осуществления ванной несколькими наложенными друг на друга способа в соответствии с предлагаемым изобреслоями спиральной ткани Для этого по мере натением схематически проиллюстрирован на приматывания ленты из ткани 10 на диск 30 осуществеденных в приложении фиг 3 и 4 вляют вертикальное перемещение этого диска в направлении вниз на требуемое расстояние таким Спиральная ткань 10 в исходном состоянии образом, чтобы относительное положение похранится на неподвижном горизонтальном диске верхности формуемой заготовки и панели с игла20, будучи намотанной уложенными плашмя друг ми в конце ее вертикального рабочего хода остана друга витками вокруг центрального сердечника вались неизменными В конце реализации данной 22 цилиндрической формы Этот диск 20 имеет заготовки 60, после укладки последнего витка ткаспециальную радиальную щель, через которую ни 10, осуществляют еще несколько проходов упомянутая лента спиральной ткани вытягивается пробивки иглами, продолжая при этом вращать в направлении вниз диск 30 таким образом, чтобы объемная плотВытянутая таким образом с накопительного ность иглопробивки в поверхностных слоях ткани диска 20 лента спиральной ткани затем наматыбыла совершенно такой же, как и в остальной часвается уложенными плашмя друг на друга витками ти этой заготовки В процессе по меньшей мере на вращающийся диск 30 Этот вращающийся части этих заключительных проходов иглопробивдиск 30 установлен на вертикальной оси 32, жестки постепенное понижение диска 30 будет осущеко связанной с основанием 34 На этом основании ствляться так же, как и в процессе предшествую34, кроме того, закреплен двигатель 36, который щих фаз приводит упомянутый диск 30 во вращательное движение вокруг его вертикальной оси 40 (в наЭтот принцип пробивки формуемой заготовки правлении, схематически указанном на фиг 3 иглами на постоянную глубину при помощи постестрелкой f1) при помощи приводного ремня 38 пенного понижения уровня расположения опоры формуемой заготовки и с использованием заклюСистема, содержащая опору 34 и диск 30, явчительных проходов иглопробивки после заверляется подвижной в вертикальном направлении шения накатывания витков спиральной ткани яввдоль неподвижной центральной направляющей ляется известным и описан, в частности, в уже трубы 42, имеющей продольную ось 40 На своем упоминавшемся выше документе FR-A-2 584 106 верхнем конце эта труба 42 удерживает неподвижный диск 20 Таким образом, опора 34, враКроме того, следует отметить, что диск 30 пощающийся диск 30 и неподвижный диск 20 являкрыт специальным защитным слоем 56, в который ются коаксиальными Упомянутая подвижная иглы могут проникать без повреждения при осуопора 34 лежит на вертикальных телескопических ществлении первых проходов иглопробивки на стержнях или штоках 44, причем перемещение первых витках ткани 10 Этот защитный слой 56 этой опоры в вертикальном направлении управможет быть образован фетровым основанием, ляется одним или несколькими силовыми цилиндвыполненным, например, из полипропиленового рами или домкратами 46 фетра и покрытого листом пластического материала, например полихлорвинила Это покрытие По мере наматывания спиралью плашмя на фетровой основы защитного слоя необходимо для вращающийся диск 30 лента спиральной ткани 10 того, чтобы исключить в процессе подъема игл подвергается иглопробивному воздействию поувлечение ими в формируемую заготовку 60 волосредством панели 50, на которой закреплены иглы кон, захваченных в этом фетровом основании 52 и которая приводится в возвратнопоступательное движение в вертикальном наИспользуемая спиральная ткань 10 должна правлении Движение этой панели с иглами быть способна выдерживать пробивку иглами без управляется приводным двигателем 54 при помослишком существенного повреждения этими игщи передаточного устройства типа кривошипнолами нитей, образующих данную ткань шатунного механизма Двигатель 54 закреплен на Нити 14, 16 должны быть образованы, наприупомянутой подвижной опоре 34 мер, волокнами углерода или волокнами предшественника углерода, например волокнами предваПробивка иглами ленты спиральной ткани 10 рительно окисленного полиакрилонитрила, осуществляется при строго постоянной плотности причем преобразование этого предшественника в игл на единицу площади и на строго постоянную углерод в этом случае осуществляется при помоглубину Для обеспечения постоянной плотности щи специальной термической обработки предвапроколов иглами 52 на всей поверхности кольцерительно отформованной заготовки после пробивого слоя спиральной ткани 10 упомянутая панель вания ее иглами с иглами 50 имеет форму кольцевого сектора, соответствующего сектору кольцевого слоя ткани В предпочтительном варианте реализации ниИглы на этой панели в виде кольцевого сектора ти 14, 16 образованы разрывными или относираспределены 17 равномерным образом При тельно короткими волокнами, располагающимися, этом диск 30, на котором располагается формуенапример, параллельно друг другу и не скрученмая в данном случае заготовка 60, в процессе ными между собой, причем целостность нити в функционирования данного устройства приводитэтом случае обеспечивается путем обвивки данся во вращательное движение вокруг оси 40 с поной нити специальной нитью из нестойкого или стоянной скоростью летучего материала, как описано, например, в уже упоминавшемся выше документе ЕР-А-0 489 637 Глубина пробивки иглами, то есть расстояние, на которое иглы 52 каждый раз проникают в толщу Упомянутые разрывные или относительно коформуемой заготовки 60, выдерживается строго роткие волокна нити, располагающиеся паралпостоянной и равной, например, толщине, образолельно друг другу, могут быть получены путем 13 52627 14 вытяжки и контролируемого штапелирования мноветствия с этим вариантом реализации вертиговолоконного углеродного канатика Упомянутая кальная ось опоры20 смещена относительно оси нить обвивки изготавливается из легко удаляемо40 на расстояние, несколько превышающее длину го материала, причем это удаление может быть упомянутой панели с иглами 50 Таким образом, выполнено при помощи воздействия тепла или эта опора 20 может быть расположена сбоку по при помощи растворения этого материала, наотношению к панели 50 с тем, чтобы до минимума пример, в водном растворе поливинилового спируменьшить траекторию прохождения спиральной та Эта обвивка обеспечивает целостность волоткани 10 между радиальной выходной щелью 24 конной нити в процессе тканья Удаление нити опоры 20 и верхней поверхностью заготовки 60 в обвивки осуществляется на полученной ткани процессе ее формирования Такое расположение спиральной структуры перед ее пробивкой иглами, элементов данного устройства дополнительно например на ткани, запасенной на диске 20 перед позволяет уменьшить его габаритные размеры по установкой этого диска на верхнюю часть трувысоте В этом случае опора 20 лежит на специбы 42 альном основании 56 В качестве возможного варианта реализации Другой вариант реализации подачи спиральнити 14, 16 могут быть образованы прядями паной ткани для формирования кольцевой заготовки раллельных друг другу разрывных или относисхематически представлен на фиг 7 Лента спительно коротких волокон, сцепление между которальной ткани 10 в этом варианте реализации рыми обеспечивается при помощи их легкого наматывается на горизонтальную вращающуюся скручивания, достаточного для обеспечения возоправку 70, образуя пакет 73 конических слоев, можности тканья, но не препятствующего послеуложенных друг на друга Угол наклона этих конидующей пробивке этой ткани иглами ческих слоев по отношению к оси 71 вращения упомянутой оправки составляет примерно 45° Описанное выше устройство, предназначенУпомянутые слои спиральной ткани укладываются ное для осуществления способа в соответствии с на конический фланец 72, который является подпредлагаемым изобретением, позволяет обеспевижным по поступательному перемещению вдоль чить непрерывное формирование заготовок разупомянутой оси 71 вращения данной оправки личной длины, причем максимально возможная длина (или, в конечном счете, толщина) получаеВращение упомянутой оправки 70 вокруг свомой заготовки определяется величиной вертией оси (в направлении, схематически показанном кального хода опорного диска 34 вдоль трубы 42 стрелкой f2 на фиг 7) осуществляется при помощи Здесь следует отметить, что эта труба 42 служит приводного двигателя 74, тогда как поступательнаправляющей не только для подвижной системы, ное перемещение конического фланца 72 осущеобразованной опорой 34 и диском 30, но и для ствляется при помощи телескопических силовых самой заготовки 60 в процессе ее формирования цилиндров или домкратов 76, вставленных между После того, как заготовка 60 полностью сформиэтим фланцем 72 и основанием 77 оправки рована, она разрезается по радиальным плоскоЛента спиральной ткани 10 вытягивается с стям для получения предварительно отформоданной оправки на ее конце, противоположном ванных заготовок тормозных дисков желаемой месту расположения конического фланца 72, для толщины, после чего эти предварительно отфорее наматывания на вращающийся диск 30 Сам мованные заготовки подвергаются уплотнению процесс наматывания этой ленты спиральной ткапри помощи соответствующей матрицы ни на диск 30 уложенными друг на друга плашмя витками и пробивка получаемой таким образом Использование спиральной ткани 10, в котоконструкции иглами осуществляется здесь так же, рой уменьшение плотности системы уточных никак это было описано выше со ссылками на тей в пространстве между внутренним диаметром фиг 3 и 4 спирали и ее наружным диаметром компенсируется увеличением плотности системы нитей основы, Система управления 78 обеспечивает управпозволяет, после консолидации заготовки с исление двигателями 30 и 74, а также силовыми пользованием иглопробивной технологии, полуцилиндрами или домкратами 76, таким образом, чить предварительно отформованную заготовку, в чтобы вращение оправки 70 и поступательное которой объемное содержание волокон и порисперемещение пакета 73 конических слоев ткани тость являются строго однородными по всему ее на этой оправке были синхронизированы с вращеобъему Кроме того, использование нитей, обранием диска 30 (в направлении, схематически позованных разрывными или относительно короткиказанном стрелкой f3 на фиг 7), для того чтобы ми волокнами, обеспечивает возможность увелиупомянутая лента спиральной ткани 10 укладывачения объема или распушения волокон, что лась на уже сформированную часть заготовки 60 в исключает наличие в данной заготовке макропопроцессе ее пробивки иглами в соответствии с ристости и, следовательно, ее неравномерного заданной геометрией и без деформации этой ткауплотнения матрицей ной ленты Специальный прижимной валик 79, установленный на опоре 34, может быть предуВариант реализации устройства, обеспечисмотрен перед панелью с иглами 50 для того, чтовающего возможность осуществления способа в бы обеспечить ровную и правильную укладку ленсоответствии с предлагаемым изобретением, схеты спиральной ткани 10 перед ее пробивкой матически представлен на фиг 5 и 6 Этот вариант иглами реализации отличается от варианта, проиллюстрированного схематически на упомянутых выше В случаях, проиллюстрированных схематичефигЗ и 4, только расположением опоры 20, на ски на фигЗ, 4, 5, 6 и 7, наматывание спиральной которой располагается спиральная ткань В соотткани 10 осуществляется витками кольцевой 16 15 52627 формы, наложенными друг на друга плашмя перописаны выше со ссылками на фиг 3 и 4, причем в пендикулярно оси формуемой заготовки данном варианте реализации упомянутого устройства панель с иглами пробивки 50 наклонена отОднако возможна реализация намотки этой носительно горизонтальной плоскости на угол 45° спиральной ткани 10 и коническими наложенными таким образом, чтобы проникновение этих игл в друг на друга витками, например так, как это схевитки спиральной ткани формируемой заготовки матически показано на фиг 8 60 происходило в направлении, перпендикулярВариант реализации устройства, предназнаном этим виткам В данном случае положение ченного для осуществления способа в соответстпанели с иглами 50 определяется таким образом, вии с предлагаемым изобретением и схематичечтобы исключить всякое взаимодействие между ски представленного на фиг 8, отличается от иглами пробивки формируемой заготовки и наварианта реализации такого устройства, схематиправляющей трубой 42, кроме снабжения этой чески представленного на фиг 7, тем, что вранаправляющей трубы специальным предохранищающийся диск 30, который удерживает заготовку тельным покрытием, аналогичным фетровому в процессе ее формирования, снабжен коничеоснованию 56, покрывающему коническое основаским основанием 80, которое определяет форму ние 80 вращающегося диска 30 последовательно укладываемых витков ткани, образующих эту заготовку 60 Намотка заготовки 60 уложенными друг на друга спиральными коническими витками позвоУгол, который образуют конические витки спиляет после вырезания предварительно отформоральной ткани в заготовке 60 в этом варианте ванных кольцевых заготовок тормозных дисков реализации устройства для осуществления спополучить трущиеся поверхности этих дисков, не соба в соответствии с предлагаемым изобретенипараллельные слоям ткани ем с осью 40, имеет величину 45°, то есть образует с этой осью тот же самый угол, что и слои В предшествующем изложении рассматриваленты спиральной ткани 10, запасенные на оправлась реализация предварительно отформованных ке 70, с осью вращения этой оправки заготовок для тормозных дисков из углеродуглеродного композиционного материала Однако Диск 30 и оправка 70 приводятся во вращапредлагаемое изобретение может быть применетельное движение (в направлениях, схематически но и к реализации кольцевых, предварительно показанных стрелками f5 и f4 на фиг 8) с одной и отформованных заготовок, предназначенных для той же скоростью и поступательное перемещение изготовления других деталей из углеродпакета 73 слоев спиральной ткани на этой оправке углеродного композиционного материала, напри70 зависит от упомянутой скорости вращения тамер для изготовления колес Предлагаемое изоким образом, чтобы передача ленты спиральной бретение может быть использовано также для ткани с оправки 70 на вращающийся диск 30 выреализации предварительно отформованных заполнялась путем тангенциального контакта между готовок, предназначенных для изготовления разпакетом 73 и формируемой заготовкой 60 В этом личных деталей кольцевой формы из других комслучае нет необходимости предусматривать напозиционных материалов, причем характер личие специального прижимного валка или ролика используемых для реализации предварительно перед панелью с иглами пробивки 50, как это имеотформованных заготовок волокон выбирается в ло место в варианте реализации устройства, зависимости от желаемых свойств армирующего представленного на фиг 7 волокнистого материала деталей, изготовленных Пробивка иглами ленты спиральной ткани 10 из данного композиционного материала на вращающемся диске 30 осуществляется в соответствии с теми же принципами, которые были /О /S Фиг 1 Фиг.2 17 18 52627 ю Фиг.4 50 19 52627 77 7Є ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making fibrous pre-forms for producing annular parts from a composite material
Автори англійськоюCoupe Dominique
Назва патенту російськоюСпособ получения предварительно сформованных заготовок волокнистой структуры для изготовления деталей кольцевой формы из композиционного материала
Автори російськоюКупе Доминик
МПК / Мітки
МПК: D04H 18/00
Мітки: волокнистої, форми, попередньо, деталей, структури, композиційного, кільцевої, виконання, відформованих, матеріалу, виготовлення, заготівок, спосіб
Код посилання
<a href="https://ua.patents.su/10-52627-sposib-vikonannya-poperedno-vidformovanikh-zagotivok-voloknisto-strukturi-dlya-vigotovlennya-detalejj-kilcevo-formi-iz-kompozicijjnogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виконання попередньо відформованих заготівок волокнистої структури для виготовлення деталей кільцевої форми із композиційного матеріалу</a>
Спосіб виготовлення деталі із композиційного матеріалу та спосіб виготовлення панелі типу “сендвіч” із композиційного матеріалу
Номер патенту: 26925
Опубліковано: 29.12.1999
Автори: КАСТАГНО Стефан, ЛІМУЗЕН Жан-Луї
Мітки: композиційного, деталі, матеріалу, спосіб, виготовлення, сендвіч, типу, панелі
Текст:
...и пробитыми иглами двумерными волокнистыми слоями, в качестве подложки отделяют, по меньшей мере, 40 один из поверхностных слоев заготовки. Желательно также, чтобы ворсинки или волоконные иголочки были отверждены путем консолидации их* в результате частичного уплотнения волокнистых заготовок об45 шивки панели перед их соединением с заготовкой ее заполнителя. В варианте выполнения возможно также, чтобы заготовки обшивки с отвержденными...
Спосіб виготовлення стільникової конструкції з композиційного термоконструкційного матеріалу та стільникова конструкція з композиційного термоконструкційного матеріалу
Номер патенту: 26423
Опубліковано: 30.08.1999
Автори: Момю Жан-П'єр, Делаж Андре, Жорж Жан-Мішель
МПК: B32B 18/00, B31D 1/00, C04B 35/83, B32B 3/12, B29D 31/00, E04C 2/34, B01J 35/00
Мітки: виготовлення, стільникової, композиційного, конструкція, спосіб, матеріалу, термоконструкційного, конструкції, стільникова
Формула / Реферат:
1. Способ изготовления сотовой конструкции из композиционного термоконструкционного материала, содержащего волокнистую структуру, уплотненную матрицей, причем волокна упомянутой волокнистой структуры изготовлены из материала, выбранного из углерода или различных видов керамики, и тот же материал использован для матрицы композиционного материала, включающий операции изготовления трехмерной силовой структуры, выполнения в ней разрезов в форме...
Спосіб та пристрій для виготовлення композиційного матеріалу, спосіб та пристрій для просочення нитяної структури, спосіб виготовлення багатошарової друкованої плати, друкована плата та багатошарова друкована п
Номер патенту: 27359
Опубліковано: 15.09.2000
Автори: Мєдні Джонатас, Клімпл Фред Є.
Мітки: багатошарова, нитяної, друкована, структури, матеріалу, виготовлення, друкованої, плати, плата, композиційного, спосіб, багатошарової, просочення, пристрій
Текст:
...превышающие критические напряжения вспучивания В противном случае будет получена деформированная печатная плата Армирование также должно представлять зеркальное изображение по отношению к нейтральной оси, либо оно должно быть симметричным относительно центральной плоскости, либо плоскости симметрии с целью предотвращения коробления Было обнаружено, что величину натяжения нити следует контролировать таким образом, чтобы натяжения нитей...
Спосіб виготовлення виробів кільцевої форми
Номер патенту: 340
Опубліковано: 30.04.1993
Автори: Толдін Анатолій Андрійович, Кривенко Валерій Георгійович, Войтович Михайло Миколайович, Кошелєв Володимир Борисович, Іщук Валерій Фотієвич, Познянський Ілля Матвійович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: спосіб, виробів, кільцевої, виготовлення, форми
Формула / Реферат:
1. Способ изготовления изделий кольцевой формы, включающий вырубку полосы мерной длины с учетом припуска на оплавление и осадку, горячее формования замкнутой заготовки, сварку, удаление грата, отличающийся тем, что, с целью повышения производительности за счет исключения дополнительной механической обработки, снижения металлоемкости, энергоемкости процесса, повышения качества сварных соединений, замкнутую заготовку выполняют из полосы или...
Прилад для виготовлення упаковочних заготівок з стрічкового матеріалу
Номер патенту: 3576
Опубліковано: 27.12.1994
Автор: Хайнц Фоке
МПК: B65B 61/04
Мітки: прилад, матеріалу, стрічкового, упаковочних, виготовлення, заготівок
Формула / Реферат:
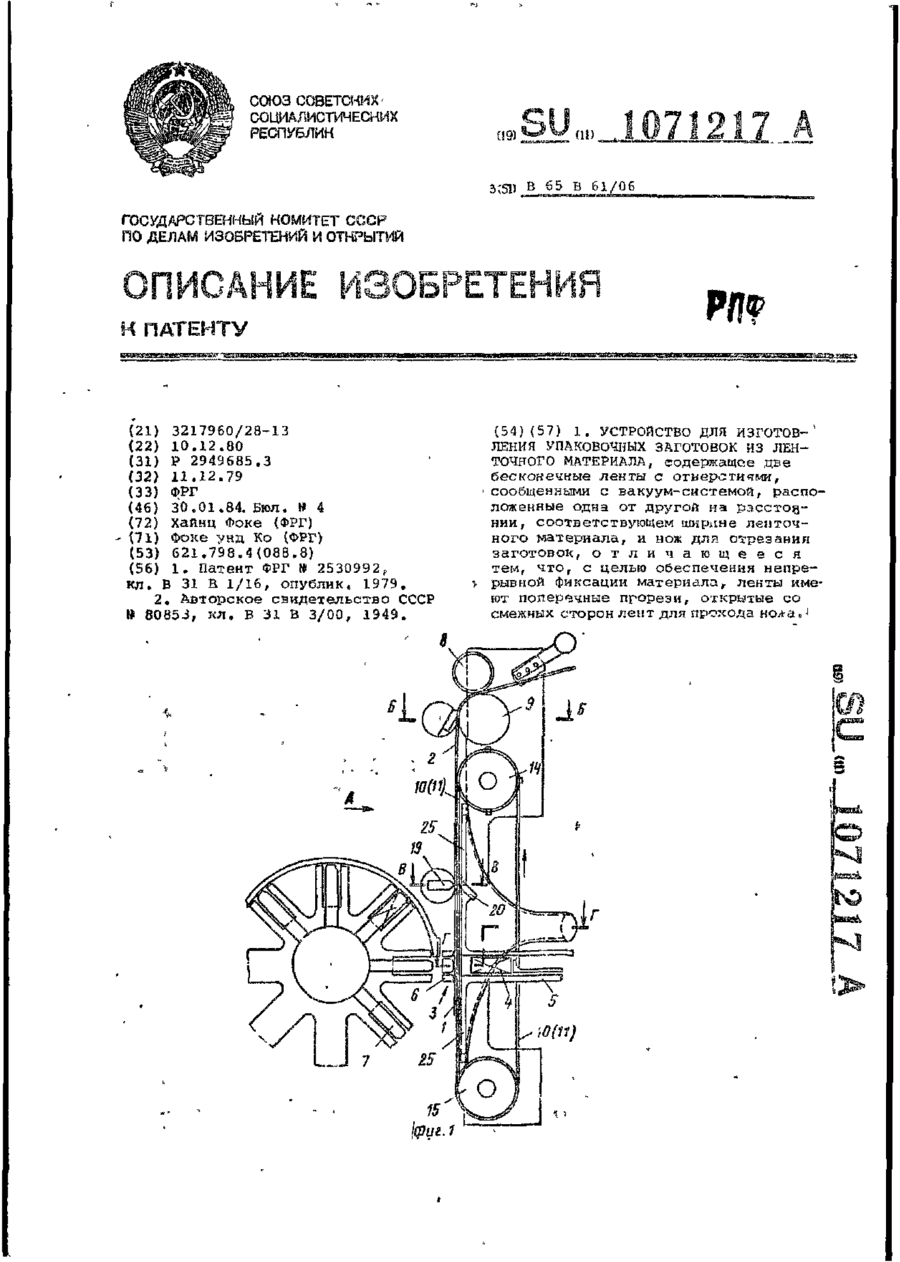
1. Устройство для изготовления упаковочных заготовок из ленточного материала, содержащее две бесконечные ленты с отверстиями, сообщенными с вакуум-системой, расположенные одна от другой на расстоянии, соответствующем ширине ленточного материала, и нож для отрезания заготовок, отличающееся тем, что, с целью обеспечения непрерывной фиксации материала, ленты имеют поперечные прорези, открытые со смежных сторон лент для прохода ножа.2....
Попередній патент: Система цифрової передачі, передавальний пристрій та приймальний пристрій для використання у цій системі передачі та носій запису
Наступний патент: Абразивний інструмент
Випадковий патент: Пристрій для електрообробки рідини