Спосіб і пристрій для формування герметичного з’єднання й застосування зазначеного способу

Формула / Реферат
1. Спосіб виконання з'єднання (9) на ділянці (7) полотна (1) матеріалу із пластикового матеріалу, при цьому згадане полотно (1) матеріалу містить першу подовжену секцію (2) з першим числом шарів (20, 21) матеріалу й другу подовжену секцію (3) із другим числом шарів (20) матеріалу, і при цьому щонайменше один зі згаданих шарів (20) матеріалу включений в обидві першу (2) і другу (3)секції, а згадана ділянка (7) має довжину, при якій вона перетинає перехід (5) від першої секції (2) до другої секції (3) полотна (1) матеріалу, причому спосіб включає стадію з'єднання, на згаданій ділянці (7), протилежних поверхонь шарів (20, 21) матеріалу полотна (1) матеріалу одна з одною, який відрізняється тим, що згадану ділянку полотна (1) матеріалу розташовують між опорою (26) і згаданим з'єднувальним інструментом (10), при цьому щонайменше один з елементів, опора або зварювальний інструмент, містить поглиблення (13), зводять разом опору (26) і з'єднувальний інструмент (10) для формування виступів (15) і поглиблень (16) за допомогою переміщення матеріалу на згаданій ділянці (7) у згадані поглибленні (13), орієнтують згадані виступи (15) і поглиблення (16) таким чином, щоб вони мали довжину, при якій вони перетинають згаданий перехід (7).
2. Спосіб за п. 1, який відрізняється тим, що виступи (15) і поглиблення (16) формують як одне ціле із протилежними поверхнями шарів (20, 21) матеріалу полотна (1) матеріалу, з'єднуючи їх один з одним на ділянці (7).
3. Спосіб за пп. 1, 2, який відрізняється тим, що полотно (1) матеріалу є пластиковим матеріалом.
4. Спосіб за пп. 1-3, який відрізняється тим, що у кожному виступу (15) надають трикутну форму в поперечному перерізі.
5. Спосіб за пп. 1-3, який відрізняється тим, що кожному виступу (15) надають чашоподібну форму в поперечному перерізі.
6. Спосіб за будь-яким одним з пп. 1-5, який відрізняється тим, що згадане з'єднання являє собою частину з'єднувальної ділянки заготовки (6) контейнера.
7. Спосіб за п. 6, який відрізняється тим, що додатково містить стадію подачі шарів (20, 21) матеріалу полотна (1) матеріалу у формі двох розташованих одне проти іншого й паралельного полотен (20) бічних стінок і розташованого між ними полотна (21) нижньої стінки, складеного вдвічі, при цьому заготовку (6) контейнера обладнують двома протилежними бічними стінками (22) зі згаданх полотен (20) бічних стінок і нижньою стінкою (23), складеною вдвічі з полотна нижньої стінки.
8. Спосіб за будь-яким одним з пп. 1-7, який відрізняється тим, що протилежні поверхні шарів (20, 21) матеріалу полотна (1) матеріалу з'єднують одна з одною на згаданій ділянці (7) за допомогою процесу термічного зварювання.
9. Застосування способу за кожним з пп. 1-8 для виготовлення заготовки (6) контейнера, що містить дві протилежні бічні стінки (22) і нижню стінку (23), складену вдвічі, причому стінки (22, 23) з'єднують одна з одною уздовж верхньої з'єднувальної ділянки (24), уздовж якої бічні стінки (22) з'єднують одна з одною, і уздовж першої і другої нижніх з'єднувальних ділянок (24), уздовж яких нижню стінку (23) приєднують до відповідної бічної стінки (22), причому перша й друга нижні з'єднувальні ділянки (24) переходять у верхню з'єднувальну ділянку (24) у першому й другому переході (7), відповідно.
10. Пристрій для формування з'єднання на ділянці (7) полотна (1) матеріалу із пластикового матеріалу, при цьому ділянка (7), що має довжину, при якій вона перетинає перехід (5) полотна (1) матеріалу, полотно (1) матеріалу містить перше число шарів (20, 21) матеріалу на першій стороні переходу (5) і друге число шарів (20) матеріалу на другій стороні переходу (5); який містить з'єднувальний інструмент (10) із секцією (25) і опору (26), виконані з можливістю контактування з згаданою ділянкою (7) полотна матеріалу для з'єднання протилежних поверхонь шарів (20, 21) матеріалу полотна (1) матеріалу, який відрізняється тим, що щонайменше секція (25) з'єднувального інструмента (10) або опори (26) містить щонайменше одне поглиблення (13), яке призначене для того, щоб при сполученні секції (25) і опори (26) зі згаданою ділянкою (7) забезпечувалося переміщення матеріалу в згадані поглиблення (13), з утворенням виступу з довжиною, при якій він перетинає згаданий перехід (5).
11. Пристрій за п. 10, який відрізняється тим, що поглиблення (13) має трикутну форму в поперечному перерізі.
12. Пристрій за п.10, який відрізняється тим, що згадане поглиблення (13) має чашоподібну форму в поперечному перерізі.
13. Пристрій за кожним з пп. 10-12, який відрізняється тим, що згадана секція (25) або згадана опора (26) містить щонайменше одне додаткове поглиблення (13), розташоване поруч із поглибленнями (13), відділеними проміжною поверхнею (14) із плоскою опорною поверхнею.
14. Пристрій за кожним з пп. 10-13, який відрізняється тим, що виконаний з можливістю виготовлення заготовки (6) контейнерів із пластикового матеріалу, що містить зв'язуюче з поліолефінового матеріалу й наповнювач із мінерального матеріалу.
15. Пристрій за кожним з пп. 10-14, який відрізняється тим, що згаданий з'єднувальний інструмент (10) виконаний з можливістю прикладання до опори (26) при розташуванні згаданого полотна (1) матеріалу між згаданим з'єднувальним інструментом (10) і згаданою опорою (26).
Текст
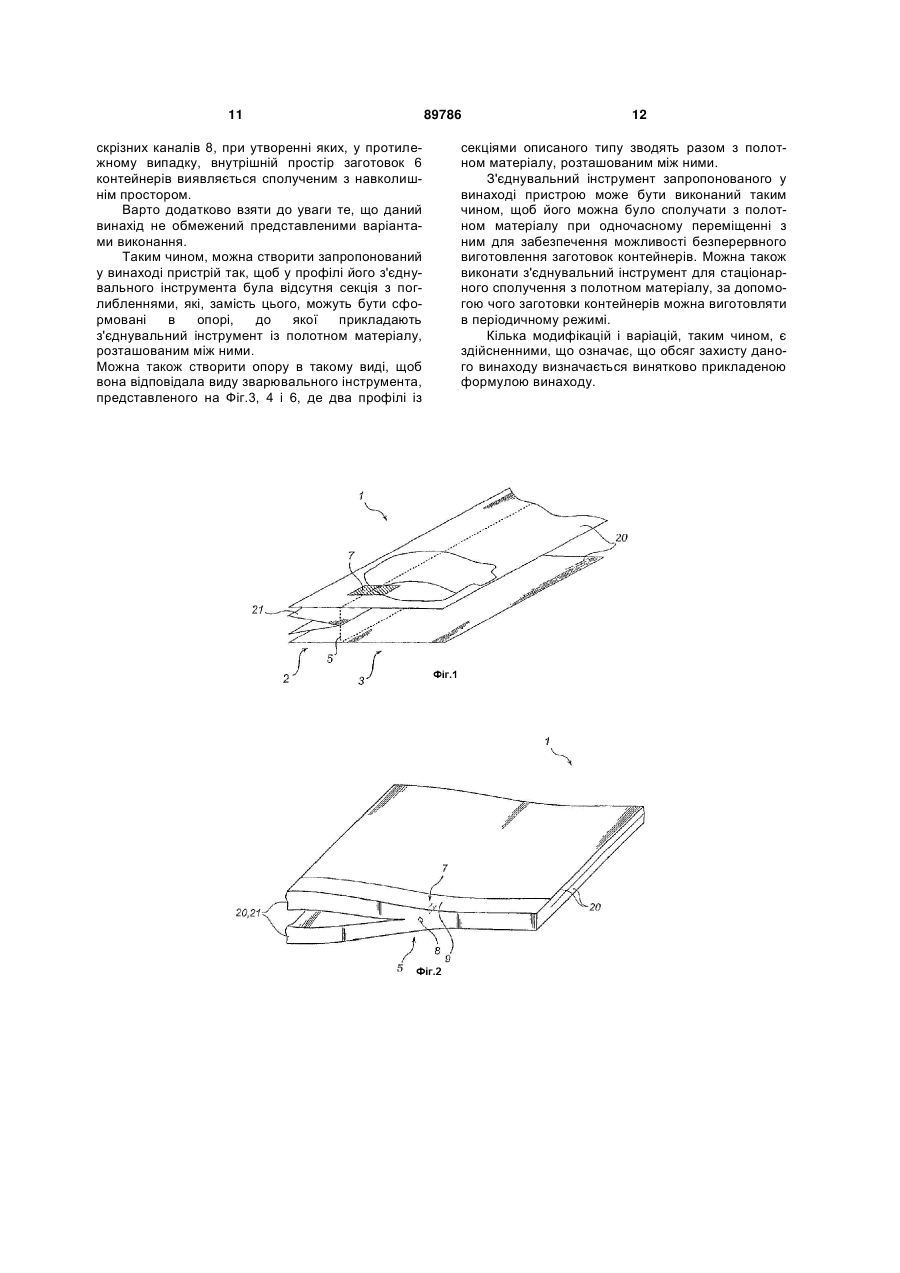
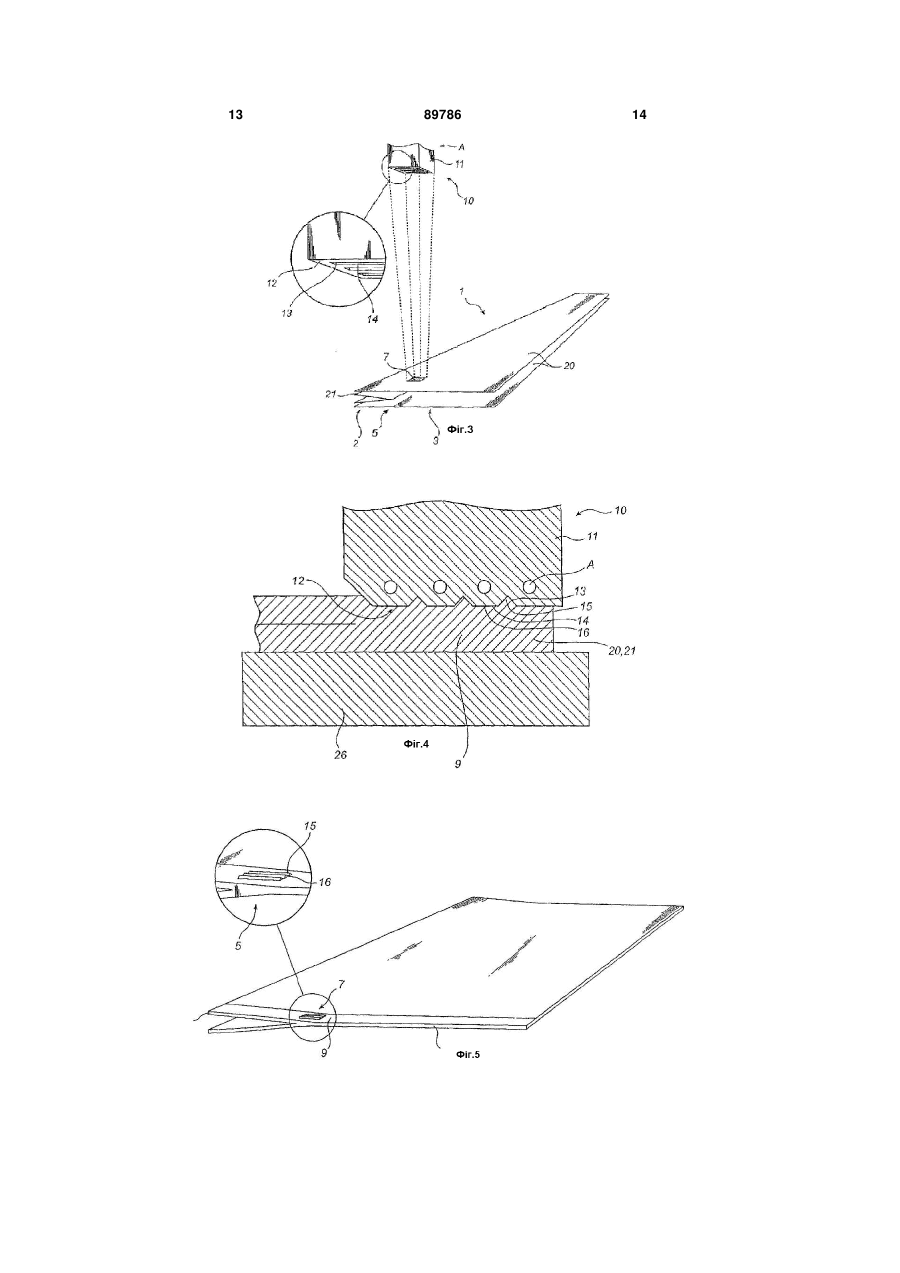
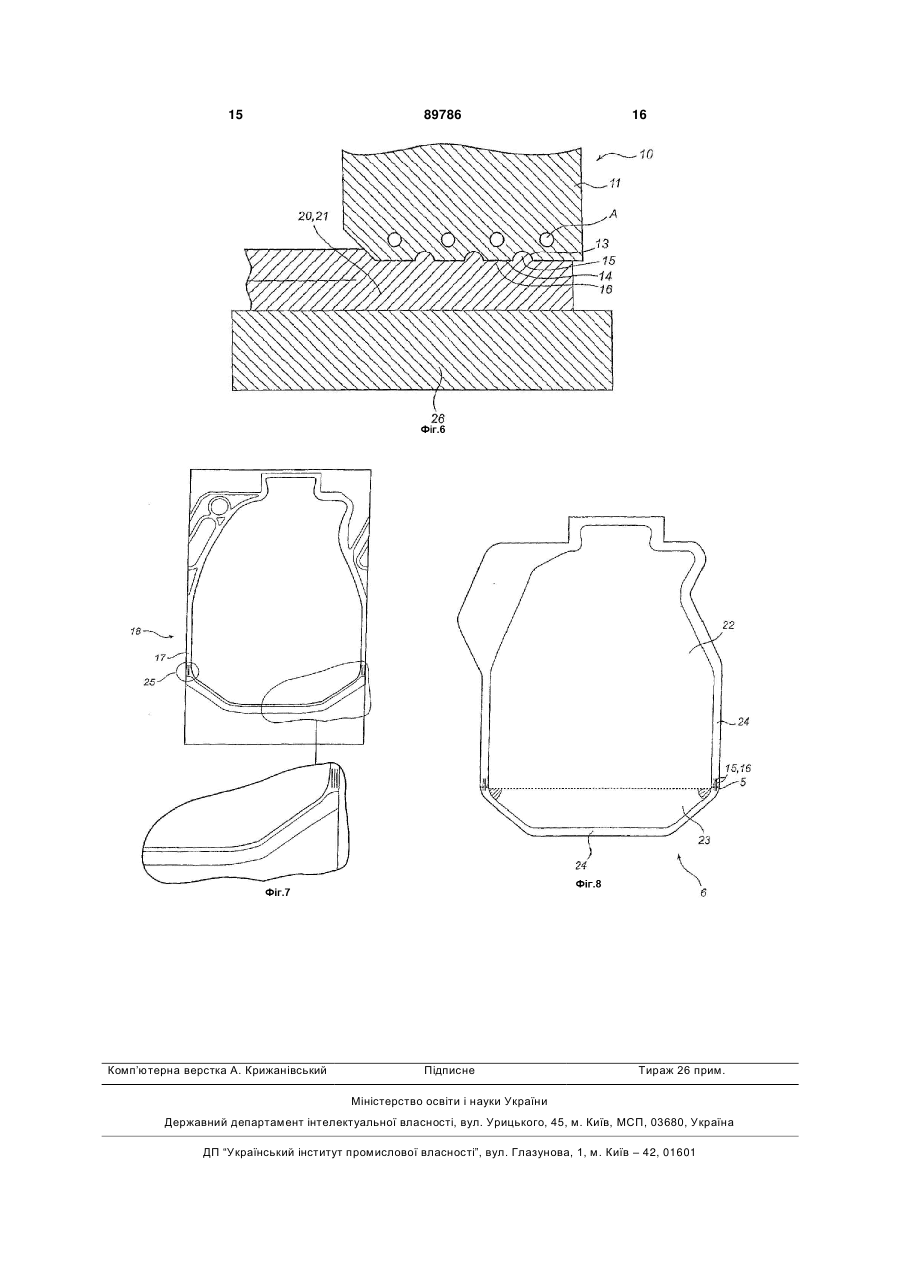
1. Спосіб виконання з'єднання (9) на ділянці (7) полотна (1) матеріалу із пластикового матеріалу, при цьому згадане полотно (1) матеріалу містить першу подовжену секцію (2) з першим числом шарів (20, 21) матеріалу й другу подовжену секцію (3) із другим числом шарів (20) матеріалу, і при цьому щонайменше один зі згаданих шарів (20) матеріалу включений в обидві першу (2) і другу (3)секції, а згадана ділянка (7) має довжину, при якій вона перетинає перехід (5) від першої секції (2) до другої секції (3) полотна (1) матеріалу, причому спосіб включає стадію з'єднання, на згаданій ділянці (7), протилежних поверхонь шарів (20, 21) матеріалу полотна (1) матеріалу одна з одною, який відрізняється тим, що згадану ділянку полотна (1) матеріалу розташовують між опорою (26) і згаданим з'єднувальним інструментом (10), при цьому щонайменше один з елементів, опора або зварювальний інструмент, містить поглиблення (13), зводять разом опору (26) і з'єднувальний інструмент (10) для формування виступів (15) і поглиблень (16) за допомогою переміщення матеріалу на згаданій ділянці (7) у згадані поглибленні (13), орієнтують згадані виступи (15) і поглиблення (16) таким чином, щоб вони мали довжину, при якій вони перетинають згаданий перехід (7). 2 (19) 1 3 89786 4 10. Пристрій для формування з'єднання на ділянці (7) полотна (1) матеріалу із пластикового матеріалу, при цьому ділянка (7), що має довжину, при якій вона перетинає перехід (5) полотна (1) матеріалу, полотно (1) матеріалу містить перше число шарів (20, 21) матеріалу на першій стороні переходу (5) і друге число шарів (20) матеріалу на другій стороні переходу (5); який містить з'єднувальний інструмент (10) із секцією (25) і опору (26), виконані з можливістю контактування з згаданою ділянкою (7) полотна матеріалу для з'єднання протилежних поверхонь шарів (20, 21) матеріалу полотна (1) матеріалу, який відрізняється тим, що щонайменше секція (25) з'єднувального інструмента (10) або опори (26) містить щонайменше одне поглиблення (13), яке призначене для того, щоб при сполученні секції (25) і опори (26) зі згаданою ділянкою (7) забезпечувалося переміщення матеріалу в згадані поглиблення (13), з утворенням виступу з довжиною, при якій він перетинає згаданий перехід (5). 11. Пристрій за п. 10, який відрізняється тим, що поглиблення (13) має трикутну форму в поперечному перерізі. 12. Пристрій за п.10, який відрізняється тим, що згадане поглиблення (13) має чашоподібну форму в поперечному перерізі. 13. Пристрій за кожним з пп. 10-12, який відрізняється тим, що згадана секція (25) або згадана опора (26) містить щонайменше одне додаткове поглиблення (13), розташоване поруч із поглибленнями (13), відділеними проміжною поверхнею (14) із плоскою опорною поверхнею. 14. Пристрій за кожним з пп. 10-13, який відрізняється тим, що виконаний з можливістю виготовлення заготовки (6) контейнерів із пластикового матеріалу, що містить зв'язуюче з поліолефінового матеріалу й наповнювач із мінерального матеріалу. 15. Пристрій за кожним з пп. 10-14, який відрізняється тим, що згаданий з'єднувальний інструмент (10) виконаний з можливістю прикладання до опори (26) при розташуванні згаданого полотна (1) матеріалу між згаданим з'єднувальним інструментом (10) і згаданою опорою (26). Даний винахід стосується способу, застосування способу й пристрою для герметичного з'єднання полотен матеріалу. Більш конкретно, винахід стосується способу виконання ущільнення на ділянці полотна матеріалу, при цьому згадане полотно матеріалу містить першу подовжену секцію з першим числом шарів матеріалу й другу подовжену секцію із другим числом шарів матеріалу, при цьому, щонайменше, один зі згаданих шарів матеріалу включений в обидві згадані першу й другу секції, а згадана ділянка має таку довжину, що перетинає перехід від першої секції до другої секції полотна матеріалу, містить на згаданій ділянці з'єднання одна з одною протилежних поверхонь шарів матеріалу полотна матеріалу, а також застосування способу й пристрою. У документі W099/41155 розкритий пристрій для виготовлення заготовок контейнерів за допомогою з'єднання розташованих напроти ділянок стінок з полотна матеріалу уздовж з'єднувальних ділянок. Полотно матеріалу містить два полотна бічних стінок, що проходять паралельно одне проти іншого уздовж виробничої лінії, а між ними розташоване полотно нижньої стінки, складене вдвічі. Полотна з'єднують, таким чином, для формування загального полотна матеріалу й з'єднують один з одним уздовж згаданої з'єднувальної ділянки за допомогою з'єднувальних інструментів, які вводять у контакт із полотном матеріалу. Можна також використовувати полотно матеріалу, що складається з полотна, складеного в поздовжньому напрямку у формі букви M. Заготовка контейнера, що виготовляється з такого полотна матеріалу, містить дві бічні стінки із зовнішніх бічних частин полотна й нижню стінку із центральної частини полотна, складеного вдвічі. При згаданому способі з'єднання уздовж з'єднувальних ділянок можуть виникати проблеми з приводу надійності формованих з'єднань. Встановлено, що практично складно забезпечити надійне з'єднання в зоні переходу між ділянками полотна матеріалу, що містять два шари матеріалу, і ділянками, що містять чотири шари матеріалу. Якщо тиск недостатньо високий, то має місце тенденція до утворення каналу, що проходить паралельно переходу, наявність якого, мабуть, приводить до того, що заготовка контейнера виявляється негерметичною стосовно рідини. З іншого боку, якщо тиск доводять до такого рівня, щоб запобігти утворенню згаданого каналу, то тиск повинний бути настільки високим, що нижня стінка, яка становить частину полотна матеріалу, піддається напруженню розтягання й/або вигину, у результаті чого може відбуватися руйнування. Таким чином, існує потреба в способі формування герметичного з'єднання, за допомогою застосування якого можна виключити згадані вище недоліки. З врахуванням зазначеного вище, метою даного винаходу є створення способу, застосування способу й створення пристрою, за допомогою яких можна повністю або частково вирішити згадані вище проблеми. Для досягнення зазначеної мети запропонований спосіб за п. 1 формули винаходу, застосування способу за п. 9 формули винаходу й пристрій за п. 10 формули винаходу. Варіанти виконання запропонованого у винаході способу розкриті в залежних пп. 2-8 формули винаходу, а варіанти ви 5 конання запропонованого у винаході пристрою розкриті в залежних пп. 11-14 формули винаходу. Згідно із даним винаходом створений спосіб створення герметичного з'єднання на ділянці полотна матеріалу із пластикового матеріалу, що містить першу довгасту секцію з першим числом шарів матеріалу й другу довгасту секцію із другим числом шарів матеріалу. Один зі згаданих шарів матеріалу включений в обидві згадані першу й другу секції, і ділянка має довжину, при якій вона перетинає перехід від першої секції до другої секції полотна матеріалу. Спосіб містить процес з'єднання одна з одною на згаданій ділянці розташованих одна проти іншої поверхонь шарів матеріалу полотна матеріалу. Спосіб характеризується тим, що на згаданій ділянці формують виступи й поглиблення шляхом переміщення матеріалу й орієнтують згадані виступи й поглиблення таким чином, щоб вони мали довжину, при якій вони перетинають згаданий перехід. Запропонований спосіб при його застосуванні забезпечує можливість виконання надійного з'єднання на ділянці полотна матеріалу, при цьому дана ділянка полотна матеріалу містить перехід від першого числа шарів матеріалу до другого числа шарів матеріалу. Більш конкретно, надійне з'єднання створюють за допомогою формування згаданих виступів і поглиблень, які перетинають перехід і, таким чином, запобігають утворення наскрізного каналу, що проходить паралельно переходу від першої сторони до другої сторони звареного шва. Ці виступи й поглиблення можуть бути сформовані навіть при відносно помірних рівнях тиску, тобто можна виконувати надійний зварений шов при щадних режимах обробки полотна матеріалу. Виступи формують шляхом переміщення матеріалу з поглиблень і заповнення їм виступів. Формування виступів і поглиблень також має перевагу, яка полягає в тому, що не потрібно забезпечувати таку високу міру точності, як в існуючих прототипах, при виконанні можливої наступної операції штампування або поздовжньої вирубки частини полотна матеріалу. Запропонований у винаході спосіб можна застосовувати в пакувальній промисловості, і даний спосіб передбачає можливість того, щоб згадане з'єднання являло собою частину з'єднувальної ділянки заготовки контейнера. Спосіб може також містити стадію подачі шарів матеріалу зазначеного полотна матеріалу у формі двох розташованих одне проти іншого й паралельних полотен бічних стінок і розташованого між ними полотна нижньої стінки, складеного вдвічі, при цьому заготовку контейнера забезпечують двома протилежними бічними стінками зі згаданих полотен бічних стінок і нижньою стінкою, складеною вдвічі, зі згаданого полотна нижньої стінки. Варто мати на увазі, що найбільш важливою проблемою в пакувальній промисловості є можливість виготовлення герметичних стосовно рідини заготовок контейнерів і, зокрема, заготовок контейнерів, які не містили б наскрізного каналу, що проходить паралельно переходу описаного вище 89786 6 типу із внутрішнього простору заготовки в навколишній простір, і які, проте, не піддавали у виробничому процесі недбалій обробці, що могла б у результаті приводити до виникнення тріщини або тріщин у стінках заготовки контейнера. Запропонований у винаході спосіб може містити стадію формування згаданих виступів і поглиблень для забезпечення згаданого з'єднання. У результаті при застосуванні способу можна виготовляти поглиблення й виступи на ділянці полотна матеріалу економічно ефективно з погляду витрат часу й засобів. Спосіб також має перевагу, яка полягає в тому, що не потрібно забезпечувати таку високу точність підтримки тиску, як в існуючих прототипах, у результаті чого виходить менший обсяг браку й досягається більше легке налагодження машини. У способі згідно із даним винаходом полотно матеріалу може надаватися у вигляді пластикового матеріалу. У запропонованому у винаході способі кожному виступу може бути надана трикутна або чашеподібна форма поперечного перерізу. Протилежні поверхні шарів полотна матеріалу можна, відповідно до запропонованого у винаході способу, з'єднувати один з одним на згаданій ділянці за допомогою процесу термічного зварювання. У процесі термічного зварювання надійне з'єднання можна одержувати способом, ефективним з погляду витрат часу, матеріалів і продуктивності, особливо у випадках, коли полотно надається у формі пластикового матеріалу. Згаданий спосіб згідно із даним винаходом може використовуватися при виготовленні заготовки контейнера, що містить дві протилежні бічні стінки й нижню стінку, складену вдвічі. Стінки взаємно з'єднували уздовж верхньої з'єднувальної ділянки, і уздовж першої й другої нижньої з'єднувальної ділянки, уздовж якої нижню стінку з'єднували з відповідними бічними стінками, при цьому перша й друга нижня з'єднувальна ділянка переходила у верхню з'єднувальну ділянку відповідно на першому й другому переходах. Оскільки запропонований у винаході спосіб використовують для виготовлення заготовок контейнерів, то досягають вище згадані переваги, завдяки яким забезпечують можливість виготовлення заготовки контейнера з надійним з'єднанням у вищезгаданому переході. І, нарешті, згідно з даним винаходом, створений пристрій для з'єднання ділянки полотна пластикового матеріалу. Ділянка має довжину, при якій вона перетинає перехід полотна матеріалу, а полотно матеріалу містить перше число шарів матеріалу на першій стороні переходу й друге число шарів матеріалу на другій стороні переходу. Пристрій містить з'єднувальний інструмент із секцією, яку можна сполучати зі згаданою ділянкою полотна матеріалу для з'єднання розташованих одна проти іншої поверхонь шарів матеріалу полотна матеріалу. Пристрій характеризується тим, що секція з'єднувального інструмента містить, щонайменше, одне поглиблення, яке призначене, при сполученні секції зі згаданою ділянкою, для створення, шля 7 хом переміщення матеріалу, виступу з довжиною, при якій він перетинає згаданий перехід. Запропонованим у винаході пристроєм забезпечують можливість виконання надійного з'єднання на згаданій ділянці полотна матеріалу. Більш конкретно, цього досягають за допомогою секції з'єднувального інструмента, яким, при сполученні з полотном матеріалу, впливають так, щоб перерозподіляти матеріал у полотні матеріалу шляхом надання матеріалу можливості заповнення поглиблення. У результаті цього в полотні матеріалу формують виступ, причому за допомогою згаданого виступу запобігають появі наскрізного каналу, який проходить паралельно переходу. Крім того, завдяки виконанню надійного з'єднання можна, навіть при додаванні помірних рівнів тиску, забезпечувати щадну обробку полотна матеріалу. У запропонованому у винаході пристрої поглиблення можуть бути трикутної або чашеподібної форми в поперечному перерізі. Секція пристрою може, відповідно до винаходу, містити, щонайменше, одне додаткове поглиблення, розташоване поруч із поглибленнями, відділеними проміжною частиною із плоскою опорною поверхнею. Це забезпечує можливість створення множини з'єднаних виступів для додаткового підвищення надійності згаданого з'єднання. Запропонований у винаході пристрій може бути також виконаний таким чином, щоб завдяки йому можна було виготовляти заготовки контейнерів із пластикового матеріалу, що містить зв'язуюче з поліолефінового матеріалу й наповнювача з мінерального матеріалу. Нижче описаний ряд варіантів здійснення даного винаходу як приклади й з посиланнями на прикладені креслення. На Фіг.1 зображений вигляд у перспективі полотна матеріалу, що містить полотна двох бічних стінок і розташоване між ними полотно нижньої стінки, складене вдвічі; на Фіг.2- вигляд у перспективі з'єднання на ділянці полотна матеріалу згідно з Фіг.1, при цьому з'єднання виконане відповідно до існуючих прототипів; на Фіг.3 і 4 - вигляд у перспективі й поперечний переріз, відповідно, на яких проілюстрований пропонований спосіб виготовлення з'єднання на ділянці полотна матеріалу згідно з Фіг.1; на Фіг.5 - вигляд у перспективі полотна матеріалу із з'єднанням на ділянці, виконаній відповідно до способу, проілюстрованому на Фіг.3 і 4; на Фіг.6 - поперечний переріз альтернативного варіанта здійснення запропонованого у винаході з'єднувального інструмента; на Фіг.7 - вигляд зверху додаткового варіанта здійснення з'єднувального інструмента згідно з даним винаходом; на Фіг.8 - вигляд зверху заготовки контейнера. Опис варіантів здійснення На Фіг.1 представлене полотно 1 матеріалу, що містить першу подовжену секцію 2, яка включає в себе чотири шари матеріалу, і другу подовжену секцію 3, яка включає в себе два шари матеріалу, при цьому два зі згаданих шарів матеріалу входять до складу першої секції 2 і другої секції 3. 89786 8 У варіанті, представленому на Фіг.1, шари матеріалу складаються із двох розташованих одне проти іншого й паралельного полотен 20 бічних стінок і розташованого між ними полотна 21 нижньої стінки, складеного вдвічі, причому полотно 1 матеріалу містить у поперечному напрямку перехід 5 від першої подовженої секції 2, що містить згадані полотна 20 двох бічних стінок і згадане полотно 21 нижньої стінки, до другої подовженої секції, що містить тільки згадані полотна 20 бічних стінок. У представленому варіанті виконання число шарів матеріалу, таким чином, змінюється із двох до чотирьох у переході 5. При звичайному виготовленні, наприклад, заготовки контейнера з полотна 1 матеріалу такого типу, що показаний на Фіг.1, можуть виникнути складності при виконанні надійного з'єднання 9 на ділянці 7 в зоні, що перетинає згаданий перехід 5. Ця складна ділянка представлена на Фіг.2. Зазначена складність проявляється в утворенні наскрізного каналу 8, що проходить у поперечному напрямку до з'єднання 9 паралельно переходу 5. По очевидних причинах наявність такого каналу 8 робить, при виготовленні заготовок контейнерів, заготовку контейнера непридатною. Причина формування згаданого наскрізного каналу 8 полягає в тому, що з'єднувальний інструмент (не показаний), який прикладають до полотна 1 матеріалу на ділянці 7, що перетинає згаданий перехід 5, стикається з полотном 1 матеріалу нерівномірної товщини. Як згадано вище, формування каналу 8 можна виключити шляхом додавання досить великого тиску, внаслідок чого можуть виникнути інші проблеми, які виражаються в створенні напруження у полотні 1 матеріалу у формі розтягання й/або вигину, які можуть у результаті привести до руйнування. На Фіг.3 і 4 представлений з'єднувальний інструмент 10 пристрою (не показаний) для виконання з'єднання 9 на ділянці 7 полотна 1 матеріалу. Пристрій може бути уведений до складу, наприклад, зварювальної станції в машині для виготовлення заготовок контейнерів. З'єднувальний інструмент містить корпус 11 з нижньою з'єднувальною поверхнею 12. Множина паралельних поглиблень 13, що мають трикутну форму в поперечному перерізі, сформована в згаданій з'єднувальній поверхні 12. Поглиблення 13 можуть також мати, наприклад, чашеподібну форму в поперечному перерізі, показану на Фіг.6. Поглиблення 13 розташовані таким чином, що з'єднувальна поверхня 12 між згаданими поглибленнями 13 містить проміжні, по суті плоскі поверхні 14. У показаному варіанті виконання з'єднувальний інструмент 10 також містить зварювальні засоби, позначені позицією А, виконані у вигляді нагрівних засобів. Однак варто мати на увазі, що зварювальні засоби можуть бути у формі засобів для індукційного зварювання, ультразвукового зварювання й тому подібного. Треба, однак, відзначити, що згадані нагрівні засоби, засоби для індукційного зварювання, ультразвукового зварювання можуть бути розташовані десь ще в запропонованому у винаході пристрої, 9 наприклад, в опорі 26, розташованій під з'єднувальним інструментом 10, як показано на Фіг.4 і 6. Згаданий з'єднувальний інструмент 10 установлений у згаданому пристрої з можливістю переміщення в напрямку до опори 26, при якому згадану з'єднувальну поверхню 12 уводять у контакт із полотном 1 матеріалу, розташованого між згаданим зварювальним інструментом 10 і згаданою опорою 26, і виводять із контакту. Спосіб виконання з'єднання 9 на ділянці 7 полотна 1 матеріалу схематично проілюстрований на Фіг.3 і 4. Полотно 1 матеріалу такого типу, що описано вище з посиланням на Фіг.1, розташовують таким чином між з'єднувальним інструментом 10 і опорою 26, щоб з'єднувальний інструмент 10 перебував безпосередньо над ділянкою 7 полотна 1 матеріалу, при цьому ділянка 7 має довжину, при якій вона перетинає перехід 5 полотна 1 матеріалу від першої секції 2 до другої секції 3. З'єднувальний інструмент 10 орієнтують таким чином, щоб його поглиблення 13 мали довжину, при якій вони перетинають згаданий перехід 5. Потім з'єднувальний інструмент 10 переміщають у напрямку до полотна 1 матеріалу й розташованій під ним опорі 26 для введення поверхні 12 інструмента 10 у контакт із полотном 1 матеріалу, що особливо чітко показано на Фіг.4. Під дією тиску, з яким поверхню 12 з'єднувального інструмента 10 прикладають до ділянки 7 полотна 1 матеріалу, і тепла, генерованого за допомогою згаданого нагрівного засобу, матеріал, розташований на згаданій ділянці 7, розплавляється в необхідній мірі, у результаті чого протилежні поверхні шарів матеріалу полотна 1 матеріалу можуть бути з'єднані один з одним. Кожний шар матеріалу може складатися з ламінованого матеріалу з шаром, що розплавляється, розташованим на внутрішній поверхні, з температурою плавлення, що нижче температури плавлення інших шарів ламінованого матеріалу. У результаті цього забезпечують умови, за яких тільки поверхні, призначені до з'єднання, дійсно з'єднуються одна з одною. Вплив проміжних поверхонь 14 поверхні 12 у процесі зварювання викликає переміщення розплавленого матеріалу в простір, обмежений згаданими поглибленнями 13, з формуванням у такий спосіб виступів 15 на згаданій ділянці 7 із проміжними поглибленнями 16, сформованими проміжними поверхнями 14 поверхні 12. Ці виступи 15 і поглиблення 16 мають таку ж довжину, що й поглиблення 13 і проміжні поверхні 14 інструмента 10, і, таким чином, мають довжину, при якій перетинають згаданий перехід 5 полотна 1 матеріалу від першої секції 2 до другої секції 3. Це показано більш чітко на Фіг. 5, на якій з'єднання 9 показане включеним у з'єднувальну частину, уздовж якої полотна 20 бічних стінок і полотно 21 нижньої стінки з полотна 1 матеріалу з'єднані один з одним. За допомогою виступів 15 і поглиблень 16, що проходять у поперечному напрямку до згаданого переходу 5 і формованих навіть при середніх тисках, запобігають появі показаного на Фіг. 2 наскрізного каналу 8 у з'єднанні 9. Цього досягають за 89786 10 вдяки тому, що їх або переривають, і в такий спосіб перешкоджають можливості утворення каналу 8, або, крім того, повністю запобігають появі такого каналу. Таким чином, створений пристрій, за допомогою якого можна виконувати з'єднання 9, у якому немає наскрізного каналу 8, що проходить паралельно переходу 5, і в той же час піддавати шари полотна 1 матеріалу щадній обробці. Пристрій також має перевагу, яка полягає в точності при наступному штампуванні або вирубці й точності тиску, що не повинний бути настільки ж високим, як в існуючих прототипах. Варто взяти до уваги те, що даний винахід не обмежений представленими варіантами виконання. Наприклад, можна поверхню 12 з'єднувального інструмента 10 включити у вигляді секції 25 у профіль 17 інструмента 18, показаного на Фіг.7 і уведеного в пристрій для виготовлення заготовки контейнера відповідно до заготовки, показаної на Фіг.8. У показаному варіанті виконання підготовляють інструмент 18 пристрою для виготовлення заготовки 6 контейнера, зображеної на Фіг.8, з довгастого полотна 1 матеріалу, показаного на Фіг.1 і, який містить шари матеріалу у вигляді двох протилежних і паралельних полотен 20 бічних стінок і розташоване між ними полотно 21 нижньої стінки, складеної вдвічі, при цьому згадане полотно 1 матеріалу, що містить у поперечному напрямку перехід 5 від структури першого шару, що містить згадані полотна 20 двох бічних стінок і згадане полотно 21 нижньої стінки, до структури другого шару, яка просто містить згадані полотна 20 бічних стінок. Заготовка 6 контейнера, виконана зі згаданого полотна 1 матеріалу, може містити дві протилежні бічні стінки 22 і нижню стінку 23, складену вдвічі, при цьому в заготовці 6 контейнера виконують її бічні стінки 22 з відповідних полотен 20 бічних стінок, а її нижню стінку 23 - з полотна 21 нижньої стінки. Стінки взаємно з'єднують уздовж з'єднувальної частини 24. Для виготовлення заготовки 6 контейнера профіль 17 інструмента 18, таким чином прикладають до полотна 1 матеріалу для з'єднання протилежних поверхонь полотен 20, 21 стінок з полотна 1 матеріалу уздовж згаданої з'єднувальної частини 24. За допомогою кожної секції 25 профілю 17, призначеної для виконання з'єднання 9 на ділянці 7 з'єднувальної частини 24, де ділянка 7 має довжину, при якій вона перетинає перехід 7 згаданого типу в полотні 1 матеріалу, формують з'єднувальну поверхню 12 відповідно до описаної вище технології з посиланням на з'єднувальний інструмент 10, показаний на Фіг.3. Таким чином, можна виготовляти заготовки 6 контейнерів з надійним з'єднанням частин 24 також на ділянках 7, що мають довжину, при якій вони перетинають перехід 5 згаданого типу. Зокрема, на такій ділянці 7 формують виступи 15 і поглиблення 16, при цьому за допомогою згаданих виступів 15 і поглиблень 16 запобігають появі на 11 скрізних каналів 8, при утворенні яких, у протилежному випадку, внутрішній простір заготовок 6 контейнерів виявляється сполученим з навколишнім простором. Варто додатково взяти до уваги те, що даний винахід не обмежений представленими варіантами виконання. Таким чином, можна створити запропонований у винаході пристрій так, щоб у профілі його з'єднувального інструмента була відсутня секція з поглибленнями, які, замість цього, можуть бути сформовані в опорі, до якої прикладають з'єднувальний інструмент із полотном матеріалу, розташованим між ними. Можна також створити опору в такому виді, щоб вона відповідала виду зварювального інструмента, представленого на Фіг.3, 4 і 6, де два профілі із 89786 12 секціями описаного типу зводять разом з полотном матеріалу, розташованим між ними. З'єднувальний інструмент запропонованого у винаході пристрою може бути виконаний таким чином, щоб його можна було сполучати з полотном матеріалу при одночасному переміщенні з ним для забезпечення можливості безперервного виготовлення заготовок контейнерів. Можна також виконати з'єднувальний інструмент для стаціонарного сполучення з полотном матеріалу, за допомогою чого заготовки контейнерів можна виготовляти в періодичному режимі. Кілька модифікацій і варіацій, таким чином, є здійсненними, що означає, що обсяг захисту даного винаходу визначається винятково прикладеною формулою винаходу. 13 89786 14 15 Комп’ютерна верстка А. Крижанівський 89786 Підписне 16 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for making sealing and use of said method
Автори англійськоюGustafsson Per, Joensson Bengt
Назва патенту російськоюСпособ и устройство для формирования герметического соединения и применение указанного способа
Автори російськоюГустафссон Пер, Йенссон Бенгт
МПК / Мітки
МПК: B31B 37/00, B65B 51/10, B29C 65/18
Мітки: зазначеного, з'єднання, формування, герметичного, способу, застосування, пристрій, спосіб
Код посилання
<a href="https://ua.patents.su/8-89786-sposib-i-pristrijj-dlya-formuvannya-germetichnogo-zehdnannya-jj-zastosuvannya-zaznachenogo-sposobu.html" target="_blank" rel="follow" title="База патентів України">Спосіб і пристрій для формування герметичного з’єднання й застосування зазначеного способу</a>
Пристрій для одержання плазми, спосіб іонізації, застосування способу і застосування пристрою (варіанти)
Номер патенту: 75368
Опубліковано: 17.04.2006
Автор: Сеза Валентен
МПК: B01J 19/10, F02M 27/00, F23C 99/00, H05H 1/24, F23C 15/00, F02C 7/22, B01J 19/00, F02K 7/00
Мітки: іонізації, способу, пристрій, пристрою, застосування, плазми, одержання, спосіб, варіанти
Формула / Реферат:
1. Пристрій для одержання плазми шляхом реакції горіння речовини або суміші речовин М, який відрізняється тим, що містить: резонансну камеру (1) типу об'ємного резонатора «Фабрі-Перо», призначену для створення стаціонарної циркуляції потоку речовини або суміші речовин (М), що подаються у резонансну камеру (1) щонайменше через один засіб (2) живлення і виходять з резонансної камери (1) у кондиціонованому вигляді, тобто у стаціонарному...
Спосіб формування комбінованого струменя піни, пристрій і установка для здійснення способу
Номер патенту: 79061
Опубліковано: 10.05.2007
Автори: Підгайний Андрій Віталійович, Підгайний Віталій Прокопович
МПК: A62C 5/00
Мітки: пристрій, формування, комбінованого, спосіб, струменя, способу, установка, піни, здійснення
Формула / Реферат:
1. Спосіб формування комбінованого струменя піни, який включає подачу напрямленого струменя або струменів пінотвірного розчину на пінотвірну сітку або пакет сіток під тиском і отримання єдиного струменя піни, який відрізняється тим, що струмінь або струмені пінотвірного розчину подають на пінотвірну сітку або пакет сіток під тиском від 0,05 МПа і одночасно у напрямку сітки або пакета сіток, за допомогою газонагнітальних пристроїв або з...
Спосіб формування кольородинамічних зображень і пристрій для реалізації способу
Номер патенту: 70309
Опубліковано: 15.10.2004
Автори: Бурцев Володимир Миколайович, Бурцев Валерій Миколайович
МПК: A61B 1/00, F21V 3/00, A63J 17/00, G02B 6/04
Мітки: пристрій, формування, кольородинамічних, зображень, реалізації, способу, спосіб
Формула / Реферат:
1. Спосіб формування кольородинамічних зображень, який включає компактне об'єднання і наступну фіксацію множини світлопровідних елементів, поперечні перерізи яких утворюють дві сполучені одна з одною поверхні - прийомну і вихідну, формування на прийомній поверхні зображення за допомогою оптичної системи і засобу, який змінює інтенсивність і спектр випромінювання, який відрізняється тим, що при компактному об'єднанні принаймні двох множин...
Пристрій для приводу випускного клапана герметичного циліндричного контейнера з текучою речовиною під тиском та спосіб підготовки до роботи обладнаного випускним клапаном герметичного циліндричного контейнера з
Номер патенту: 88451
Опубліковано: 26.10.2009
Автор: Єремєєв Павло Анатолійович
МПК: B65D 83/16
Мітки: клапана, приводу, герметичного, пристрій, тиском, спосіб, циліндричного, роботи, клапаном, текучою, речовиною, випускного, контейнера, підготовки, випускним, обладнаного
Формула / Реферат:
1. Пристрій для приводу випускного клапана герметичного циліндричного контейнера з текучою речовиною під тиском, до складу якого входить призначений для установлювання на випускному клапані виконаний із полімерного матеріалу і обладнаний важелем адаптер з внутрішнім каналом, що має сполучатися із внутрішнім каналом випускного клапана, який відрізняється тим, що до його складу входить рукоятка, призначена для установлювання на корпусі...
Застосування способу супрациліарної склеротомії за шахаром як способу хірургічного лікування прогресуючої міопії
Номер патенту: 10573
Опубліковано: 15.11.2005
Автори: Сорокіна Світлана Анатоліївна, Слюсарчук Зоя Владимировна, Риков Сергій Олександрович, Кондратенко Юрій Миколайович
МПК: A61F 9/007, A61F 2/14
Мітки: міопії, застосування, шахаром, хірургічного, лікування, супрациліарної, способу, прогресуючої, склеротомії
Формула / Реферат:
Застосування способу супрациліарної склеротомії за Шахаром як способу хірургічного лікування прогресуючої міопії.
Попередній патент: Спосіб одержання щонайменше одного продукту мікробіологічного обміну речовин та білкова композиція, яку одержують згідно зі способом
Наступний патент: Фторглікозидні похідні піразолів, лікарський засіб, що містить їх, і їх застосування
Випадковий патент: Шнековий бур для формування отворів у ґрунті