Спосіб виготовлення лінзового растра
Номер патенту: 68947
Опубліковано: 10.04.2012
Автори: Мацуга Олексій Олексійович, Наталенко Олексій Володимирович

Формула / Реферат
1. Спосіб виготовлення лінзового растра, що включає одержання в цілому плоскої заготовки зі скломаси з температурою формування, формування на заготовці оптичних поверхонь, охолодження сформованої заготовки, який відрізняється тим, що формування оптичних поверхонь виконують шляхом прокатки заготовки між гладким опорним валком і профільним валком, на поверхні якого виконано безліч подовжніх каліброваних поглиблень, які мають форму циліндричних сегментів.
2. Спосіб за п. 1, який відрізняється тим, що плоску заготовку одержують у вигляді стрічки.
3. Спосіб за п. 1, який відрізняється тим, що на стадії охолодження виконують відпал сформованої заготовки.
4. Спосіб за п. 1, який відрізняється тим, що після охолодження виконують різання отриманого растра.
5. Спосіб за п. 4, який відрізняється тим, що після нарізання гладку поверхню растра шліфують.
6. Спосіб за п. 5, який відрізняється тим, що після шліфування виконують загартування растра.
Текст
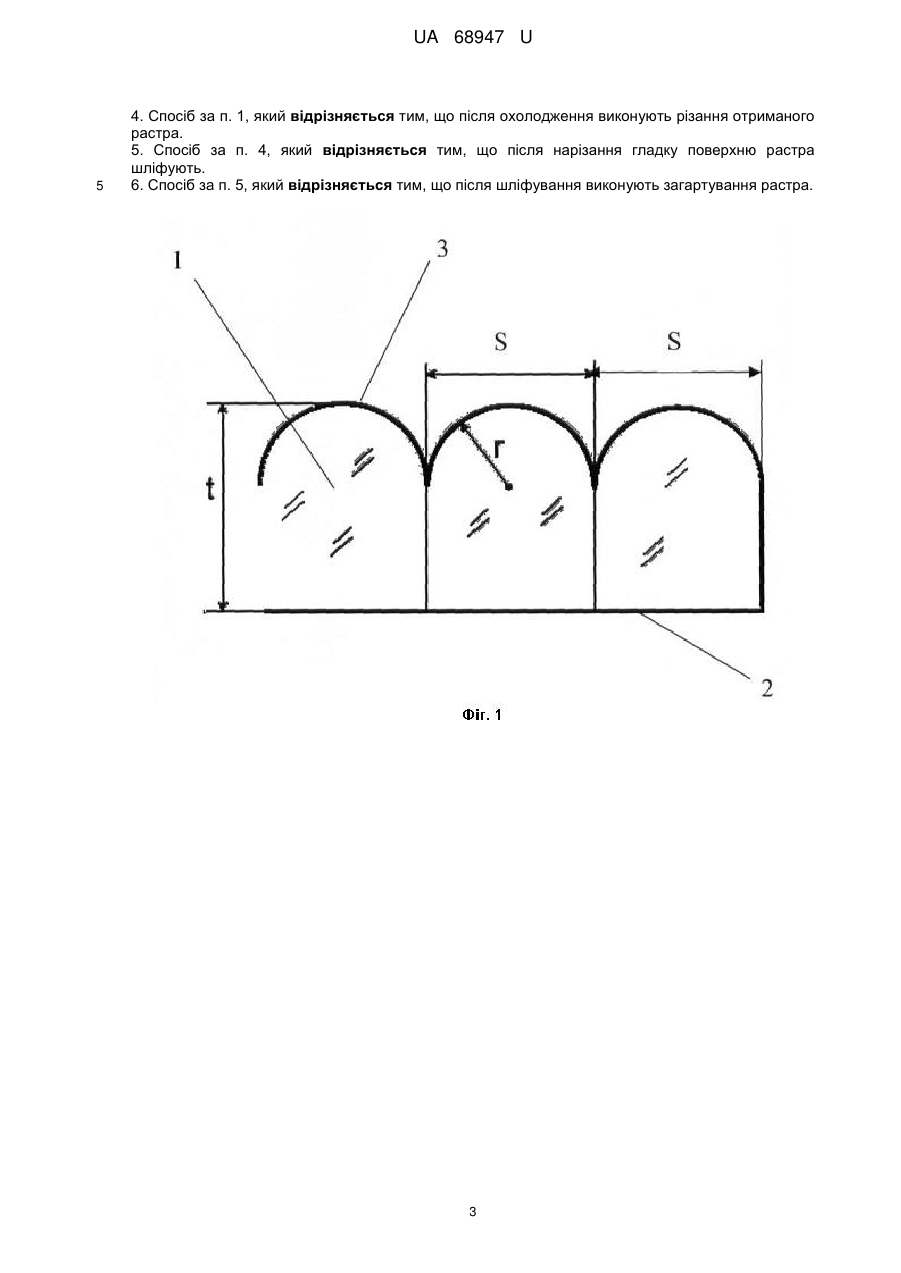
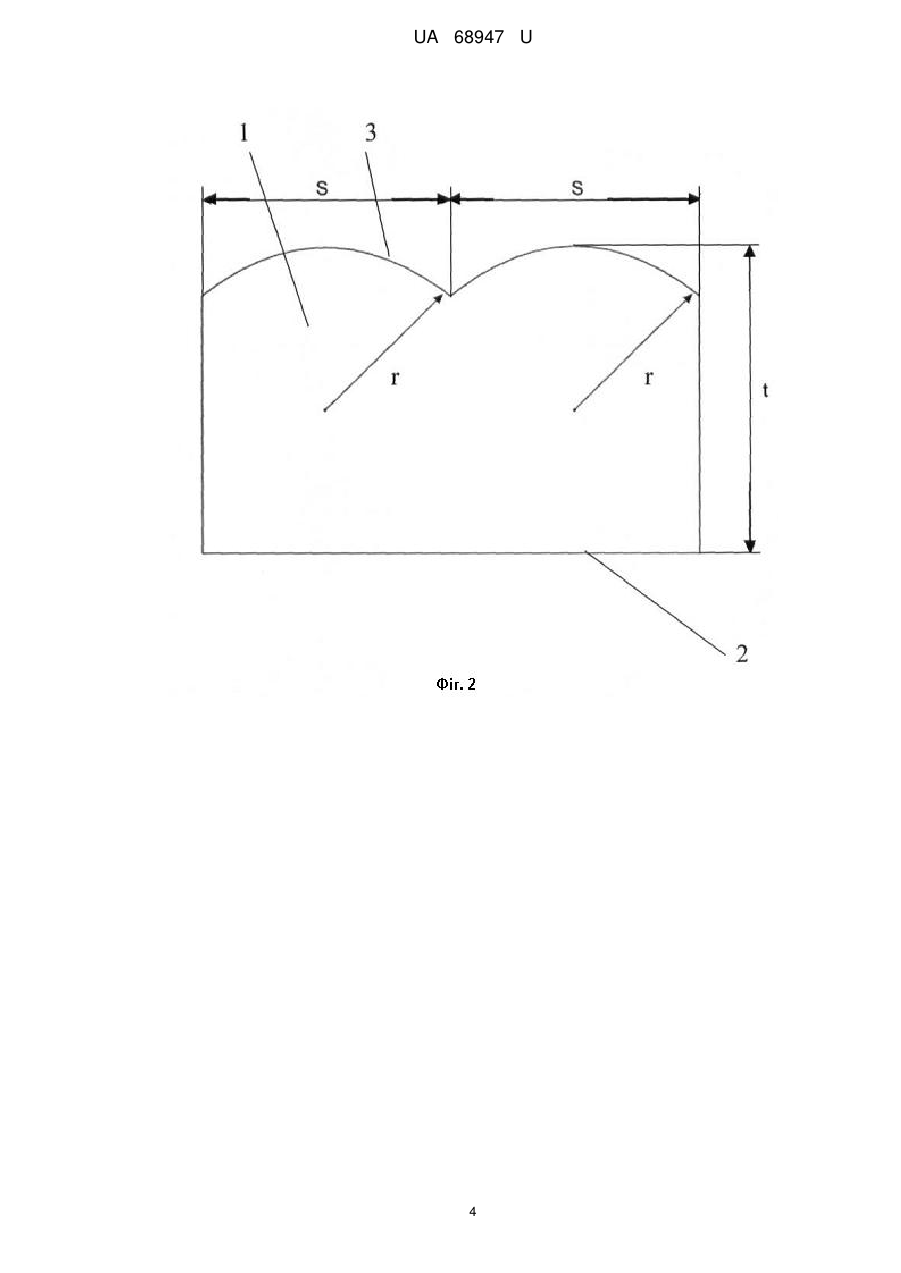
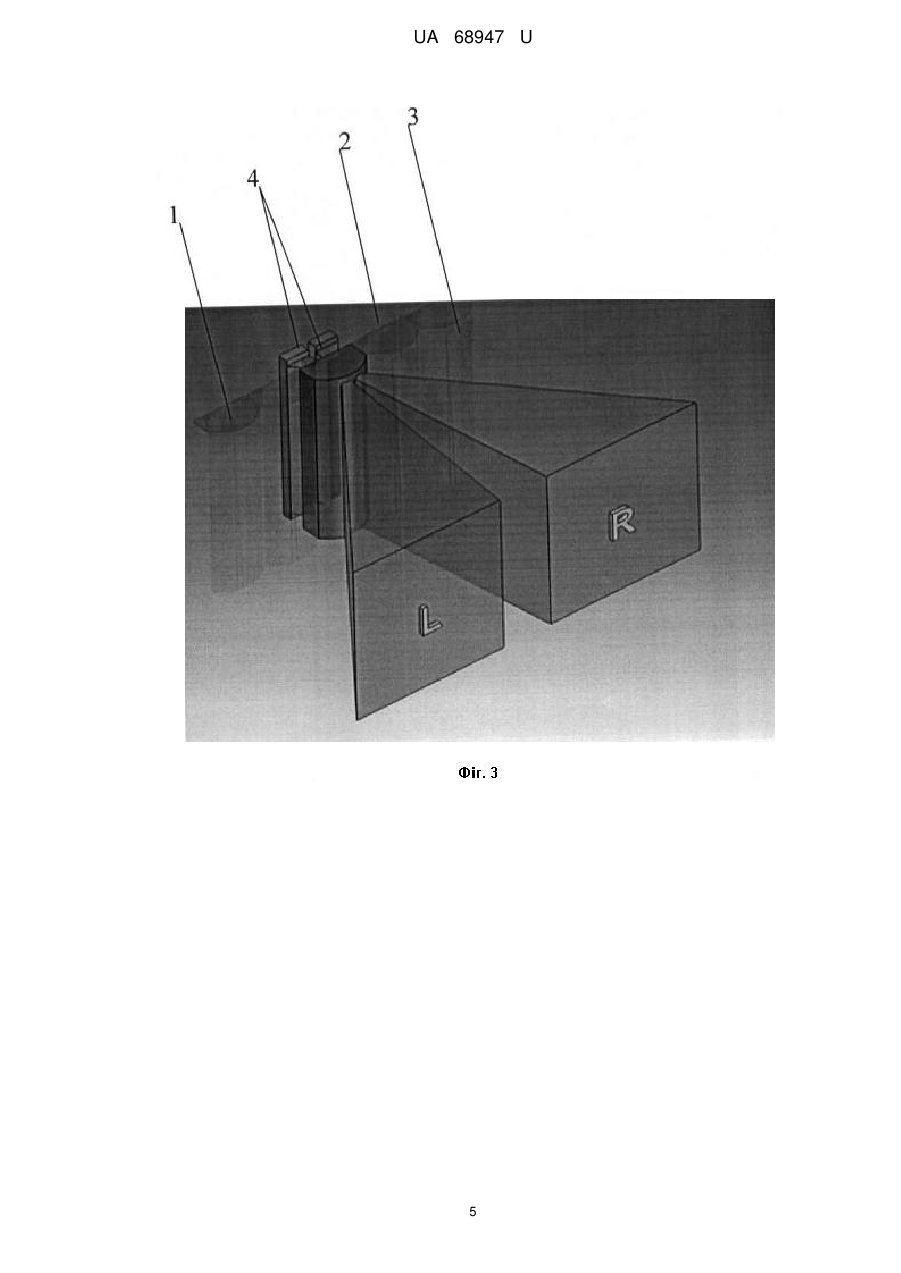
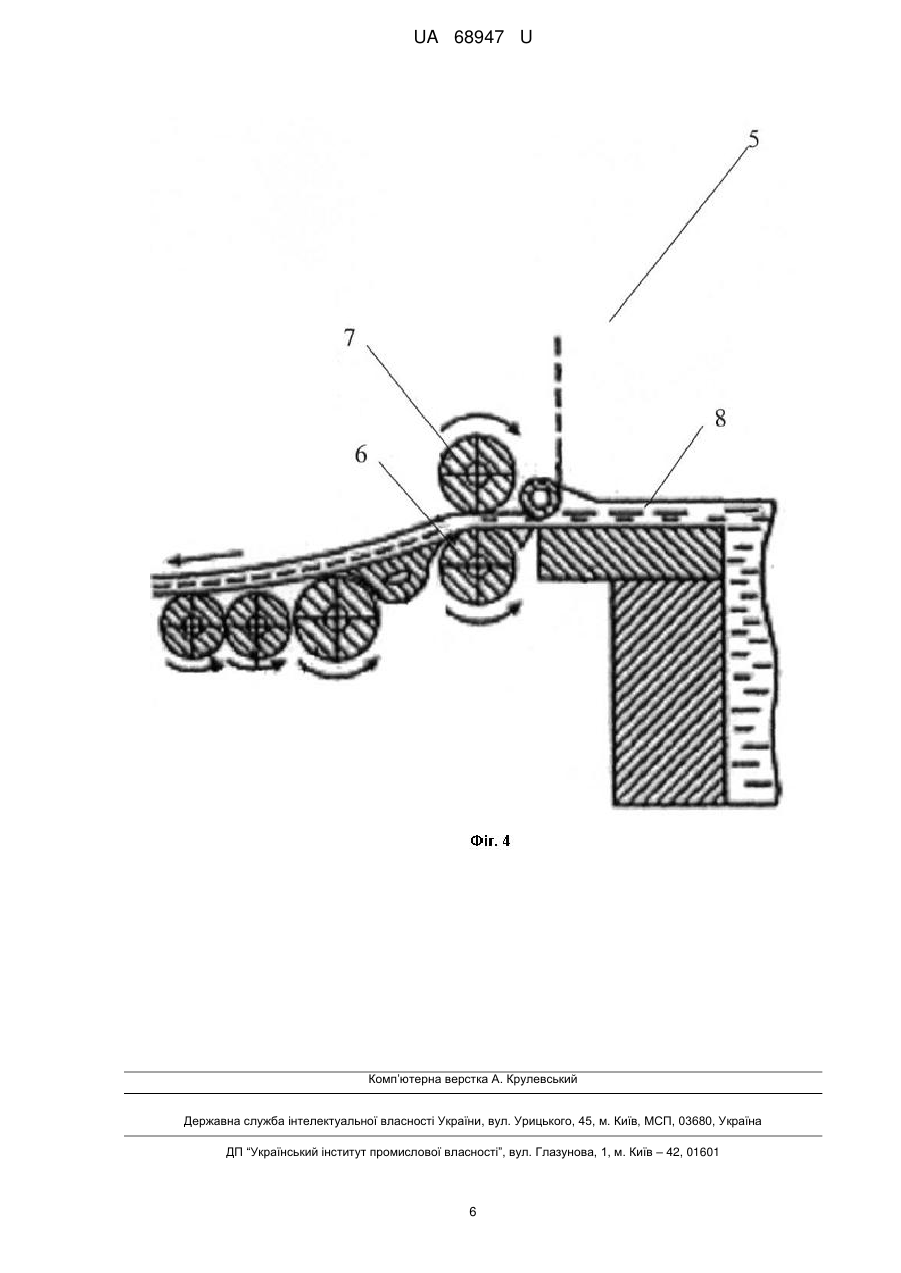
Реферат: Спосіб виготовлення лінзового растра включає одержання в цілому плоскої заготовки зі скломаси з температурою формування, формування на заготовці оптичних поверхонь, охолодження сформованої заготовки. Формування оптичних поверхонь виконують шляхом прокатки заготовки між гладким опорним валком і профільним валком, на поверхні якого виконана безліч подовжніх каліброваних поглиблень, які мають форму циліндричних сегментів. UA 68947 U (12) UA 68947 U UA 68947 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до способів виготовлення оптичних систем, конкретніше до способу виготовлення лінзового растра, що може бути використаний, наприклад, при створенні виробів рекламного, художньо-декоративного характеру, таких як, наприклад, килимовомозаїчні, мозаїчні і декоративні облицювальні плитки, листові матеріали і покриття, об'ємні вироби типу склоблоків, склопакетів, які використовуються для обробки підлог, стін, стель і інших поверхонь. З патенту Російської Федерації № 2110491, опублікованого 10.05.1998 p., відомий декоративний матеріал, виготовлений за допомогою лиття або пресування з прозорого матеріалу типу скла, кварцу, полімерного матеріалу відповідно до розфарбування створюваного об'ємного зображення. Найближчим аналогом корисної моделі, яка заявляється, і вибраним як прототип є спосіб виготовлення лінзового растра, який використовується для виготовлення декоративної основи для персональних візитних, бізнес- або ідентифікаційних карток, сувенірних або вітальних листівок або ілюстрацій, або грошових документів, описаний у патенті України № 2425, опублікованому 15.03.2004 р. Зазначений спосіб передбачає вдавлення матеріалу у форми і включає одержання в цілому плоскої заготовки матеріалу з температурою формування, формування на заготовці оптичних поверхонь і охолодження сформованої заготовки. Недоліками описаних вище способів є їхня висока трудомісткість, а, отже, і собівартість, а також відносно висока тривалість реалізованого за допомогою зазначених способів процесу виготовлення в цілому, пов'язана з періодичністю його реалізації. Задачею корисної моделі, що заявляється, є створення такого способу виготовлення лінзового растра, який за рахунок оптимального підбора операцій, виконуваних у ході його реалізації, дозволить забезпечити безперервність процесу виготовлення растра, його високу швидкість, а також поліпшені фізичні характеристики отриманого лінзового растра. Поставлена задача вирішується тим, що розроблено спосіб виготовлення лінзового растра, який включає одержання в цілому плоскої заготовки зі скломаси з температурою формування, формування на заготовці оптичних поверхонь, охолодження сформованої заготовки, при цьому формування оптичних поверхонь виконують шляхом прокатки заготовки між гладким опорним валком і профільним валком, на поверхні якого виконана безліч подовжніх каліброваних поглиблень, що мають форму циліндричних сегментів. За допомогою прокатки заготовки між описаними валками формують дві оптичні поверхні на заготовці, одна з яких після прокатки є гладкою, а друга являє собою подовжні калібровані опуклості, що мають форму циліндричних сегментів відповідно до поглиблень на профільному валку. При правильному стикуванні спеціального зображення й отриманого лінзового растра одержують різні ефекти, такі як стереозображення (3d-ефект), морфінг (плавна зміна однієї картинки іншою) тощо. Формування оптичних поверхонь заготовки за допомогою прокатки забезпечує безперервність процесу виготовлення растра і, відповідно, прискорення процесу в цілому. Використання скла як матеріалу для виготовлення растра забезпечує високу міцність отриманого виробу в порівнянні, наприклад, з подібним виробом із пластику. Додатковою перевагою використання як матеріалу для виготовлення растра скла є також його більша світлопроникність. У переважному варіанті здійснення способу, що заявляється, плоску заготовку одержують у вигляді стрічки шляхом вертикального або горизонтального витягування в'язкої розплавленої скломаси. Витягування здійснюють, наприклад, валками прокатної установки, які обертаються, через так званий «човник» (вогнетривкий брус із прорізом) або з вільної поверхні скломаси («безчовновим» способом). Після формування на заготовці оптичних поверхонь на стадії охолодження внаслідок низької теплопровідності скла виникають великі перепади температур, що викликають внутрішні напруження у виробі, тому в переважному варіанті здійснення способу на стадії охолодження виконують відпал сформованої заготовки. Відпал може вироблятися відразу після формування оптичних поверхонь або після повторного нагрівання до температури початку розм'якшення. Переважно після охолодження виконують нарізання отриманого растра на частини необхідних розмірів для подальшого виготовлення продукції з їх використанням. Переважною є така реалізація способу, при якій після нарізання гладку поверхню растра шліфують. Переважним також є здійснення загартування растра після його шліфування. За допомогою даної стадії забезпечують лінзовий растр, що є більш стійким до негативних факторів зовнішнього середовища і різних механічних ушкоджень. 1 UA 68947 U 5 10 15 20 25 30 35 40 45 Корисна модель, що заявляється, пояснюється за допомогою графічних матеріалів, наведених нижче. На Фіг. 1 і 2 представлені приклади лінзового растра в розрізі. На Фіг. 3 представлений загальний вид лінзового растра з розташованим за його гладкою поверхнею графічним зображенням. На Фіг. 4 представлена прокатна установка для реалізації способу, який заявляється. На Фіг. 1 і Фіг. 2 представлені приклади лінзового растра в розрізі, одержуваного при реалізації способу, який заявляється. Лінзовий растр 1 із гладкою поверхнею 2 і профільною поверхнею 3 має товщину t, радіус кривизни r і крок растра S, що у варіанті здійснення, зображеному на Фіг. 1, дорівнює двом радіусам r. На Фіг. 3 представлений лінзовий растр 1, за гладкою поверхнею 2 якого розташоване спеціальне зображення 4. У даному варіанті здійснення зображення 4 складається з двох зображень, кожне з який розташоване таким чином, що його огляд можливий під визначеним кутом (R або L). На Фіг. 4 представлена прокатна установка 5, що включає гладкий опорний валок 6 і профільний валок 7, які обертаються за напрямком один до одного, як показано стрілками, для прокатки заготовки 8 скломаси. Спосіб здійснюють наступним чином. Одержують у цілому плоску заготовку 8 зі скломаси з температурою формування, наприклад, у такий спосіб: здійснюють варіння скломаси з наступним її охолодженням до температури, при якій вона здобуває в'язкість, необхідну для подальшої обробки, і здійснюють подачу скломаси зі студочної частини печі для варіння скломаси в зливну протоку і потім на зливний брус прокатної установки 5, обмежений по сторонах з урахуванням ширини лінзового растра, який виготовляється. Далі здійснюють формування оптичних поверхонь шляхом прокатки заготовки між гладким опорним валком 6 і профільним валком 7 прокатної установки 5, на поверхні якого виконана безліч подовжніх каліброваних поглиблень, що мають форму циліндричних сегментів. Після формування оптичних поверхонь здійснюють охолодження сформованої заготовки. Переважно здійснюють швидке охолодження сформованої заготовки до початку затвердіння скломаси, потім повільне охолодження скломаси в момент переходу скла від пластичного стану до крихкого (власне, відпал), і знову швидке охолодження сформованої заготовки до нормальної температури. Далі здійснюють нарізання отриманого лінзового растра, після чого гладку поверхню растра шліфують. Відшліфований растр піддають загартуванню. Після виготовлення растра і проведення подальших необхідних стадій обробки здійснюють сполучення спеціального зображення 4 з растром. Нанесення зображення 4 здійснюють на гладку поверхню 2 растра, наприклад, за допомогою широкоформатних плотерів. Також можливий варіант, коли підкладку з нанесеним на неї зображенням приклеюють до зазначеної гладкої поверхні 2 растра. При виготовленні, наприклад, плитки, здійснюють склеювання плитки з описаним лінзовим растром 1 із зображенням 4, при цьому між гладкою поверхнею 2 лінзового растра 1 і плиткою наносять полімер у вигляді плівки, яку розплавляють у печі при температурі близько 150 °C, у такий спосіб міцно склеюючи лінзовий растр 1 із плиткою. Таким чином, корисна модель, що заявляється, являє собою спосіб виготовлення лінзового растра, який є простим і зручним, забезпечує здійснення безперервного процесу виготовлення растра і високу його швидкість, а також поліпшені фізичні характеристики отриманого лінзового растра і виробів з його використанням. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 55 1. Спосіб виготовлення лінзового растра, що включає одержання в цілому плоскої заготовки зі скломаси з температурою формування, формування на заготовці оптичних поверхонь, охолодження сформованої заготовки, який відрізняється тим, що формування оптичних поверхонь виконують шляхом прокатки заготовки між гладким опорним валком і профільним валком, на поверхні якого виконано безліч подовжніх каліброваних поглиблень, які мають форму циліндричних сегментів. 2. Спосіб за п. 1, який відрізняється тим, що плоску заготовку одержують у вигляді стрічки. 3. Спосіб за п. 1, який відрізняється тим, що на стадії охолодження виконують відпал сформованої заготовки. 2 UA 68947 U 5 4. Спосіб за п. 1, який відрізняється тим, що після охолодження виконують різання отриманого растра. 5. Спосіб за п. 4, який відрізняється тим, що після нарізання гладку поверхню растра шліфують. 6. Спосіб за п. 5, який відрізняється тим, що після шліфування виконують загартування растра. 3 UA 68947 U 4 UA 68947 U 5 UA 68947 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing lens raster
Автори англійськоюMatsuha Oleksii Oleksiiovych, Natalenko Oleksii Volodymyrovych
Назва патенту російськоюСпособ изготовления линзового растра
Автори російськоюМацуга Алексей Алексеевич, Наталенко Алексей Владимирович
МПК / Мітки
МПК: G02B 5/00
Мітки: лінзового, виготовлення, спосіб, растра
Код посилання
<a href="https://ua.patents.su/8-68947-sposib-vigotovlennya-linzovogo-rastra.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення лінзового растра</a>
Спосіб формування імпульсів підсвічування елементів розкладання малоформатного телевізійного растра стосовно до засобів відображення корабельних бойових інформаційно-керуючих систем
Номер патенту: 45903
Опубліковано: 15.04.2002
Автори: Говоров Валентін Сергійович, Пузанов Денис Михайлович
МПК: H03K 19/00, G06K 15/00, G06F 1/08
Мітки: бойових, засобів, формування, телевізійного, імпульсів, корабельних, стосовно, систем, підсвічування, спосіб, елементів, розкладання, малоформатного, відображення, інформаційно-керуючих, растра
Формула / Реферат:
Спосіб формування імпульсів підсвічування елементів розкладання малоформатного телевізійного растра стосовно до засобів відображення корабельних бойових інформаційно-керуючих систем, у яких використовують імпульси підсвічування променя електронно-променевої трубки прямокутної формиякий відрізняється тим, що їх (сигнали прямокутної форми) змінюють косинусоїдними імпульсамиде Um - амплітуда імпульсів...
Спосіб формування імпульсів підсвічування елементів розкладання повноформатного телевізійного растра в засобах відображення графічних інформаційних моделей, що надходять у машинних кодах, на екрані електронно-п
Номер патенту: 59532
Опубліковано: 15.09.2003
Автори: Говоров Валентін Сергійович, Пузанов Денис Михайлович
МПК: H03K 5/156, G06F 1/08
Мітки: моделей, растра, надходять, спосіб, інформаційних, екрані, кодах, машинних, елементів, імпульсів, повноформатного, засобах, розкладання, підсвічування, телевізійного, формування, електронно-п, відображення, графічних
Формула / Реферат:
Спосіб формування імпульсів підсвічування елементів розкладання повноформатного телевізійного растра в засобах відображення графічних інформаційних моделей, що надходять у машинних кодах, на екрані електронно-променевої трубки, у якій використовуються імпульси підсвічування, який відрізняється тим, що як імпульси використовують імпульси пилкоподібної форми:
Пристрій відображення орієнтованих за напрямком умовних позначок цілей, синтезованих з елементів розкладання малоформатного телевізійного растра
Номер патенту: 45923
Опубліковано: 15.04.2002
Автори: Пузанов Денис Михайлович, Говоров Валентін Сергійович
МПК: G09G 1/14
Мітки: відображення, елементів, малоформатного, напрямком, цілей, телевізійного, позначок, растра, пристрій, розкладання, синтезованих, умовних, орієнтованих
Формула / Реферат:
Пристрій відображення орієнтованих за напрямком умовних позначок цілей, синтезованих з елементів розкладання малоформатного телевізійного растра, що містить перший, другий і третій регістри, перший і другий перетворювачі код-напруга, перетворювач код-часовий інтервал, цифровий двійковий лічильник і тригер, який відрізняється тим, що він доповнений блоком кеш-пам'яті, блоком постійної пам'яті, цифровим двійковим лічильником з попереднім...
Спосіб виготовлення сталевих безшовних труб
Номер патенту: 7171
Опубліковано: 15.06.2005
Автори: Шперлін Павло Ільїч, Кобиляшний Андрій Миколайович, Черняк Сергій Аркадійович
МПК: B21C 23/02
Мітки: виготовлення, сталевих, спосіб, безшовних, труб
Формула / Реферат:
1. Спосіб виготовлення сталевих безшовних труб, що включає нагрівання заготовки, нанесення скломаси, одержання порожнистої гільзи на вертикальному гідравлічному пресі, підігрів гільзи, нанесення скломаси з наступним пресуванням на трубопрофільному стані, який відрізняється тим, що після пресування здійснюють низькотемпературну термообробку труб з попереднім охолодженням на повітрі, а також наступну теплу прокатку на готовий розмір при...
Спосіб виготовлення наповненої жорсткої пластмасової тари
Номер патенту: 67814
Опубліковано: 15.07.2004
Автор: Велай Емері І. (помер)
МПК: B29C 49/02, B29C 43/02, B65B 3/00
Мітки: наповненої, тари, спосіб, пластмасової, жорсткої, виготовлення
Формула / Реферат:
1. Спосіб виготовлення наповненої пластмасової тари, при якому виготовляють пластмасову заздалегідь відформовану заготовку за допомогою прямого пресування на пункті виготовлення заздалегідь відформованої заготовки, формують роздуванням згадану заздалегідь відформовану заготовку в форму остаточної тари на пункті формування роздуванням і наповнюють згадану відформовану роздуванням тару на пункті наповнення, який відрізняється тим, що...
Попередній патент: Система виклику таксі “таксі-бокс”
Наступний патент: Спосіб лікування загострення неконтрольованої бронхіальної астми у дітей шкільного віку
Випадковий патент: Спосіб діагностики розвитку остеопорозу