Спосіб і пристрій для заповнення газом і герметизації каналу, призначеного для заповнення газом і розташованого в контейнері стисливого типу, і заготовка контейнера, яка містить такий канал

Формула / Реферат
1.Спосіб заповнення газом і герметизації каналу (7), призначеного для заповнення газом і розташованого в контейнері (1) стисливого типу, при цьому вказаний канал (7) утворений двома протилежними бічними стінками (2), які сполучені вздовж з'єднувальної ділянки (4), і включає в себе впускний елемент (15), розташований в одній із бічних стінок (2), який відрізняється тим, що передбачає затиск частини контейнера (1), яка містить зазначений впускний елемент (15), між упором (17) і газовим модулем (20), який виконаний з можливістю аксіального переміщення до упора (17), таким чином, що у відповідь на подачу потоку газу з газового модуля (20) і надходження газу в канал (7) через зазначений впускний елемент (15) забезпечується випинання однієї з двох бічних стінок (2), які створюють канал (7), для утворення вільного проходу в канал (7) для заповнення даного каналу газом, і,
після завершення заповнення його газом, герметизацію каналу (7).
2. Спосіб за п. 1, у якому вказану частину контейнера (1) затискають за допомогою аксіального зміщення сопла й ущільнювального засобу (22), який розташований зовні нього і сполучений з газовим модулем (20), відносно вказаного упора (17).
3. Спосіб за п. 1, у якому упор (17) утворений з виїмкою (19) на його стороні, оберненій до контейнера (1), щоб дозволити вказане випинання.
4. Спосіб за п. 1, у якому канал (7) закупорюють шляхом застосування тепла і тиску до частини каналу (7), яка впирається в упор (17).
5. Пристрій для заповнення газом і герметизації каналу (7), призначеного для заповнення газом і розташованого в контейнері (1) стисливого типу, при цьому вказаний канал (7) утворений двома протилежними бічними стінками (2), які сполучені вздовж загальної з'єднувальної ділянки (4), і містить впускний елемент (15), розташований в одній із бічних стінок (2), який відрізняється тим, що містить упор (17) і газовий модуль (20), виконаний з можливістю аксіального прикладення до упора (17) для упирання в частину контейнера (1), і розташований у ній впускний елемент (15), причому газовий модуль (20) виконаний для заповнення каналу (7) газом через впускний елемент (15) і для герметизації каналу після завершення заповнення газом.
6. Пристрій за п. 5, у якому газовий модуль (20) містить сопло, яке виконане з можливістю прикладення до впускного елемента (15) для подачі газу в канал (7).
7. Пристрій за п. 6, у якому газовий модуль (20) містить ущільнювальний засіб (22), який розташований навколо сопла і виконаний з можливістю прикладення до упора (17) для забезпечення ущільнення навколо сопла.
8. Пристрій за п. 7, у якому сопло й ущільнювальний засіб (22) розташовані на загальному елементі у вигляді першого поршневого штока (21), причому вказаний перший поршневий шток (21) містить канал (23) для подачі газу в канал (7) через сопло.
9. Пристрій за п. 5, у якому газовий модуль (20) містить засіб (24) герметизації, який виконаний з можливістю, після заповнення газом каналу (7) в контейнері (1), від'єднання впускного елемента (15) від каналу (7) за допомогою зварювання.
10. Пристрій за п. 9, у якому засіб (24) герметизації переважно містить оправку (26), яка аксіально взаємодіє з нагрівальним затискачем (25).
11. Пристрій за п. 10, у якому нагрівальний затискач (25) розташований зовні упора (17).
12. Пристрій за п. 9, у якому оправка (26) розташована як другий поршневий шток (27) зовні першого поршневого штока (21).
13. Пристрій за п. 9, у якому оправка (26) розташована зовні упора (17).
14. Пристрій за п. 9, у якому нагрівальний затискач (25) розташований як другий поршневий шток (27) зовні першого поршневого штока (21).
15. Пристрій за одним з пп. 8, 12 або 14, у якому перший поршневий шток (21) містить зовнішній виступ (30), який під час зворотного ходу першого поршневого штока (21) може контактувати з другим поршневим штоком (27) для його повернення.
16. Пристрій за п. 5, у якому упор (17) містить виїмку (19), утворену в його площині і виконану для вміщення випинання щонайменше однієї бічної стінки (2), що утворюється в результаті заповнення каналу (7) газом.
17. Пристрій за п. 5, у якому упор (17) виконаний із матеріалу з низькою теплопровідністю.
18. Пристрій за п. 5, у якому упор (17) містить охолоджувальний засіб.
19. Заготовка (10) контейнера, призначена для контейнера (1) стисливого типу, при цьому вказана заготовка (10) контейнера містить канал (7), який призначений для заповнення газом і утворений двома протилежними бічними стінками (2), які сполучені вздовж загальної з'єднувальної ділянки (4), яка відрізняється тим, що канал (7) містить
перший сегмент (12), який після заповнення газом забезпечує геометричну форму, бажану в контейнері (1);
другий сегмент (13), який примикає до першого сегмента (12), при цьому вказаний другий сегмент (13) має значно меншу площу поперечного перерізу порівняно з першим сегментом (12); і
третій сегмент (14), який примикає до другого сегмента (13) і містить впускний елемент (15) для впуску в канал (7).
20. Заготовка контейнера за п. 19, у якій впускний елемент (15) являє собою отвір (35), утворений в одній бічній стінці (2).
21. Заготовка контейнера за п. 19, у якій третій сегмент (14) сполучений із прохідним засобом (8) заготовки (10) контейнера, при цьому за допомогою даного прохідного засобу (8) заготовка контейнера здатна заповнюватися вмістом.
Текст
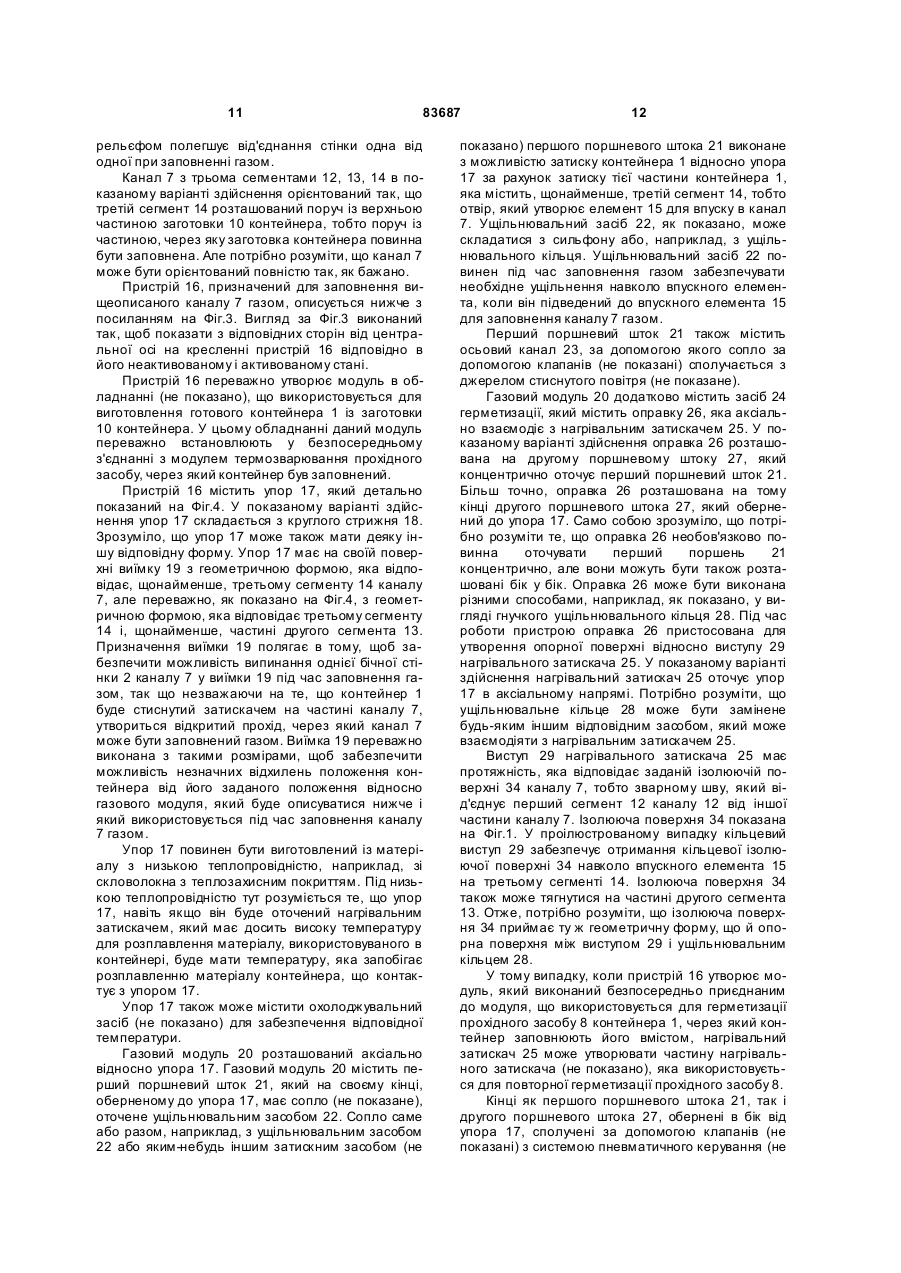
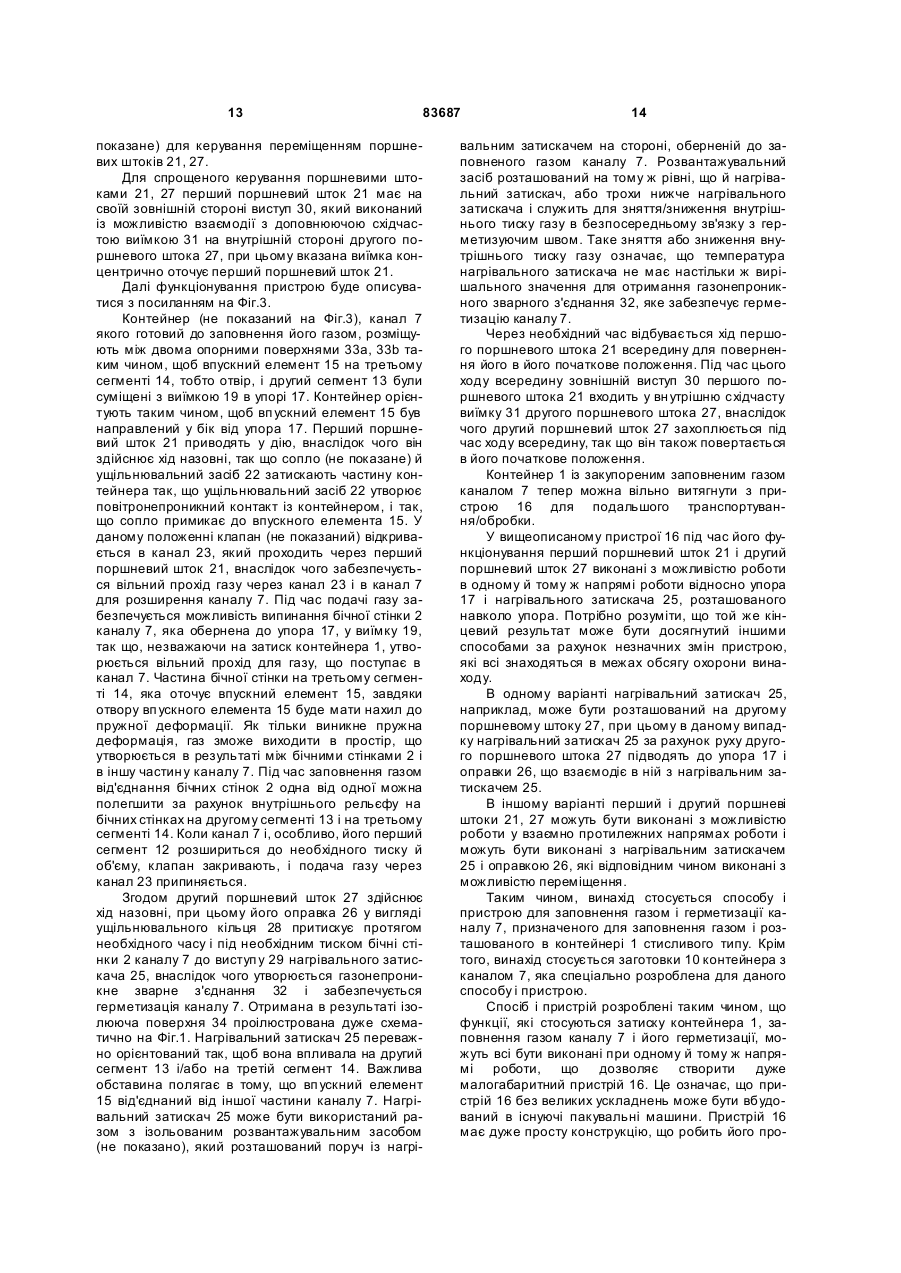
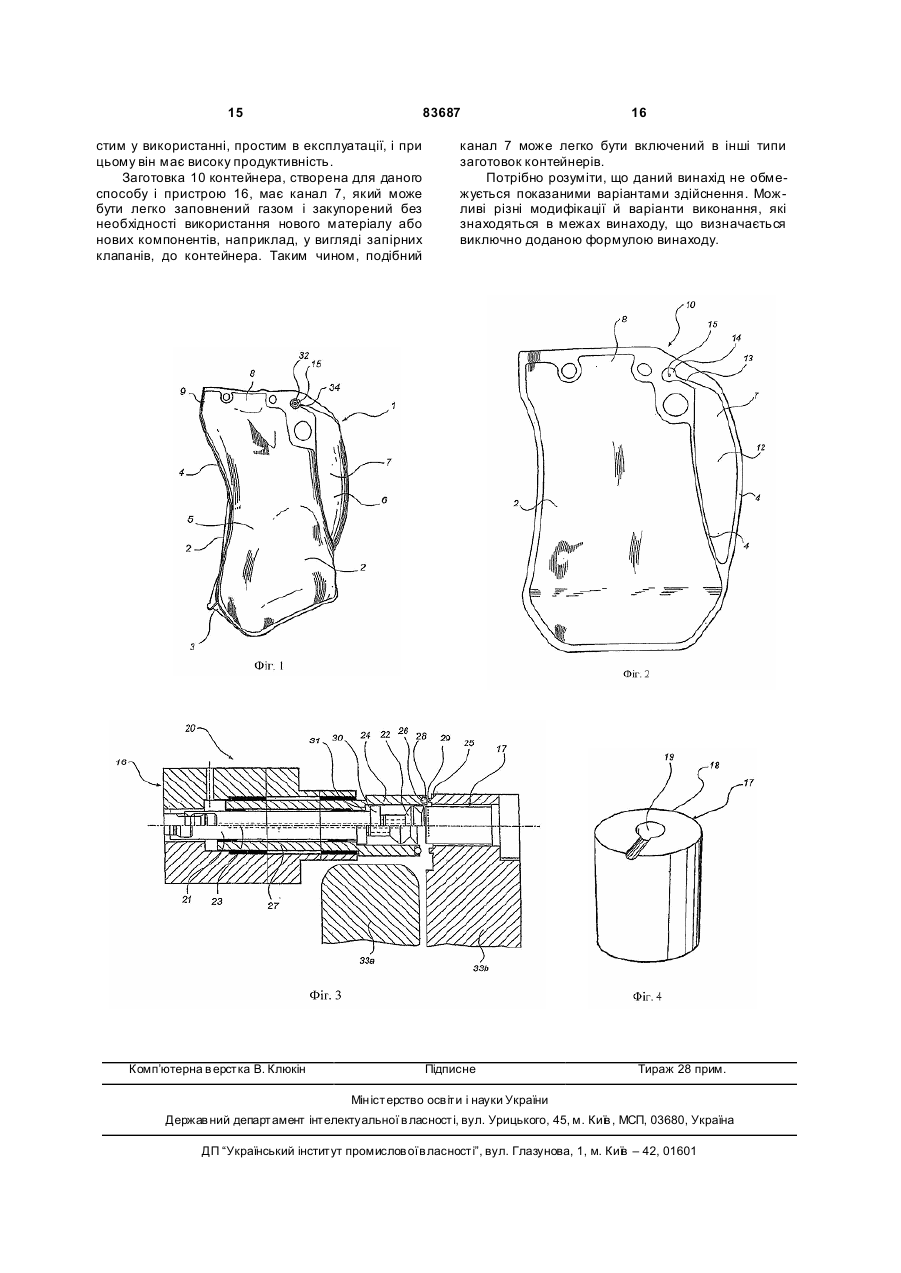
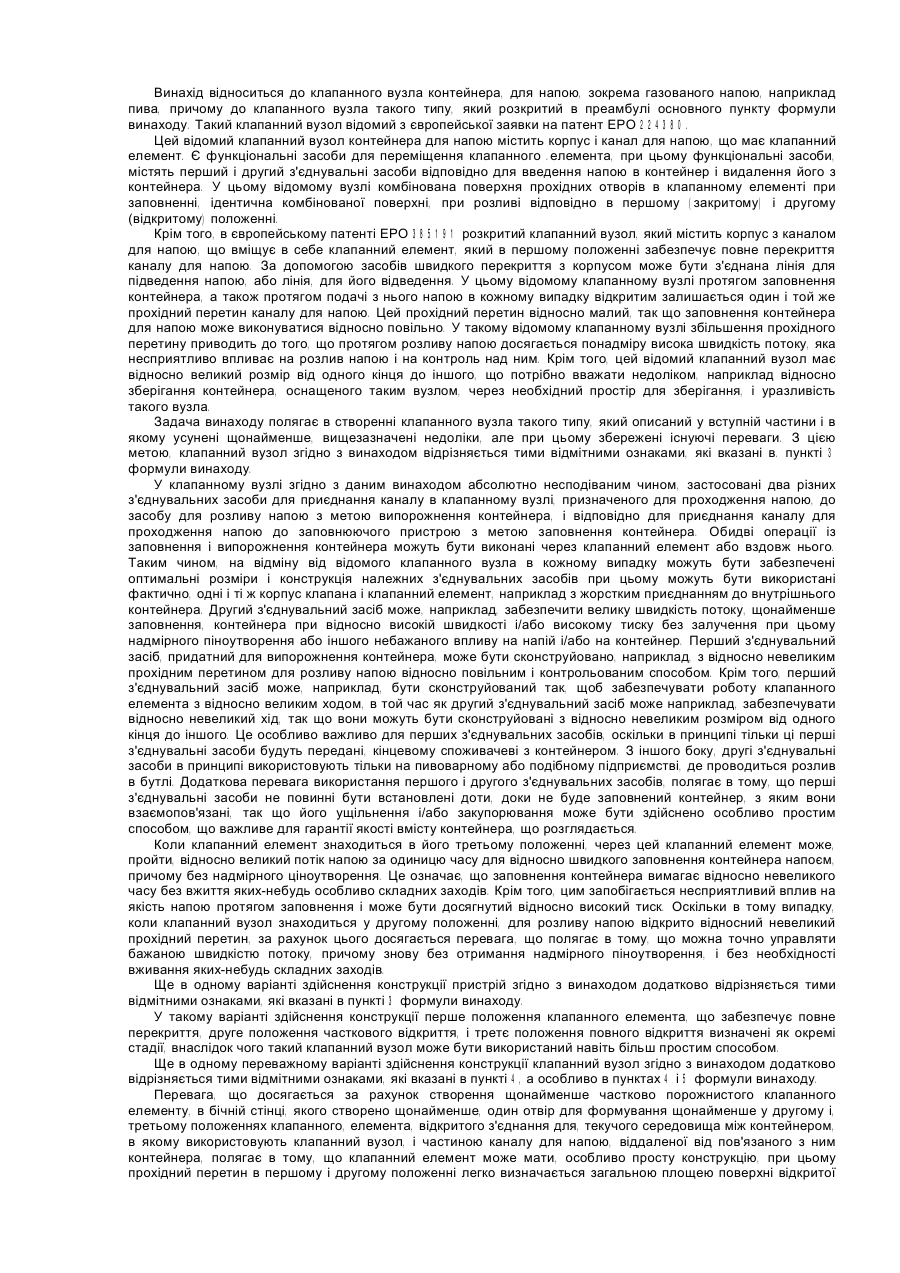
1.Спосіб заповнення газом і герметизації каналу (7), призначеного для заповнення газом і розташованого в контейнері (1) стисливого типу, при цьому вказаний канал (7) утворений двома протилежними бічними стінками (2), які сполучені вздовж з'єднувальної ділянки (4), і включає в себе впускний елемент (15), розташований в одній із бічних стінок (2), який відрізняється тим, що передбачає затиск частини контейнера (1), яка містить зазначений впускний елемент (15), між упором (17) і газовим модулем (20), який виконаний з можливістю аксіального переміщення до упора (17), таким чином, що у відповідь на подачу потоку газу з газового модуля (20) і надходження газу в канал (7) через зазначений впускний елемент (15) забезпечується випинання однієї з двох бічних стінок (2), які створюють канал (7), для утворення вільного проходу в канал (7) для заповнення даного каналу газом, і, після завершення заповнення його газом, герметизацію каналу (7). 2. Спосіб за п. 1, у якому вказану частину контейнера (1) затискають за допомогою аксіального зміщення сопла й ущільнювального засобу (22), який розташований зовні нього і сполучений з газовим модулем (20), відносно вказаного упора (17). 2 (19) 1 3 83687 4 10. Пристрій за п. 9, у якому засіб (24) герметизації переважно містить оправку (26), яка аксіально взаємодіє з нагрівальним затискачем (25). 11. Пристрій за п. 10, у якому нагрівальний затискач (25) розташований зовні упора (17). 12. Пристрій за п. 9, у якому оправка (26) розташована як другий поршневий шток (27) зовні першого поршневого штока (21). 13. Пристрій за п. 9, у якому оправка (26) розташована зовні упора (17). 14. Пристрій за п. 9, у якому нагрівальний затискач (25) розташований як другий поршневий шток (27) зовні першого поршневого штока (21). 15. Пристрій за одним з пп. 8, 12 або 14, у якому перший поршневий шток (21) містить зовнішній виступ (30), який під час зворотного ходу першого поршневого штока (21) може контактувати з другим поршневим штоком (27) для його повернення. 16. Пристрій за п. 5, у якому упор (17) містить виїмку (19), утворену в його площині і виконану для вміщення випинання щонайменше однієї бічної стінки (2), що утворюється в результаті заповнення каналу (7) газом. 17. Пристрій за п. 5, у якому упор (17) виконаний із матеріалу з низькою теплопровідністю. 18. Пристрій за п. 5, у якому упор (17) містить охолоджувальний засіб. 19. Заготовка (10) контейнера, призначена для контейнера (1) стисливого типу, при цьому вказана заготовка (10) контейнера містить канал (7), який призначений для заповнення газом і утворений двома протилежними бічними стінками (2), які сполучені вздовж загальної з'єднувальної ділянки (4), яка відрізняється тим, що канал (7) містить перший сегмент (12), який після заповнення газом забезпечує геометричну форму, бажану в контейнері (1); другий сегмент (13), який примикає до першого сегмента (12), при цьому вказаний другий сегмент (13) має значно меншу площу поперечного перерізу порівняно з першим сегментом (12); і третій сегмент (14), який примикає до другого сегмента (13) і містить впускний елемент (15) для впуску в канал (7). 20. Заготовка контейнера за п. 19, у якій впускний елемент (15) являє собою отвір (35), утворений в одній бічній стінці (2). 21. Заготовка контейнера за п. 19, у якій третій сегмент (14) сполучений із прохідним засобом (8) заготовки (10) контейнера, при цьому за допомогою даного прохідного засобу (8) заготовка контейнера здатна заповнюватися вмістом. Даний винахід стосується способу і пристрою для заповнення газом каналу, призначеного для заповнення газом і розташованого в контейнері стисливого типу. Винахід також стосується заготовки контейнера, яка має канал, призначений для заповнення його газом. Відомо, що протягом тривалого часу використовуються контейнери стисливого типу, наприклад, для продуктів харчування або витратного матеріалу, такого як гігієнічні вироби і мийні засоби. Вміст може бути як у рідкому, так і в порошкоподібному вигляді. Під контейнером стисливого типу розуміють такий контейнер, який складається з тонких гнучких стінок, сполучених у з'єдн увальних ділянках для утворення камери. Об'єм цієї камери залежить від відносної відстані між стінками, що значить, що її об'єм залежить від міри заповнення контейнера. Контейнери даного типу можуть мати ручки різної форми, одна з яких показана в [WO 99/41155]. Дана ручка утворює конфігурацію з отвором, крізь який може бути введена рука користувача, так що контейнер можна захопити і поводитися з ним як із глеком. У [патенті Швеції 518 406] контейнер відповідного типу був забезпечений газонаповненими каналами, розташованими в з'єднувальній ділянці вздовж,щонайменше, однієї сторони контейнера. Основне призначення заповненого газом каналу даного типу полягає в підвищенні стійкості контейнера, але також і в тому, щоб зробити його більш зручним для захоплення. Заповнюваний газом канал, показаний у даному документі, виконаний для заповнення його водночас із заповненням контейнера його вмістом. Не описується ні здійснення заповнення газом, ні якою була конструкція обладнання. Контейнери стисливого типу, як правило, заповнюють по каналу/через отвір, який утворений двома протилежними стінками контейнера. Таке заповнення відбувається, коли контейнер перебуває у вертикальному положенні, при цьому в даному випадку наповнювальний патрубок може працювати по суті у вертикальному напрямі і може бути введений у канал між двома стінками. Цей спосіб добре розроблений і добре працює під час подачі текучих середовищ у рідкому вигляді. Проте цей же спосіб створює великі проблеми під час подачі текучих середовищ у газоподібному вигляді через труднощі при забезпеченні газонепроникного ущільнення навколо патрубка під час подачі газу Додаткові проблеми виникають, коли існує необхідність герметизації заповненого газом каналу. Розв'язання даних проблем полягає в тому, що канал заповнюють газом через запірний клапан, вбудований у контейнер. Даний спосіб є дуже дорогим для застосування контейнерів масового виробництва, таких як контейнери для харчових продуктів, у яких канал необхідно заповнювати тільки один раз. Отже, існує необхідність у способі і пристрої для заповнення газом подібних каналів у м'яких контейнерах незалежно від призначення заповнених газом каналів. Крім того, існує необхідність додаткового вдосконалення конструкції каналу для 5 83687 забезпечення можливості простого заповнення його газом, а також легкої герметизації під час промислового застосування. Потрібно розуміти те, що канал, призначений для заповнення, не призначений для повторного заповнення. Завдання даного винаходу полягає у створенні пристрою і способу заповнення газом каналів у контейнерах стисливого тип у. Спосіб і пристрій повинні бути простими в застосуванні і забезпечувати можливість досягнення високої продуктивності та високої надійності. Додаткове завдання винаходу полягає у створенні заготовки контейнера, яка має канал, який відповідним чином призначений для вказаних пристрою і способу. Канал повинен мати таку конструкцію, щоб не виникало необхідності додавати які-небудь нові матеріали або компоненти, наприклад, у вигляді запірних клапанів, до заготовки контейнера. Для досягнення, щонайменше, одного з вищезгаданих завдань, а також інших завдань, які стануть очевидними з нижченаведеного опису, відповідно до даного винаходу запропоновані спосіб, пристрій і заготовка контейнера, які мають ознаки, наведені в пунктах 1, 5 і 19 формули винаходу. Точніше, розроблено спосіб заповнення газом і герметизації каналу, призначеного для заповнення його газом і розташованого в контейнері стисливого типу, при цьому вказаний канал утворений двома протилежними бічними стінками, які сполучені вздовж з'єднувальної ділянки, і включає в себе впускний елемент, розташований в одній із бічних стінок. Спосіб за винаходом передбачає затиск тієї частини контейнера, яка містить зазначений впускний елемент, між упором і газовим модулем, який виконаний з можливістю аксіального переміщення до упора, таким чином, що у відповідь на подачу потоку газу з газового модуля і надходження газу в канал через зазначений впускний елемент, забезпечується випинання однієї з двох бічних стінок, які створюють канал, для утворення вільного проходу в канал для заповнення даного каналу газом, і, після завершення заповнення його газом, герметизацію каналу. Таким чином, під час заповнення газом контейнер буде стиснений за допомогою затискача на тій частині контейнера, яка містить впускний елемент, тобто на частині каналу. Згодом газ подають у канал за допомогою газового модуля, який діє в напрямі затиску. Отже, як напрям затиску, так і робочий напрям газового модуля орієнтовані в більшій або меншій мірі перпендикулярно до напряму протяжності каналу. Незважаючи на те, що затиск відбувається на тій частині контейнера, яка містить впускний елемент, забезпечується можливість випинання однієї зі стінок, що обмежують канал, для забезпечення вільного проходу в канал. Спосіб є дуже простим і переважним порівняно зі способом попереднього рівня техніки, подібного до описаного вище, при якому дві бічні стінки, які утворюють канал і утворюють його впускний елемент, повинні бути розділені, після чого патрубок, призначений для заповнення газом, може бути введений у канал у його подовжньому напрямі, при цьому одночасно патрубок надає затискний 6 вплив на канал у напрямі, поперечному до напряму заповнення газом. Необхідність у будь-яких запірних клапанах повністю усувається. Переважно, щоб указана частина контейнера була стиснута за допомогою аксіального зміщення сопла й ущільнювального засобу, розташованого зовні сопла і сполученого з газовим модулем, відносно вказаного упора. Крім того, переважно, щоб упор був утворений з виїмкою на його стороні, оберненій до контейнера, щоб дозволити вказане випинання. Така виїмка дозволяє частині бічних стінок, які створюють канал, випинатися під час подачі газу і, отже, утворювати вільний прохід у канал, незважаючи на те, що частина контейнера, яка містить елемент для впуску в канал, стиснута за допомогою затиску точно над каналом. Переважно після завершення заповнення газом закупорити канал шляхом застосування тепла і тиску до частини каналу, яка впирається в упор. Саме термозварювання є найбільш переважним способом, оскільки воно виконується швидко й не вимагає ніякого додаткового використання матеріалу. Крім того, термозварювання забезпечує отримання газонепроникного ущільнення простим способом. Згідно з іншим аспектом винахід стосується пристрою для заповнення газом і герметизації каналу, призначеного для заповнення газом і розташованого в контейнері стисливого типу, при цьому вказаний канал утворюється двома протилежними бічними стінками, які сполучені вздовж загальної з'єднувальної ділянки, і містить впускний елемент, розташований в одній із бічних стінок. Пристрій забезпечений упором і газовим модулем, який виконаний з можливістю аксіального прикладення до упора, для упирання в частину контейнера і розташований у ній впускний елемент, при цьому газовий модуль зроблений з можливістю заповнення каналу газом через впускний елемент і герметизації каналу після завершення заповнення газом. Конструкція пристрою дуже проста. Газовий модуль дозволяє забезпечити один і той же напрям роботи для всіх функцій, тобто втримання контейнера, заповнення його каналу газом і подальшу герметизацію. Пристрій не вимагає ніяких додаткових засобів на контейнері, наприклад, у вигляді запірних клапанів або окремих впускних елементів. У переважному варіанті здійснення газовий модуль містить сопло, виконане з можливістю прикладення до впускного елемента для подачі газу в канал. Ущільнювальний засіб розташований навколо сопла і зроблений з можливістю прикладення до упора для забезпечення ущільнення навколо сопла. Ущільнювальний засіб призначений для запобігання непотрібного витоку газу під час процесу заповнення газом. Сопло й ущільнювальний засіб можуть бути розташовані на загальному елементі у вигляді першого поршневого штока, причому вказаний перший поршневий шток містить канал для подачі газу в канал через сопло. Вбудування з'єднання між джерелом газу і соплом у поршневий шток 7 83687 усуває необхідність окремого каналу для подачі газу, який внаслідок переміщення газового модуля відносно упора вимагав би частого технічного обслуговування. Також переважно, газовий модуль містить засіб герметизації, який виконаний з можливістю після заповнення каналу, розташованого в контейнері, газом -від'єднувати впускний елемент від каналу за допомогою зварювання. Даний засіб герметизації переважно містить оправку, яка аксіально взаємодіє з нагрівальним затискачем. Таким чином, герметизація відбувається за рахунок комбінації тиску й тепла і забезпечує сплавлення разом, щонайменше, поверхневих шарів двох протилежних бічних стінок, які утворюють канал. Зварювання повинне забезпечити газонепроникну герметизацію каналу. Нагрівальний затискач може бути розташований зовні упора. Альтернативно, оправка може бути розташована зовні упора. Залежно від того, яка альтернатива вибрана, потрібно розташува ти або оправку, або нагрівальний затискач у вигляді другого поршневого штока зовні першого поршневого штока, що створює можливість спрощеного регулювання переміщень поршневих штоків. Якщо нагрівальний затискач розташований зовні упора, нагрівальний затискач може бути таким же, як і затискач, що використовується для закривання прохідного засобу, через який контейнер заповнюють вмістом. Таке рішення дозволяє отримати дуже компактне і малогабаритне обладнання для виготовлення контейнерів. В іншому переважному варіанті здійснення перший поршневий шток містить зовнішній виступ, який під час зворотного ходу першого поршневого штока може контактувати з другим поршневим штоком для повернення його. Внаслідок цього отримують дуже простій і надійний зворотний хід поршневих штоків. Переважно, упор містить виїмку в його площині, призначену для вміщення випинання щонайменше однієї бічної стінки, яка утворюється внаслідок заповнення каналу газом. Це приводить до утворення вільного проходу в канал через впускний елемент незважаючи на те, що контейнер стиснутий між газовим модулем та упором за рахунок затискного впливу на частині каналу. Переважно, упор виконаний із матеріалу з низькою теплопровідністю. Особливо доцільно, якщо упор оточений нагрівальним затискачем. Це дозволяє уникнути небезпеки того, що упор досягне такої температури, що це викличе негативний тепловий вплив на матеріал контейнера і неконтрольоване з'єднання. Також існує можливість виконання упора з охолоджувальним засобом, наприклад, у вигляді охолоджувального змійовика. Згідно з іншим аспектом винахід стосується заготовки контейнера, яка призначена для контейнера стисливого типу, при цьому вказана заготовка контейнера містить канал, який призначений для заповнення його газом і який утворений двома протилежними стінками, які сполучені вздовж загальної з'єднувальної ділянки. Заготовка контейнера відрізняється тим, що канал містить перший сегмент, який після заповнення газом забезпечує 8 задану геометричну форму контейнера, другий сегмент, який примикає до першого сегмента, при цьому вказаний другий сегмент має значно меншу площу поперечного перерізу порівняно з першим сегментом, і третій сегмент, який примикає до другого сегмента і містить елемент для впускання в канал. Цей поділ каналу на сегменти, з яких другий сегмент має значно меншу площу поперечного перерізу порівняно з першим сегментом, передбачає те, що газ, який подається в канал, забезпечить можливість розширення лише першого сегмента, на відміну від другого сегмента. Це означає, що, коли перший сегмент буде повністю розширений, другий сегмент буде по суті плоским. Отже, засіб герметизації, розташований над другим сегментом, повинен забезпечити тільки витіснення невеликої кількості газу до того, як може бути досягнутий повний контакт між двома протилежними бічними стінками каналу для створення газонепроникного ущільнення. Перший сегмент повинен мати таку геометричну форму, яка дозволяє забезпечити задану технічну функцію в повністю виготовленому контейнері, наприклад, у вигляді зручного валика або каналу, що створює ручк у і додає жорсткості. Впускний елемент переважно являє собою отвір, утворений на одній бічній стінці. Така конструкція впускного елемента є настільки простою, наскільки це можливо, і не вимагає застосування ніякого додаткового матеріалу або компонентів, наприклад, у вигляді запірних клапанів. Переважно, щоб третій сегмент був розташований із забезпеченням його з'єднання з прохідним засобом заготовки контейнера, при цьому за допомогою даного прохідного засобу заготовка контейнера виконана з можливістю заповнення його вмістом. Це означає, що пристрій, який використовується для заповнення каналу газом, може бути розташований із забезпеченням його прямого з'єднання з пристроєм, який використовується для герметизації (запечатування) контейнера після заповнення його вмістом. Місцеположення впускного елемента в одній із бічних стінок у поєднанні з герметизацією прохідного засобу, що звичайно відбувається в напрямі упоперек до прохідного засобу, значить, що два пристрої можуть функціонувати в загальному напрямі і навіть таким чином, що переміщення двох пристроїв може бути скоординоване, оскільки герметизацію каналу, а також прохідного засобу доцільно здійснювати термозварюванням. Винахід далі описується детально на прикладах його здійснення і з посиланням на супровідні креслення, на яких показані переважні на даний час варіанти виконання пристрою і заготовки контейнера. Фіг.1 - ви гляд контейнера стисливого типу, який містить заповнений газом канал, що створює ручку. Фіг.2 - вигляд заготовки контейнера, показаного на Фіг.1. Фіг.3 - схематичний вигляд варіанту виконання пристрою, що використовується для заповнення 9 83687 ручки газом. Пристрій показаний відповідно в неактивованому і активованому стані. Фіг.4 - ви гляд упора, що використовується у пристрої. На Фіг.1 показаний приклад м'якого контейнера 1, для якого застосовуються пристрій і спосіб за даним винаходом. Контейнер спеціально призначений для рідких харчових продуктів, таких як молоко, вода, сік або вино, але, зрозуміло, він може бути також призначений для продуктів у будь-якому іншому вигляді або з іншою метою. Контейнер містить три гнучкі стінки, дві з яких утворюють бічні стінки 2 і третя утворює нижню стінку 3. Стінки сполучені вздовж з'єднувальних ділянок 4 для утворення камери 5. Стінки 2, 3 виготовлені зі згинального і гнучкого матеріалу, що значить, що об'єм камери 5 залежить від відносної відстані між стінками 2, 3. Отже, об'єм камери 5 безпосередньо залежить від міри заповнення контейнера 1. Іншими словами, контейнер являє собою контейнер стисливого типу. Стінки 2, 3 контейнера 1 переважно з'єднані в зоні з'єднувальних ділянок 4 за допомогою зварювання. Крім того, можливі інші способи з'єднання, такі як склеювання. Ручка 6 розташована у з'єднувальній ділянці 4 на задньому кінці контейнера 1. Ручка 6 складається із заповненого газом каналу 7, який утворений з'єднувальною ділянкою 4 і бічними стінками 2 контейнера 1. Під газом переважно розуміється повітря, але, зрозуміло, що також можуть бути використані інші гази або навіть рідини. Ручка 6 має таку геометричну форму й міру заповнення, щоб вона утворювала легкий для захоплення валик. За рахунок своєї геометричної форми і заповнення газом ручка 6 також сприяє наданню значної жорсткості контейнеру 1. Контейнер 1 має розташований у центрі його верхньої частини прохідний засіб 8, через який контейнер заповнюється. Це відбувається за рахунок того, що сегмент (не показаний) у верхній частині контейнера від'єднують, після чого наповнювальне сопло (не показане) вставляють у контейнер через прохідний засіб для заповнення контейнера. Після завершення заповнення наповнювальне сопло видаляють, після чого контейнер ще раз запечатують для утворення нової з'єднувальної ділянки у верхній частині контейнера. Показаний контейнер 1 має на його верхньому передньому кінці відкривну ділянку 9, виконану у вигляді носика. Для відкривання контейнера 1 зовнішній кінець відкривної ділянки 9 від'єднують, забезпечуючи у такий спосіб зв'язок камери 5 з навколишнім середовищем. Зовнішній кінець можна від'єднати, наприклад, шляхом відрізування або відривання. Таким чином, контейнер 1 може бути спорожнений операцією розливу, подібно до глека. Як правило, бажано, щоб вибраний матеріал контейнера складався з ламінату, що містить центральний шар із наповнювача на мінеральній основі і зв'язуюче з поліолефіну. Необхідно розуміти, що можливі також інші матеріали. 10 На Фіг.2 проілюстрована заготовка 10 контейнера, яка відповідає контейнеру 1, показаному на Фіг.1. На задньому кінці заготовки 10 контейнера показаний канал 7, що створює ручку, призначений для заповнення газом. Канал 7 утворений двома бічними стінками 2 і периферійною з'єднувальною ділянкою 4. Канал 7 поділений на три сегменти, які всі сполучаються один з одним. Перший сегмент 12 містить частину, призначену для утворення реальної ручки 6. Отже, перший сегмент 12 являє собою ділянку, яка в готовому контейнері забезпечує задану функцію незалежно від того, чи складається він із ручки, як у показаному й описаному прикладі, або він виконує будь-яку іншу функцію, таку як надання жорсткості. Другий сегмент 13 безпосередньо сполучений із першою ділянкою 12 і утворює вузький канал, який буде описаний нижче. Третій сегмент 14 безпосередньо сполучений із другою ділянкою 13. Третій сегмент 14 складається в його найбільш простому вигляді із зони з отвором 15 на одній бічній стінці 2. Таким чином, отвір 15 утворює елемент для впуску в канал 7, за допомогою якого канал сполучається з навколишнім середовищем перед заповненням його газом і герметизацією. Третій сегмент 14 переважно має таку площу поверхні, щоб забезпечити можливість незначних відхилень положення заготовки 10 контейнера від її заданого положення відносно газового модуля, який використовується для заповнення каналу 7 газом. Як згадувалось вище, другий сегмент 13 утворює вузький канал. Його основне призначення полягає в тому, щоб утворити поверхню, над якою може бути розташований засіб герметизації каналу після завершення заповнення його газом. Площа поперечного перерізу другої ділянки 13 значно менша за площу поперечного перерізу першої ділянки 12. Під площею поперечного перерізу в цьому випадку розуміється площа, яка може бути утворена між бічними стінками в напрямі, поперечному до подовжнього напряму каналу. Ця відмінність у площі поперечного перерізу означає, що тиск газу в заповненому газом і закупореному каналі 7 забезпечить можливість розширення першої ділянки 12 до необхідного об'єму, але не другої ділянки 13. Таким чином, другий сегмент 13 буде утворювати по суті плоску поверхню також тоді, коли канал 7 буде заповнений газом. Отже, герметизація каналу в напрямі упоперек до другої ділянки 13 може бути виконана так, що при цьому немає необхідності витісняти спочатку значну кількість газу до того, як можна буде ввести дві протилежні бічні стінки 2, які утворюють канал 7, в контакт одну з одною для зварювання. Для досягнення даного ефекту відношення площі поперечного перерізу другого сегмента 13 до площі поперечного перерізу першого сегмента 12 повинно становити, щонайменше, 1:150 при круглій геометричній формі поперечного перерізу. Внутрішні сторони другого сегмента 13 і третього сегмента 14 каналу переважно зроблені з поверхнею з рельєфом (не показано). Поверхня з 11 83687 рельєфом полегшує від'єднання стінки одна від одної при заповненні газом. Канал 7 з трьома сегментами 12, 13, 14 в показаному варіанті здійснення орієнтований так, що третій сегмент 14 розташований поруч із верхньою частиною заготовки 10 контейнера, тобто поруч із частиною, через яку заготовка контейнера повинна бути заповнена. Але потрібно розуміти, що канал 7 може бути орієнтований повністю так, як бажано. Пристрій 16, призначений для заповнення вищеописаного каналу 7 газом, описується нижче з посиланням на Фіг.3. Вигляд за Фіг.3 виконаний так, щоб показати з відповідних сторін від центральної осі на кресленні пристрій 16 відповідно в його неактивованому і активованому стані. Пристрій 16 переважно утворює модуль в обладнанні (не показано), що використовується для виготовлення готового контейнера 1 із заготовки 10 контейнера. У цьому обладнанні даний модуль переважно встановлюють у безпосередньому з'єднанні з модулем термозварювання прохідного засобу, через який контейнер був заповнений. Пристрій 16 містить упор 17, який детально показаний на Фіг.4. У показаному варіанті здійснення упор 17 складається з круглого стрижня 18. Зрозуміло, що упор 17 може також мати деяку іншу відповідну форму. Упор 17 має на своїй поверхні виїмку 19 з геометричною формою, яка відповідає, щонайменше, третьому сегменту 14 каналу 7, але переважно, як показано на Фіг.4, з геометричною формою, яка відповідає третьому сегменту 14 і, щонайменше, частині другого сегмента 13. Призначення виїмки 19 полягає в тому, щоб забезпечити можливість випинання однієї бічної стінки 2 каналу 7 у виїмки 19 під час заповнення газом, так що незважаючи на те, що контейнер 1 буде стиснутий затискачем на частині каналу 7, утвориться відкритий прохід, через який канал 7 може бути заповнений газом. Виїмка 19 переважно виконана з такими розмірами, щоб забезпечити можливість незначних відхилень положення контейнера від його заданого положення відносно газового модуля, який буде описуватися нижче і який використовується під час заповнення каналу 7 газом. Упор 17 повинен бути виготовлений із матеріалу з низькою теплопровідністю, наприклад, зі скловолокна з теплозахисним покриттям. Під низькою теплопровідністю тут розуміється те, що упор 17, навіть якщо він буде оточений нагрівальним затискачем, який має досить високу температуру для розплавлення матеріалу, використовуваного в контейнері, буде мати температуру, яка запобігає розплавленню матеріалу контейнера, що контактує з упором 17. Упор 17 також може містити охолоджувальний засіб (не показано) для забезпечення відповідної температури. Газовий модуль 20 розташований аксіально відносно упора 17. Газовий модуль 20 містить перший поршневий шток 21, який на своєму кінці, оберненому до упора 17, має сопло (не показане), оточене ущільнювальним засобом 22. Сопло саме або разом, наприклад, з ущільнювальним засобом 22 або яким-небудь іншим затискним засобом (не 12 показано) першого поршневого штока 21 виконане з можливістю затиску контейнера 1 відносно упора 17 за рахунок затиску тієї частини контейнера 1, яка містить, щонайменше, третій сегмент 14, тобто отвір, який утворює елемент 15 для впуску в канал 7. Ущільнювальний засіб 22, як показано, може складатися з сильфону або, наприклад, з ущільнювального кільця. Ущільнювальний засіб 22 повинен під час заповнення газом забезпечувати необхідне ущільнення навколо впускного елемента, коли він підведений до впускного елемента 15 для заповнення каналу 7 газом. Перший поршневий шток 21 також містить осьовий канал 23, за допомогою якого сопло за допомогою клапанів (не показані) сполучається з джерелом стиснутого повітря (не показане). Газовий модуль 20 додатково містить засіб 24 герметизації, який містить оправку 26, яка аксіально взаємодіє з нагрівальним затискачем 25. У показаному варіанті здійснення оправка 26 розташована на другому поршневому штоку 27, який концентрично оточує перший поршневий шток 21. Більш точно, оправка 26 розташована на тому кінці другого поршневого штока 27, який обернений до упора 17. Само собою зрозуміло, що потрібно розуміти те, що оправка 26 необов'язково повинна оточувати перший поршень 21 концентрично, але вони можуть бути також розташовані бік у бік. Оправка 26 може бути виконана різними способами, наприклад, як показано, у вигляді гнучкого ущільнювального кільця 28. Під час роботи пристрою оправка 26 пристосована для утворення опорної поверхні відносно виступу 29 нагрівального затискача 25. У показаному варіанті здійснення нагрівальний затискач 25 оточує упор 17 в аксіальному напрямі. Потрібно розуміти, що ущільнювальне кільце 28 може бути замінене будь-яким іншим відповідним засобом, який може взаємодіяти з нагрівальним затискачем 25. Виступ 29 нагрівального затискача 25 має протяжність, яка відповідає заданій ізолюючій поверхні 34 каналу 7, тобто зварному шву, який від'єднує перший сегмент 12 каналу 12 від іншої частини каналу 7. Ізолююча поверхня 34 показана на Фіг.1. У проілюстрованому випадку кільцевий виступ 29 забезпечує отримання кільцевої ізолюючої поверхні 34 навколо впускного елемента 15 на третьому сегменті 14. Ізолююча поверхня 34 також може тягнутися на частині другого сегмента 13. Отже, потрібно розуміти, що ізолююча поверхня 34 приймає ту ж геометричну форму, що й опорна поверхня між виступом 29 і ущільнювальним кільцем 28. У тому випадку, коли пристрій 16 утворює модуль, який виконаний безпосередньо приєднаним до модуля, що використовується для герметизації прохідного засобу 8 контейнера 1, через який контейнер заповнюють його вмістом, нагрівальний затискач 25 може утворювати частину нагрівального затискача (не показано), яка використовується для повторної герметизації прохідного засобу 8. Кінці як першого поршневого штока 21, так і другого поршневого штока 27, обернені в бік від упора 17, сполучені за допомогою клапанів (не показані) з системою пневматичного керування (не 13 83687 показане) для керування переміщенням поршневих штоків 21, 27. Для спрощеного керування поршневими штоками 21, 27 перший поршневий шток 21 має на своїй зовнішній стороні виступ 30, який виконаний із можливістю взаємодії з доповнюючою східчастою виїмкою 31 на внутрішній стороні другого поршневого штока 27, при цьому вказана виїмка концентрично оточує перший поршневий шток 21. Далі функціонування пристрою буде описуватися з посиланням на Фіг.3. Контейнер (не показаний на Фіг.3), канал 7 якого готовий до заповнення його газом, розміщують між двома опорними поверхнями 33а, 33b таким чином, щоб впускний елемент 15 на третьому сегменті 14, тобто отвір, і другий сегмент 13 були суміщені з виїмкою 19 в упорі 17. Контейнер орієнтують таким чином, щоб вп ускний елемент 15 був направлений у бік від упора 17. Перший поршневий шток 21 приводять у дію, внаслідок чого він здійснює хід назовні, так що сопло (не показане) й ущільнювальний засіб 22 затискають частину контейнера так, що ущільнювальний засіб 22 утворює повітронепроникний контакт із контейнером, і так, що сопло примикає до впускного елемента 15. У даному положенні клапан (не показаний) відкривається в канал 23, який проходить через перший поршневий шток 21, внаслідок чого забезпечується вільний прохід газу через канал 23 і в канал 7 для розширення каналу 7. Під час подачі газу забезпечується можливість випинання бічної стінки 2 каналу 7, яка обернена до упора 17, у виїмку 19, так що, незважаючи на затиск контейнера 1, утворюється вільний прохід для газу, що поступає в канал 7. Частина бічної стінки на третьому сегменті 14, яка оточує впускний елемент 15, завдяки отвору вп ускного елемента 15 буде мати нахил до пружної деформації. Як тільки виникне пружна деформація, газ зможе виходити в простір, що утворюється в результаті між бічними стінками 2 і в іншу частин у каналу 7. Під час заповнення газом від'єднання бічних стінок 2 одна від одної можна полегшити за рахунок внутрішнього рельєфу на бічних стінках на другому сегменті 13 і на третьому сегменті 14. Коли канал 7 і, особливо, його перший сегмент 12 розшириться до необхідного тиску й об'єму, клапан закривають, і подача газу через канал 23 припиняється. Згодом другий поршневий шток 27 здійснює хід назовні, при цьому його оправка 26 у вигляді ущільнювального кільця28 притискує протягом необхідного часу і під необхідним тиском бічні стінки 2 каналу 7 до виступ у 29 нагрівального затискача 25, внаслідок чого утворюється газонепроникне зварне з'єднання 32 і забезпечується герметизація каналу 7. Отримана в результаті ізолююча поверхня 34 проілюстрована дуже схематично на Фіг.1. Нагрівальний затискач 25 переважно орієнтований так, щоб вона впливала на другий сегмент 13 і/або на третій сегмент 14. Важлива обставина полягає в тому, що вп ускний елемент 15 від'єднаний від іншої частини каналу 7. Нагрівальний затискач 25 може бути використаний разом з ізольованим розвантажувальним засобом (не показано), який розташований поруч із нагрі 14 вальним затискачем на стороні, оберненій до заповненого газом каналу 7. Розвантажувальний засіб розташований на тому ж рівні, що й нагрівальний затискач, або трохи нижче нагрівального затискача і служить для зняття/зниження внутрішнього тиску газу в безпосередньому зв'язку з герметизуючим швом. Таке зняття або зниження внутрішнього тиску газу означає, що температура нагрівального затискача не має настільки ж вирішального значення для отримання газонепроникного зварного з'єднання 32, яке забезпечує герметизацію каналу 7. Через необхідний час відбувається хід першого поршневого штока 21 всередину для повернення його в його початкове положення. Під час цього ходу всередину зовнішній виступ 30 першого поршневого штока 21 входить у вн утрішню східчасту виїмку 31 другого поршневого штока 27, внаслідок чого другий поршневий шток 27 захоплюється під час ходу всередину, так що він також повертається в його початкове положення. Контейнер 1 із закупореним заповненим газом каналом 7 тепер можна вільно витягнути з пристрою 16 для подальшого транспортування/обробки. У вищеописаному пристрої 16 під час його функціонування перший поршневий шток 21 і другий поршневий шток 27 виконані з можливістю роботи в одному й тому ж напрямі роботи відносно упора 17 і нагрівального затискача 25, розташованого навколо упора. Потрібно розуміти, що той же кінцевий результат може бути досягнутий іншими способами за рахунок незначних змін пристрою, які всі знаходяться в межах обсягу охорони винаходу. В одному варіанті нагрівальний затискач 25, наприклад, може бути розташований на другому поршневому штоку 27, при цьому в даному випадку нагрівальний затискач 25 за рахунок руху другого поршневого штока 27 підводять до упора 17 і оправки 26, що взаємодіє в ній з нагрівальним затискачем 25. В іншому варіанті перший і другий поршневі штоки 21, 27 можуть бути виконані з можливістю роботи у взаємно протилежних напрямах роботи і можуть бути виконані з нагрівальним затискачем 25 і оправкою 26, які відповідним чином виконані з можливістю переміщення. Таким чином, винахід стосується способу і пристрою для заповнення газом і герметизації каналу 7, призначеного для заповнення газом і розташованого в контейнері 1 стисливого типу. Крім того, винахід стосується заготовки 10 контейнера з каналом 7, яка спеціально розроблена для даного способу і пристрою. Спосіб і пристрій розроблені таким чином, що функції, які стосуються затиску контейнера 1, заповнення газом каналу 7 і його герметизації, можуть всі бути виконані при одному й тому ж напрямі роботи, що дозволяє створити дуже малогабаритний пристрій 16. Це означає, що пристрій 16 без великих ускладнень може бути вбудований в існуючі пакувальні машини. Пристрій 16 має дуже просту конструкцію, що робить його про 15 83687 стим у використанні, простим в експлуатації, і при цьому він має високу продуктивність. Заготовка 10 контейнера, створена для даного способу і пристрою 16, має канал 7, який може бути легко заповнений газом і закупорений без необхідності використання нового матеріалу або нових компонентів, наприклад, у вигляді запірних клапанів, до контейнера. Таким чином, подібний Комп’ютерна в ерстка В. Клюкін 16 канал 7 може легко бути включений в інші типи заготовок контейнерів. Потрібно розуміти, що даний винахід не обмежується показаними варіантами здійснення. Можливі різні модифікації й варіанти виконання, які знаходяться в межах винаходу, що визначається виключно доданою формулою винаходу. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for gas filling and sealing of duct intended to be filled with gas and positioned in container of collapsible type, and container blank having duct
Автори англійськоюForss Stefan
Назва патенту російськоюСпособ и устройство для заполнения газом и герметизации канала, предназначенного для заполнения газом и расположенного в контейнере сжимаемого типа, и заготовка контейнера, содержащая подобный канал
Автори російськоюФорсс Стефан
МПК / Мітки
МПК: B65D 33/06, B31B 1/74, B65D 30/16, B65B 61/00
Мітки: контейнера, заготовка, розташованого, заповнення, типу, контейнері, пристрій, призначеного, герметизації, стисливого, каналу, спосіб, газом, канал, яка, містить
Код посилання
<a href="https://ua.patents.su/8-83687-sposib-i-pristrijj-dlya-zapovnennya-gazom-i-germetizaci-kanalu-priznachenogo-dlya-zapovnennya-gazom-i-roztashovanogo-v-kontejjneri-stislivogo-tipu-i-zagotovka-kontejjnera-yaka-mist.html" target="_blank" rel="follow" title="База патентів України">Спосіб і пристрій для заповнення газом і герметизації каналу, призначеного для заповнення газом і розташованого в контейнері стисливого типу, і заготовка контейнера, яка містить такий канал</a>
Клапанний вузол контейнера для напою, контейнер для напою і спосіб заповнення і випорожнення контейнера
Номер патенту: 71919
Опубліковано: 17.01.2005
Автори: Тімп Піт Хейн Віллем, ван Бал Патрік Міхаель
Мітки: вузол, спосіб, напою, випорожнення, контейнера, контейнер, заповнення, клапанний
Формула / Реферат:
1. Клапанний вузол контейнера для напою, зокрема газованого напою, такого як пиво, що містить корпус, канал для напою з клапанним елементом, функціональні засоби для переміщення клапанного елемента, причому згадані функціональні засоби містять перші з’єднувальні засоби для з’єднання каналу для напою із засобами розливу напою для випорожнення контейнера через клапанний елемент або вздовж нього та другі з’єднувальні засоби для з’єднання каналу...
Пристрій, який не допускає повторного заповнення, для горловини контейнера (“стік”)
Номер патенту: 5686
Опубліковано: 15.03.2005
Автор: Беліченко Костянтин Михайлович
МПК: B65D 49/00
Мітки: горловини, пристрій, стик, заповнення, контейнера, допускає, повторного
Формула / Реферат:
1. Пристрій, який не допускає повторного заповнення, для горловини контейнера, що містить рухомий клапан, який складається із штока й головки конічної форми, сідла клапана, спроможного забезпечити ущільнення разом із головкою клапана, який відрізняється тим, що над головкою клапана розміщені два диски з отворами.2. Пристрій по 1, який відрізняється тим, що диски й сідло клапана з'єднані, принаймні, двома стійками будь-яким способом або...
Спосіб ліофілізації та герметизації продукту, який упорскується, вузол контейнера, пристрій контейнера та голчастого шприца
Номер патенту: 27970
Опубліковано: 16.10.2000
Автор: Гарріс Дейл
МПК: A61B 19/00, A61M 5/00, A61M 37/00
Мітки: герметизації, ліофілізації, вузол, продукту, спосіб, контейнера, шприца, пристрій, голчастого, упорскується
Текст:
...литьем под давлением, хотя можно применять другие соответствующие материалы с колпачком, изготовленным соответственно Колпачок 20 имеет цилиндрическую нижнюю часть, или юбку, 22 с данной осевой длиной и внутренним радиусом, достаточным, чтобы располагаться вокруг по меньшей мере части цилиндрического контейнера для лиофилизации. Как будет дальше описано, нижняя часть, или юбка, 22 стабилизиру ет коппачок 20, когда он находится на...
Пристрій для герметизації контейнера для збереження високоактивних відходів

Номер патенту: 28357
Опубліковано: 16.10.2000
Автори: Головня Віктор Якович, Чайкін Вадим Всеволодович, Ніконов Альберт Васильович, Батій Валерій Григорович, Копанець Інна Михайлівна
МПК: B65B 53/00, B65B 7/00, G21F 5/005
Мітки: відходів, високоактивних, герметизації, контейнера, збереження, пристрій
Формула / Реферат:
Устройство для герметизации контейнера для хранения высокоактивных отходов, состоящее из печи нагрева горловины контейнера, охладителя крышки, механизма управления захватом и механизма перемещения охладителя, отличающееся тем, что охладитель крышки выполнен в виде колпака с осевым отверстием для прохождения штока и отверстием для подачи хладагента, а устройство снабжено механизмом прижима колпака к крышке контейнера.
Заготовка контейнера і виготовлений із неї контейнер
Номер патенту: 82904
Опубліковано: 26.05.2008
Автор: Росен Оке
МПК: B65D 33/06, B65D 75/00, B65D 30/16
Мітки: заготовка, контейнер, виготовлений, неї, контейнера
Формула / Реферат:
1. Заготовка (1) контейнера (1), яка містить:стінку (3), яка створює дно, і дві протилежні бічні стінки (2), причому вказані стінки (2, 3) з'єднані вздовж межових ліній (9, 10, 13) для утворення по суті плоскої заготовки (1) контейнера, і яка має верхню ділянку (5), нижню ділянку (7), центральну ділянку (6), утворену верхньою ділянкою (5) та нижньою ділянкою (7), а також передньою межовою лінією (9) та проміжною межовою лінією (13),...
Попередній патент: Спосіб будівництва пальового фундаменту
Наступний патент: Пристрій для запобігання і гасіння загорянь та його застосування
Випадковий патент: Спосіб оцінки стану серця при захворюваннях щитоподібної залози з порушенням її функціонального стану