Спосіб виготовлення робочого елемента для нагрівників
Формула / Реферат
1. Спосіб виготовлення робочого елемента для нагрівників, який включає наступні етапи:
забезпечують заготовку (1) з листового металу;
зазначену заготовку (1) листового металу піддають глибокій витяжці з одержанням порожнистої формованої заготовки (2), яка визначається основною стінкою (3), сторонами (4, 5, 14, 15), з'єднаними з основною стінкою та оточуючими її і утворюючими відкриту сторону (6), який відрізняється тим, що
підрізають сторони (4, 5, 14, 15) вздовж відкритої сторони (6) для визначення порожнистого корпусу (8) з краєм (9), що є однаковим і що проходить навколо зазначеної відкритої сторони (6);
виконують боковий крізний проріз (12) на двох протилежних сторонах (4, 5), щоб одержати протилежні сторони, які мають проріз;
забезпечують з'єднувальні засоби (25) навколо кожного бокового крізного прорізу (12);
здійснюють щонайменше один виріз (16) на протилежних сторонах (4, 5), які мають проріз, вздовж зазначеного краю (9);
вводять щонайменше два осердя (18) у зазначені ділянки (19), відповідні краю (9) без зазначеного щонайменше одного вирізу (16);
штампують виступ (17), що проходить навколо кожного зазначеного щонайменше одного вирізу і розташований між зазначеними осердями (18), щоб замкнути листовий метал навколо зазначених осердь (18) і в ділянці зазначеного краю (9), тим самим розширюючи зазначені вирізи (16);
видаляють зазначені осердя (18) з порожнистого корпусу;
зварюють зазначений край (9) вздовж зазначеного виступу (17) зазначеного розширеного щонайменше одного вирізу (16) для одержання групи відділених один від одного отворів (21).
2. Спосіб за п. 1, який відрізняється тим, що засоби (25) кріплення забезпечують на кожному боковому крізному прорізі (12) зварюванням нарізного кільця (26) навколо бокового крізного прорізу (12).
3. Спосіб за п. 1, який відрізняється тим, що засоби (25) кріплення забезпечують на кожному боковому крізному прорізі (12) шляхом пресування у зовнішньому напрямку кругового оголовка (27), що проходить навколо кожного бокового крізного прорізу (12) для формування виступаючого назовні краю (31) на кожній з зазначених сторін (4, 5), які мають проріз.
4. Спосіб за п. 3, який відрізняється тим, що нарізне кільце (38) розташоване всередині гнізда, що визначається зазначеним виступаючим назовні краєм (31).
5. Спосіб за п. 3, який відрізняється тим, що зазначене спрямоване назовні пресування забезпечують введенням плоского осердя (28) у зазначений порожнистий корпус (8) через відкриту сторону (6) перед виконанням (13) отворів, причому зазначене плоске осердя (28) має плаваючий елемент (29), який розміщений таким чином, що відповідає кожному боковому крізному прорізу (12) і виштовхується у зовнішньому напрямку навперемінно у протилежних напрямах, тим самим зумовлюючи формування виступаючого назовні краю (31) на зазначеному круговому оголовку (27); при цьому на зовнішній частині порожнистого корпусу (8) розташований штамп (30), який притискують до порожнистого корпусу (8), і який формує виступаючий назовні край 31 ззовні.
6. Спосіб за п. 1, який відрізняється тим, що відділені один від одного інтервалом два вирізи (16) виконують на кожній з зазначених протилежних сторін (4, 5), які мають проріз, вздовж зазначеного краю (9) для створення трьох вільних ділянок (19) і три осердя вводять у зазначений край (9), встановлений таким чином, щоб відповідати зазначеним вільним ділянкам (19).
7. Спосіб за п. 1, який відрізняється тим, що витягування зазначеного металевого листа (1) для одержання зазначеної формованої заготовки (2) включає в себе ряд послідовних операцій.
8. Спосіб за п. 1, який відрізняється тим, що з'єднання трубчастих елементів (23) з зазначеним робочим елементом забезпечують згідно з наступними етапами:
циліндр (24) вставляють в кожний отвір (13), при цьому зазначений невеликий циліндр (24) має паз, виконаний по його колу, і в який вставляють кільце (34) з плавкого матеріалу;
оголовок кожного трубчастого елемента (23), що з'єднується, встановлюють на ту частину невеликого циліндра (24), яка виступає з відповідного отвору (13);
ділянку з'єднання між трубчастим елементом (23) та робочим елементом поблизу отворів (13) і кільцем (34) з плавкого матеріалу нагрівають, тим самим зварюючи робочий елемент і трубчасті елементи (23) паянням.
9. Спосіб за п. 1, який відрізняється тим, що зазначені сторони (4, 5), які мають проріз, більші інших сторін, які не мають прорізу.
10. Спосіб за п. 1, який відрізняється тим, що забезпечують засоби (25) кріплення на кожному боковому крізному прорізі (12) після зварювання зазначеного краю (9) вздовж виступу (17).
11. Спосіб за п. 10, який відрізняється тим, що засоби (25) кріплення на кожному боковому крізному прорізі (12) забезпечують шляхом зварювання нарізного кільця (26) навколо бокового крізного прорізу (12).
12. Спосіб за п. 10, який відрізняється тим, що зазначені сторони (4, 5), які мають проріз, більші інших сторін, які не мають прорізу.
13. Робочий елемент для нагрівників, виконаний у суцільному порожнистому корпусі (8), визначеному основною стінкою (3), сторонами (4, 5, 14, 15), з'єднаними з основною стінкою (3) та оточуючими її щонайменше двома отворами (13), поверненими всередину зазначеного порожнистого корпусу (8); при цьому щонайменше один боковий крізний проріз (12), виконаний на двох протилежних сторонах (4, 5), визначає дві сторони, які мають проріз,
зазначений корпус (8) одержаний з суцільного металевого листа, підданого глибокій витяжці,
який відрізняється тим, що
зазначені отвори (13) обмежені сформованим пресуванням краєм (9) відкритої сторони (6), протилежної зазначеній основній стінці (3) зазначеного порожнистого корпусу (8), з вирізами (16), виконаними на зазначеному краї (9) і розширеними пресуванням, щоб визначити пресовані виступи (17), які оточують вирізи (16) і приварені один до одного, щоб відділяти один від одного зазначені отвори (13); і
засоби (25) кріплення забезпечені на кожному боковому крізному прорізі (12).
14. Робочий елемент за п. 13, який відрізняється тим, що засоби кріплення
(25) на кожному боковому крізному прорізі (12) складаються з нарізного кільця
(26), прикріпленого до відповідної сторони (4, 5), яка має проріз.
15. Робочий елемент за п. 13, який відрізняється тим, що засоби (25) кріплення на кожному боковому крізному прорізі (12) мають круговий оголовок (27), оточуючий боковий крізний проріз (12), витягнутий у зовнішньому напрямку, щоб сформувати виступаючий назовні край (31).
16. Робочий елемент за п. 15, який відрізняється тим, що нарізне кільце (36) розташоване всередині гнізда, що визначається зазначеним виступаючим назовні краєм (31).
17. Робочий елемент за п. 13, який відрізняється тим, що вирізи (16), які розташовані через інтервал і які оточуються формованими виступами (17), виконані на кожній з зазначених протилежних сторін (4, 5), які мають проріз, вздовж зазначеного краю (9), щоб обмежувати три отвори (13).
18. Робочий елемент за п. 13, який відрізняється тим, що зазначені сторони (4, 5), які мають проріз, більші інших сторін, які не мають прорізу.
Текст
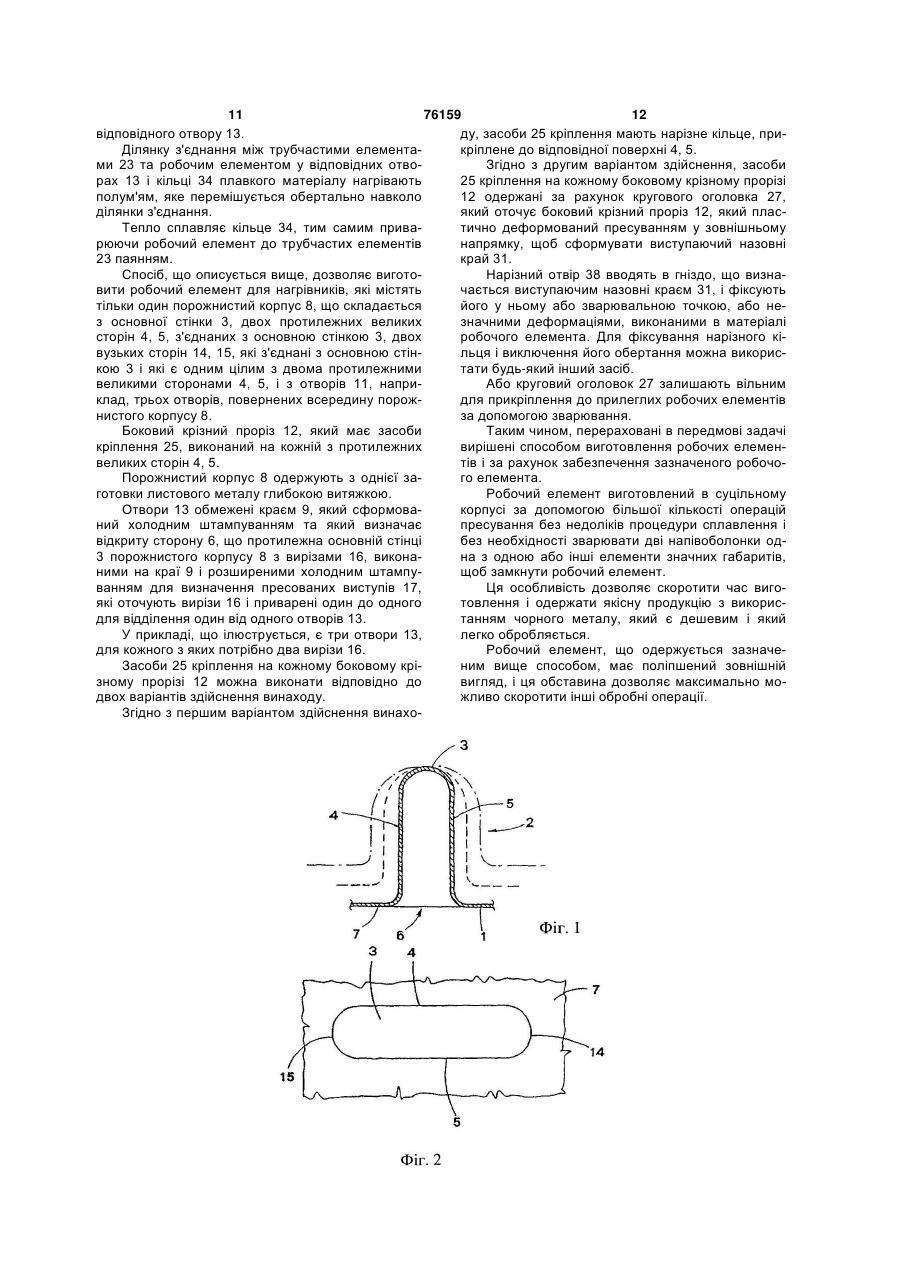
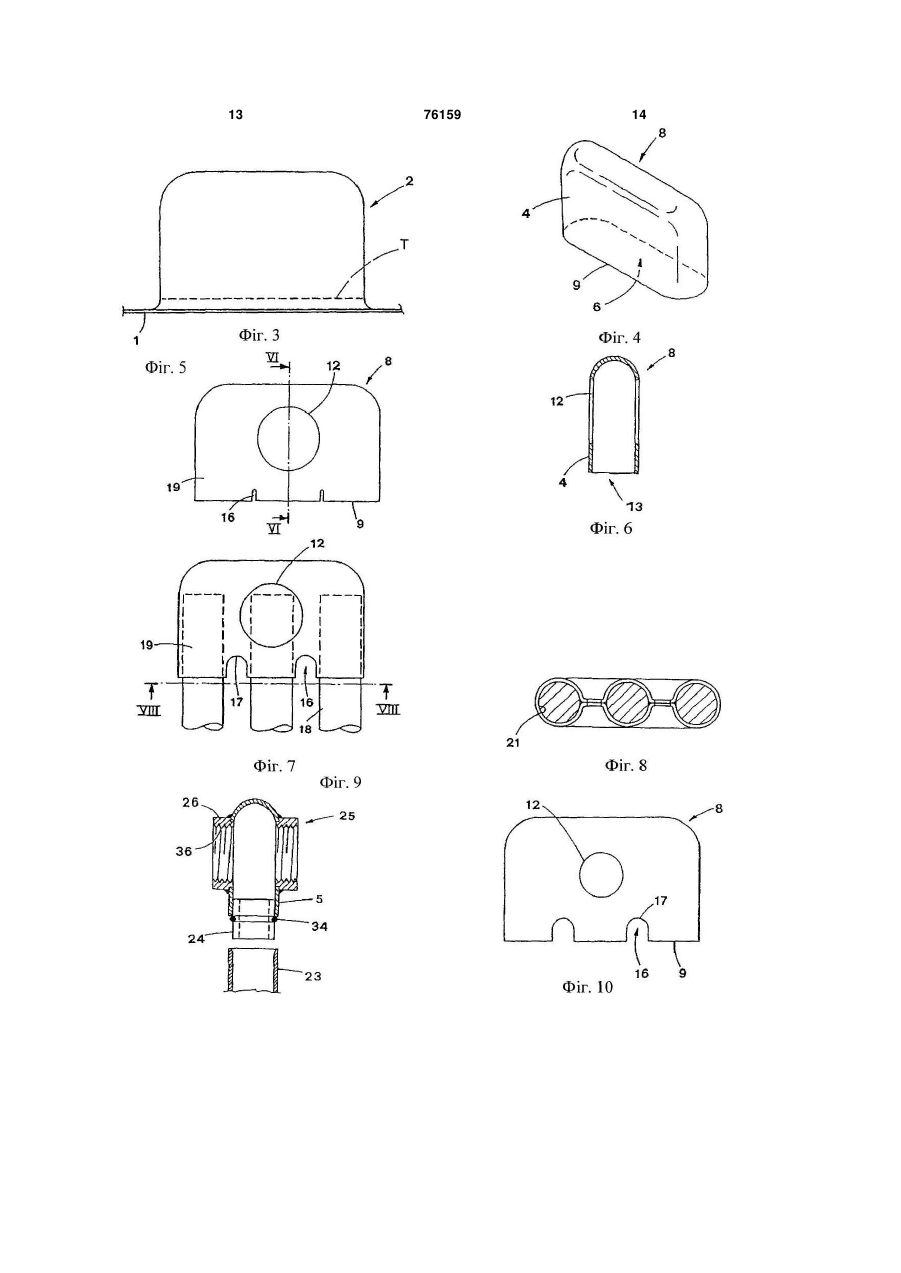
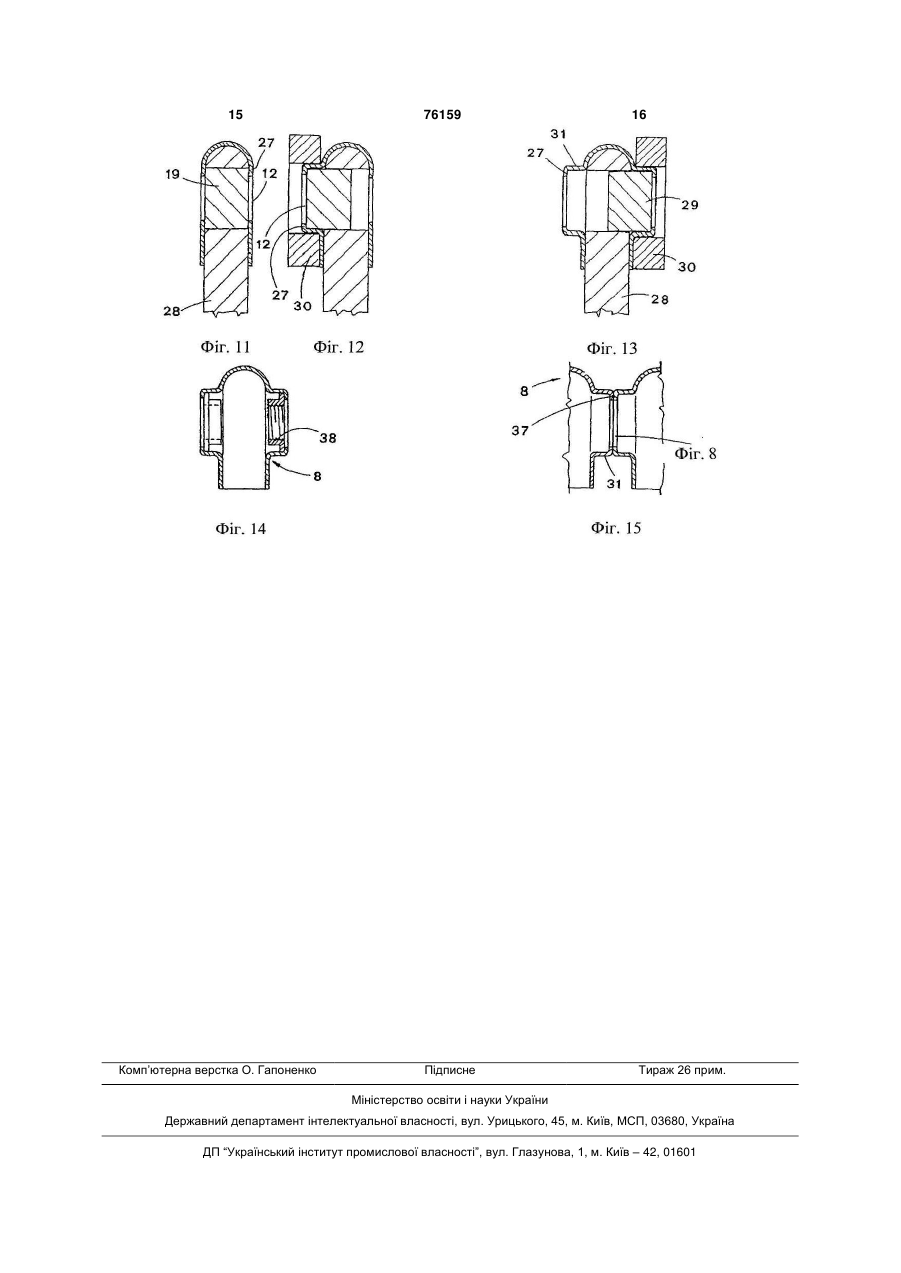
1. Спосіб виготовлення робочого елемента для нагрівників, який включає наступні етапи: забезпечують заготовку (1) з листового металу; зазначену заготовку (1) листового металу піддають глибокій витяжці з одержанням порожнистої формованої заготовки (2), яка визначається основною стінкою (3), сторонами (4, 5, 14, 15), з'єднаними з основною стінкою та оточуючими її і утворюючими відкриту сторону (6), який відрізняється тим, що підрізають сторони (4, 5, 14, 15) вздовж відкритої сторони (6) для визначення порожнистого корпусу (8) з краєм (9), що є однаковим і що проходить навколо зазначеної відкритої сторони (6); виконують боковий крізний проріз (12) на двох протилежних сторонах (4, 5), щоб одержати протилежні сторони, які мають проріз; забезпечують з'єднувальні засоби (25) навколо кожного бокового крізного прорізу (12); здійснюють щонайменше один виріз (16) на протилежних сторонах (4, 5), які мають проріз, вздовж зазначеного краю (9); вводять щонайменше два осердя (18) у зазначені ділянки (19), відповідні краю (9) без зазначеного щонайменше одного вирізу (16); штампують виступ (17), що проходить навколо кожного зазначеного щонайменше одного вирізу і розташований між зазначеними осердями (18), щоб замкнути листовий метал навколо зазначених осердь (18) і в ділянці зазначеного краю (9), тим самим розширюючи зазначені вирізи (16); видаляють зазначені осердя (18) з порожнистого корпусу; 2 (19) 1 3 76159 4 одержання зазначеної формованої заготовки (2) ронах (4, 5), визначає дві сторони, які мають провключає в себе ряд послідовних операцій. різ, 8. Спосіб за п. 1, який відрізняється тим, що з'єдзазначений корпус (8) одержаний з суцільного менання трубчастих елементів (23) з зазначеним талевого листа, підданого глибокій витяжці, який відрізняється тим, що робочим елементом забезпечують згідно з наступними етапами: зазначені отвори (13) обмежені сформованим прециліндр (24) вставляють в кожний отвір (13), при суванням краєм (9) відкритої сторони (6), протицьому зазначений невеликий циліндр (24) має паз, лежної зазначеній основній стінці (3) зазначеного виконаний по його колу, і в який вставляють кільце порожнистого корпусу (8), з вирізами (16), викона(34) з плавкого матеріалу; ними на зазначеному краї (9) і розширеними преоголовок кожного трубчастого елемента (23), що суванням, щоб визначити пресовані виступи (17), з'єднується, встановлюють на ту частину невелиякі оточують вирізи (16) і приварені один до однокого циліндра (24), яка виступає з відповідного го, щоб відділяти один від одного зазначені отвори отвору (13); (13); і ділянку з'єднання між трубчастим елементом (23) засоби (25) кріплення забезпечені на кожному бота робочим елементом поблизу отворів (13) і кільковому крізному прорізі (12). 14. Робочий елемент за п. 13, який відрізняється цем (34) з плавкого матеріалу нагрівають, тим самим зварюючи робочий елемент і трубчасті елетим, що засоби кріплення менти (23) паянням. (25) на кожному боковому крізному прорізі (12) 9. Спосіб за п. 1, який відрізняється тим, що заскладаються з нарізного кільця значені сторони (4, 5), які мають проріз, більші (26), прикріпленого до відповідної сторони (4, 5), інших сторін, які не мають прорізу. яка має проріз. 10. Спосіб за п. 1, який відрізняється тим, що 15. Робочий елемент за п. 13, який відрізняється забезпечують засоби (25) кріплення на кожному тим, що засоби (25) кріплення на кожному боковобоковому крізному прорізі (12) після зварювання му крізному прорізі (12) мають круговий оголовок зазначеного краю (9) вздовж виступу (17). (27), оточуючий боковий крізний проріз (12), витяг11. Спосіб за п. 10, який відрізняється тим, що нутий у зовнішньому напрямку, щоб сформувати засоби (25) кріплення на кожному боковому крізвиступаючий назовні край (31). 16. Робочий елемент за п. 15, який відрізняється ному прорізі (12) забезпечують шляхом зварювання нарізного кільця (26) навколо бокового крізного тим, що нарізне кільце (36) розташоване всередині прорізу (12). гнізда, що визначається зазначеним виступаючим 12. Спосіб за п. 10, який відрізняється тим, що назовні краєм (31). 17. Робочий елемент за п. 13, який відрізняється зазначені сторони (4, 5), які мають проріз, більші інших сторін, які не мають прорізу. тим, що вирізи (16), які розташовані через інтервал 13. Робочий елемент для нагрівників, виконаний у і які оточуються формованими виступами (17), суцільному порожнистому корпусі (8), визначеному виконані на кожній з зазначених протилежних стоосновною стінкою (3), сторонами (4, 5, 14, 15), рін (4, 5), які мають проріз, вздовж зазначеного з'єднаними з основною стінкою (3) та оточуючими краю (9), щоб обмежувати три отвори (13). 18. Робочий елемент за п. 13, який відрізняється її щонайменше двома отворами (13), поверненими всередину зазначеного порожнистого корпусу (8); тим, що зазначені сторони (4, 5), які мають проріз, при цьому щонайменше один боковий крізний більші інших сторін, які не мають прорізу. проріз (12), виконаний на двох протилежних сто Даний винахід відноситься до виготовлення нагрівників. Зокрема, даний винахід відноситься до виготовлення робочих елементів, які використовуються для кріплення та з'єднання трубчастих нагрівальних елементів, які утворюють нагрівник. Згідно з відомими способами, нагрівники, наприклад, нагрівники побутового та промислового призначення виготовляються шляхом з'єднання трубчастих елементів за допомогою робочих елементів, які кріплять і з'єднують трубчасті елементи один з одним. Групи, які складаються з одного або більшої кількості трубчастих елементів, з'єднаних один з одним робочими елементами, з'єднують один з одним непроникним для рідини з'єднанням, що виконується між кожною парою робочих елементів, тим самим формуючи нагрівник. Існують різні способи виготовлення робочих елементів. Патентна публікація FR 1201614 описує виготовлення робочого елемента методом сплавлення та подальшої обробки заготовки, яка одержується таким чином. Головний елемент, що одержується, складається з порожнистого корпусу з чотирма паралельними отворами, які розташовані на вузькій та довгій стороні корпусу і які сполучені з внутрішнім простором, і з двох протилежних прорізів, виконаних на більш широких поверхнях корпусу. Чотири паралельних отвори за допомогою механічної обробки виконують всередині і при цьому протилежні прорізи забезпечують внутрішньою різзю. Потім два робочих елементи встановлюють на протилежних кінцях чотирьох трубчастих елементів шляхом введення та прикріплення зварюванням кінців трубчастих елементів в чотири парале 5 76159 6 льні отвори. крізну прорізь, на двох протилежних сторонах, Нарізні з'єднання вставляють у протилежні наобмежених двома сторонами прорізі з одержанням різні отвори робочих елементів для з'єднання одна зазначеного корпусу з однієї частини листа металу з одною одержаної таким чином групи. шляхом глибокої витяжки. Згідно з патентною заявкою FR 1425677, трубЗадача даного винаходу полягає у забезпечасті елементи з'єднують з робочими елементами ченні способу виготовлення робочого елемента, клеєм. який складається з суцільного корпусу, за допомоНедоліки робочих елементів, які виготовлягою більшої кількості операцій пресування без неються таким чином, полягають у важкості виготовдоліків методики плавлення та без необхідності лення сплавленням робочого елемента, який є зварювання інших замикаючих елементів робочого порожнистим і який має отвори невеликого діамеелемента. тра, що виходять у порожнину. Ще одна задача даного винаходу полягає у Ця конструкційна особливість зумовлює необзабезпеченні способу, який забезпечує можливість хідність використання осердь, які треба подрібнюскорочення часу і витрат виготовлення робочого вати для їх видалення з одержаної плавленням елемента. деталі, внаслідок чого збільшується число робочих Ще одна задача даного винаходу полягає у операцій, і зростають виробничі витрати. забезпеченні способу, який забезпечує можливість Крім цього, є трудність забезпечення потрібної застосування чорного металу, який є дешевим і текучості плавленого матеріалу в штампах для який легко обробляється. виключення значних втрат. Ще одна задача даного винаходу полягає у Ця трудність зумовлює необхідність підбирати забезпеченні робочого елемента, який одержуєтьматеріали з хорошою текучістю при плавленні зася зазначеним способом, виготовлення якого кошмість інших матеріалів, які були б дешевшими, але тує недорого і не вимагає тривалого часу; і який які важко обробляти плавленням. має потрібну форму, щоб максимально можливо Публікація ЕР-А-0854347 описує спосіб одерскоротити інші обробні операції. жання робочих елементів, які мають прорізи на Зокрема, робочий елемент, що пропонується, своїй вузькій стороні, протилежній стороні з отвовиготовляється таким чином, що для цього не потрами для з'єднання з трубчастими елементами. рібне шліфування значних поверхонь, зварених у Це рішення дозволить вставити відповідної критичних точках. форми осердя в штамп під час сплавлення, зручЗазначені задачі досягаються за рахунок заним чином встановити осердя і видалити його без безпечення способу виготовлення робочих елеменеобхідності подальших операцій очищення та нтів для нагрівників, який відрізняється тим, що обробки внутрішньої порожнини. згідно з ним: Але при цьому необхідно закрити отвір до забезпечують заготовку з листового металу; складання трубчастих елементів. зазначену заготовку листового металу піддаЗгідно з ще одним відомим способом, робочі ють глибокій витяжці з одержанням порожнистої елементи одержують пресуванням двох напівобоформованої заготовки, яка визначається основною лонок, наприклад, з листового металу і зварюванстінкою, сторонами, з'єднаними з основною стінням двох напівоболонок по їх контуру. кою та оточуючими її, і утворюючими відкриту стоТаким чином робочий елемент виготовляють з рону; дешевого матеріалу, наприклад, із заліза не дуже розрізають сторони вздовж відкритої сторони, складним способом, таким як сплавлення. щоб визначити порожнистий корпус з краєм, що є Проте, зварювання двох напівоболонок дуже однаковим і що проходить навколо зазначеної важке внаслідок довжини зварювання і критичного відкритої сторони; положення, оскільки воно проходить по лінії збігу здійснюють боковий крізний проріз на двох двох криволінійних поверхонь і повинна пройти і протилежних сторонах для одержання протилежпо криволінійних перерізах. них сторін, які мають проріз; Оскільки робочий елемент повинен бути незабезпечують з'єднувальний засіб навколо копроникним для рідини, тому зварювання повинно жного бокового крізного прорізу; здійснюватися безпомилково, внаслідок чого дана здійснюють, щонайменше, один виріз на прооперація ускладнюється, і зростають її витрати. тилежних сторонах, які мають проріз, вздовж заКрім цього, після завершення зварювання незначеного краю; обхідно всю ділянку зварювання піддати чистовій вводять, щонайменше, два осердя у зазначені обробці для надання потрібної форми. ділянки, що відповідають краю, без зазначеного, Ця операція також збільшує час виробництва щонайменше, одного вирізу; та витрати. штампують виступ, який проходить навколо Найближчим аналогом винаходу, що заявлякожного зазначеного, щонайменше, одного вирізу і ється, є спосіб виготовлення робочого елемента з розташовується між зазначеними осердями, щоб заготовки листового металу шляхом глибокої визамкнути листовий метал навколо зазначених тяжки (СН-4-372448А, 30.11.1963), що містить роосердь і в ділянці зазначеного краю, тим самим бочий елемент для нагрівника, виконаний з одного розширюючи зазначені вирізи, порожнистого корпусу, обмеженого основною стінвидаляють зазначені осердя з порожнистого кою, сторонами, з'єднаними з основною стінкою і корпусу; оточуючими її, а також щонайменше два отвори зварюють зазначений край вздовж зазначеноспрямовані всередину зазначеного порожнистого го виступу зазначеного розширеного, щонайменкорпусу, що виконують щонайменше одну бокову ше, одного вирізу для одержання декількох відді 7 76159 8 лених один від одного отворів. Фіг.4 - вигляд у перспективі корпусу, зображеЗгідно з ще одним варіантом здійснення споного на Фіг.1; собу виготовлення робочих елементів, після одеФіг.5 - вигляд зображеного на Фіг.1 корпусу на ржання порожнистого корпусу здійснюють наступні подальшому етапі виготовлення; операції: Фіг.6 - переріз корпусу по лінії VI-VI, яка вказавиконують боковий крізний проріз на кожній з на на Фіг.5; двох протилежних сторін, щоб одержати дві проФіг.7 - вигляд зображеного на Фіг.5 корпусу на тилежні сторони, які мають проріз; ще одному етапі виготовлення згідно з даним сповиконують, щонайменше, один виріз на кожній собом; з зазначених протилежних сторін, які мають проФіг.8 - корпус, зображений на Фіг.7, по лінії різ, вздовж зазначеного краю; VIII-VIII; вводять, щонайменше, два осердя у зазначеФіг.9 - переріз закінченого робочого елемента; ний край в ділянках без зазначеного, щонайменФіг.10 - варіант конструкції корпусу, що форше, одного вирізу; мує робочий елемент; пресують виступ, що проходить навколо заФіг.11-13 показують три робочих етапи, необзначених вирізів і розташований між зазначеними хідних для завершення робочого елемента згідно з осердями, щоб замкнути листовий метал навколо конструкційним варіантом, що викладається вище; зазначених осердь і в ділянці зазначеного краю, Фіг.14 - вигляд закінченого робочого елемента тим самим розширюючи зазначені вирізи; згідно з варіантом конструкції, що згадується вивидаляють зазначені осердя з порожнистого ще; корпусу; Фіг.15 - вигляд двох закінчених робочих елезварюють зазначений край вздовж зазначеноментів згідно з варіантом конструкції, що згадуєтьго виступу зазначеного розширеного, щонайменся вище, з'єднаних одинз одним. ше, одного вирізу для одержання відділених один Згідно з даним способом, з посиланням на від одного отворів; Фіг.1-4 робочі елементи для нагрівників виготовзабезпечують засоби кріплення на кожному ляють, починаючи з заготовки з листового мебоковому крізному прорізі на кожній з зазначених талу 1. протилежних сторін, які мають проріз. Спочатку заготовку з листового металу 1 підЗа допомогою цього способу одержують рободають глибокій витяжці, щоб одержати порожнисту чий елемент для нагрівників, виконаний з суцільформовану заготовку 2, визначену основною стінного порожнистого корпусу, обмеженого основною кою 3, двома протилежними більш великими стостінкою, сторонами, з'єднаними з основною стінронами 4, 5, з'єднаними з основною стінкою 3, кою та оточуючими її; щонайменше, двома отводвома більш вузькими сторонами 14, 15, які з'єдрами, поверненими всередину зазначеного поронані з основною стінкою 3 і які складають одне жнистого корпусу, щонайменше, з одним боковим ціле з двома протилежними великими сторонами крізним прорізом, виконаним на двох протилежних 4, 5, і відкритою стороною 6, протилежною основсторонах, які обмежують дві сторони, які мають ній стінці 2. проріз, який відрізняється тим, що Передбачається, що завжди буде дві більш зазначений корпус одержаний з суцільної часвеликі сторони та дві більш вузькі сторони, причотини підданої глибокій витяжці металевого листа; му це є звичайною практикою виготовлення цих зазначені отвори обмежені формованим превиробів. Очевидно, що цей спосіб рівною мірою суванням краєм відкритої сторони, протилежної може бути застосованим до робочого елемента, зазначеній основній стінці зазначеного порожнисщо має рівні сторони, і ця ознака також є частиною того корпусу; з вирізами, виконаними на зазначевинаходу, що заявляється. ному краї і розширеними пресуванням, щоб визнаГлибоку витяжку листового металу 1 для одечати пресовані виступи, які оточують вирізи і ржання порожнистої формованої заготовки 2 викоприварені один до одного для відділення один від нують згідно з декількома послідовними операціяодного зазначених отворів; і ми, наприклад, в три операції. засоби кріплення забезпечені на кожному боПроміжні форми, які приймає порожниста фоковому крізному прорізі. рмована заготовка 2 під час операції витяжки, позЗгідно з винаходом робочі елементи та спосіб начені точковою лінією та пунктирним колом на їх виготовлення визначені відповідно до відмітних Фіг.1. ознак, зазначених у незалежних пунктах формули Відповідно до визначених матеріалів і габарищодо виробу та способу, відповідно, і в інших петів робочого елемента, який формується, можливо реважних відмітних ознаках, зазначених у залежодержати порожнисту формовану деталь тільки них пунктах формули. Далі винахід описується однією операцією витяжки в рамках обсягу даного більш детально з посиланням на визначені, але не винаходу. єдині здійснення і з посиланням на прикладені Етап глибокої витяжки можна виконати мехакреслення, на яких: нічним пресом або пристроєм гідравлічного пресуФіг.1 - боковий переріз корпусу робочого елевання (гідроформування) або будь-яким іншим мента під час його формування пресуванням згідвідповідним пристроєм. но з даним способом; Основна стінка 3 і вузькі сторони 14, 15 моФіг.2 - вигляд зверху корпусу, зображеного на жуть бути криволінійними, як показано на Фіг.2 та Фіг.1; 3, або вони можуть мати більш або менш округлені Фіг.3 - бокова проекція корпусу, зображеного кути і краї, і тому робочий елемент може мати квана Фіг.1; дратну форму. 9 76159 10 Протилежні великі сторони 4, 5 і вузькі сторони з'єднати зварними точками 37 кругових оголовків, 14, 15 потім розрізають поблизу відкритої сторони які стикаються один з одним, згідно з Фіг.15, за 6 по пунктирній лінії Τ на Фіг.3, щоб визначити подопомогою розташованих послідовно прорізів 12 рожнистий корпус 8 (Фіг.4) з однаковим і довгастим для введення в цю ділянку. краєм 9, що проходить навколо відкритої стороНезалежно від здійснення засобів 25 кріпленни 6. ня, що використовується, виконують два віддалеБоковий крізний проріз 12, наприклад, круглий, них один від одного на відповідній відстані вирізи виконаний на кожній з протилежних великих сторін 16 на кожній зазначеній протилежній великій сто4, 5 (Фіг.5). роні 4, 5 по зазначеному краю 9, щоб залишити Проріз 12 можна виконати пробиттям або светри ділянки 19 краю 9 без змін і без вирізів. рдлуванням, і при цьому вибір методу залежить Глибина вирізів повинна визначатися габаривід матеріалів, що застосовуються, і товщини, що тами робочих елементів та отворів, які одержузабезпечується. ються, і які виконуються для з'єднання з трубчасЗгідно з Фіг.9 засоби 25 кріплення виконані на тими елементами 23. кожному боковому крізному прорізі 12 кожної з У тому випадку, що наводиться як приклад, протилежних великих сторін 4, 5 для забезпечення для трубчастих елементів є три отвори. можливості взаємного кріплення прилеглих пороАле даний спосіб можна переважним чином жнистих корпусів з метою виконання складання здійснити також з меншою кількістю отворів, нагруп, сформованих робочими елементами і трубприклад, з двома отворами або з великою їх кільчастими елементами, тим самим конструюючи кістю, наприклад, з чотирма отворами. нагрівник. Кількість вирізів 16, що виконуються на кожній Згідно з першим варіантом здійснення винахопротилежній поверхні 4, 5, по суті залежить від ду, показаним на Фіг.9, засоби 25 кріплення на кількості отворів, і вона менше їх на одиницю. кожному боковому крізному прорізі 12 одержані Тому, якщо треба одержати два отвори, необзварюванням нарізного кільця 26 навколо бокового хідно зробити тільки один виріз 16 на кожній повекрізного прорізу 12. рхні, якщо треба одержати три отвори, то на кожНарізне з'єднання (не показано) потім угвинній поверхні треба зробити два вирізи 16. чують у внутрішню різь 36 кільця 26 під час склаЦиліндричні осердя 18 вводить в край 9 в дідання нагрівника. лянки 19, які не зазнавали обробки (Фіг.7). Згідно з ще одним варіантом здійснення винаКількість циліндричних осердь 18 відповідає ходу засобів 25 кріплення, показаним на Фіг.11-15, кількості отворів, що виконуються 13. круговий оголовок 27, який проходить навколо У прикладі, що ілюструється, вводять три цикожного бокового крізного прорізу 12, одержаний ліндричних осердя 18. шляхом прикладення тиску, спрямованого у зовніГлибина введення циліндричних осердь 18 у шньому напрямку, з виникаючою при цьому пласпорожнистий корпус 8 залежить по суті від глибини тичною деформацією порожнистого корпусу 8 і з вирізів і, щонайменше, однакова з нею. формуванням виступаючого у зовнішньому напряВиступ 17, що проходить навколо кожного вимку краю 31. різу 16 і розташований між двома циліндричними Виступаючий назовні край 31 одержаний за осердями 18, притискують до листового металу рахунок введення плоского осердя 28 у порожниснавколо осердь в ділянці краю 9 і в той самий час тий корпус 8 через відкриту сторону 6 перед виковирізи 16 розширюють. нанням отворів 13 (Фіг.11). Тому листовий метал в ділянці вирізів заштовПлоске осердя 28 має плаваючий елемент 29, хується впритул до осердь 18 і пластично дефорякий знаходиться в положенні, яке відповідає кожмується, при цьому приймаючи криволінійну форному боковому крізному прорізу 12, і виштовхуєтьму осердя, згідно з Фіг.8. ся у зовнішньому напрямку навперемінно у протиПотім осердя 18 видаляють і край 9 зварюють лежних напрямках, тим самим формуючи по виступу 17 розширених вирізів 16, тим самим виступаючий назовні край 31 на круговому оголоводержуючи три отвори 21, відділених один від одку 27. ного. Штамп 30 знаходиться на зовнішній частині Можливі обробні операції, які хоча і не є необпорожнистого корпусу під час пресування круговохідними, виконують тільки на виступах 17, які не го оголовка 27, щоб діяти як стопор для порожниснабагато виступають назовні за рахунок матеріалу того корпусу 8 і формувати виступаючий назовні зварювання. край 31 із зовнішньої сторони (Фіг.12 та 13). У цей момент можна відкласти встановлення Виступаючий назовні край можна одержати за засобів 25 кріплення на поверхнях 3, 4 порожнисдопомогою механічного преса або пристрою гідратого корпусу 8, тільки якщо засоби кріплення сфовлічного пресування (гідроформування). рмовані зовнішнім нарізним кільцем 26, і після цьоНа цьому етапі можна виконати обробку отвого є можливість обробити деталь, яка легше і є рів 12, наприклад, розточенням або іншим відповіконструкційно менш жорсткою. дним відомим способом. Отвори 13 з'єднані з трубчастими елементами Нарізне кільце 38 можна вставити в гніздо, ви23 невеликим циліндром 24, який введений в кожзначене виступаючим назовні краєм 31. ний отвір 13 і який має паз по своєму колу, в який Кільце 38 виконує ту саму функцію, що і кільце вставляють кільце 34 плавкого матеріалу. 26, яке кріпиться ззовні у здійсненні, що описуєтьПотім робочий елемент кожного трубчастого ся вище, згідно з Фіг.14. елемента 23, що з'єднується, встановлюють на ту Або примикаючі оголовкові елементи можна частину невеликого циліндра 24, яка виступає з 11 76159 12 відповідного отвору 13. ду, засоби 25 кріплення мають нарізне кільце, приДілянку з'єднання між трубчастими елементакріплене до відповідної поверхні 4, 5. ми 23 та робочим елементом у відповідних отвоЗгідно з другим варіантом здійснення, засоби рах 13 і кільці 34 плавкого матеріалу нагрівають 25 кріплення на кожному боковому крізному прорізі полум'ям, яке перемішується обертально навколо 12 одержані за рахунок кругового оголовка 27, ділянки з'єднання. який оточує боковий крізний проріз 12, який пласТепло сплавляє кільце 34, тим самим приватично деформований пресуванням у зовнішньому рюючи робочий елемент до трубчастих елементів напрямку, щоб сформувати виступаючий назовні 23 паянням. край 31. Спосіб, що описується вище, дозволяє виготоНарізний отвір 38 вводять в гніздо, що визнавити робочий елемент для нагрівників, які містять чається виступаючим назовні краєм 31, і фіксують тільки один порожнистий корпус 8, що складається його у ньому або зварювальною точкою, або нез основної стінки 3, двох протилежних великих значними деформаціями, виконаними в матеріалі сторін 4, 5, з'єднаних з основною стінкою 3, двох робочого елемента. Для фіксування нарізного ківузьких сторін 14, 15, які з'єднані з основною стінльця і виключення його обертання можна викорискою 3 і які є одним цілим з двома протилежними тати будь-який інший засіб. великими сторонами 4, 5, і з отворів 11, наприАбо круговий оголовок 27 залишають вільним клад, трьох отворів, повернених всередину порождля прикріплення до прилеглих робочих елементів нистого корпусу 8. за допомогою зварювання. Боковий крізний проріз 12, який має засоби Таким чином, перераховані в передмові задачі кріплення 25, виконаний на кожній з протилежних вирішені способом виготовлення робочих елеменвеликих сторін 4, 5. тів і за рахунок забезпечення зазначеного робочоПорожнистий корпус 8 одержують з однієї заго елемента. готовки листового металу глибокою витяжкою. Робочий елемент виготовлений в суцільному Отвори 13 обмежені краєм 9, який сформовакорпусі за допомогою більшої кількості операцій ний холодним штампуванням та який визначає пресування без недоліків процедури сплавлення і відкриту сторону 6, що протилежна основній стінці без необхідності зварювати дві напівоболонки од3 порожнистого корпусу 8 з вирізами 16, виконана з одною або інші елементи значних габаритів, ними на краї 9 і розширеними холодним штампущоб замкнути робочий елемент. ванням для визначення пресованих виступів 17, Ця особливість дозволяє скоротити час вигоякі оточують вирізи 16 і приварені один до одного товлення і одержати якісну продукцію з викорисдля відділення один від одного отворів 13. танням чорного металу, який є дешевим і який У прикладі, що ілюструється, є три отвори 13, легко обробляється. для кожного з яких потрібно два вирізи 16. Робочий елемент, що одержується зазначеЗасоби 25 кріплення на кожному боковому кріним вище способом, має поліпшений зовнішній зному прорізі 12 можна виконати відповідно до вигляд, і ця обставина дозволяє максимально модвох варіантів здійснення винаходу. жливо скоротити інші обробні операції. Згідно з першим варіантом здійснення винахо 13 76159 14 15 Комп’ютерна верстка О. Гапоненко 76159 Підписне 16 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod to make working element for heaters
Назва патенту російськоюСпособ изготовления рабочего элемента для нагревателей
Автори російськоюLolli Valter
МПК / Мітки
МПК: F28D 1/04, F28F 21/00
Мітки: елемента, робочого, нагрівників, спосіб, виготовлення
Код посилання
<a href="https://ua.patents.su/8-76159-sposib-vigotovlennya-robochogo-elementa-dlya-nagrivnikiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення робочого елемента для нагрівників</a>
Спосіб виготовлення внутрішніх та зовнішніх смуг решіткового елемента, спосіб виготовлення решіткового елемента та решітковий елемент
Номер патенту: 37183
Опубліковано: 15.05.2001
Автори: Лаусон Чарльз Норман, Демаріо Едмунд Еморі
МПК: G21C 3/34, B21D 21/00, B21D 47/00
Мітки: елемент, елемента, решітковий, спосіб, смуг, виготовлення, зовнішніх, внутрішніх, решіткового
Формула / Реферат:
1. Способ изготовления внутренних и наружных полос решеточного элемента, включающий получение в них множества отклоняющих лопаток и множества пружинных элементов, отличающийся тем, что в соответствии с технологической последовательностью перемещают управляемые конвейерные средства для транспортировки множества внутренних и множества наружных полос на рабочие позиции, в каждой полосе осуществляют на пробивном штампе пробивку отверстий для...
Склад і спосіб виготовлення електронагрівального елемента
Номер патенту: 32069
Опубліковано: 15.12.2000
Автори: Аврамов Валентин Васильович, Агулов Вячеслав Тихонович
МПК: H05B 3/14
Мітки: електронагрівального, спосіб, елемента, склад, виготовлення
Текст:
...як вони використов уються тільки для пакув альни х плів кови х матеріалів через обмеженн я температурн ого інтервалу. Ви користання орган осиліка тни х матеріалів обмежує можлив ість використання ін ши х струмонепров ідни х і стр умоп ров ідн и х мат ер іа л ів. Че ре з об ме жен н я р о зчи н н о ст і орган оси ліка тни х матеріалів в рідинни х середови щах, ви готовленн я н агрів альн и х елем ен тів п от реб ує в осн ов н ом у п ресув ан н...
Спосіб виготовлення модульного теплоізоляційного елемента
Номер патенту: 55415
Опубліковано: 15.04.2003
Автори: Націєвський Сергій Юрійович, Націєвський Юрій Данилович
Мітки: елемента, виготовлення, модульного, теплоізоляційного, спосіб
Формула / Реферат:
1. Спосіб виготовлення модульного теплоізоляційного елемента, що включає утворення зовнішньої газонепроникної оболонки, формування сердечника із сипкого теплоізоляційного матеріалу та вакуумування, який відрізняється тим, що ділянки зовнішньої газонепроникної оболонки, відповідні сторонам теплоізоляційного елемента, розташованим при його експлуатації перпендикулярно тепловому потоку, утворюють ламінованою фольгою, відповідно ділянки,...
Спосіб виготовлення фільтрувального елемента
Номер патенту: 40476
Опубліковано: 16.07.2001
Автори: Салюк Василь Петрович, Козак Олег Омелянович
МПК: B01D 39/02
Мітки: фільтрувального, виготовлення, спосіб, елемента
Формула / Реферат:
Спосіб виготовлення фільтрувального елемента, що включає осадження на порожнистому формуючому елементі заготовки волокнистого фільтрувального елемента з суспензії і закріплення фільтрувального елемента сполучною речовиною, сушіння, додаткове просякнення його сполучною сумішшю і отвердження сполучної суміші, який відрізняється тим, що під час осадження забезпечують в порожнині формуючого елемента імпульсне розрідження тиску від 350 мм.рт.ст....
Спосіб виготовлення армуючого елемента для дисперсного армування бетону
Номер патенту: 70690
Опубліковано: 15.10.2004
Автор: Прикмета Олександр Васильович
МПК: E04C 5/01
Мітки: елемента, виготовлення, спосіб, армуючого, дисперсного, армування, бетону
Формула / Реферат:
1. Спосіб виготовлення армуючого елемента для дисперсного армування бетону, що включає операцію деформування кінцевих ділянок відрізка дроту, який відрізняється тим, що деформування кінцевих ділянок відрізка дроту виконують в різних площинах відносно осі дроту.2. Спосіб виготовлення армуючого елемента для дисперсного армування бетону за п. 1, який відрізняється тим, що деформування виконують шляхом загинання кінцевих ділянок відрізка...
Попередній патент: Запобіжна вибухова речовина
Наступний патент: Однофазний двигун з котким ротором
Випадковий патент: Спосіб одержання лужногалоїдних кристалів