Компактний модуль обслуговування, призначений для застосування на заводах з виробництва алюмінію електролізом
Формула / Реферат
1. Модуль (7) обслуговування серії електролізерів (2), призначених для виробництва алюмінію електролізом у розплавлених солях, що містить раму (8), виконану з можливістю кріплення до візка (6), і поворотний пристрій (9), встановлений на рамі (8) з можливістю повороту навколо вертикальної осі А під час використання, який задає по суті горизонтальну площину Pt під час використання, що називається площиною поворотного пристрою, і обладнаний:
- комплектом робочих органів, що включає, зокрема, пробійник (11), встановлений на телескопічній штанзі (11а), грейферний ківш (12), встановлений на телескопічній штанзі (12а), щонайменше один перший анодний захоплювач (13), встановлений на телескопічній штанзі (13а), і бункер (15), обладнаний висувним жолобом (16);
- балконом або кабіною (18), що містить засоби керування, призначені для маневрування модуля і згаданих робочих органів, і пост (19) керування, з якого оператор може приводити у дію згадані засоби керування,
який відрізняється тим, що відносно першої площини Р1 і другої площини Р2, які розбивають площину поворотного пристрою на чотири геометричні квадранти і перпендикулярні одна одній і площині Pt поворотного пристрою (9) і перетинаються по осі А:
- центр С поста (19) керування знаходиться на визначеній відстані С1 від площини Р1 і на визначеній відстані С2 від площини Р2;
- центр грейферного ковша (12) і центр першого анодного захоплювача (13) знаходяться зі сторони, протилежної посту (19) керування відносно площини Р1;
- пробійник (11) і висувний жолоб (16) розміщені між постом (19) керування і рядом, утвореним грейферним ковшем (12) і першим анодним захоплювачем (13).
2. Модуль (7) обслуговування за пунктом 1, який відрізняється тим, що центр грейферного ковша (12) і центр першого анодного захоплювача (13) знаходяться на протилежних сторонах від площини Р2.
3. Модуль (7) обслуговування за будь-яким з пунктів 1 або 2, який відрізняється тим, що центр С поста (19) керування і центр грейферного ковша (12) знаходяться з однієї сторони від площини Р2.
4. Модуль (7) обслуговування за будь-яким з пунктів 1 або 2, який відрізняється тим, що центр С поста (19) керування і центр першого анодного захоплювача (13) знаходяться з однієї сторони від площини Р2.
5. Модуль (7) обслуговування за будь-яким з пунктів 1-4, який відрізняється тим, що кут S між площиною Р2 і площиною Рс, що проходить через вісь А і центр С поста (19) керування, складає між 0 і 40°.
6. Модуль (7) обслуговування за будь-яким з пунктів 1-4, який відрізняється тим, що кут S між площиною Р2 і площиною Рс, що проходить через вісь А і центр С поста (19) керування, складає між 0 і 15°.
7. Модуль (7) обслуговування за будь-яким з пунктів 1-6, який відрізняється тим, що площина Ра, яка паралельна площині Р1 і проходить через центр першого анодного захоплювача (13), і площина Рb, яка паралельна площині Р1 і проходить через центр грейферного ковша (12), знаходяться одна від одної на відстані F, що складає між 0 і 300 мм.
8. Модуль (7) обслуговування за будь-яким з пунктів 1-7, який відрізняється тим, що пробійник (11) знаходиться від площини Р2 на відстані, що складає між 0 і 200 мм.
9. Модуль (7) обслуговування за будь-яким з пунктів 1-8, який відрізняється тим, що кут Р між площиною Р2 і площиною Рр, що проходить через телескопічну штангу (11а) пробійника (11) і пробійник (11), складає між 0 і 20°.
10. Модуль (7) обслуговування за будь-яким з пунктів 1-9, який відрізняється тим, що він також містить щонайменше один додатковий анодний захоплювач (14), центр якого знаходиться з тієї ж самої сторони від площин Р1 і Р2, що і центр першого захоплювача (13).
11. Модуль (7) обслуговування за пунктом 10, який відрізняється тим, що центр додаткового(их) анодного(их) захоплювача або захоплювачів (14) знаходиться у площині Ра, яка паралельна площині Р1 і проходить через центр першого анодного захоплювача (13).
12. Модуль (7) обслуговування за будь-яким з пунктів 1-11, який відрізняється тим, що кутова відстань V між площиною Р12, яка паралельна осі А і проходить через центр поста (19) керування і центр грейферного ковша (12), і площиною Р13 або Р14, яка паралельна осі А і проходить через центр поста (19) керування і центр анодного захоплювача (13 або 14), найбільш віддаленого від центра ковша, складає менше 30°.
13. Модуль (7) обслуговування за пунктом 12, який відрізняється тим, що згадана кутова відстань складає менше 20°.
14. Модуль (7) обслуговування за будь-яким з пунктів 1-13, який відрізняється тим, що пробійник (11) і висувний жолоб (16) знаходяться між площиною Р1 і згаданим рядом.
15. Модуль (7) обслуговування за будь-яким з пунктів 1-14, який відрізняється тим, що пробійник (11) і висувний жолоб (16) знаходяться між площиною Р12, яка паралельна осі А і проходить через центр поста (19) керування і центр грейферного ковша (12), і площиною Р13 або Р14, яка паралельна осі А і проходить через центр поста (19) керування і центр анодного захоплювача (13 або 14), найбільш віддаленого від центра ковша.
16. Обслуговуюча машина (5), що містить візок (6) і модуль (7) обслуговування за будь-яким з пунктів 1-15.
17. Обслуговуючий агрегат (3) заводу з виробництва алюмінію електролізом у розплавлених солях, що містить рухомий мостовий кран (4) і щонайменше одну обслуговуючу машину (5) за пунктом 16.
18. Застосування обслуговуючого агрегату (3) за пунктом 17 для здійснення операцій обслуговування електролізерів (2), призначених для виробництва алюмінію електролізом у розплавлених солях.
19. Спосіб заміни анода електролізера (2), призначеного для виробництва алюмінію електролізом у розплавлених солях, в якому замінюють щонайменше один визначений анод на новий анод з використанням модуля обслуговування за будь-яким з пунктів 1-15.
20. Спосіб заміни анода за пунктом 19, в якому:
- наближають модуль (7) обслуговування до згаданого електролізера (2);
- руйнують кірку глинозему і затверділої ванни, яка охоплює і покриває щонайменше один визначений відпрацьований анод, за допомогою пробійника (11);
- дістають відпрацьований анод за допомогою анодного захоплювача (13, 14);
- проводять підготовку до встановлення нового анода за допомогою грейферного ковша (12);
- встановлюють новий анод на місце за допомогою анодного захоплювача (13, 14);
- покривають новий анод глиноземом і/або подрібненою ванною за допомогою висувного жолоба (16).
Текст
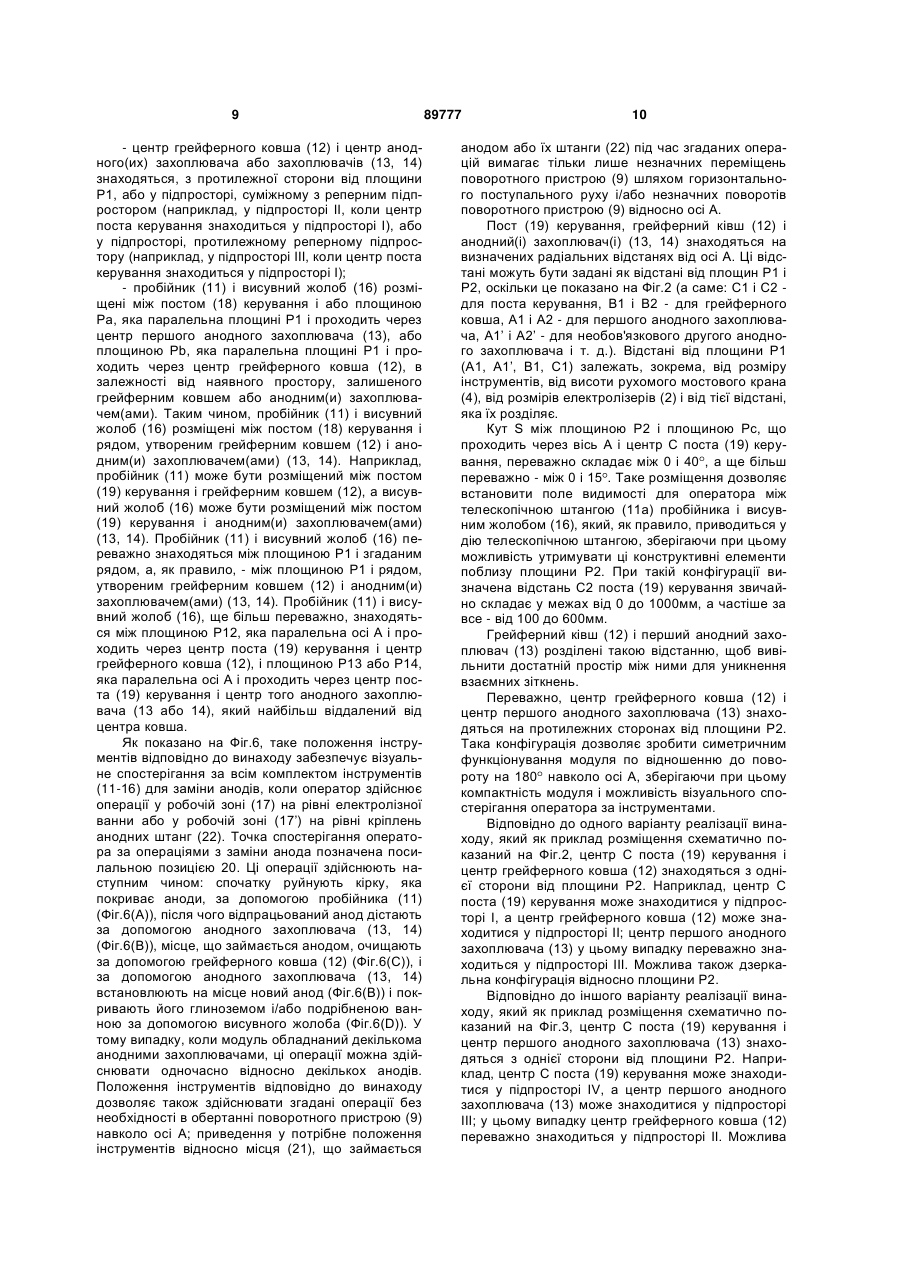
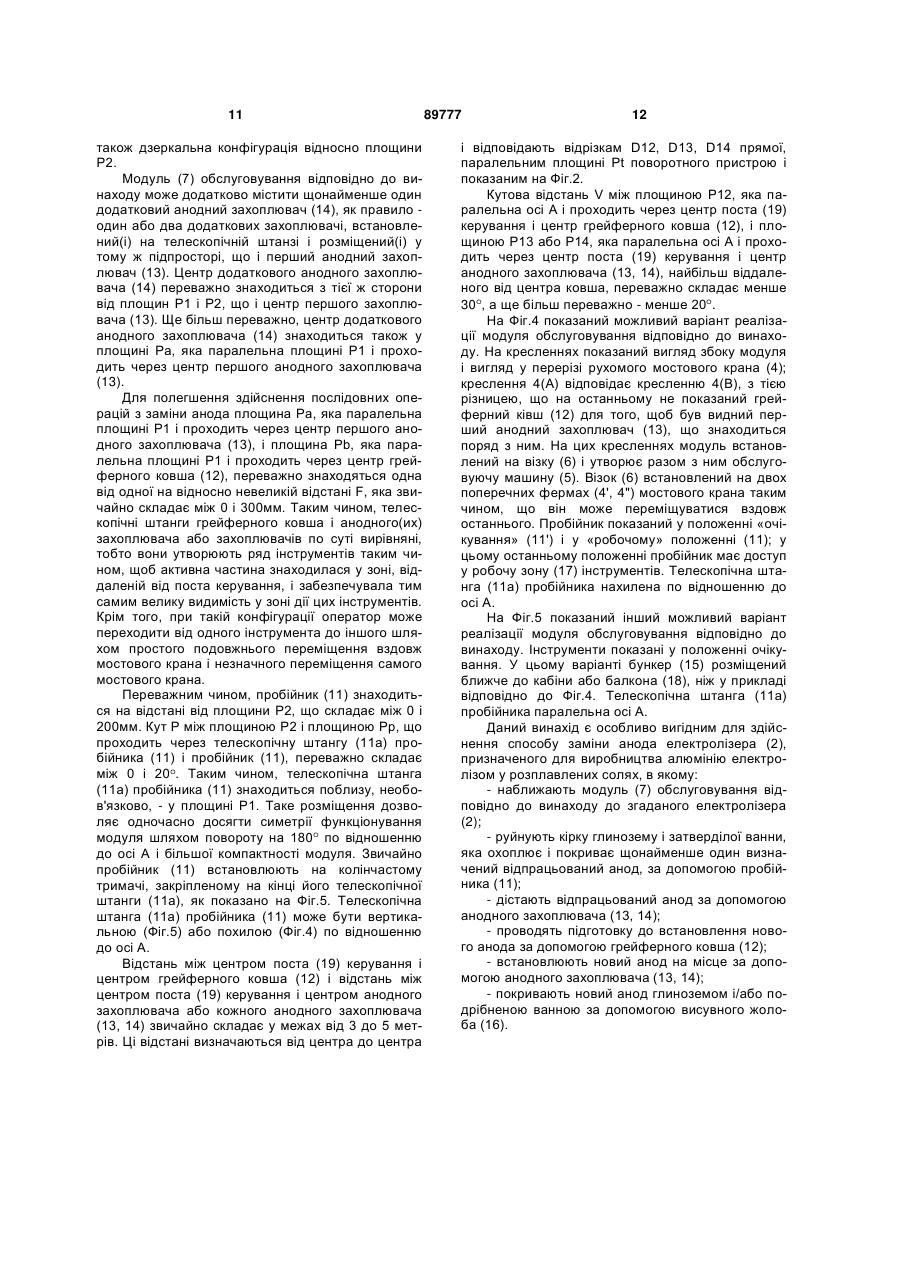
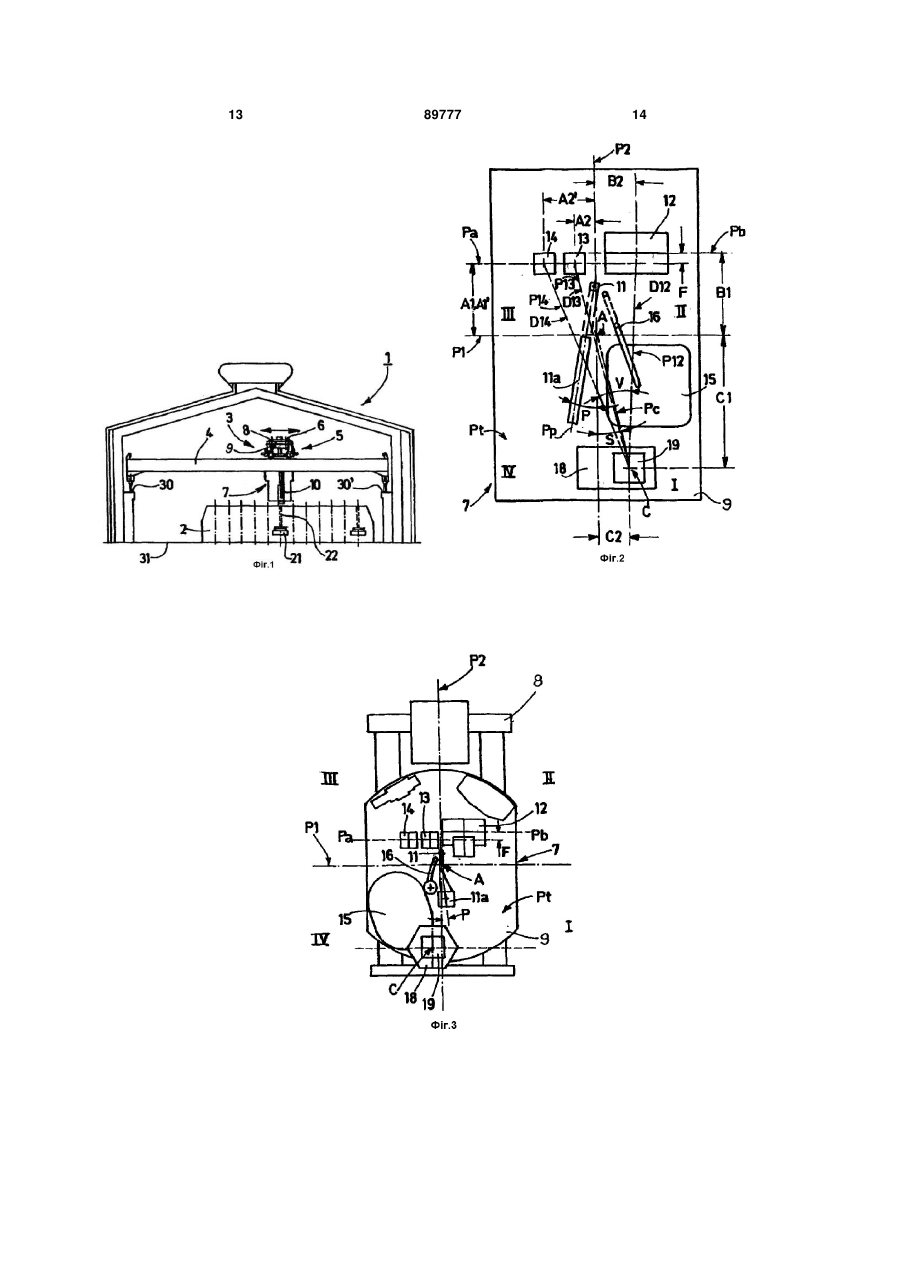
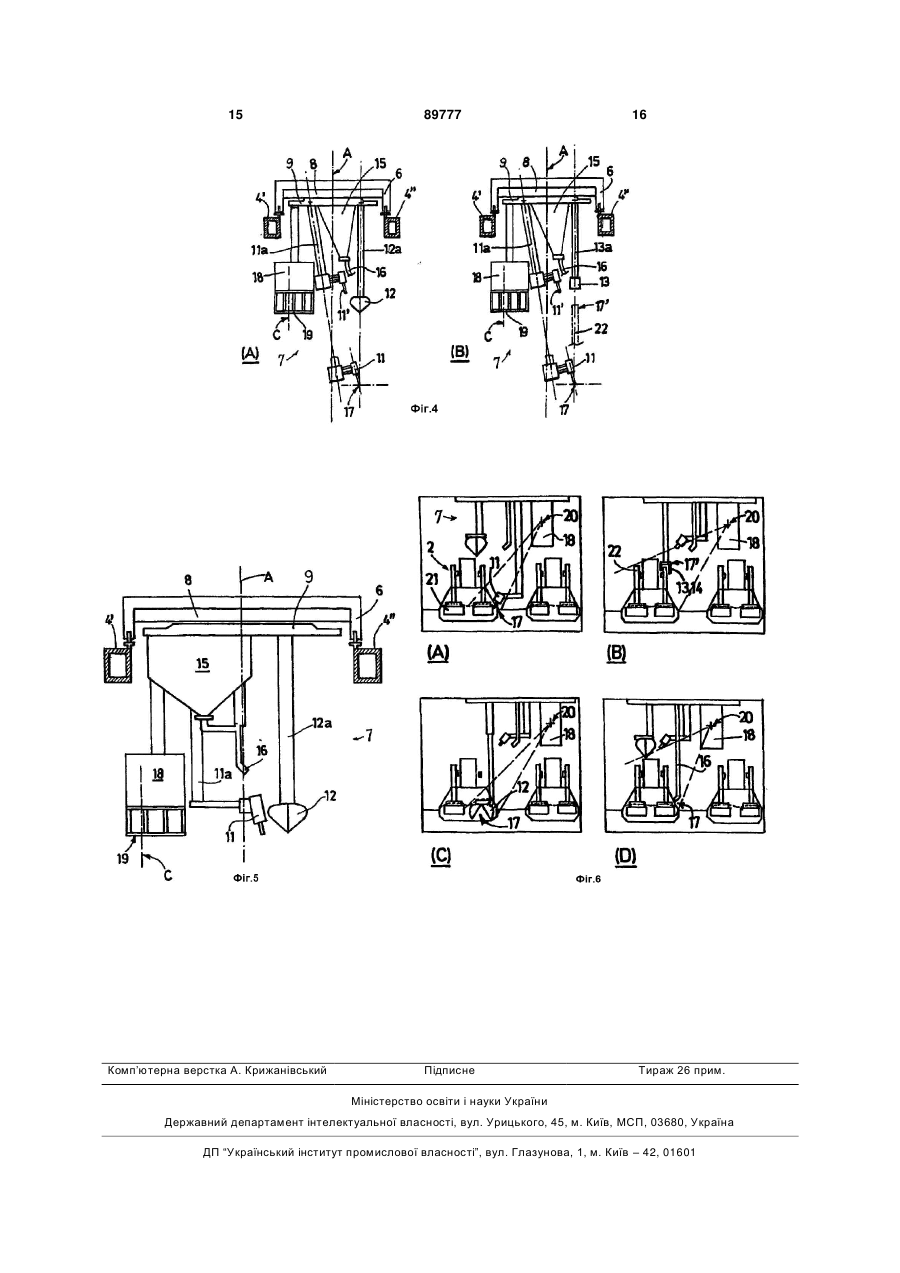
1. Модуль (7) обслуговування серії електролізерів (2), призначених для виробництва алюмінію електролізом у розплавлених солях, що містить раму (8), виконану з можливістю кріплення до візка (6), і поворотний пристрій (9), встановлений на рамі (8) з можливістю повороту навколо вертикальної осі А під час використання, який задає по суті горизонтальну площину Pt під час використання, що називається площиною поворотного пристрою, і обладнаний: - комплектом робочих органів, що включає, зокрема, пробійник (11), встановлений на телескопічній штанзі (11а), грейферний ківш (12), встановлений на телескопічній штанзі (12а), щонайменше один перший анодний захоплювач (13), встановлений на телескопічній штанзі (13а), і бункер (15), обладнаний висувним жолобом (16); - балконом або кабіною (18), що містить засоби керування, призначені для маневрування модуля і згаданих робочих органів, і пост (19) керування, з якого оператор може приводити у дію згадані засоби керування, який відрізняється тим, що відносно першої площини Р1 і другої площини Р2, які розбивають площину поворотного пристрою на чотири геометричні квадранти і перпендикулярні одна одній і площині Pt поворотного пристрою (9) і перетинаються по осі А: - центр С поста (19) керування знаходиться на визначеній відстані С1 від площини Р1 і на визначеній відстані С2 від площини Р2; 2 (19) 1 3 89777 4 площиною Р2 і площиною Рр, що проходить через телескопічну штангу (11а) пробійника (11) і пробійник (11), складає між 0 і 20°. 10. Модуль (7) обслуговування за будь-яким з пунктів 1-9, який відрізняється тим, що він також містить щонайменше один додатковий анодний захоплювач (14), центр якого знаходиться з тієї ж самої сторони від площин Р1 і Р2, що і центр першого захоплювача (13). 11. Модуль (7) обслуговування за пунктом 10, який відрізняється тим, що центр додаткового(их) анодного(их) захоплювача або захоплювачів (14) знаходиться у площині Ра, яка паралельна площині Р1 і проходить через центр першого анодного захоплювача (13). 12. Модуль (7) обслуговування за будь-яким з пунктів 1-11, який відрізняється тим, що кутова відстань V між площиною Р12, яка паралельна осі А і проходить через центр поста (19) керування і центр грейферного ковша (12), і площиною Р13 або Р14, яка паралельна осі А і проходить через центр поста (19) керування і центр анодного захоплювача (13 або 14), найбільш віддаленого від центра ковша, складає менше 30°. 13. Модуль (7) обслуговування за пунктом 12, який відрізняється тим, що згадана кутова відстань складає менше 20°. 14. Модуль (7) обслуговування за будь-яким з пунктів 1-13, який відрізняється тим, що пробійник (11) і висувний жолоб (16) знаходяться між площиною Р1 і згаданим рядом. 15. Модуль (7) обслуговування за будь-яким з пунктів 1-14, який відрізняється тим, що пробійник (11) і висувний жолоб (16) знаходяться між площиною Р12, яка паралельна осі А і проходить через центр поста (19) керування і центр грейферного ковша (12), і площиною Р13 або Р14, яка парале льна осі А і проходить через центр поста (19) керування і центр анодного захоплювача (13 або 14), найбільш віддаленого від центра ковша. 16. Обслуговуюча машина (5), що містить візок (6) і модуль (7) обслуговування за будь-яким з пунктів 1-15. 17. Обслуговуючий агрегат (3) заводу з виробництва алюмінію електролізом у розплавлених солях, що містить рухомий мостовий кран (4) і щонайменше одну обслуговуючу машину (5) за пунктом 16. 18. Застосування обслуговуючого агрегату (3) за пунктом 17 для здійснення операцій обслуговування електролізерів (2), призначених для виробництва алюмінію електролізом у розплавлених солях. 19. Спосіб заміни анода електролізера (2), призначеного для виробництва алюмінію електролізом у розплавлених солях, в якому замінюють щонайменше один визначений анод на новий анод з використанням модуля обслуговування за будь-яким з пунктів 1-15. 20. Спосіб заміни анода за пунктом 19, в якому: - наближають модуль (7) обслуговування до згаданого електролізера (2); - руйнують кірку глинозему і затверділої ванни, яка охоплює і покриває щонайменше один визначений відпрацьований анод, за допомогою пробійника (11); - дістають відпрацьований анод за допомогою анодного захоплювача (13, 14); - проводять підготовку до встановлення нового анода за допомогою грейферного ковша (12); - встановлюють новий анод на місце за допомогою анодного захоплювача (13, 14); - покривають новий анод глиноземом і/або подрібненою ванною за допомогою висувного жолоба (16). Даний винахід стосується виробництва алюмінію електролізом у розплавлених солях відповідно до способу Хола-Еру. Зокрема, він стосується модулів обслуговування, що використовуються на заводах з виробництва алюмінію. У промислових масштабах алюміній виробляють електролізом у розплавлених солях в електролізерах відповідно до добре відомого способу Хола-Еру. Заводи містять велике число електролізерів, розміщених у лінію у будівлях, які називаються електролізними корпусами або цехами, і послідовно з'єднаних електрично за допомогою з'єднувальних провідників таким чином, щоб оптимально використовувати площу, яку займають заводи. Як правило, електролізери розташовують таким чином, щоб вони утворили два або декілька паралельних рядів (електролізних серій), які електрично з'єднані між собою за допомогою кінцевих провідників. Під час функціонування на заводах з електролізом часто виникає потреба у втручаннях в роботу електролізерів, серед яких фігурують, зокрема, заміна відпрацьованих анодів новими анодами, відбір рідкого металу з електролізерів і відбори або додання електроліту. Для здійснення таких втручань (операцій обслуговування) найбільш сучасні заводи обладнані одним або декількома обслуговуючими агрегатами, що містять рухомий мостовий кран, який може переміщуватися над електролізерами і вздовж серії електролізерів, і одну або декілька обслуговуючих машин, кожна з яких містить візок і модуль обслуговування, обладнаний вантажно-розвантажувальними і робочими органами (які часто називаються «інструментами»), такими як ковші і талі, і виконаний з можливістю переміщення по рухомому мостовому крану. Ці обслуговуючі агрегати часто називають «машинами обслуговування електролізу» або МОЕ («machines de service electrolyse» або «M.S.E» французькою мовою; і «РТА» або «Pot Tending Assembly», або «РТМ», або «Pot Tending Machine» англійською мовою). Щоб оптимально використовувати простір в електролізних цехах і знизити вартість капіталовкладень, електролізери розташовують якомога ближче один до одного і поряд з однією з бічних 5 сторін електролізних цехів, а поряд з іншою бічною стороною цехів облаштовують технологічний прохід. Таке розміщення передбачає, щоб відстань між стінами електролізного цеху і межами робочої зони кожного з інструментів обслуговуючих машин була якомога меншою, зокрема, для доступу до електролізерів. Цю відстань називають «підходом інструментів». У результаті, положення електролізерів в електролізному цеху і загальна площа цеху істотно залежать від об'єму, що займається обслуговуючими машинами, і від можливостей підходу і руху їх інструментів. Однак, відомі модулі обслуговування займають великий об'єм, що не дозволяє здійснювати підхід зі сторони електролізного цеху, зокрема - з бічних сторін, і що істотно обмежує їх пересування поряд з цими сторонами. Враховуючи велике число інструментів, необхідних для технічного обслуговування і ремонту електролізерів, важко зменшити об'єм модулів простим зближенням інструментів, не впливаючи на можливість візуального спостереження за операціями операторами, які знаходяться у постах керування. У зв'язку з цим заявник поставив перед собою задачу створення таких обслуговуючих агрегатів, які дозволяють усунути ці недоліки. Об'єктом даного винаходу є модуль обслуговування серії електролізерів, призначених для виробництва алюмінію електролізом у розплавлених солях, що містить раму, виконану з можливістю кріплення до візка, і поворотний пристрій, встановлений на цій рамі з можливістю повороту навколо вертикальної осі А під час використання, що задає по суті горизонтальну площину під час використання, яка називається «площиною поворотного пристрою» Pt, і обладнаний: - комплектом робочих органів, що включає, зокрема, пробійник, встановлений на телескопічній штанзі, грейферний ківш, встановлений на телескопічній штанзі, щонайменше один перший анодний захоплювач, встановлений на телескопічній штанзі, і бункер, обладнаний висувним жолобом; - балконом або кабіною, що містить засоби керування для здійснення маневрів модуля і згаданих інструментів, і пост керування, з якого оператор може приводити у дію згадані засоби керування, Згідно винаходу відносно першої площини P1 і другої площини Р2, які перпендикулярні одна одній і площині Pt поворотного пристрою і перетинаються по осі А: - центр C поста керування знаходиться на визначеній відстані C1 від площини P1 і на визначеній відстані С2 від площини Р2; - центр грейферного ковша і центр першого анодного захоплювача знаходяться зі сторони, протилежної посту керування відносно площини P1; - пробійник і згаданий висувний жолоб розміщені між постом керування і рядом, утвореним грейферним ковшем і першим анодним захоплювачем. Розміщення інструментів модуля відповідно до винаходу дозволяє їх активній частині знаходитися у зоні, віддаленій від кабіни і поста оператора, і забезпечує, таким чином, велику видимість у зоні 89777 6 дії інструментів. Воно дозволяє також істотно наблизити їх до осі обертання поворотного пристрою, не заважаючи візуальному спостеріганню, що приводить до більшої компактності модуля і сприяє зменшеним підходам. Таким чином, модуль обслуговування містить щонайменше чотири основних інструменти, які використовуються при замінах анода, залишаючись при цьому компактним. Крім того, винахід дозволяє зробити операції симетричними, так що обслуговуюча машина, обладнана модулем відповідно до винаходу, може бути використана незалежно від того, яким є положення електролізерів по відношенню до бічних сторін електролізного цеху. Винахід дозволяє також відмовитися від застосування двох або декількох концентричних поворотних пристроїв, що дозволяє, отже, спростити конструкцію модуля обслуговування. Об'єктом даного винаходу є також обслуговуюча машина, що містить візок і модуль обслуговування, такий як описаний вище. Об'єктом даного винаходу є також обслуговуючий агрегат заводу з виробництва алюмінію електролізом у розплавлених солях, що містить рухомий мостовий кран і щонайменше одну обслуговуючу машину відповідно до винаходу. Об'єктом даного винаходу є також застосування обслуговуючого агрегату відповідно до винаходу для здійснення операцій обслуговування електролізерів, призначених для виробництва алюмінію електролізом у розплавлених солях. Об'єктом даного винаходу є також спосіб заміни анода електролізера, призначеного для виробництва алюмінію електролізом у розплавлених солях, в якому замінюють щонайменше один визначений анод на новий анод з використанням модуля обслуговування відповідно до винаходу. Далі йде докладний опис винаходу з посиланнями на додані фігури. Фіг.1 ілюструє вигляд у розрізі типового електролізного цеху, що призначений для виробництва алюмінію і містить показаний схематично обслуговуючий агрегат. Фіг.2 і 3 схематичним чином показують на вигляді знизу розміщення основних інструментів модуля обслуговування відповідно до винаходу. Фіг.4 і 5 схематичним чином ілюструють на вигляді збоку приклади реалізації модуля обслуговування відповідно до винаходу. Фіг.6 ілюструє операції з заміни анодів, які можуть бути здійснені за допомогою модуля відповідно до винаходу. Електролізні заводи, призначені для виробництва алюмінію, містять зону виробництва рідкого алюмінію, яка містить один або декілька електролізних цехів (1). Як показано на Фіг.1, кожний електролізний цех (1) містить електролїзери (2) і щонайменше один «обслуговуючий агрегат» або «обслуговуючу машину» (3). Як правило, електролїзери (2) мають ряди або лінії, при цьому кожний ряд або кожна лінія звичайно містить більше сотні електролізерів. Електролізери (2) розміщують таким чином, щоб залишити вільним технологічний прохід (31) по всій довжині електролізного цеху (1). 7 Електролізери (2) містять набір анодів (21), обладнаних металевою штангою (22), призначеною для кріплення і електричного з'єднання анодів з металевою анодною рамою (не показана). Обслуговуючий агрегат (3) служить для здійснення операцій на електролізерах (2), таких як заміна анода або наповнення бункерів живлення електролізерів подрібненою ванною і AIF3. Він може також служити для переміщення різних вантажів, таких як елементи електролізної ванни, ковші з рідким алюмінієм або аноди. Зокрема, винахід стосується обслуговуючих агрегатів, здатних здійснювати заміни анода. Обслуговуючий агрегат (3) містить рухомий мостовий кран (4), який може переміщуватися над електролізерами (2), і обслуговуючу машину (5), що містить рухомий візок (6), виконаний з можливістю переміщення по рухомому мостовому крану (4), і модуль (7) обслуговування, обладнаний декількома робочими органами (10) для розвантаження-навантаження і обслуговування, такими як інструменти (ковші, анодні захоплювачі, пробійники і т. д.). Рухомий мостовий кран (4) встановлений і переміщається по шляхах (30, 30') котіння, розміщених паралельно один одному і головній осі електролізного корпусу (і лінії електролізерів). Таким чином, рухомий мостовий кран (4) може переміщуватися вздовж електролізного цеху (1). У межах даного винаходу модуль (7) обслуговування містить раму (8), звичайно виконану у вигляді платформи з можливістю кріплення до візка (6), і поворотний пристрій («турель») (9), встановлений на рамі (8) з можливістю обертання навколо вертикальної осі А під час використання. Поворотний пристрій (9) обладнаний балконом або кабіною (18) керування, що містить засоби керування, призначені для маневрування (керуванням маневрами) модуля (7) і згаданих робочих органів (10), і пост (19) керування, з якого оператор може приводити у дію згадані засоби керування. Поворотний пристрій (9) відповідно до винаходу обладнаний також комплектом визначених робочих органів (10), в число яких входять щонайменше один пробійник (11), встановлений на телескопічній штанзі (11a), грейферний ківш (12), встановлений на телескопічній штанзі (12а), щонайменше один захоплювач (13, 14) для переміщення анода (який називається далі «анодним захоплювачем»), встановлений на телескопічній штанзі (13а, 14а), і бункер (15), обладнаний висувним жолобом (16). Ці інструменти (11-16) призначені для здійснення операцій з заміни анодів в електролізерах електролізного корпусу. При цих операціях пробійник (11) служить для руйнування кірки глинозему і затверділої ванни, яка звичайно покриває аноди електролізера; грейферний ківш (12) служить для звільнення місця, що займається анодом, після видалення відпрацьованого анода шляхом діставання тих твердих речовин (таких як шматки кірки і вуглецю, і глинозему), які там знаходяться; анодний захоплювач або анодні захоплювачі (13, 14) служать для захоплення анодів за їх штангу і маніпулювання ними, зокрема, для видалення з електролізера відпрацьованих анодів і 89777 8 встановлення на їх місце нових анодів в електролізер; висувний жолоб (16) служить для подачі глинозему і/або подрібненої ванни (електроліту) в електролізер таким чином, щоб повторно сформувати шар покриття після встановлення на місце нового анода. Поворотний пристрій (9) відповідно до винаходу може бути також обладнаний додатковими інструментами (механізмами), такими як таль. У межах даного винаходу телескопічна штанга (11а, 12а, 13а, 14а) містить щонайменше одну нерухому ланку і першу рухому ланку, виконану з можливістю поступального руху відносно нерухомої ланки вздовж визначеної осі поступального руху. Нерухома і рухома(і) ланки мають істотно подовжену форму, таку як стрижень, трубка, або більш складну форму, з якою може бути зв'язана головна вісь у напрямку довжини. Головна вісь нерухомої і рухомої(их) ланок звичайно є по суті вертикальною під час використання. Визначена вісь поступального руху є звичайно паралельною головній осі нерухомої ланки і може з нею співпадати. Нерухома ланка прикріплена до поворотного пристрою (9) жорстким або гнучким чином. Гнучке кріплення забезпечує деяке зміщення рухомої ланки відносно точки її кріплення. Інструменти прикріплені до рухомої ланки, як правило, на її кінці. Наприклад, нерухома ланка може бути першою порожнистою трубкою по суті квадратного перерізу, а рухома ланка - другою трубкою по суті квадратного перерізу, здатною ковзати всередині першої трубки; у цьому прикладі головні осі першої і другої трубок співпадають. Телескопічна штанга може містити одну або більше проміжних рухомих ланок, розміщених між нерухомою ланкою і першою рухомою ланкою і здатних поступально переміщуватися відносно останніх. Поворотний пристрій (9) задає площину Pt, перпендикулярну осі А, тобто по суті горизонтальну під час використання і називану площиною поворотного пристрою. Для опису розміщення елементів на поворотному пристрої ця площина розбита на чотири геометричних квадранти, обмежених двома площинами (P1, Р2), перпендикулярними площині поворотного пристрою (тобто вертикальними під час використання), що перпендикулярні одна одній і проходять через вісь А. Ця система відліку показана на Фіг.2 і 3. Таким чином, весь простір розбитий на чотири підпростори, кожний з яких відповідає одному з чотирьох квадрантів, обмежених двома площинами P1 і Р2. Ці квадранти і відповідні підпростори позначені римськими цифрами від І до IV. Інструменти звичайно розміщені з однієї сторони від площини поворотного пристрою, а саме, з тієї сторони, яка знаходиться знизу від цієї площини (тобто під рамою і поворотним пристроєм) під час використання. Таким чином, використовуючи згадану вище систему відліку: - центр поста (19) керування знаходиться або у реперному підпросторі (І або IV), що знаходиться з однієї сторони від площини P1, або на площині Р2, яка розділяє ці два підпростори; 9 - центр грейферного ковша (12) і центр анодного(их) захоплювача або захоплювачів (13, 14) знаходяться, з протилежної сторони від площини P1, або у підпросторі, суміжному з реперним підпростором (наприклад, у підпросторі II, коли центр поста керування знаходиться у підпросторі І), або у підпросторі, протилежному реперному підпростору (наприклад, у підпросторі III, коли центр поста керування знаходиться у підпросторі І); - пробійник (11) і висувний жолоб (16) розміщені між постом (18) керування і або площиною Pa, яка паралельна площині P1 і проходить через центр першого анодного захоплювача (13), або площиною Pb, яка паралельна площині P1 і проходить через центр грейферного ковша (12), в залежності від наявного простору, залишеного грейферним ковшем або анодним(и) захоплювачем(ами). Таким чином, пробійник (11) і висувний жолоб (16) розміщені між постом (18) керування і рядом, утвореним грейферним ковшем (12) і анодним(и) захоплювачем(ами) (13, 14). Наприклад, пробійник (11) може бути розміщений між постом (19) керування і грейферним ковшем (12), а висувний жолоб (16) може бути розміщений між постом (19) керування і анодним(и) захоплювачем(ами) (13, 14). Пробійник (11) і висувний жолоб (16) переважно знаходяться між площиною P1 і згаданим рядом, а, як правило, - між площиною P1 і рядом, утвореним грейферним ковшем (12) і анодним(и) захоплювачем(ами) (13, 14). Пробійник (11) і висувний жолоб (16), ще більш переважно, знаходяться між площиною P12, яка паралельна осі А і проходить через центр поста (19) керування і центр грейферного ковша (12), і площиною Р13 або P14, яка паралельна осі А і проходить через центр поста (19) керування і центр того анодного захоплювача (13 або 14), який найбільш віддалений від центра ковша. Як показано на Фіг.6, таке положення інструментів відповідно до винаходу забезпечує візуальне спостерігання за всім комплектом інструментів (11-16) для заміни анодів, коли оператор здійснює операції у робочій зоні (17) на рівні електролізної ванни або у робочій зоні (17’) на рівні кріплень анодних штанг (22). Точка спостерігання оператора за операціями з заміни анода позначена посилальною позицією 20. Ці операції здійснюють наступним чином: спочатку руйнують кірку, яка покриває аноди, за допомогою пробійника (11) (Фіг.6(A)), після чого відпрацьований анод дістають за допомогою анодного захоплювача (13, 14) (Фіг.6(B)), місце, що займається анодом, очищають за допомогою грейферного ковша (12) (Фіг.6(C)), і за допомогою анодного захоплювача (13, 14) встановлюють на місце новий анод (Фіг.6(B)) і покривають його глиноземом і/або подрібненою ванною за допомогою висувного жолоба (Фіг.6(D)). У тому випадку, коли модуль обладнаний декількома анодними захоплювачами, ці операції можна здійснювати одночасно відносно декількох анодів. Положення інструментів відповідно до винаходу дозволяє також здійснювати згадані операції без необхідності в обертанні поворотного пристрою (9) навколо осі А; приведення у потрібне положення інструментів відносно місця (21), що займається 89777 10 анодом або їх штанги (22) під час згаданих операцій вимагає тільки лише незначних переміщень поворотного пристрою (9) шляхом горизонтального поступального руху і/або незначних поворотів поворотного пристрою (9) відносно осі А. Пост (19) керування, грейферний ківш (12) і анодний(і) захоплювач(і) (13, 14) знаходяться на визначених радіальних відстанях від осі А. Ці відстані можуть бути задані як відстані від площин P1 і Р2, оскільки це показано на Фіг.2 (а саме: C1 і С2 для поста керування, B1 і В2 - для грейферного ковша, A1 і А2 - для першого анодного захоплювача, А1’ і А2’ - для необов'язкового другого анодного захоплювача і т. д.). Відстані від площини P1 (A1, А1’, B1, C1) залежать, зокрема, від розміру інструментів, від висоти рухомого мостового крана (4), від розмірів електролізерів (2) і від тієї відстані, яка їх розділяє. Кут S між площиною Р2 і площиною Pc, що проходить через вісь А і центр C поста (19) керування, переважно складає між 0 і 40 , а ще більш переважно - між 0 і 15 . Таке розміщення дозволяє встановити поле видимості для оператора між телескопічною штангою (11а) пробійника і висувним жолобом (16), який, як правило, приводиться у дію телескопічною штангою, зберігаючи при цьому можливість утримувати ці конструктивні елементи поблизу площини Р2. При такій конфігурації визначена відстань С2 поста (19) керування звичайно складає у межах від 0 до 1000мм, а частіше за все - від 100 до 600мм. Грейферний ківш (12) і перший анодний захоплювач (13) розділені такою відстанню, щоб вивільнити достатній простір між ними для уникнення взаємних зіткнень. Переважно, центр грейферного ковша (12) і центр першого анодного захоплювача (13) знаходяться на протилежних сторонах від площини Р2. Така конфігурація дозволяє зробити симетричним функціонування модуля по відношенню до повороту на 180 навколо осі А, зберігаючи при цьому компактність модуля і можливість візуального спостерігання оператора за інструментами. Відповідно до одного варіанту реалізації винаходу, який як приклад розміщення схематично показаний на Фіг.2, центр C поста (19) керування і центр грейферного ковша (12) знаходяться з однієї сторони від площини Р2. Наприклад, центр C поста (19) керування може знаходитися у підпросторі І, а центр грейферного ковша (12) може знаходитися у підпросторі II; центр першого анодного захоплювача (13) у цьому випадку переважно знаходиться у підпросторі III. Можлива також дзеркальна конфігурація відносно площини Р2. Відповідно до іншого варіанту реалізації винаходу, який як приклад розміщення схематично показаний на Фіг.3, центр C поста (19) керування і центр першого анодного захоплювача (13) знаходяться з однієї сторони від площини Р2. Наприклад, центр C поста (19) керування може знаходитися у підпросторі IV, а центр першого анодного захоплювача (13) може знаходитися у підпросторі III; у цьому випадку центр грейферного ковша (12) переважно знаходиться у підпросторі II. Можлива 11 також дзеркальна конфігурація відносно площини Р2. Модуль (7) обслуговування відповідно до винаходу може додатково містити щонайменше один додатковий анодний захоплювач (14), як правило один або два додаткових захоплювачі, встановлений(і) на телескопічній штанзі і розміщений(і) у тому ж підпросторі, що і перший анодний захоплювач (13). Центр додаткового анодного захоплювача (14) переважно знаходиться з тієї ж сторони від площин P1 і Р2, що і центр першого захоплювача (13). Ще більш переважно, центр додаткового анодного захоплювача (14) знаходиться також у площині Pa, яка паралельна площині P1 і проходить через центр першого анодного захоплювача (13). Для полегшення здійснення послідовних операцій з заміни анода площина Pa, яка паралельна площині P1 і проходить через центр першого анодного захоплювача (13), і площина Pb, яка паралельна площині P1 і проходить через центр грейферного ковша (12), переважно знаходяться одна від одної на відносно невеликій відстані F, яка звичайно складає між 0 і 300мм. Таким чином, телескопічні штанги грейферного ковша і анодного(их) захоплювача або захоплювачів по суті вирівняні, тобто вони утворюють ряд інструментів таким чином, щоб активна частина знаходилася у зоні, віддаленій від поста керування, і забезпечувала тим самим велику видимість у зоні дії цих інструментів. Крім того, при такій конфігурації оператор може переходити від одного інструмента до іншого шляхом простого подовжнього переміщення вздовж мостового крана і незначного переміщення самого мостового крана. Переважним чином, пробійник (11) знаходиться на відстані від площини Р2, що складає між 0 і 200мм. Кут P між площиною Р2 і площиною Pp, що проходить через телескопічну штангу (11а) пробійника (11) і пробійник (11), переважно складає між 0 і 20 . Таким чином, телескопічна штанга (11а) пробійника (11) знаходиться поблизу, необов'язково, - у площині P1. Таке розміщення дозволяє одночасно досягти симетрії функціонування модуля шляхом повороту на 180 по відношенню до осі А і більшої компактності модуля. Звичайно пробійник (11) встановлюють на колінчастому тримачі, закріпленому на кінці його телескопічної штанги (11а), як показано на Фіг.5. Телескопічна штанга (11а) пробійника (11) може бути вертикальною (Фіг.5) або похилою (Фіг.4) по відношенню до осі А. Відстань між центром поста (19) керування і центром грейферного ковша (12) і відстань між центром поста (19) керування і центром анодного захоплювача або кожного анодного захоплювача (13, 14) звичайно складає у межах від 3 до 5 метрів. Ці відстані визначаються від центра до центра 89777 12 і відповідають відрізкам D12, D13, D14 прямої, паралельним площині Pt поворотного пристрою і показаним на Фіг.2. Кутова відстань V між площиною P12, яка паралельна осі А і проходить через центр поста (19) керування і центр грейферного ковша (12), і площиною Р13 або P14, яка паралельна осі А і проходить через центр поста (19) керування і центр анодного захоплювача (13, 14), найбільш віддаленого від центра ковша, переважно складає менше 30 , а ще більш переважно - менше 20 . На Фіг.4 показаний можливий варіант реалізації модуля обслуговування відповідно до винаходу. На кресленнях показаний вигляд збоку модуля і вигляд у перерізі рухомого мостового крана (4); креслення 4(A) відповідає кресленню 4(B), з тією різницею, що на останньому не показаний грейферний ківш (12) для того, щоб був видний перший анодний захоплювач (13), що знаходиться поряд з ним. На цих кресленнях модуль встановлений на візку (6) і утворює разом з ним обслуговуючу машину (5). Візок (6) встановлений на двох поперечних фермах (4', 4") мостового крана таким чином, що він може переміщуватися вздовж останнього. Пробійник показаний у положенні «очікування» (11') і у «робочому» положенні (11); у цьому останньому положенні пробійник має доступ у робочу зону (17) інструментів. Телескопічна штанга (11a) пробійника нахилена по відношенню до осі А. На Фіг.5 показаний інший можливий варіант реалізації модуля обслуговування відповідно до винаходу. Інструменти показані у положенні очікування. У цьому варіанті бункер (15) розміщений ближче до кабіни або балкона (18), ніж у прикладі відповідно до Фіг.4. Телескопічна штанга (11а) пробійника паралельна осі А. Даний винахід є особливо вигідним для здійснення способу заміни анода електролізера (2), призначеного для виробництва алюмінію електролізом у розплавлених солях, в якому: - наближають модуль (7) обслуговування відповідно до винаходу до згаданого електролізера (2); - руйнують кірку глинозему і затверділої ванни, яка охоплює і покриває щонайменше один визначений відпрацьований анод, за допомогою пробійника (11); - дістають відпрацьований анод за допомогою анодного захоплювача (13, 14); - проводять підготовку до встановлення нового анода за допомогою грейферного ковша (12); - встановлюють новий анод на місце за допомогою анодного захоплювача (13, 14); - покривають новий анод глиноземом і/або подрібненою ванною за допомогою висувного жолоба (16). 13 89777 14 15 Комп’ютерна верстка А. Крижанівський 89777 Підписне 16 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюCompact service module intended for the use in plants for the production of aluminium by means of electrolysis
Автори англійськоюVan Acker Alain, Delescluse Patrick, Morel Benoist
Назва патенту російськоюКомпактный модуль обслуживания, предназначенный для применения на заводах по производству алюминия электролизом
Автори російськоюВан Акер Ален, Делесклюз Патрик, Морель Бенуа
МПК / Мітки
Мітки: електролізом, застосування, заводах, призначений, виробництва, алюмінію, компактний, обслуговування, модуль
Код посилання
<a href="https://ua.patents.su/8-89777-kompaktnijj-modul-obslugovuvannya-priznachenijj-dlya-zastosuvannya-na-zavodakh-z-virobnictva-alyuminiyu-elektrolizom.html" target="_blank" rel="follow" title="База патентів України">Компактний модуль обслуговування, призначений для застосування на заводах з виробництва алюмінію електролізом</a>
Пристрій маніпулювання кришками електролізера для виробництва алюмінію електролізом
Номер патенту: 86287
Опубліковано: 10.04.2009
Автори: Ван Акер Ален, Демеленер Людовік
Мітки: електролізом, виробництва, маніпулювання, пристрій, електролізера, алюмінію, кришками
Формула / Реферат:
1. Пристрій (100) маніпулювання кришками (33) електролізера (2) для виробництва алюмінію електролізом в розплаві, який відрізняється тим, що він містить:- пристрій (110) позиціонування, який містить орган (101) вертикального напрямку, рухому опору (120), встановлену на органі (101) вертикального напрямку з можливістю переміщення при використанні щонайменше у вертикальному напрямку, шарнірний рукав (130), встановлений на пересувній...
Спосіб виготовлення випалених анодів для виробництва алюмінію електролізом
Номер патенту: 4750
Опубліковано: 28.12.1994
Автор: Клод Ванворен
Мітки: спосіб, алюмінію, анодів, виробництва, випалених, електролізом, виготовлення
Формула / Реферат:
Способ изготовления обожженных анодов для производства алюминия элетролизом, включающий смешение углеродистого наполнителя и коксующегося пека при нагревании, формование анода уплотнением, определение плотности сырого анода путем измерения его веса и усадки по высоте и обжиг изделия, отличающийся тем, что, с целью повышения качества анодов, после определения плотности сырого анода определяют максимальную плотность сухого анода по...
Спосіб проведення процесу одержання алюмінію електролізом
Номер патенту: 43742
Опубліковано: 25.08.2009
Автор: Литвиненко Юрій Михайлович
МПК: C22B 21/00, C25C 3/06
Мітки: алюмінію, спосіб, процесу, проведення, електролізом, одержання
Формула / Реферат:
Спосіб проведення процесу одержання алюмінію електролізом, що включає завантаження кріоліто-глиноземної суміші в електролізну комірку, нагрівання суміші до розплавленого стану, пропускання постійного електричного струму через розплав, відключення струму і виливання електроліту з алюмінієм назовні, який відрізняється тим, що нагрівання суміші проводять концентрованим сонячним випромінюванням.
Застосування побічного продукту виробництва активного оксиду алюмінію як мінерального азотного добрива
Номер патенту: 27884
Опубліковано: 26.11.2007
Автори: Вишницький Анатолій Борисович, Пашова Валентина Трифонівна, Геллер Олександр Йосипович, Шаблій Сергій Григорович, Шемавньов Володимир Ілліч
МПК: C05C 1/00
Мітки: азотного, застосування, активного, побічного, виробництва, алюмінію, оксиду, продукту, мінерального, добрива
Формула / Реферат:
Застосування побічного продукту виробництва активного оксиду алюмінію - водного розчину нітрату амонію - як мінерального азотного добрива.
Нитка, що включає принаймні один ниткоподібний елемент, з`єднання ниток, каталізатори, пристрій, призначений для рекуперації частинок дорогоцінних металів або їх сплавів, пристрій, призначений для уловлювання ч
Номер патенту: 42698
Опубліковано: 15.11.2001
Автори: Герлє Жан-Поль, Ламберт Клод
МПК: C01B 21/26, B01J 23/40, D03D 15/02, B01J 37/08, B01J 35/00, B01J 20/22, C01B 21/40, D04B 1/14, C01C 3/00, D02G 3/12, D02G 3/38
Мітки: сплавів, ниток, нитка, елемент, включає, рекуперації, дорогоцінних, уловлювання, частинок, металів, пристрій, принаймні, каталізатори, з'єднання, призначений, ниткоподібний
Формула / Реферат:
1. Нить, включающая по крайней мере один нитевидный элемент, смотанный в виде спирали, отличающаяся тем, что она образована сердцевиной или сердечником, состоящим по крайней мере из одного нитевидного элемента, вокруг которого выполнена намотка из нитевидного элемента, смотанного в виде спирали и состоящего из металла группы платиноидов или сплава этих металлов.2. Нить по п. 1, отличающаяся тем, что по крайней мере один из нитевидных...
Попередній патент: Спосіб і пристрій для відтворення зображення в основному двомірної мішені
Наступний патент: Спосіб виділення інгібітора трипсиноподібних протеаз із відходів одержання гамаглобуліну та альбуміну донорської крові людини
Випадковий патент: Спосіб одержання фармацевтичної композиції з контрольованим вивільненням аспарагінату калію і магнію