Фасонна фреза для відновлення профілю обода колеса залізничного рухомого складу
Номер патенту: 75010
Опубліковано: 15.02.2006
Автори: Міхєєнков Юрій Сергійович, Колот Олександр Володимирович, Колот Володимир Олександрович

Формула / Реферат
1. Фасонна фреза для відновлення профілю обода колеса залізничного рухомого складу, що містить корпус із ножами, в яких рядами відповідно до профільної лінії, адекватної профілю обода колеса, встановлені циліндричні різальні пластини, розділені між собою перемичками, яка відрізняється тим, що фасонна фреза має базовий ніж із змінною товщиною перемичок по профільній лінії ножа, товщина яких визначена наступною нерівністю:
 ,
,
де ![]() - товщина перемички між і-тою і (і+1) різальними пластинами;
- товщина перемички між і-тою і (і+1) різальними пластинами;
![]() - коефіцієнт, що враховує умови роботи і властивості матеріалу;
- коефіцієнт, що враховує умови роботи і властивості матеріалу;
![]() - радіус твердосплавної пластини, мм;
- радіус твердосплавної пластини, мм;
![]() - допустима величина шорсткості обробленої поверхні, мм;
- допустима величина шорсткості обробленої поверхні, мм;
![]() - головний кут у плані на і-тій пластині оброблюваної ділянки профільної лінії, град.;
- головний кут у плані на і-тій пластині оброблюваної ділянки профільної лінії, град.;
![]() - подача на зуб і-тої пластини, мм;
- подача на зуб і-тої пластини, мм;
![]() - глибина різання, мм;
- глибина різання, мм;
![]() - показник ступеня, що відображує вплив аргументу на функцію;
- показник ступеня, що відображує вплив аргументу на функцію;
![]() - діаметр фрези на і-тій пластині оброблюваної ділянки профільної лінії, мм;
- діаметр фрези на і-тій пластині оброблюваної ділянки профільної лінії, мм;
![]() - допустима нормальна напруга, МПа;
- допустима нормальна напруга, МПа;
![]() - висота перемички між і-тою і (і+1) різальними пластинами, мм,
- висота перемички між і-тою і (і+1) різальними пластинами, мм,
при цьому наступні ножі мають розташування перших циліндричних різальних пластин із зсувом по профільній лінії на кутову величину ![]() , визначену за формулою:
, визначену за формулою:
 ,
,
де ![]() - кутовий зсув першого отвору під твердосплавну пластину на другому ножі відносно першого (базового ножа), а також кожного першого отвору на наступних ножах щодо кожного першого отвору попереднього ножа, град.;
- кутовий зсув першого отвору під твердосплавну пластину на другому ножі відносно першого (базового ножа), а також кожного першого отвору на наступних ножах щодо кожного першого отвору попереднього ножа, град.;
![]() - довжина сторони кута, що обмежує кутовий зсув першого отвору під твердосплавну пластину на другому ножі відносно першого (базового ножа), а також кожного першого отвору на наступних ножах щодо кожного першого отвору попереднього ножа, мм.
- довжина сторони кута, що обмежує кутовий зсув першого отвору під твердосплавну пластину на другому ножі відносно першого (базового ножа), а також кожного першого отвору на наступних ножах щодо кожного першого отвору попереднього ножа, мм.
2. Фасонна фреза за п. 1, яка відрізняється тим, що перша пластина базового ножа розташована в точці сполучення профільної лінії гребеневої частини з профільною лінією внутрішньої грані бандажа.
Текст
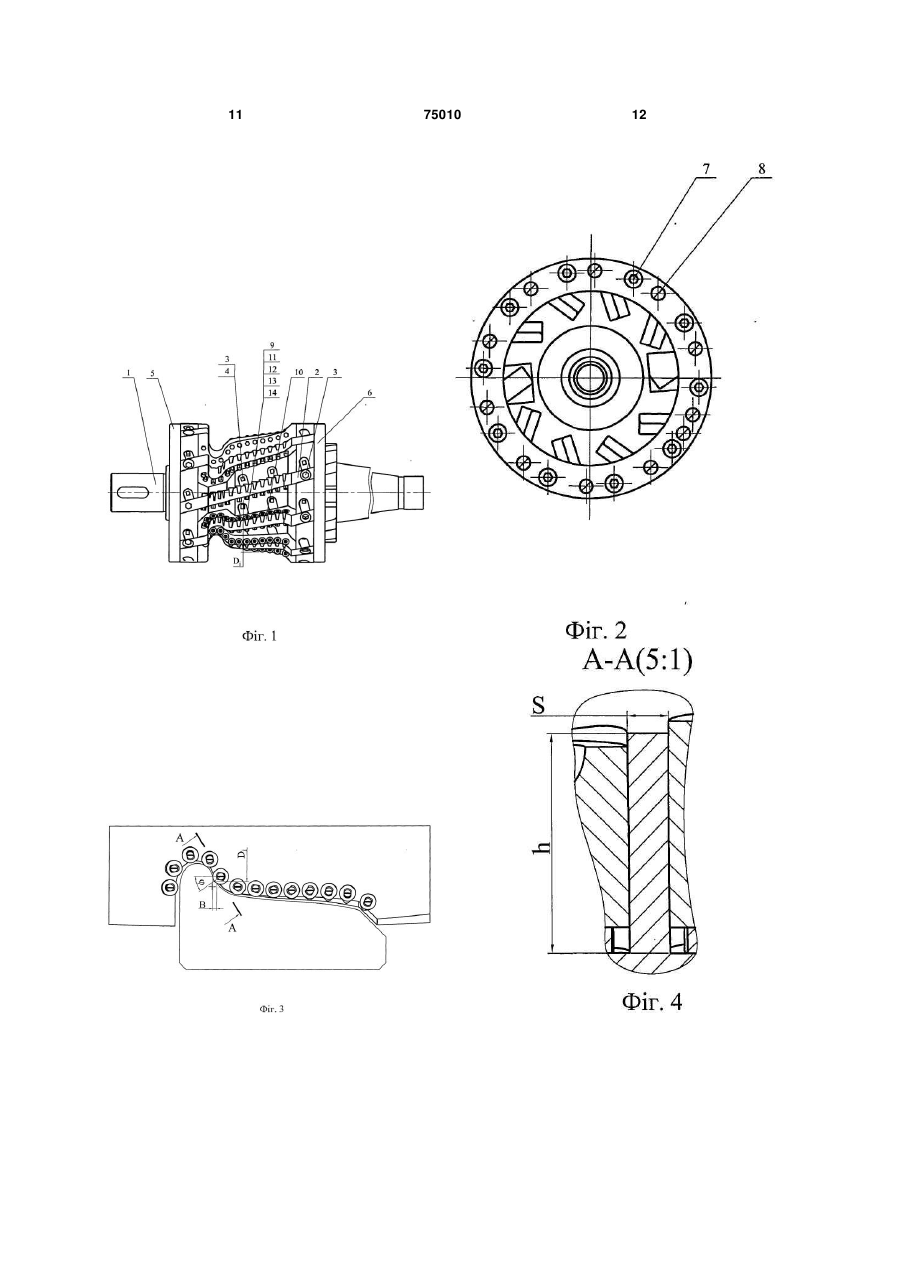
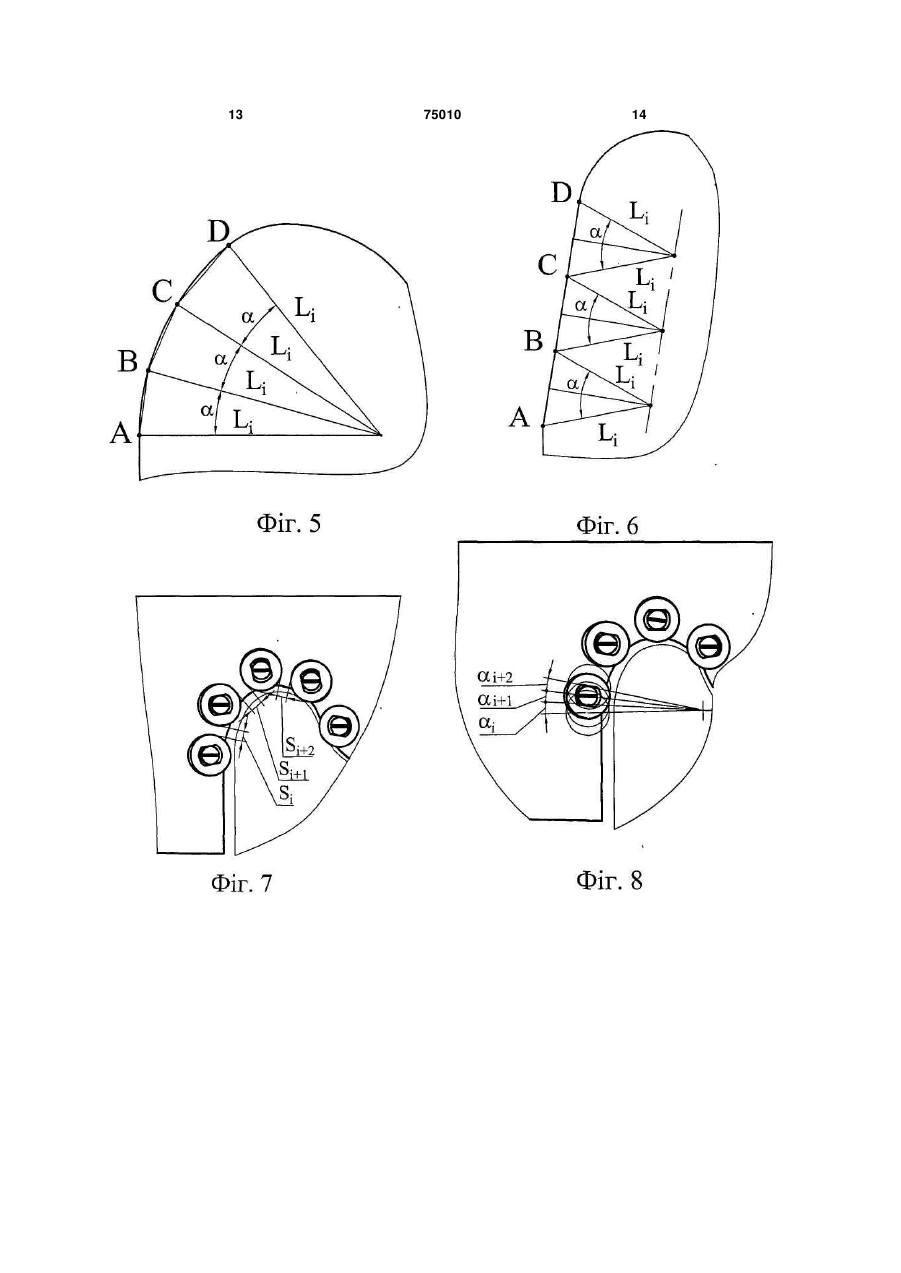
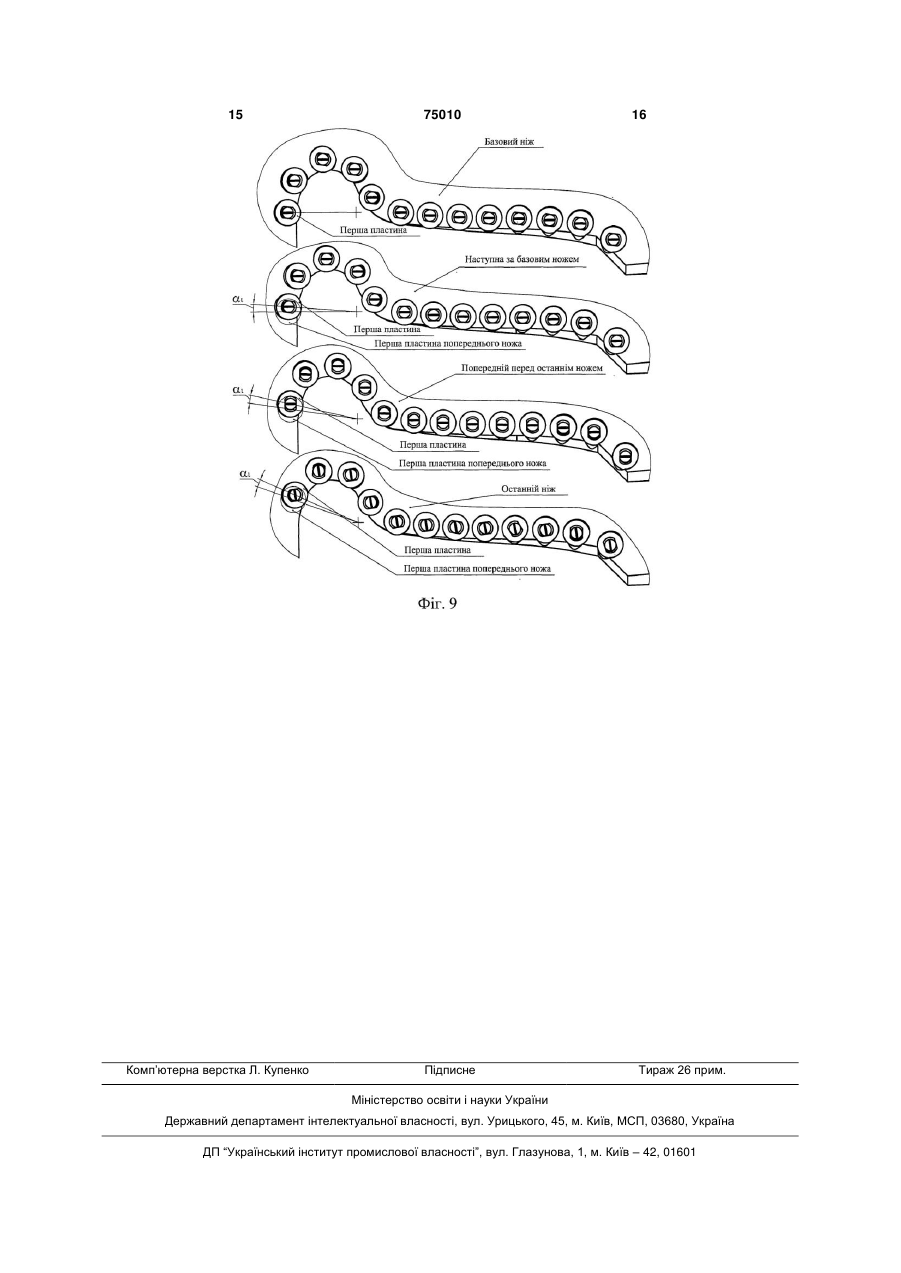
1. Фасонна фреза для відновлення профілю обода колеса залізничного рухомого складу, що містить корпус із ножами, в яких рядами відповідно до профільної лінії, адекватної профілю обода колеса, встановлені циліндричні різальні пластини, розділені між собою перемичками, яка відрізняється тим, що фасонна фреза має базовий ніж із змінною товщиною перемичок по профільній лінії ножа, товщина яких визначена наступною нерівністю: 3 Пропонований винахід належить до конструкцій спеціальних фрез і може бути використаний для відновлення профілів колісних пар без викочування їх із-під електровозів, тепловозів і моторвагонних секцій на колісно-фрезерних верстатах. Фасонна фреза для відновлення профілю обода колеса залізничного рухомого складу являє собою багатолезовий різальний інструмент, в якому різальне ребро, що утворено дискретно встановленими різальними елементами (лезами) у ножах, не рівнобіжне осі обертання і являє собою сукупність прямих та кривих, а профільна поверхня виробу утворюється в результаті обертання різального ребра. Профіль фасонної фрези є слідом обертання її різального ребра відносно осі інструмента. Фасонне фрезерування в порівнянні з обробкою складних криволінійних поверхонь по копіру забезпечує більш високу продуктивність і низьку шорсткість обробки. Найбільш ефективне та широке застосування фасонні фрези набули в турбінобудуванні, інструментальній промисловості і при відбудовній обробці профілів ободів колісних пар залізничного транспорту. Відома, наприклад, складнопрофільна фреза для обробки профілю хвоста робочих лопаток [Я.В. Кудевицкий. Фасонные фрезы,. Л., Машиностроение, 1978, стр.34]. Фреза складається з корпусу, в якому закріплені різальні ножі та елементи для їхньої установки і кріплення. Плоскі ножі закріплені в пазах корпусу за допомогою циліндричних штифтів з конусною лискою. Фіксація ножів здійснюється шпонкою, закріпленою на дні кожного ножового паза в корпусі фрези. Особливістю фрези є одержання безперервної різальної крайки, відповідної профілю оброблюваної поверхні. Особливу групу складають фасонні фрези зі змінюваною формою профілю. Профіль різальної крайки такої фрези являє собою набір елементарних різальних лез, установлених по профільному шаблону, або прямолінійних і криволінійних різальних лез, установлених під заданим кутом до осі обертання інструмента, що дозволяє змінювати профіль фрези в досить широких межах. Відома, наприклад, збірна фасонна фреза [Я.В. Кудевицкий. Фасонные фрезы. Л., Машиностроение, 1978, стр.44, 45], що складається з корпусу, у радіальні пази якого вставляються суміжні ножі. Ножі фіксуються в корпусі на шпонці спеціальної форми, за допомогою якої виключається їхнє радіальне переміщення в процесі роботи і регулюється зовнішній діаметр фрези. Ножі закріплюються гвинтами і півкільцями. Важливою позитивною якістю цієї фрези є відновлення зовнішнього діаметра фрези після його переточування за допомогою комплекту змінних шпонок спеціальної конструкції. Відома також конструкція фрези для відновлення профілю ободу колеса рухомого складу залізничного транспорту [Четвериков С. С. Металлорежущие инструменты. Μ., Высшая школа, 1965, с.246-247]. Фреза містить корпус з ножами, в яких рядами 75010 4 встановлені циліндричні різальні пластини, розташовані відповідно до профільної лінії фрези, яка адекватна профілю колеса. Ножі кріпляться в корпусі за допомогою клина і затискного гвинта. Повертаючи твердосплавні пластини в міру їхнього зносу навколо осі, досягають максимально можливе використання різального кругового ребра. За період роботи їх удається повертати навколо осі до 10 разів, крім того, використовувати з обох торців. В результаті кожна пластинка без переточування працює в 16-20-ти положеннях. В зазначених конструкціях фрез не досягається необхідний технічний результат: зниження шорсткості обробки, підвищення жорсткості кріплення пластин, їх вібротривалості та стійкості. Найбільш близькою за технічною сутністю і результатом, що досягається (прототипом), є конструкція фасонної фрези для відновлення профілю колеса рухомого складу залізничного транспорту, що містить корпус з ножами, в яких рядами відповідно до профільної лінії, адекватної профілю ободу колеса, установлені циліндричні різальні платини, розділені між собою перемичками [патент України на винахід №25091 А, МПК 6В23С 5/12; В23С 5/14, 1998]. Відмінною особливістю фрези є те, що різальні пластини у суміжних ножах установлені зі зсувом один відносно другого з кроком "t" змінної величини в межах (0,22...0,34) R по п'ятьом зонам профільної лінії, де R - радіус різальної пластини. Пропонований інтервал зсуву різальних пластин забезпечує оптимальне перекриття кожним наступним різальним елементом сліду обробки попереднього різального елемента, і одержання в результаті ділянок профілю з низькою шорсткістю («високою чистотою») обробленої поверхні. Дана конструкція узята за прототип у зв'язку з тим, що вона має однакове призначення з винаходом, що заявляється, спільність істотних конструктивних ознак і має важливу якість - можливість відновлювати профільну різальну крайку у результаті повороту різальних пластин навколо своєї осі. Незважаючи на свою позитивну якість, фреза, відповідно до її опису у вищевказаному джерелі, не містить рішення таких питань, як досягнення високої якості і надійності шляхом використання характерних особливостей конструкції і роботи фрези. Пропонований у прототипі порядок розташування різальних пластин із широким діапазоном їхнього зсуву по умовно розділеній профільній лінії на п'ять зон не є раціональним, тому що визначає різне знімання металу пластиною і, як правило, нерівномірне навантаження на крайку різальної пластини, що у свою чергу викликає нерівномірність напруг по всьому ножу і у підсумку веде до руйнування перемичок між пластинами і підвищеного зносу (руйнування) пластин. В доповнення до цього змінний крок розташування пластин у ножах приводить до одержання неоднакової шорсткості, а отже, до невисокої якості обробленої поверхні. У зв'язку з цим в основу запропонованого винаходу поставлена задача створення такої конструкції фасонної фрези, в якій шляхом нового порядку розташування циліндричних різальних 5 75010 6 пластин по профільній лінії ножа, забезпечення отвору на наступних ножах щодо кожного першого міцності і жорсткості кріплення пластин у ножі доотвору попереднього ножа, град.; сягається необхідна рівномірна шорсткість обробLі - довжина сторони кута, що обмежує кутовий леної поверхні і, у результаті, збільшення продукзсув першого отвору під твердосплавну пластину тивності обробки. Одночасно, внаслідок на другому ножі відносно першого (базового новрахування рівномірного напруженожа), а також кожного першого отвору на наступних деформованого стану пластин і перемичок, що ножах щодо кожного першого отвору попередньорозділяють їх між собою, при обробці таким багаго ножа, мм. толезовим інструментом, яким є фреза (121-128 Розташування інших пластин у наступних норізальних пластин), досягається висока якість обжах визначається з урахуванням нерівності (1). робки і збільшується різальний ресурс фрези. Причинно-наслідковий зв'язок між новою сукуДля рішення поставленої задачі, пропонується пністю ознак і технічним результатом полягає в конструкція фасонної фрези, що містить загальні з наступному. прототипом ознаки - корпус з ножами, у яких ряУ запропонованому винаході формування подами відповідно до профільної лінії, адекватної рядку розташування різальних циліндричних пласпрофілю ободу колеса, установлені циліндричні тин проводиться в два етапи, на яких послідовно різальні пластини, розділені між собою перемичвирішуються рівноцінні задачі забезпечення досками, яка відрізняється тим, що фасонна фреза татньої міцності різальних елементів фрези і одемає базовий ніж з перемінною товщиною перемиржання високої якості обробки, на відміну від прочок по профільній лінії ножа, товщина яких визнатотипу, де натиск робиться на одержання високої чена наступною нерівністю (1): якості шорсткості на окремих ділянках профілю. На першому етапі оцінюється напруженодеформований стан пластин і перемичок базового 1 n ножа, що розділяють ту між собою під час обробки. t 2 2 sin 1 n A 8R тв.пл. R z 4R z i SZi (1) У перемичках під дією результуючої сили різання Di Si , виникають нормальні напруги σ, що при визначедоп hi ній товщині перемички S у базовому ножі можуть привести до руйнування перемичок. Тому викориде Sі - товщина перемички між і-тою (і+1) різастання однакової величини шорсткості Rz, дозвольними пластинами; ляє одержати рівноцінний характер навантаження А - коефіцієнт, що враховує умови роботи і різальних елементів ножа за рахунок однакового властивості матеріалу; знімання металу всіма різальними пластинами, а Rтв.пл. - радіус твердосплавної пластини, мм; однакова величина допустимої нормальної напруRz - припустима величина шорсткості обробги σдоп для всіх перемичок базового ножа з урахуленої поверхні, мм; ванням їхніх конструктивних особливостей дає i - головний кут у плані на і-тій пластині оброможливість підібрати таку величину перемички S, блюваної ділянки профільної лінії, град.; яка буде адекватно реагувати на виникаючі в ній SZi·- подача на зуб і-тої пластини, мм; напруги. Таким чином, відстань-між циліндричними t - глибина різання, мм; різальними пластинами у базовому ножі визначаn - показник ступеня, що відображує вплив арється з урахуванням необхідної товщини перемичгументу на функцію; ки S для кожної ділянки між двома різальними Di - діаметр фрези на і-тій пластині оброблюпластинами, тим самим, забезпечуючи його надійваної ділянки профільної лінії, мм; ність, а, отже, високу продуктивність обробки. доп - припустима нормальна напруга, МПа; На наступних етапах виконується розподіл циhі - висота перемички між і-тою і (і+1) різальліндричних різальних пластин на інших ножах щоними пластинами, мм. до базового ножа на кут α, величина якого дозвоТаким чином формується відстань між циліндляє врахувати конструктивні особливості всіх ричними різальними пластинами у базовому ножі, ділянок будь-яких існуючих профілів ободів коліс при цьому перша пластина на базовому ножі розчерез змінну величину L. При цьому зберігається ташовується в точці сполучення профільної лінії рівномірна необхідна шорсткість Rz, на відміну від гребеневої частини з профільною лінією внутрішпрототипу, де перемінний крок розподілу пластин ньої грані бандажа. по зонах приводить до неоднакової шорсткості. У наступному ножі перша циліндрична пластиТаким чином, новий порядок розташування різана, що ріже, має зсув по профільній лінії щодо льних пластин забезпечує не тільки високу продупершої циліндричної пластини базового різального ктивність обробки, але і високу якість. ножа, а в кожному наступному ножі перша пластиДодатковий технічний результат - забезпеченна має зсув по профільній лінії щодо першої пласня свідомо високої міцності перемичок і рівноміртини попереднього ножа на кутову величину і, ність напружено-деформованого стану дозволяє визначену за формулою (2). знизити вібрацію циліндричних різальних пластин у процесі обробки, а товщина перемички дозволяє 2 4R 2 L тв.пл. Rz 2Rz адекватно реагувати на умови різання і створює arccos i , (2) i оптимальні умови стружковідводу, і, тим самим, L2 i збільшує різальний ресурс фрези. де і - кутовий зсув першого отвору під тверПропонований винахід пояснюється схематичдосплавну пластину на другому ножі відносно но на фігурах. першого (базового ножа), а також кожного першого Фіг.1 - загальний вид фасонної фрези, що зая 7 75010 8 вляється; де А - коефіцієнт, що враховує умови роботи і Фіг.2 - вид права на фасонну фрезу, що заяввластивості матеріалу, Α = Ср [П.И. Ящерицын, ляється; М.Л. Еременко, Η.И. Жигалко. Основы резания Фіг.3 - загальний вид рейки з твердосплавними материалов и режущий инструмент. Минск, Выпластинами; шэйшая школа, 1981, стор.246]; Фіг.4 - поперечний розріз А-А Фіг.3, на якому Вi - ширина різання і-тої пластиною визначапредставлений перетин перемички S в площині ється за формулою (1.3); нормальної результуючої сили різання; Szi.- подача на зуб і-тої пластини; Фіг.5 - варіант кутового зсуву на радіусній діn - показник ступеня, що відбиває вплив аргулянці профілю; менту на функцію [П.И. Ящерицын, Μ.Л. Еременко, Фіг.6 - варіант кутового зсуву на прямолінійній Н.И. Жигалко. Основы резания материалов и реділянці профілю; жущий инструмент. Минск, Вышэйшая школа, Фіг.7 - фрагмент розташування твердосплав1981, стор.245]; них різальних циліндричних пластин для визнаt - глибина різання; чення товщини перемички між ними; Di - - діаметр фрези в точці торкання і-тою Фіг.8 - фрагмент розташування першого отвопластиною оброблюваної ділянки профілю ободу ру під твердосплавну різальну циліндричну пласколеса (див. Фіг.1 і Фіг.3). тину наступного ножа щодо попередніх для визнаBi T sin i, (1.3) чення кутового зсуву між ними; де Τ - відстань між точками торкання сусідніми Фіг.9 - фрагмент розгорнення ножів у корпусі твердосплавними пластинами ободу колеса вифрези. значається за формулою (1.4); Пропонований винахід має наступну конструкφі - головний кут у плані на і-тій пластині оброцію. блюваної ділянки профільної лінії (див. Фіг. 3). Фасонна фреза (див. Фіг.1) містить корпус 1, у (1.4) пазах якого кріпляться ножі 2. Фреза має базовий T 8 Rтв.пл. Rz 4 R2, z ніж (Фіг.9), перша пластина якого розташована в де Tтв.пл. - радіус циліндричної твердосплавної точці А сполучення профільної лінії гребеневої пластини; частини з профільною лінією внутрішньої грані Rz - величина шорсткості обробленої поверхні, бандажа (Фіг.5 і Фіг.6). що допускається [В.А.Аршинов, Г.А. Алексеев. Кріплення ножів здійснюється гвинтами 3 і суРезание металлов и режущий инструмент. Москхарями 4, що притискають ніж відповідно до дна і ва, "Машиностроение", 1967, стор.63]. бічної стінки паза. При цьому торець ножа з боку Fi hi Si, (1.5) гребеня повинен бути притиснутий до базового де hi - висота перемички між і-тою і (і+1) різа(лівого) кільця 5. Ліве кільце 5 і праве 6 кріпляться льними пластинами; до корпуса гвинтами 7 (див. Фіг.2). Sі - товщина перемички між і-тою і (і+1) різальГвинти 8 (див. Фіг.2) призначені для установки ними пластинами (див. Фіг.4). ножів по базовому кільцю 5. Таке кріплення забезВраховуючи значення Рі і Fі з (1.2) і (1.5) норпечує точну фіксацію ножів у корпусі фрези. мальну напругу, що виникає в перемичках між Ножі мають маркування і встановлюються в отворами кріплення різальних пластин, має визамарковані відповідним чином пази корпусу в гляд: строго визначеному порядку. 1 n У ножах рядами встановлені різальні циліндt A 8 R тв.пл. R z 4 R2 sin i S1 n ( ) 2 z ричні твердосплавні пластини 9 з перемичками 10 (1.6) zi Di доп. між гніздами кріплення різальних пластин. hi Si Базовий ніж має перемінну товщину S переНа підставі (1.6) значення перемінної товщини мичок по профільній лінії ножа (Фіг.7), товщина S перемичок по профільній лінії ножа визначаєтьяких визначена з умови міцності за припустимими ся нерівністю: нормальними напругами, що виникають у перети1 n t ні, нормальному до дії сили різання. A 8Rтв.пл. Rz 4R2 sin i S1 n z Zi Di Pi Si . (1.1) доп доп hi Fi Перша пластина на базовому ножі розташовуде σ - нормальна напруга, що виникає в тілі ється в точці сполучення профільної лінії гребенеперемички; вої частини з профільною лінією внутрішньої грані Рі - результуюча сил різання на (і+1) пластині бандажа. Наступні ножі мають розташування первизначається [див. П.И. Ящерицын, М.Л. Еременших циліндричних різальних пластин зі зсувом по ко, Η.И. Жигалко. Основы резания материалов и профільній лінії на кутову величину. режущий инструмент. Минск, Вышэйшая школа, Визначення кутової величини розташування 1981, стор.244] за формулою (1.2); перших циліндричних пластин В, С, D, що ріжуть Fі - площа поперечного перерізу перемички (Фіг.5 і Фіг.6), у наступних за базовим ножах здійсміж і-тою і (і+1) різальними пластинами визначанюється за допомогою теореми косинусів. ється по формулі (1.5); доп - припустима нормальна напруга. L2 L2 T2 i i cos i , (2.1) 1 n 2 L2 t 2 (1.2) i Pi A Bi S1 n ( ) , Zi Di де і - кутовий зсув першого отвору під твер 9 75010 10 досплавну пластину на і-тім ножі щодо першого наступної колісної пари провертають. отвору на (і-1) ножі; Перед поворотом пластини необхідно відверLі - довжина сторони кута, що обмежує кутовий нути на 1-3 обороту гайку 12, що кріпить пластину, зсув першого отвору під твердосплавну пластину потім викруткою повернути голівку гвинта разом із на і-ом ножі щодо першого отвору на першому (і-1) пластиною так, щоб зношена ділянка різальної ножі (див. Фіг.5 і Фіг.6); крайки була заміщена новою. При повному зносі Τ - відстань між точками торкання сусідніми однієї сторони крайки, пластини варто вийняти з твердосплавними пластинами обода колеса виотворів ножів, ретельно їх очистити й установити в значається за формулою (1.4). ті ж отвори ножів іншою стороною. Комплект різальних пластин при використанні 2 4R 2 L тв.пл. Rz 2Rz i їх із двох сторін без зміни компенсаційних шайб 14 cos i . (2.2) забезпечує обробку колісних пар від 16-ти до 18-ти L2 i локомотивів. Таким чином, визначення кутової величини Пропонована фреза в результаті нових змін у зсуву по профільній лінії перших циліндричних конструкції дозволяє підвищити продуктивність пластин В, С, D, що ріжуть (Фіг.5 і Фіг.6), у наступобробки при одночасному підвищенні точності і них за базовим ножах має вигляд: якості оброблюваної поверхні колеса, а також підL2 4Rтв.пл. Rz 2R2 вищенні стійкості фрези. z i i arccos Приклад розрахунку товщини перших трьох 2 L i перемичок базового ножа фасонної фрези для Розташування інших пластин у наступних нообробки профілю по кресленню 3 за ГОСТ 11018жах визначається з урахуванням раніше наведеної 87. нерівності. Перша перемичка S1. Кріплення різальних пластин у ножах здійснюВихідні дані: А = 2570; Rтв.пл.. = 6мм; Rz = ється гвинтами 11 і гайками 12. Між гайкою і ножем 0,08мм; φ = 28,2град.; Sz = 47,5мм/зуб; t = 4мм; D = установлена пружинна шайба 13, що охороняє 168,5мм; n = 0,14; h = 11,1мм; доп = 750МПа. гвинт від самовідкручування. Під різальними плас4 0,43 2570 8 6 0,08 4 0,082 0,473 47,50,86 ( ) тинами установлені компенсаційні шайби 14 різної 168,5 S1 1,6мм. 750 111 , товщини, що забезпечують точність настроювання Друга перемичка S2. різальних пластин по профільній лінії контуру виВихідні дані: А = 2570; Rтв.пл. = 6мм; Rz= робу. Пропонована фреза працює в такий спосіб. 0,08мм; φ = 74,9град.; Sz = 47,5мм/зуб; t = 4мм; D = При відновленні профілю колеса процес різання починається врізанням різальних пластин 9 151,2мм; n = 0,14; h = 12,2мм; доп = 750МПа. ножів 10. В міру взаємного повороту фрези й об4 0,43 2570 8 6 0,08 4 0,082 0,965 47,50,86 ( ) 151 2 , роблюваної колісної пари в роботу послідовно S2 3,1мм. 750 12,2 вступають усі ножі фрези, здійснюючи знімання металу. При цьому пластини різального ножа, поТретя перемичка S3. чинаючи обробку, знімають перший шар металу, Вихідні дані: А = 2570; Rтв.пл.= 6мм; Rz= 0,08мм; потім вступають пластини суміжного різального φ = 48град.; Sz = 47,5мм/зуб; t = 4мм; D = 158,1мм; ножа, зміщені на заданий кут і т.д. Після зняття n = 0,14; h = 13,9мм; доп = 750МПа. металу пластинами останнього ножа закінчується 4 0,43 2570 8 6 0,08 4 0,082 0,74 47,50,86 ( ) різання за один оберт фрези. 158,1 S3 2,0мм 750 13,9 Завдяки такому розташуванню ножів обробка профілю колеса здійснюється по всьому профілю Аналогічно розраховуються товщини всіх інциліндричними різальними пластинами, розташоших перемичок на базовому ножі, а також і на наваними по осьовій лінії фрези у відповідних зонах. ступних ножах. При цьому, внаслідок одержання оптимальних Приклад розрахунку кутового зсуву першого умов для відводу стружки, зменшується знос різаотвору під циліндричну твердосплавну пластину льних пластин і перемичок на ножах, що додаткодля ножа фасонної фрези, сусіднього з базовим. во підвищує ресурс фрези. Вихідні дані: Ls =23,2мм (для профілю по кресФрези працюють у комплекті з двох штук ленню 3 за ГОСТ 11018-87); Rтв.пл.=6мм; правої і лівої, одночасно обробляючи обидва коRz=0,08мм. леса. 23,22 4 6 0,08 2 0,082 По конструкції права і ліва фреза аналогічні. 4,8град. i arccos 23,22 Колісна пара (умовно не показана) установлюється на колісно-фрезерний верстат моделі КЖ-20 Висновки. На прикладі розрахунків параметру або його модифікацій. перемінної товщини перемичок Sі базового ножа Обробку ведуть при постійній швидкості різанфасонної фрези для обробки профілю по кресня 60-80м/хв. ленню 3 за ГОСТ 11018-87 та кутового зсуву перЗастосування цієї швидкості різання охороняє шого отвору під циліндричну твердосплавну пласфрези від надмірного зносу і відколов пластинок. тину ножа, сусіднього з базовим, в кінцевому Величину подачі вибирають у межах 100результаті маємо постійну нормовану шорсткість 150мм/хв. (Rz=80мкм) по всій профільній поверхні ободу коПісля обробки кожної колісної пари оглядають леса. стан різальних пластинок, повертаючи фрезу вруПропонований винахід пройшов успішно досчну. Пластини, що мають відколи, перед обробкою лідні випробування. 11 75010 12 13 75010 14 15 Комп’ютерна верстка Л. Купенко 75010 Підписне 16 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюShaping cutter for restoring the profile of the wheel rim of railroad rolling stock
Автори англійськоюKolot Volodymyr Oleksandrovych, Kolot Oleksandr Volodymyrovych, Mikheienkov Yuriy Serhiyovych
Назва патенту російськоюФасонная фреза для восстановления профиля обода колеса железнодорожного подвижного состава
Автори російськоюКолот Владимир Александрович, Колот Александр Владимирович, Михеенков Юрий Сергеевич
МПК / Мітки
МПК: B23C 5/02
Мітки: відновлення, фреза, залізничного, колеса, складу, обода, рухомого, фасонна, профілю
Код посилання
<a href="https://ua.patents.su/8-75010-fasonna-freza-dlya-vidnovlennya-profilyu-oboda-kolesa-zaliznichnogo-rukhomogo-skladu.html" target="_blank" rel="follow" title="База патентів України">Фасонна фреза для відновлення профілю обода колеса залізничного рухомого складу</a>
Фасонна фреза для відновлення профілю колеса рухомого складу залізничного транспорту
Номер патенту: 25091
Опубліковано: 30.10.1998
Автори: Сергієнко Микола Іванович, Коротун Сергій Анатолійович, Лишаєв Георгій Петрович, Колот Олександр Володимирович, Колот Володимир Олександрович, Малиновський Михайло Данилович
МПК: B23C 5/02
Мітки: рухомого, складу, залізничного, транспорту, відновлення, профілю, колеса, фреза, фасонна
Формула / Реферат:
Фасонная фреза для восстановления профиля колеса подвижного состава железнодорожного транспорта, содержания корпус с ножами, в которых рядами установлены цилиндрические режущие пластины, режущие кромки которых расположены по профильной линии ножа адекватной профилю колеса, отличающаяся тем, что режущие пластины в смежных ножах размещены со смещением друг относительно друга с шагом t переменной величины в пределах (0,22 - 0,34)R по зонам,...
Спосіб відновлення профілю поверхні обода колеса рейкового транспорту
Номер патенту: 61794
Опубліковано: 15.07.2005
Автори: Ольшевський Віктор Іванович, Матвєєв Володимир Валентинович
Мітки: колеса, відновлення, профілю, поверхні, обода, транспорту, рейкового, спосіб
Формула / Реферат:
Спосіб визначення профілю поверхні засипання шихти на колошнику доменної печі, що включає вимір відстані від технологічного нуля до точки поверхні засипання шихти і наступне визначення профілю поверхні засипання шихти шляхом інтерполяції отриманих значень координат точок, що обмірюються по діаметру печі, який відрізняється тим, що вимір відстані від технологічного нуля до поверхні засипання шихти здійснюють не менше, ніж у чотирьох точках на...
Стенд для дослідження зчеплення колеса з рейкою та випробування елементів буксового ресорного підвішування залізничного рухомого складу
Номер патенту: 52970
Опубліковано: 15.01.2003
Автори: Міхєєв Олександр Сергійович, Спірягін Максим Ігорович, Кашура Олександр Леонідович, Костюкевич Олександр Іванович, Спірягін Валентин Ігорович, Горбунов Миколай Іванович
МПК: G01M 1/04
Мітки: залізничного, зчеплення, ресорного, стенд, дослідження, підвішування, рейкою, колеса, буксового, випробування, елементів, рухомого, складу
Формула / Реферат:
1. Стенд для дослідження зчеплення колеса з рейкою та випробування елементів буксового ресорного підвішування залізничного рухомого складу, що містить встановлене на рамі колесо з приводом та елементами ресорного підвішування, імітатор рейкового шляху, встановлений на роликах; механізм навантаження, пристрій для створення сили опору руху, датчики та вимірювальну апаратуру, який відрізняється тим, що пристрій для створення сили опору руху...
Стенд для дослідження зчеплення колеса з рейкою та випробування елементів буксового ресорного підвішування залізничного рухомого складу
Номер патенту: 67235
Опубліковано: 15.06.2004
Автори: Могила Валентин Іванович, Міщенко Костянтин Павлович, Мельников Микола Петрович, Горбунов Микола Іванович, Найш Наум Михайлович, Басов Генадій Григорійович, Попов Сергій Валерійович, Кашура Олександр Леонідович
МПК: G01M 1/04
Мітки: підвішування, буксового, залізничного, дослідження, зчеплення, колеса, складу, стенд, випробування, рейкою, рухомого, елементів, ресорного
Формула / Реферат:
Стенд для дослідження зчеплення колеса з рейкою та випробування елементів буксового ресорного підвішування залізничного рухомого складу, який містить встановлене на рамі колесо з приводом та елементами ресорного підвішування, імітатор рейкового шляху, встановлений на роликах, механізм навантаження, пристрій для створення сили опору руху, датчики та вимірювальну апаратуру, пристрій для створення сили опору руху забезпечено блоком управління з...
Фасонна фреза

Номер патенту: 43143
Опубліковано: 15.11.2001
Автори: Петраков Юрій Володимирович, Пасічник Віталій Анатолійович, Герасименко Валентин Володимирович
Формула / Реферат:
Фасонна фреза, що містить ножі, шарнірно закріплені з одного боку на її корпусі, а з іншого - на поворотному вінці, який установлено на корпусі з можливістю поступального руху відносно її осі, яка відрізняється тим, що ножі мають опуклу форму, а фреза оснащена планетарним механізмом, сателіти якого встановлені з можливістю взаємодії з зубчастим вінцем, який жорстко закріплено на валу фрези, з поворотним вінцем та з внутрішнім зубчастим вінцем...
Попередній патент: Кристалічна форма азитроміцину
Наступний патент: Навісний оборотний плуг
Випадковий патент: Структурно-вантова висяча система