Пристрій для виготовлення ущільненого чавуну з подрібненого чавуну, отриманого прямим відновленням заліза, і пристрій для виготовлення чавунного розплаву з ущільненого чавуну
Номер патенту: 82789
Опубліковано: 12.05.2008
Автори: Чхо М'юн-Го, Парк Чун-Ле, Кім То-Син, Чхо Ір-Гюн, Схін М'юн-Чхан
Формула / Реферат
1. Пристрій для виготовлення ущільненого чавуну, який має:
- завантажувальний бункер для завантаження відновлених матеріалів, що містять дрібний відновлений чавун, і який має напрямні труби, спрямовані униз;
- пару рознесених один від одного роликів з проміжком між ними для ущільнення відновлених матеріалів, що містять дрібний відновлений чавун, вивантажених із завантажувального бункера, і придатних для виготовлення ущільненого чавуну; і
- пару бічних плат, які встановлені по боках пари роликів для відвертання витікання відновлених матеріалів, що містять дрібний відновлений чавун, які входять у проміжок і перекриваються з напрямними трубами у напрямку осей роликів.
2. Пристрій за п. 1, який відрізняється тим, що додатково має живильник для подачі відновлених матеріалів, що містять дрібний відновлений чавун, до пари роликів.
3. Пристрій за п. 2, який відрізняється тим, що на верхніх частинах бічних плат виконано канавки, які щільно прилягають до живильника.
4. Пристрій за п. З, який відрізняється тим, що бічні плати мають ущільнюючі елементи для затримання відновлених матеріалів, що містять дрібний відновлений чавун, причому ущільнюючі елементи встановлено у канавках з розташуванням уздовж цих канавок.
5. Пристрій за п. 4, який відрізняється тим, що ущільнюючі елементи боками з'єднані з канавками і мають нахил відносно цих канавок.
6. Пристрій за п. 5, який відрізняється тим, що нахилені поверхні ущільнюючих елементів спрямовані до зовнішніх боків проміжку.
7. Пристрій за п. 5, який відрізняється тим, що додатково має живильник для подачі відновлених матеріалів, що містять дрібний відновлений чавун, до пари роликів, причому ущільнюючі елементи підтримують цей живильник.
8. Пристрій за п. 5, який відрізняється тим, що ущільнюючі елементи виготовлено з термостійкої листової сталі.
9. Пристрій за п. 3, який відрізняється тим, що канавки включають першу канавку, прокладену у напрямку розташування пари роликів, і другі канавки, з'єднані з обома кінцями першої канавки і прокладені у напрямку уздовж осі пари роликів.
10. Пристрій за п. 1, який відрізняється тим, що довжина напрямних труб є більшою у труб, більш віддалених від центру проміжку.
11. Пристрій за п. 10, який відрізняється тим, що кінцева частина і зона навколо кінцевої частини напрямних труб найбільшої довжини перекриваються поверхнями бічних плат.
12. Пристрій за п. 10, який відрізняється тим, що на поверхнях бічних плат сформовано впалі частини, які спрямовані лицевою частиною до пари роликів і перекриваються напрямними трубами.
13. Пристрій за п. 12, який відрізняється тим, що у центрі впалих частин бічних плат сформовано ступінчасті частини уздовж напрямку розташування роликів.
14. Пристрій за п. 13, який відрізняється тим, що на напрямних трубах сформовано ступінчасті частини.
15. Пристрій за п. 14, який відрізняється тим, що ступінчасті частини бічних плат і ступінчасті частини напрямних труб лицевими частинами спрямовані одні до одних.
16. Пристрій за п. 1, який відрізняється тим, що додатково має підтримувач для підтримання бічних плат, приєднаний до бічних плат на протилежному боці проміжку таким чином, що бічні плати розташовуються між підтримувачем і проміжком, причому на поверхнях підтримувачів, суміжних з бічними платами, сформовано внутрішні порожнини.
17. Пристрій за п. 1, який відрізняється тим, що додатково має пристрій притискання бічних плат до проміжку, здатний до згинання.
18. Пристрій за п. 17, який відрізняється тим, що пристрій притискання бічних плат має:
- штангу, один кінець якої розташовано суміжно до бічних плат для притискання і підтримання бічних плат, а другий її кінець має впалу частину;
- натяжний шпиндель, з'єднаний із впалою частиною штанги, зовнішня поверхня якого має канавку у формі гвинтової різьби;
- підтримувач з отвором, через який проходить штанга;
- блок з отвором, в який угвинчується і з'єднується з цим отвором натяжний шпиндель;
- пружину, вставлену у натяжний шпиндель; і
- напрямний елемент, через який проходить натяжний шпиндель і який з'єднано з обома боками підтримувача.
19. Пристрій за п. 18, який відрізняється тим, що пристрій притискання бічних плат має форму штанги.
20. Пристрій за п. 18, який відрізняється тим, що у ньому встановлено щонайменше три пристрої притискання бічних плат.
21. Пристрій за п. 18, який відрізняється тим, що пристрій притискання бічних плат, крім того, має раму, встановлену на зовнішньому боці пари роликів, і, проходячи у цю раму, він здатен підтримувати бічні плати.
22. Пристрій за п. 18, який відрізняється тим, що підтримувач, блок, пружина і напрямний елемент з'єднані один з одним у порядку від штанги натяжного шпинделя.
23. Пристрій за п. 18, який відрізняється тим, що обидва кінці напрямного елемента зігнуті у напрямку притискання, а напрямний елемент з'єднано з обома боками підтримувача.
24. Пристрій за п. 18, який відрізняється тим, що на зовнішніх поверхнях обох зігнутих кінців напрямного елемента сформовано ступінчасті частини для обмеження рухів блока.
25. Пристрій за п. 18, який відрізняється тим, що центральна частина напрямного елемента, розташована між його зігнутими частинами, з'єднана з напрямним елементом шпильками.
26. Пристрій за п. 25, який відрізняється тим, що напрямний елемент можна повертати приблизно на 90° навколо шпильок як осі.
27. Пристрій за п. 18, який відрізняється тим, що напрямний елемент охоплює блок і боки пружини.
28. Пристрій за п. 27, який відрізняється тим, що блок має форму прямокутного паралелепіпеда і його обидва боки спрямовані до поверхні напрямного елемента.
29. Пристрій за п. 18, який відрізняється тим, що кінцева частина підтримувача виступає назовні з обох боків підтримувача і є суміжною з напрямним елементом.
30. Пристрій для виготовлення розплаву чавуну, який має:
- пристрій для виготовлення ущільненого чавуну за п. 1;
- подрібнювач для подрібнення ущільненого чавуну, вивантаженого з
цього пристрою для виготовлення ущільненого чавуну; і
- плавильний газогенератор для плавлення ущільненого чавуну, подрібненого подрібнювачем і завантаженого у плавильний газогенератор.
31. Пристрій за п. 30, який відрізняється тим, що плавильний газогенератор призначено для використання в ньому щонайменше одного виду вугілля,
вибраного з групи, що складається з грудкового вугілля та вугільних брикетів.
Текст
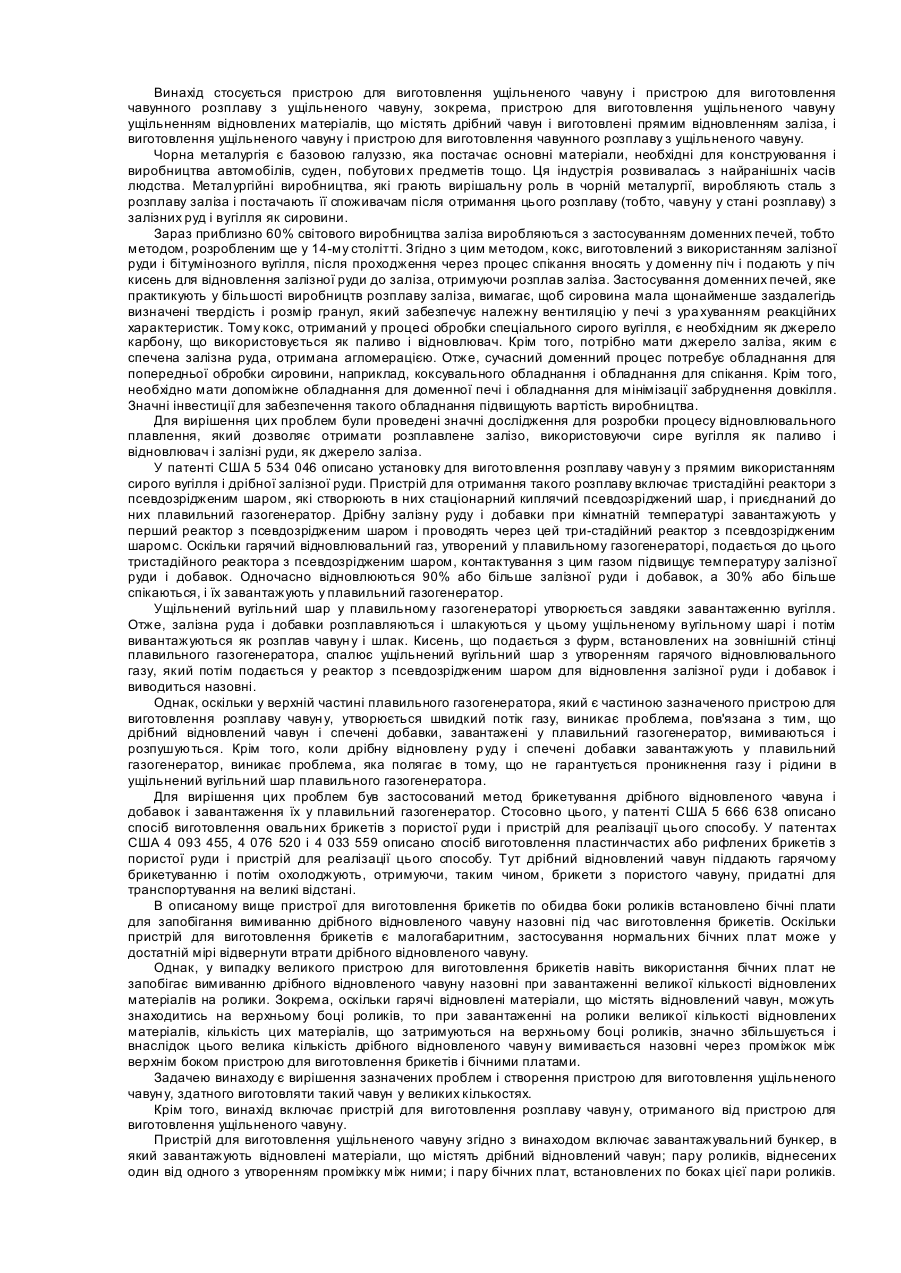
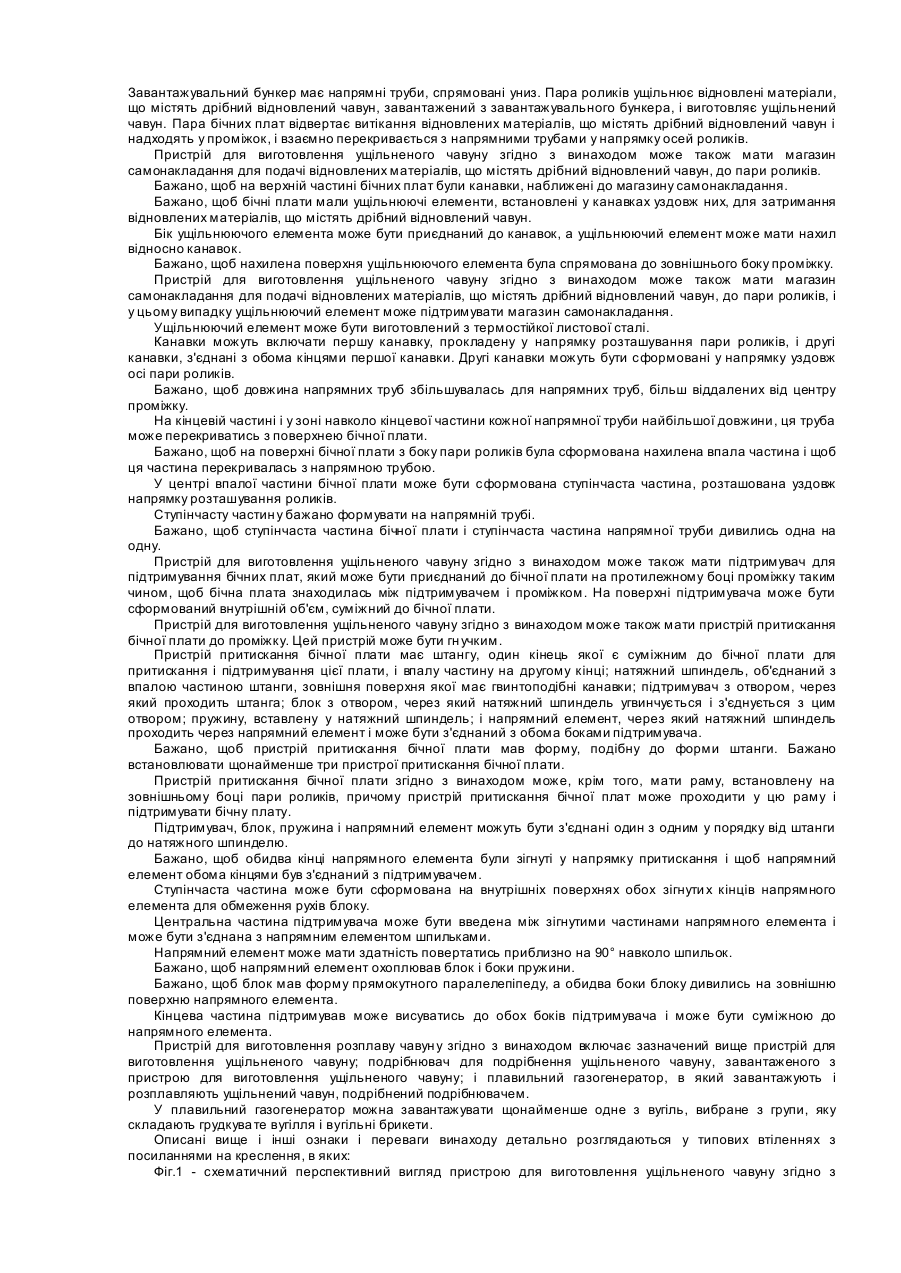
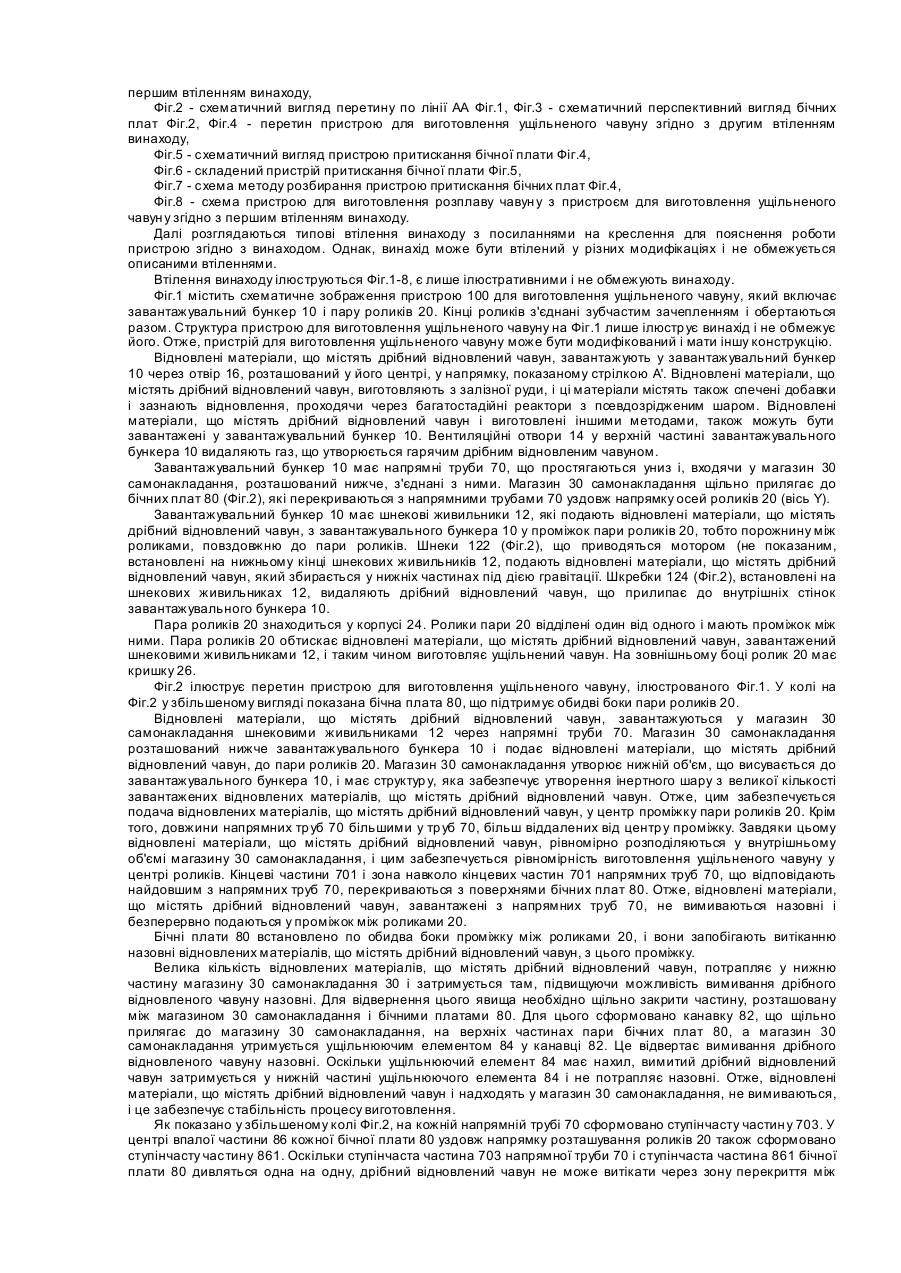
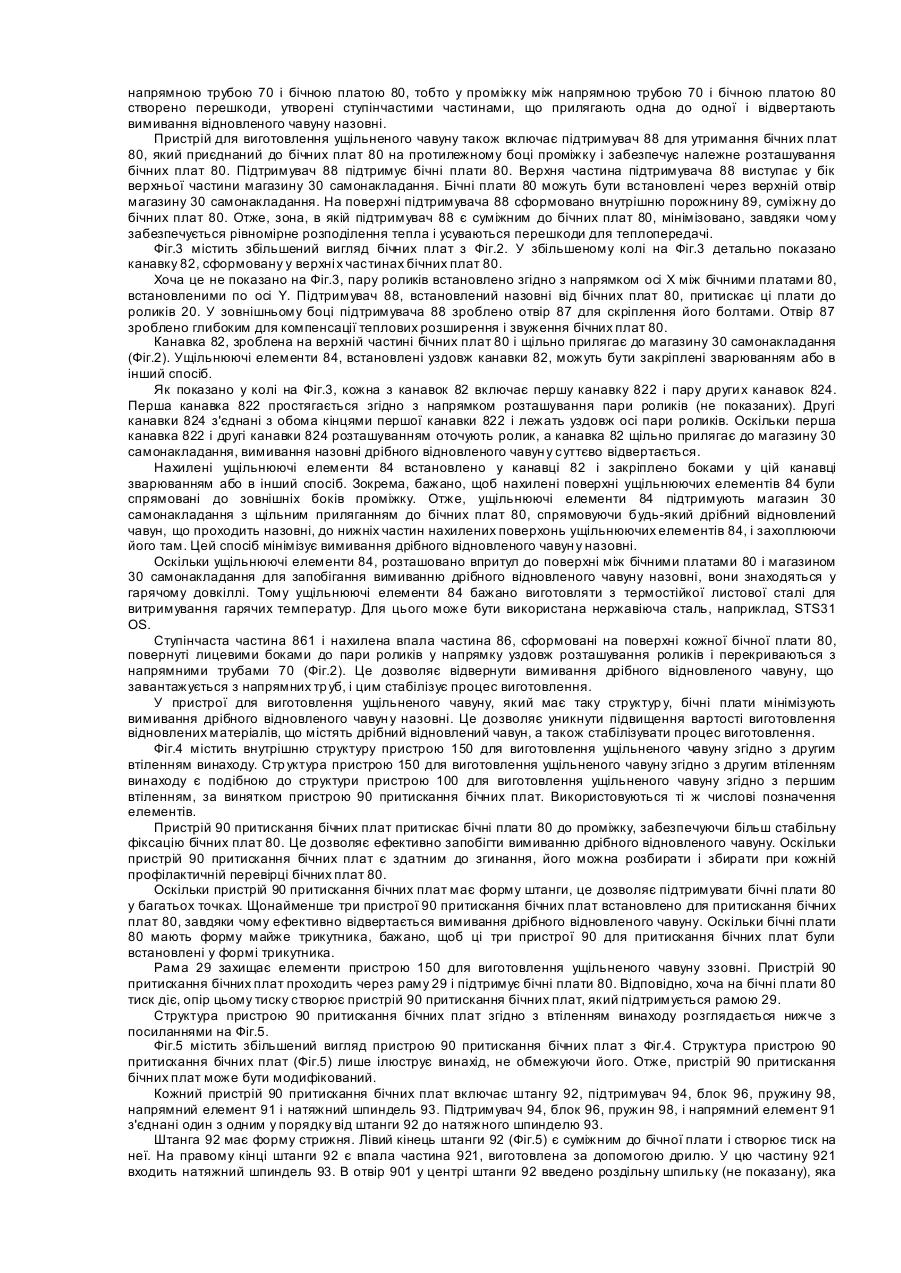
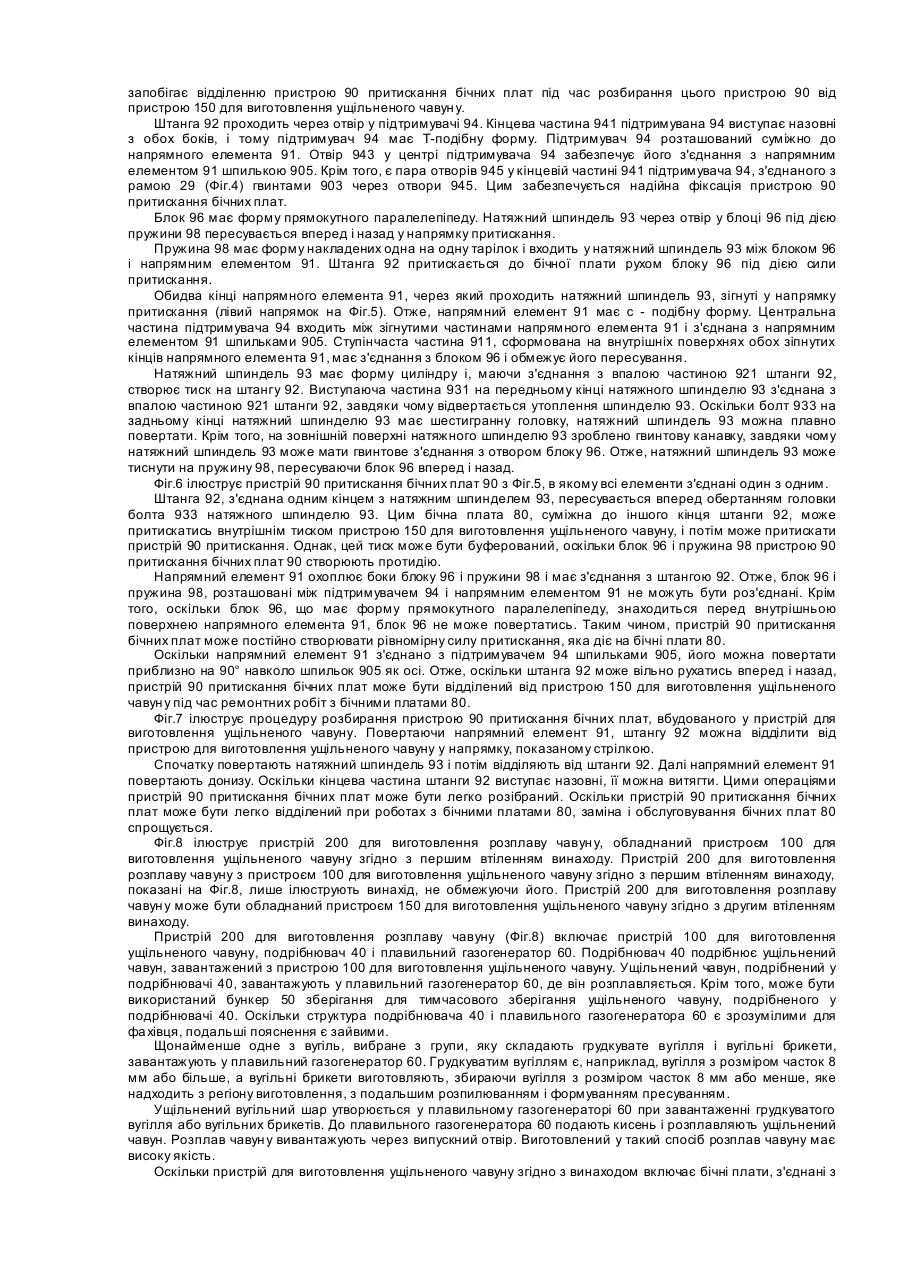
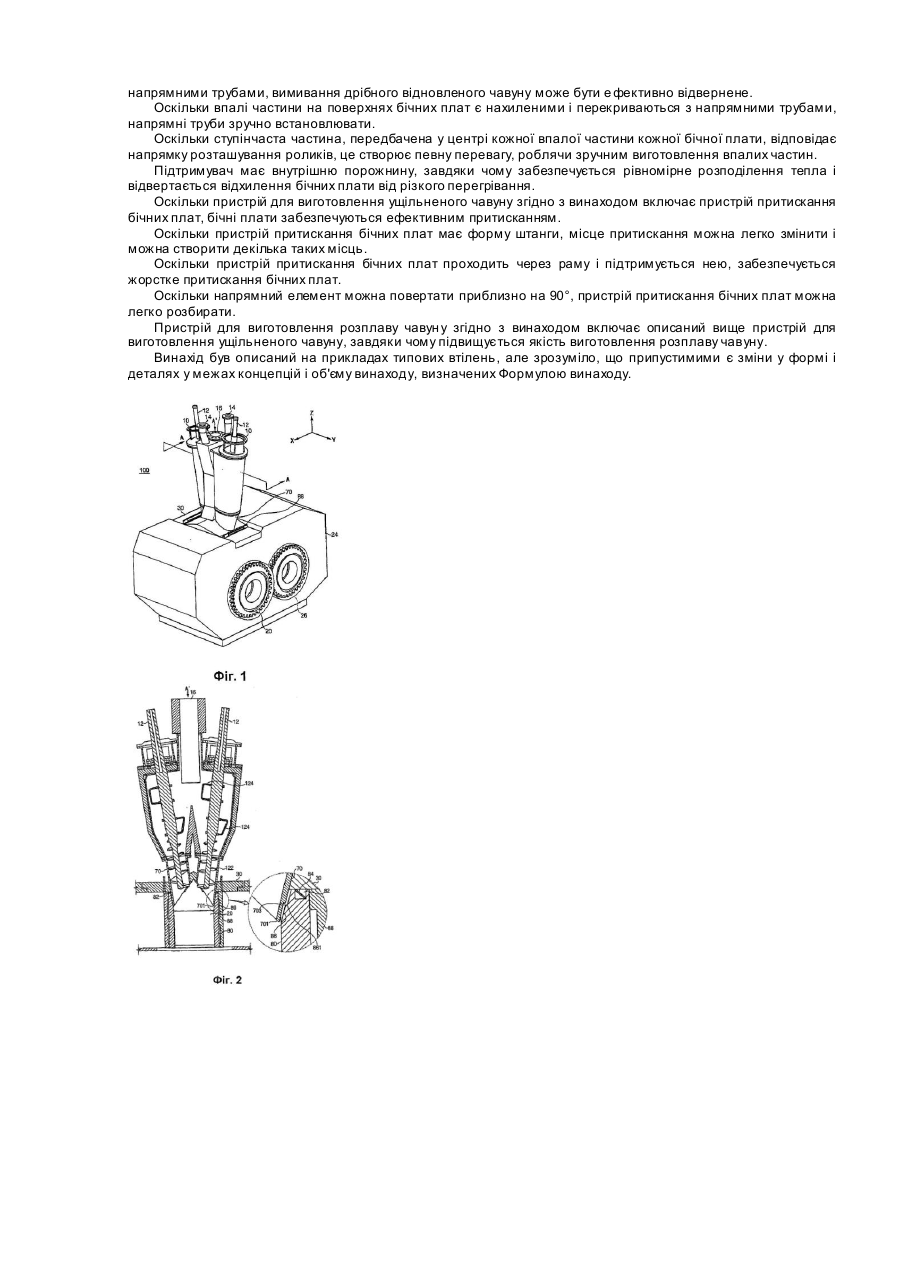
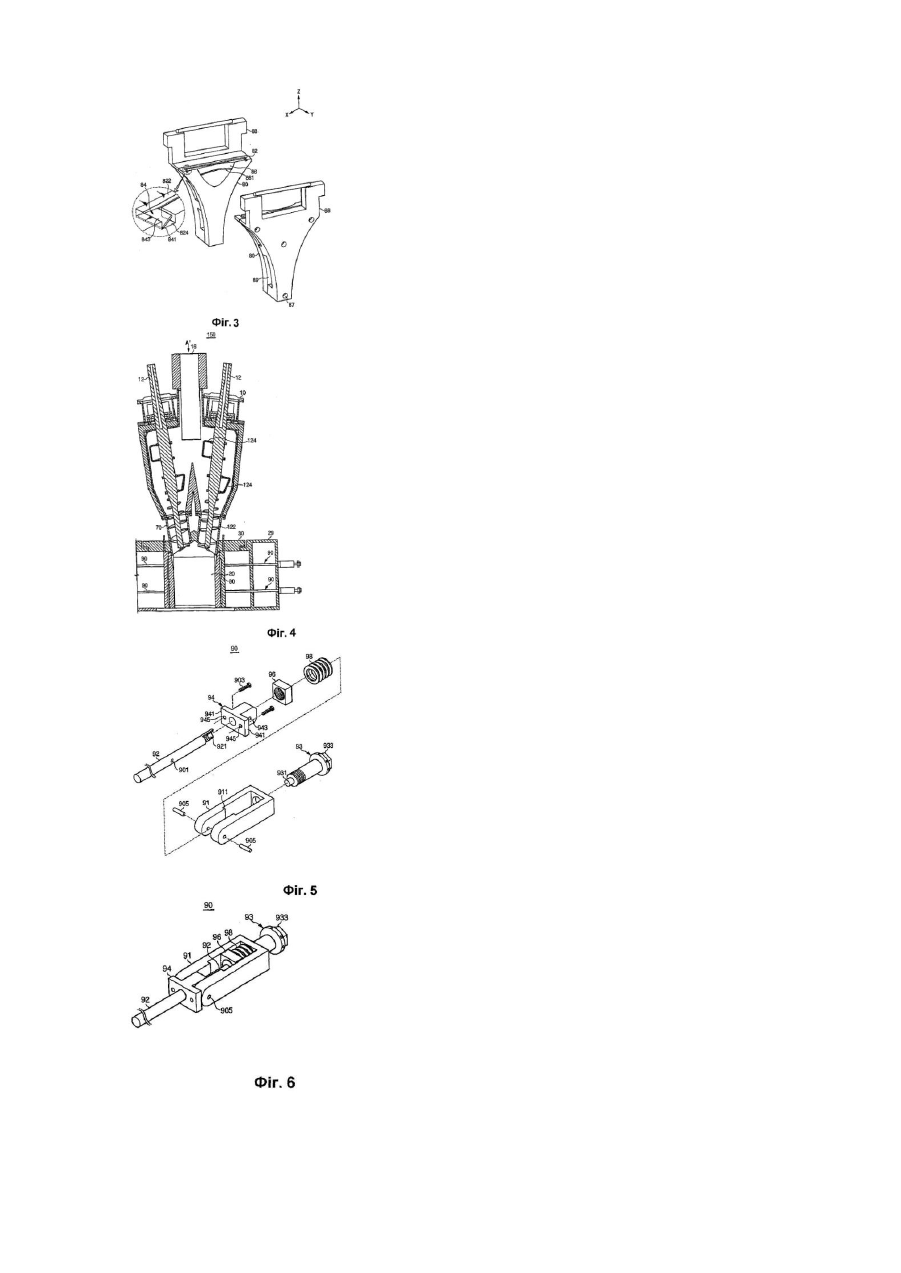
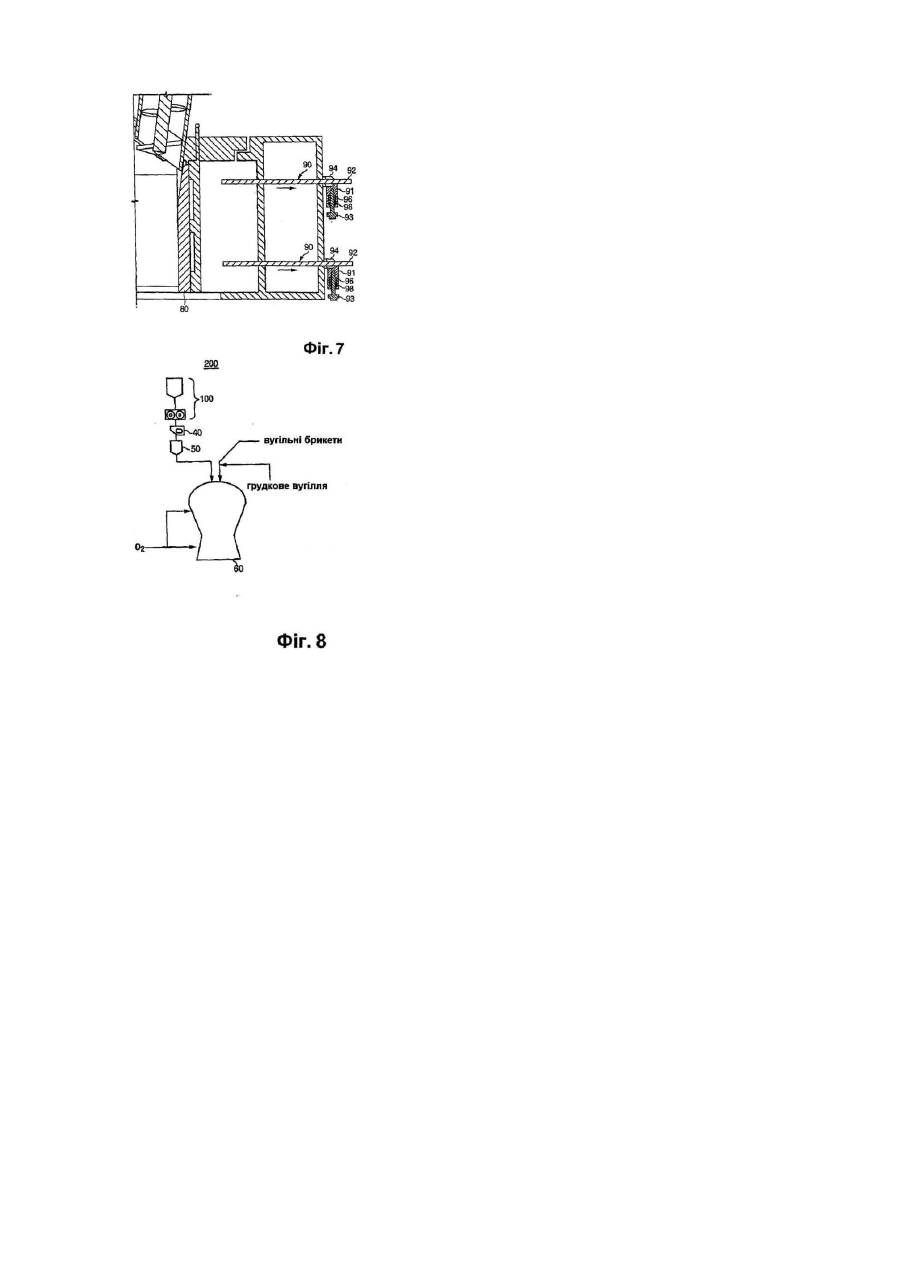
Винахід стосується пристрою для виготовлення ущільненого чавуну і пристрою для виготовлення чавунного розплаву з ущільненого чавуну, зокрема, пристрою для виготовлення ущільненого чавуну ущільненням відновлених матеріалів, що містять дрібний чавун і виготовлені прямим відновленням заліза, і виготовлення ущільненого чавуну і пристрою для виготовлення чавунного розплаву з ущільненого чавуну. Чорна металургія є базовою галуззю, яка постачає основні матеріали, необхідні для конструювання і виробництва автомобілів, суден, побутови х предметів тощо. Ця індустрія розвивалась з найранішніх часів людства. Металургійні виробництва, які грають вирішальну роль в чорній металургії, виробляють сталь з розплаву заліза і постачають її споживачам після отримання цього розплаву (тобто, чавуну у стані розплаву) з залізних руд і вугілля як сировини. Зараз приблизно 60% світового виробництва заліза виробляються з застосуванням доменних печей, тобто методом, розробленим ще у 14-му столітті. Згідно з цим методом, кокс, виготовлений з використанням залізної руди і бітумінозного вугілля, після проходження через процес спікання вносять у доменну піч і подають у піч кисень для відновлення залізної руди до заліза, отримуючи розплав заліза. Застосування доменних печей, яке практикують у більшості виробництв розплаву заліза, вимагає, щоб сировина мала щонайменше заздалегідь визначені твердість і розмір гранул, який забезпечує належну вентиляцію у печі з ура хуванням реакційних характеристик. Тому кокс, отриманий у процесі обробки спеціального сирого вугілля, є необхідним як джерело карбону, що використовується як паливо і відновлювач. Крім того, потрібно мати джерело заліза, яким є спечена залізна руда, отримана агломерацією. Отже, сучасний доменний процес потребує обладнання для попередньої обробки сировини, наприклад, коксувального обладнання і обладнання для спікання. Крім того, необхідно мати допоміжне обладнання для доменної печі і обладнання для мінімізації забруднення довкілля. Значні інвестиції для забезпечення такого обладнання підвищують вартість виробництва. Для вирішення цих проблем були проведені значні дослідження для розробки процесу відновлювального плавлення, який дозволяє отримати розплавлене залізо, використовуючи сире вугілля як паливо і відновлювач і залізні руди, як джерело заліза. У патенті США 5 534 046 описано установку для вигото влення розплаву чавун у з прямим використанням сирого вугілля і дрібної залізної руди. Пристрій для отримання такого розплаву включає тристадійні реактори з псевдозрідженим шаром, які створюють в них стаціонарний киплячий псевдозріджений шар, і приєднаний до них плавильний газогенератор. Дрібну залізну руду і добавки при кімнатній температурі завантажують у перший реактор з псевдозрідженим шаром і проводять через цей три-стадійний реактор з псевдозрідженим шаромс. Оскільки гарячий відновлювальний газ, утворений у плавильному газогенераторі, подається до цього тристадійного реактора з псевдозрідженим шаром, контактування з цим газом підвищує температуру залізної руди і добавок. Одночасно відновлюються 90% або більше залізної руди і добавок, а 30% або більше спікаються, і їх завантажують у плавильний газогенератор. Ущільнений вугільний шар у плавильному газогенераторі утворюється завдяки завантаженню вугілля. Отже, залізна руда і добавки розплавляються і шлакуються у цьому ущільненому вугільному шарі і потім вивантажуються як розплав чавун у і шлак. Кисень, що подається з фурм, встановлених на зовнішній стінці плавильного газогенератора, спалює ущільнений вугільний шар з утворенням гарячого відновлювального газу, який потім подається у реактор з псевдозрідженим шаром для відновлення залізної руди і добавок і виводиться назовні. Однак, оскільки у верхній частині плавильного газогенератора, який є частиною зазначеного пристрою для виготовлення розплаву чавун у, утворюється швидкий потік газу, виникає проблема, пов'язана з тим, що дрібний відновлений чавун і спечені добавки, завантажені у плавильний газогенератор, вимиваються і розпушуються. Крім того, коли дрібну відновлену р уду і спечені добавки завантажують у плавильний газогенератор, виникає проблема, яка полягає в тому, що не гарантується проникнення газу і рідини в ущільнений вугільний шар плавильного газогенератора. Для вирішення цих проблем був застосований метод брикетування дрібного відновленого чавуна і добавок і завантаження їх у плавильний газогенератор. Стосовно цього, у патенті США 5 666 638 описано спосіб виготовлення овальних брикетів з пористої руди і пристрій для реалізації цього способу. У патентах США 4 093 455, 4 076 520 і 4 033 559 описано спосіб виготовлення пластинчастих або рифлених брикетів з пористої руди і пристрій для реалізації цього способу. Тут дрібний відновлений чавун піддають гарячому брикетуванню і потім охолоджують, отримуючи, таким чином, брикети з пористого чавуну, придатні для транспортування на великі відстані. В описаному вище пристрої для виготовлення брикетів по обидва боки роликів встановлено бічні плати для запобігання вимиванню дрібного відновленого чавуну назовні під час виготовлення брикетів. Оскільки пристрій для виготовлення брикетів є малогабаритним, застосування нормальних бічних плат може у достатній мірі відвернути втрати дрібного відновленого чавуну. Однак, у випадку великого пристрою для виготовлення брикетів навіть використання бічних плат не запобігає вимиванню дрібного відновленого чавуну назовні при завантаженні великої кількості відновлених матеріалів на ролики. Зокрема, оскільки гарячі відновлені матеріали, що містять відновлений чавун, можуть знаходитись на верхньому боці роликів, то при завантаженні на ролики великої кількості відновлених матеріалів, кількість цих матеріалів, що затримуються на верхньому боці роликів, значно збільшується і внаслідок цього велика кількість дрібного відновленого чавун у вимивається назовні через проміжок між верхнім боком пристрою для виготовлення брикетів і бічними платами. Задачею винаходу є вирішення зазначених проблем і створення пристрою для виготовлення ущільненого чавун у, здатного виготовляти такий чавун у великих кількостях. Крім того, винахід включає пристрій для виготовлення розплаву чавун у, отриманого від пристрою для виготовлення ущільненого чавуну. Пристрій для виготовлення ущільненого чавуну згідно з винаходом включає завантажувальний бункер, в який завантажують відновлені матеріали, що містять дрібний відновлений чавун; пару роликів, віднесених один від одного з утворенням проміжку між ними; і пару бічних плат, встановлених по боках цієї пари роликів. Завантажувальний бункер має напрямні труби, спрямовані униз. Пара роликів ущільнює відновлені матеріали, що містять дрібний відновлений чавун, завантажений з завантажувального бункера, і виготовляє ущільнений чавун. Пара бічних плат відвертає витікання відновлених матеріалів, що містять дрібний відновлений чавун і надходять у проміжок, і взаємно перекривається з напрямними трубами у напрямку осей роликів. Пристрій для виготовлення ущільненого чавуну згідно з винаходом може також мати магазин самонакладання для подачі відновлених матеріалів, що містять дрібний відновлений чавун, до пари роликів. Бажано, щоб на верхній частині бічних плат були канавки, наближені до магазину самонакладання. Бажано, щоб бічні плати мали ущільнюючі елементи, встановлені у канавках уздовж них, для затримання відновлених матеріалів, що містять дрібний відновлений чавун. Бік ущільнюючого елемента може бути приєднаний до канавок, а ущільнюючий елемент може мати нахил відносно канавок. Бажано, щоб нахилена поверхня ущільнюючого елемента була спрямована до зовнішнього боку проміжку. Пристрій для виготовлення ущільненого чавуну згідно з винаходом може також мати магазин самонакладання для подачі відновлених матеріалів, що містять дрібний відновлений чавун, до пари роликів, і у цьому випадку ущільнюючий елемент може підтримувати магазин самонакладання. Ущільнюючий елемент може бути виготовлений з термостійкої листової сталі. Канавки можуть включати першу канавку, прокладену у напрямку розташування пари роликів, і другі канавки, з'єднані з обома кінцями першої канавки. Другі канавки можуть бути сформовані у напрямку уздовж осі пари роликів. Бажано, щоб довжина напрямних труб збільшувалась для напрямних труб, більш віддалених від центру проміжку. На кінцевій частині і у зоні навколо кінцевої частини кожної напрямної труби найбільшої довжини, ця труба може перекриватись з поверхнею бічної плати. Бажано, щоб на поверхні бічної плати з боку пари роликів була сформована нахилена впала частина і щоб ця частина перекривалась з напрямною трубою. У центрі впалої частини бічної плати може бути сформована ступінчаста частина, розташована уздовж напрямку розташування роликів. Ступінчасту частин у бажано формувати на напрямній трубі. Бажано, щоб ступінчаста частина бічної плати і ступінчаста частина напрямної труби дивились одна на одну. Пристрій для виготовлення ущільненого чавуну згідно з винаходом може також мати підтримувач для підтримування бічних плат, який може бути приєднаний до бічної плати на протилежному боці проміжку таким чином, щоб бічна плата знаходилась між підтримувачем і проміжком. На поверхні підтримувача може бути сформований внутрішній об'єм, суміжний до бічної плати. Пристрій для виготовлення ущільненого чавуну згідно з винаходом може також мати пристрій притискання бічної плати до проміжку. Цей пристрій може бути гн учким. Пристрій притискання бічної плати має штангу, один кінець якої є суміжним до бічної плати для притискання і підтримування цієї плати, і впалу частину на другому кінці; натяжний шпиндель, об'єднаний з впалою частиною штанги, зовнішня поверхня якої має гвинтоподібні канавки; підтримувач з отвором, через який проходить штанга; блок з отвором, через який натяжний шпиндель угвинчується і з'єднується з цим отвором; пружину, вставлену у натяжний шпиндель; і напрямний елемент, через який натяжний шпиндель проходить через напрямний елемент і може бути з'єднаний з обома боками підтримувача. Бажано, щоб пристрій притискання бічної плати мав форму, подібну до форми штанги. Бажано встановлювати щонайменше три пристрої притискання бічної плати. Пристрій притискання бічної плати згідно з винаходом може, крім того, мати раму, встановлену на зовнішньому боці пари роликів, причому пристрій притискання бічної плат може проходити у цю раму і підтримувати бічну плату. Підтримувач, блок, пружина і напрямний елемент можуть бути з'єднані один з одним у порядку від штанги до натяжного шпинделю. Бажано, щоб обидва кінці напрямного елемента були зігнуті у напрямку притискання і щоб напрямний елемент обома кінцями був з'єднаний з підтримувачем. Ступінчаста частина може бути сформована на внутрішніх поверхнях обох зігнути х кінців напрямного елемента для обмеження рухів блоку. Центральна частина підтримувача може бути введена між зігнутими частинами напрямного елемента і може бути з'єднана з напрямним елементом шпильками. Напрямний елемент може мати здатність повертатись приблизно на 90° навколо шпильок. Бажано, щоб напрямний елемент охоплював блок і боки пружини. Бажано, щоб блок мав форму прямокутного паралелепіпеду, а обидва боки блоку дивились на зовнішню поверхню напрямного елемента. Кінцева частина підтримував може висуватись до обох боків підтримувача і може бути суміжною до напрямного елемента. Пристрій для виготовлення розплаву чавун у згідно з винаходом включає зазначений вище пристрій для виготовлення ущільненого чавуну; подрібнювач для подрібнення ущільненого чавуну, завантаженого з пристрою для виготовлення ущільненого чавуну; і плавильний газогенератор, в який завантажують і розплавляють ущільнений чавун, подрібнений подрібнювачем. У плавильний газогенератор можна завантажувати щонайменше одне з вугіль, вибране з групи, яку складають грудкува те вугілля і вугільні брикети. Описані вище і інші ознаки і переваги винаходу детально розглядаються у типових втіленнях з посиланнями на креслення, в яких: Фіг.1 - схематичний перспективний вигляд пристрою для виготовлення ущільненого чавуну згідно з першим втіленням винаходу, Фіг.2 - схематичний вигляд перетину по лінії АА Фіг.1, Фіг.3 - схематичний перспективний вигляд бічних плат Фіг.2, Фіг.4 - перетин пристрою для виготовлення ущільненого чавуну згідно з другим втіленням винаходу, Фіг.5 - схематичний вигляд пристрою притискання бічної плати Фіг.4, Фіг.6 - складений пристрій притискання бічної плати Фіг.5, Фіг.7 - схема методу розбирання пристрою притискання бічних плат Фіг.4, Фіг.8 - схема пристрою для виготовлення розплаву чавун у з пристроєм для виготовлення ущільненого чавун у згідно з першим втіленням винаходу. Далі розглядаються типові втілення винаходу з посиланнями на креслення для пояснення роботи пристрою згідно з винаходом. Однак, винахід може бути втілений у різних модифікаціях і не обмежується описаними втіленнями. Втілення винаходу ілюструються Фіг.1-8, є лише ілюстративними і не обмежують винаходу. Фіг.1 містить схематичне зображення пристрою 100 для виготовлення ущільненого чавуну, який включає завантажувальний бункер 10 і пару роликів 20. Кінці роликів з'єднані зубчастим зачепленням і обертаються разом. Структура пристрою для виготовлення ущільненого чавуну на Фіг.1 лише ілюстр ує винахід і не обмежує його. Отже, пристрій для виготовлення ущільненого чавуну може бути модифікований і мати іншу конструкцію. Відновлені матеріали, що містять дрібний відновлений чавун, завантажують у завантажувальний бункер 10 через отвір 16, розташований у його центрі, у напрямку, показаному стрілкою А'. Відновлені матеріали, що містять дрібний відновлений чавун, виготовляють з залізної руди, і ці матеріали містять також спечені добавки і зазнають відновлення, проходячи через багатостадійні реактори з псевдозрідженим шаром. Відновлені матеріали, що містять дрібний відновлений чавун і виготовлені іншими методами, також можуть бути завантажені у завантажувальний бункер 10. Вентиляційні отвори 14 у верхній частині завантажувального бункера 10 видаляють газ, що утворюється гарячим дрібним відновленим чавуном. Завантажувальний бункер 10 має напрямні труби 70, що простягаються униз і, входячи у магазин 30 самонакладання, розташований нижче, з'єднані з ними. Магазин 30 самонакладання щільно прилягає до бічних плат 80 (Фіг.2), які перекриваються з напрямними трубами 70 уздовж напрямку осей роликів 20 (вісь Y). Завантажувальний бункер 10 має шнекові живильники 12, які подають відновлені матеріали, що містять дрібний відновлений чавун, з завантажувального бункера 10 у проміжок пари роликів 20, тобто порожнину між роликами, повздовжню до пари роликів. Шнеки 122 (Фіг.2), що приводяться мотором (не показаним, встановлені на нижньому кінці шнекових живильників 12, подають відновлені матеріали, що містять дрібний відновлений чавун, який збирається у нижніх частинах під дією гравітації. Шкребки 124 (Фіг.2), встановлені на шнекових живильниках 12, видаляють дрібний відновлений чавун, що прилипає до внутрішніх стінок завантажувального бункера 10. Пара роликів 20 знаходиться у корпусі 24. Ролики пари 20 відділені один від одного і мають проміжок між ними. Пара роликів 20 обтискає відновлені матеріали, що містять дрібний відновлений чавун, завантажений шнековими живильниками 12, і таким чином виготовляє ущільнений чавун. На зовнішньому боці ролик 20 має кришку 26. Фіг.2 ілюструє перетин пристрою для виготовлення ущільненого чавуну, ілюстрованого Фіг.1. У колі на Фіг.2 у збільшеному вигляді показана бічна плата 80, що підтримує обидві боки пари роликів 20. Відновлені матеріали, що містять дрібний відновлений чавун, завантажуються у магазин 30 самонакладання шнековими живильниками 12 через напрямні труби 70. Магазин 30 самонакладання розташований нижче завантажувального бункера 10 і подає відновлені матеріали, що містять дрібний відновлений чавун, до пари роликів 20. Магазин 30 самонакладання утворює нижній об'єм, що висувається до завантажувального бункера 10, і має структур у, яка забезпечує утворення інертного шару з великої кількості завантажених відновлених матеріалів, що містять дрібний відновлений чавун. Отже, цим забезпечується подача відновлених матеріалів, що містять дрібний відновлений чавун, у центр проміжку пари роликів 20. Крім того, довжини напрямних тр уб 70 більшими у тр уб 70, більш віддалених від центр у проміжку. Завдяки цьому відновлені матеріали, що містять дрібний відновлений чавун, рівномірно розподіляються у внутрішньому об'ємі магазину 30 самонакладання, і цим забезпечується рівномірність виготовлення ущільненого чавуну у центрі роликів. Кінцеві частини 701 і зона навколо кінцевих частин 701 напрямних труб 70, що відповідають найдовшим з напрямних труб 70, перекриваються з поверхнями бічних плат 80. Отже, відновлені матеріали, що містять дрібний відновлений чавун, завантажені з напрямних труб 70, не вимиваються назовні і безперервно подаються у проміжок між роликами 20. Бічні плати 80 встановлено по обидва боки проміжку між роликами 20, і вони запобігають витіканню назовні відновлених матеріалів, що містять дрібний відновлений чавун, з цього проміжку. Велика кількість відновлених матеріалів, що містять дрібний відновлений чавун, потрапляє у нижню частину магазину 30 самонакладання 30 і затримується там, підвищуючи можливість вимивання дрібного відновленого чавуну назовні. Для відвернення цього явища необхідно щільно закрити частину, розташовану між магазином 30 самонакладання і бічними платами 80. Для цього сформовано канавку 82, що щільно прилягає до магазину 30 самонакладання, на верхніх частинах пари бічних плат 80, а магазин 30 самонакладання утримується ущільнюючим елементом 84 у канавці 82. Це відвертає вимивання дрібного відновленого чавуну назовні. Оскільки ущільнюючий елемент 84 має нахил, вимитий дрібний відновлений чавун затримується у нижній частині ущільнюючого елемента 84 і не потрапляє назовні. Отже, відновлені матеріали, що містять дрібний відновлений чавун і надходять у магазин 30 самонакладання, не вимиваються, і це забезпечує стабільність процесу виготовлення. Як показано у збільшеному колі Фіг.2, на кожній напрямній трубі 70 сформовано ступінчасту частин у 703. У центрі впалої частини 86 кожної бічної плати 80 уздовж напрямку розташування роликів 20 також сформовано ступінчасту частину 861. Оскільки ступінчаста частина 703 напрямної труби 70 і ступінчаста частина 861 бічної плати 80 дивляться одна на одну, дрібний відновлений чавун не може витікати через зону перекриття між напрямною трубою 70 і бічною платою 80, тобто у проміжку між напрямною трубою 70 і бічною платою 80 створено перешкоди, утворені ступінчастими частинами, що прилягають одна до одної і відвертають вимивання відновленого чавуну назовні. Пристрій для виготовлення ущільненого чавуну також включає підтримувач 88 для утримання бічних плат 80, який приєднаний до бічних плат 80 на протилежному боці проміжку і забезпечує належне розташування бічних плат 80. Підтримувач 88 підтримує бічні плати 80. Верхня частина підтримувача 88 виступає у бік верхньої частини магазину 30 самонакладання. Бічні плати 80 можуть бути встановлені через верхній отвір магазину 30 самонакладання. На поверхні підтримувача 88 сформовано внутрішню порожнину 89, суміжну до бічних плат 80. Отже, зона, в якій підтримувач 88 є суміжним до бічних плат 80, мінімізовано, завдяки чому забезпечується рівномірне розподілення тепла і усуваються перешкоди для теплопередачі. Фіг.3 містить збільшений вигляд бічних плат з Фіг.2. У збільшеному колі на Фіг.3 детально показано канавку 82, сформовану у верхні х частинах бічних плат 80. Хоча це не показано на Фіг.3, пару роликів встановлено згідно з напрямком осі X між бічними платами 80, встановленими по осі Y. Підтримувач 88, встановлений назовні від бічних плат 80, притискає ці плати до роликів 20. У зовнішньому боці підтримувача 88 зроблено отвір 87 для скріплення його болтами. Отвір 87 зроблено глибоким для компенсації теплових розширення і звуження бічних плат 80. Канавка 82, зроблена на верхній частині бічних плат 80 і щільно прилягає до магазину 30 самонакладання (Фіг.2). Ущільнюючі елементи 84, встановлені уздовж канавки 82, можуть бути закріплені зварюванням або в інший спосіб. Як показано у колі на Фіг.3, кожна з канавок 82 включає першу канавку 822 і пару други х канавок 824. Перша канавка 822 простягається згідно з напрямком розташування пари роликів (не показаних). Другі канавки 824 з'єднані з обома кінцями першої канавки 822 і лежать уздовж осі пари роликів. Оскільки перша канавка 822 і другі канавки 824 розташуванням оточують ролик, а канавка 82 щільно прилягає до магазину 30 самонакладання, вимивання назовні дрібного відновленого чавун у суттєво відвертається. Нахилені ущільнюючі елементи 84 встановлено у канавці 82 і закріплено боками у цій канавці зварюванням або в інший спосіб. Зокрема, бажано, щоб нахилені поверхні ущільнюючих елементів 84 були спрямовані до зовнішніх боків проміжку. Отже, ущільнюючі елементи 84 підтримують магазин 30 самонакладання з щільним приляганням до бічних плат 80, спрямовуючи будь-який дрібний відновлений чавун, що проходить назовні, до нижніх частин нахилених поверхонь ущільнюючих елементів 84, і захоплюючи його там. Цей спосіб мінімізує вимивання дрібного відновленого чавун у назовні. Оскільки ущільнюючі елементи 84, розташовано впритул до поверхні між бічними платами 80 і магазином 30 самонакладання для запобігання вимиванню дрібного відновленого чавуну назовні, вони знаходяться у гарячому довкіллі. Тому ущільнюючі елементи 84 бажано виготовляти з термостійкої листової сталі для витримування гарячих температур. Для цього може бути використана нержавіюча сталь, наприклад, STS31 OS. Ступінчаста частина 861 і нахилена впала частина 86, сформовані на поверхні кожної бічної плати 80, повернуті лицевими боками до пари роликів у напрямку уздовж розташування роликів і перекриваються з напрямними трубами 70 (Фіг.2). Це дозволяє відвернути вимивання дрібного відновленого чавуну, що завантажується з напрямних тр уб, і цим стабілізує процес виготовлення. У пристрої для виготовлення ущільненого чавуну, який має таку структур у, бічні плати мінімізують вимивання дрібного відновленого чавун у назовні. Це дозволяє уникнути підвищення вартості виготовлення відновлених матеріалів, що містять дрібний відновлений чавун, а також стабілізувати процес виготовлення. Фіг.4 містить внутрішню структуру пристрою 150 для виготовлення ущільненого чавуну згідно з другим втіленням винаходу. Стр уктура пристрою 150 для виготовлення ущільненого чавуну згідно з другим втіленням винаходу є подібною до структури пристрою 100 для виготовлення ущільненого чавуну згідно з першим втіленням, за винятком пристрою 90 притискання бічних плат. Використовуються ті ж числові позначення елементів. Пристрій 90 притискання бічних плат притискає бічні плати 80 до проміжку, забезпечуючи більш стабільну фіксацію бічних плат 80. Це дозволяє ефективно запобігти вимиванню дрібного відновленого чавуну. Оскільки пристрій 90 притискання бічних плат є здатним до згинання, його можна розбирати і збирати при кожній профілактичній перевірці бічних плат 80. Оскільки пристрій 90 притискання бічних плат має форму штанги, це дозволяє підтримувати бічні плати 80 у багатьох точках. Щонайменше три пристрої 90 притискання бічних плат встановлено для притискання бічних плат 80, завдяки чому ефективно відвертається вимивання дрібного відновленого чавуну. Оскільки бічні плати 80 мають форму майже трикутника, бажано, щоб ці три пристрої 90 для притискання бічних плат були встановлені у формі трикутника. Рама 29 захищає елементи пристрою 150 для виготовлення ущільненого чавуну ззовні. Пристрій 90 притискання бічних плат проходить через раму 29 і підтримує бічні плати 80. Відповідно, хоча на бічні плати 80 тиск діє, опір цьому тиску створює пристрій 90 притискання бічних плат, який підтримується рамою 29. Структура пристрою 90 притискання бічних плат згідно з втіленням винаходу розглядається нижче з посиланнями на Фіг.5. Фіг.5 містить збільшений вигляд пристрою 90 притискання бічних плат з Фіг.4. Структура пристрою 90 притискання бічних плат (Фіг.5) лише ілюструє винахід, не обмежуючи його. Отже, пристрій 90 притискання бічних плат може бути модифікований. Кожний пристрій 90 притискання бічних плат включає штангу 92, підтримувач 94, блок 96, пружину 98, напрямний елемент 91 і натяжний шпиндель 93. Підтримувач 94, блок 96, пружин 98, і напрямний елемент 91 з'єднані один з одним у порядку від штанги 92 до натяжного шпинделю 93. Штанга 92 має форму стрижня. Лівий кінець штанги 92 (Фіг.5) є суміжним до бічної плати і створює тиск на неї. На правому кінці штанги 92 є впала частина 921, виготовлена за допомогою дрилю. У цю частину 921 входить натяжний шпиндель 93. В отвір 901 у центрі штанги 92 введено роздільну шпильку (не показану), яка запобігає відділенню пристрою 90 притискання бічних плат під час розбирання цього пристрою 90 від пристрою 150 для виготовлення ущільненого чавун у. Штанга 92 проходить через отвір у підтримувачі 94. Кінцева частина 941 підтримувана 94 виступає назовні з обох боків, і тому підтримувач 94 має Т-подібну форму. Підтримувач 94 розташований суміжно до напрямного елемента 91. Отвір 943 у центрі підтримувача 94 забезпечує його з'єднання з напрямним елементом 91 шпилькою 905. Крім того, є пара отворів 945 у кінцевій частині 941 підтримувача 94, з'єднаного з рамою 29 (Фіг.4) гвинтами 903 через отвори 945. Цим забезпечується надійна фіксація пристрою 90 притискання бічних плат. Блок 96 має форму прямокутного паралелепіпеду. Натяжний шпиндель 93 через отвір у блоці 96 під дією пружини 98 пересувається вперед і назад у напрямку притискання. Пружина 98 має форму накладених одна на одну тарілок і входить у натяжний шпиндель 93 між блоком 96 і напрямним елементом 91. Штанга 92 притискається до бічної плати рухом блоку 96 під дією сили притискання. Обидва кінці напрямного елемента 91, через який проходить натяжний шпиндель 93, зігнуті у напрямку притискання (лівий напрямок на Фіг.5). Отже, напрямний елемент 91 має с - подібну форму. Центральна частина підтримувача 94 входить між зігнутими частинами напрямного елемента 91 і з'єднана з напрямним елементом 91 шпильками 905. Ступінчаста частина 911, сформована на внутрішніх поверхнях обох зіпнутих кінців напрямного елемента 91, має з'єднання з блоком 96 і обмежує його пересування. Натяжний шпиндель 93 має форму циліндру і, маючи з'єднання з впалою частиною 921 штанги 92, створює тиск на штангу 92. Виступаюча частина 931 на передньому кінці натяжного шпинделю 93 з'єднана з впалою частиною 921 штанги 92, завдяки чому відвертається утоплення шпинделю 93. Оскільки болт 933 на задньому кінці натяжний шпинделю 93 має шестигранну головку, натяжний шпиндель 93 можна плавно повертати. Крім того, на зовнішній поверхні натяжного шпинделю 93 зроблено гвинтову канавку, завдяки чому натяжний шпиндель 93 може мати гвинтове з'єднання з отвором блоку 96. Отже, натяжний шпиндель 93 може тиснути на пружину 98, пересуваючи блок 96 вперед і назад. Фіг.6 ілюструє пристрій 90 притискання бічних плат 90 з Фіг.5, в якому всі елементи з'єднані один з одним.Штанга 92, з'єднана одним кінцем з натяжним шпинделем 93, пересувається вперед обертанням головки болта 933 натяжного шпинделю 93. Цим бічна плата 80, суміжна до іншого кінця штанги 92, може притискатись внутрішнім тиском пристрою 150 для виготовлення ущільненого чавуну, і потім може притискати пристрій 90 притискання. Однак, цей тиск може бути буферований, оскільки блок 96 і пружина 98 пристрою 90 притискання бічних плат 90 створюють протидію. Напрямний елемент 91 охоплює боки блоку 96 і пружини 98 і має з'єднання з штангою 92. Отже, блок 96 і пружина 98, розташовані між підтримувачем 94 і напрямним елементом 91 не можуть бути роз'єднані. Крім того, оскільки блок 96, що має форму прямокутного паралелепіпеду, знаходиться перед внутрішньою поверхнею напрямного елемента 91, блок 96 не може повертатись. Таким чином, пристрій 90 притискання бічних плат може постійно створювати рівномірну силу притискання, яка діє на бічні плати 80. Оскільки напрямний елемент 91 з'єднано з підтримувачем 94 шпильками 905, його можна повертати приблизно на 90° навколо шпильок 905 як осі. Отже, оскільки штанга 92 може вільно рухатись вперед і назад, пристрій 90 притискання бічних плат може бути відділений від пристрою 150 для виготовлення ущільненого чавун у під час ремонтних робіт з бічними платами 80. Фіг.7 ілюструє процедуру розбирання пристрою 90 притискання бічних плат, вбудованого у пристрій для виготовлення ущільненого чавуну. Повертаючи напрямний елемент 91, штангу 92 можна відділити від пристрою для виготовлення ущільненого чавуну у напрямку, показаному стрілкою. Спочатку повертають натяжний шпиндель 93 і потім відділяють від штанги 92. Далі напрямний елемент 91 повертають донизу. Оскільки кінцева частина штанги 92 виступає назовні, її можна витягти. Цими операціями пристрій 90 притискання бічних плат може бути легко розібраний. Оскільки пристрій 90 притискання бічних плат може бути легко відділений при роботах з бічними платами 80, заміна і обслуговування бічних плат 80 спрощується. Фіг.8 ілюструє пристрій 200 для виготовлення розплаву чавун у, обладнаний пристроєм 100 для виготовлення ущільненого чавуну згідно з першим втіленням винаходу. Пристрій 200 для виготовлення розплаву чавуну з пристроєм 100 для виготовлення ущільненого чавуну згідно з першим втіленням винаходу, показані на Фіг.8, лише ілюструють винахід, не обмежуючи його. Пристрій 200 для виготовлення розплаву чавун у може бути обладнаний пристроєм 150 для виготовлення ущільненого чавуну згідно з другим втіленням винаходу. Пристрій 200 для виготовлення розплаву чавуну (Фіг.8) включає пристрій 100 для виготовлення ущільненого чавуну, подрібнювач 40 і плавильний газогенератор 60. Подрібнювач 40 подрібнює ущільнений чавун, завантажений з пристрою 100 для виготовлення ущільненого чавуну. Ущільнений чавун, подрібнений у подрібнювачі 40, завантажують у плавильний газогенератор 60, де він розплавляється. Крім того, може бути використаний бункер 50 зберігання для тимчасового зберігання ущільненого чавуну, подрібненого у подрібнювачі 40. Оскільки структура подрібнювача 40 і плавильного газогенератора 60 є зрозумілими для фа хівця, подальші пояснення є зайвими. Щонайменше одне з вугіль, вибране з групи, яку складають грудкувате вугілля і вугільні брикети, завантажують у плавильний газогенератор 60. Грудкуватим вугіллям є, наприклад, вугілля з розміром часток 8 мм або більше, а вугільні брикети виготовляють, збираючи вугілля з розміром часток 8 мм або менше, яке надходить з регіону виготовлення, з подальшим розпилюванням і формуванням пресуванням. Ущільнений вугільний шар утворюється у плавильному газогенераторі 60 при завантаженні грудкуватого вугілля або вугільних брикетів. До плавильного газогенератора 60 подають кисень і розплавляють ущільнений чавун. Розплав чавун у вивантажують через випускний отвір. Виготовлений у такий спосіб розплав чавуну має високу якість. Оскільки пристрій для виготовлення ущільненого чавуну згідно з винаходом включає бічні плати, з'єднані з напрямними трубами, вимивання дрібного відновленого чавуну може бути е фективно відвернене. Оскільки впалі частини на поверхнях бічних плат є нахиленими і перекриваються з напрямними трубами, напрямні труби зручно встановлювати. Оскільки ступінчаста частина, передбачена у центрі кожної впалої частини кожної бічної плати, відповідає напрямку розташування роликів, це створює певну перевагу, роблячи зручним виготовлення впалих частин. Підтримувач має внутрішню порожнину, завдяки чому забезпечується рівномірне розподілення тепла і відвертається відхилення бічних плати від різкого перегрівання. Оскільки пристрій для виготовлення ущільненого чавуну згідно з винаходом включає пристрій притискання бічних плат, бічні плати забезпечуються ефективним притисканням. Оскільки пристрій притискання бічних плат має форму штанги, місце притискання можна легко змінити і можна створити декілька таких місць. Оскільки пристрій притискання бічних плат проходить через раму і підтримується нею, забезпечується жорстке притискання бічних плат. Оскільки напрямний елемент можна повертати приблизно на 90°, пристрій притискання бічних плат можна легко розбирати. Пристрій для виготовлення розплаву чавун у згідно з винаходом включає описаний вище пристрій для виготовлення ущільненого чавуну, завдяки чому підвищується якість виготовлення розплаву чавуну. Винахід був описаний на прикладах типових втілень, але зрозуміло, що припустимими є зміни у формі і деталях у межах концепцій і об'єму винаходу, визначених Формулою винаходу.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for producing of compacted cast-iron from the grinded cast-iron obtained by direct reducing of iron, and device for producing of cast-iron melt from compacted cast-iron
Автори англійськоюCHO IL-HYUN, KIM DO-SEUNG, Shin Myung-Chan, Park Jung-Lae, CHO MYUNG-HO
Назва патенту російськоюУстройство для изготовления уплотненного чугуна из измельченного чугуна, полученного прямым восстановлением железа, и устройство для изготовления чугунного расплава из уплотненного чугуна
Автори російськоюЧхо Ир-Гюн, Ким То-Син, Схин Мъюн-Чхан, Парк Чун-Ле, Чхо Мьюн-Го
МПК / Мітки
МПК: C22B 1/248, C22B 1/16
Мітки: виготовлення, розплаву, чавуну, прямим, ущільненого, чавунного, заліза, отриманого, подрібненого, пристрій, відновленням
Код посилання
<a href="https://ua.patents.su/8-82789-pristrijj-dlya-vigotovlennya-ushhilnenogo-chavunu-z-podribnenogo-chavunu-otrimanogo-pryamim-vidnovlennyam-zaliza-i-pristrijj-dlya-vigotovlennya-chavunnogo-rozplavu-z-ushhilnenogo-c.html" target="_blank" rel="follow" title="База патентів України">Пристрій для виготовлення ущільненого чавуну з подрібненого чавуну, отриманого прямим відновленням заліза, і пристрій для виготовлення чавунного розплаву з ущільненого чавуну</a>
Пристрій для виготовлення ущільненого чавуну з відновлених матеріалів, що містять чавун, одержаний прямим відновленням, і пристрій для виготовлення розплаву чавуну з використанням зазначеного пристрою
Номер патенту: 82451
Опубліковано: 10.04.2008
Автори: Чхо Ір-Гюн, Бенґ Су Янґ, Лі Кван-Гі, Кім М'юн Сікх, Чхой Чон Вон, Парк Мін Чул, Чхой Син-Го, Чхой Кван-Су, Схін Сун-Кі, Кім Тик-Чхе, Джу Сан Хун
МПК: B30B 11/00, C22B 1/24, C21B 13/00
Мітки: використанням, чавуну, розплаву, прямим, матеріалів, зазначеного, містять, пристрою, відновлених, відновленням, виготовлення, пристрій, чавун, одержаний, ущільненого
Формула / Реферат:
1. Пристрій для виготовлення ущільненого чавуну, який включає:- пару роликів для ущільнення відновлених матеріалів, що містять подрібнений відновлений чавун, і виготовлення ущільненого чавуну;- напрямний жолоб для спрямовування ущільненого чавуну, що вийшов з пари роликів; і- подрібнювачі для подрібнення ущільненого чавуну, спрямованого у напрямний жолоб, причому напрямна поверхня напрямного жолоба для спрямування...
Спосіб плавлення дрібнозернистого, отриманого прямим відновленням заліза в електродуговій печі
Номер патенту: 60347
Опубліковано: 15.10.2003
Автори: Шимо Зігфрид, Штредер Міхель, Веллс Вілльям, Айхбергер Хайнц
Мітки: прямим, плавлення, заліза, отриманого, відновленням, спосіб, дрібнозернистого, електродуговий, печі
Формула / Реферат:
1. Спосіб плавлення дрібнозернистого, отриманого прямим відновленням заліза, до 80 ваг.% якого має зернистість не більше 3 мм, в електродуговій печі, що містить ванну розплаву заліза і на рідкому залізі шар пінистого шлаку, причому залізо, отримане прямим відновленням, під час роботи печі направляють через щонайменше одну трубу, що проходить через кришку печі, зверху крізь отвір труби у шар пінистого шлаку і на рідке залізо, який...
Пристрій для одержання рідкого чавуну прямим відновленням
Номер патенту: 27580
Опубліковано: 15.09.2000
Автори: Мейер Хендрікус Коенрад Альбертус, Клаассен Антоніус Адріанус Маріа
МПК: C21B 7/22, C21B 11/00
Мітки: чавуну, відновленням, рідкого, одержання, пристрій, прямим
Текст:
...содержащий восстановительный СО, который частично поспесгорает выше слоя шлака в металлургической емкости, в результате чего ссвобо>ццается тепло, необходимое для окончательного восстановления. Восстановительный технологический газ далее послесгорает в плавильном циклоне с кислородом, подаваемым в плаэильный циклон по каналу. Железная руда, также подаваемая по каналу, предварительно восстанавливается приблизительно до FeO и...
Спосіб одержання заліза прямим відновленням та пристрій для його здійснення
Номер патенту: 74467
Опубліковано: 15.12.2005
Автори: Новінскій Вадім Владіславовіч, Півень Володимир Олександрович, Нечепоренко Володимир Андрійович, Клямко Андрєй Станіславовіч, Неклеса Анатолій Тимофійович, Боровиков Геннадій Федорович
МПК: C21B 13/02, F27D 17/00, F27B 1/10
Мітки: заліза, прямим, пристрій, одержання, спосіб, здійснення, відновленням
Формула / Реферат:
1. Спосіб одержання заліза прямим відновленням, який включає подавання зернистого матеріалу, що вміщує оксиди заліза, в верхню частину реактора та подавання зустрічним потоком відновлювального газу в інтервалі температур 850-1000°С, який складається із водню і монооксиду вуглецю, отриманого за рахунок нагріву і перетворення вуглеводнів окислювачами, відновлення матеріалу до заліза, відвід із зони відновлення відпрацьованого відновлювального...
Спосіб та піч для одержання заліза прямим відновленням
Номер патенту: 81737
Опубліковано: 25.01.2008
Автори: Новінскій Вадім Владіславовіч, Неклеса Анатолій Тимофійович
МПК: C21B 13/00
Мітки: заліза, відновленням, піч, спосіб, одержання, прямим
Формула / Реферат:
1. Спосіб одержання заліза прямим відновленням у печі, що включає завантаження в піч вихідної сировини, що містить залізооксидний матеріал, подачу в піч окислювача й палива та одержання розплаву заліза за рахунок нагрівання й реагування залізооксидного матеріалу з вуглевмісним матеріалом і монооксидом вуглецю, який відрізняється тим, що процес розплавлювання оксидів здійснюють окисним плазмовим струменем, одержуваним із плазмоутворюючого газу...
Наступний патент: Спосіб зміцнення різальних поверхонь інструменту
Випадковий патент: Аквананомагній