Спосіб відновлення роботоздатності аксіально-поршневої гідромашини
Номер патенту: 91345
Опубліковано: 25.06.2014
Автори: Кириленко Олександр Іванович, Мельянцов Петро Тимофійович, Черних Тетяна Валеріївна, Царанков Євгеній Валерійович, Мельянцов Андрій Петрович

Формула / Реферат
Спосіб відновлення роботоздатності аксіально-поршневої гідромашини, який включає видалення приставного дна із гідромашини, напаювання антифрикційним матеріалом торця блока циліндрів, обробку його, а також обробку та зміну осьових розмірів деталей, які замикають і приймають участь в замиканні робочих камер гідромашини, до спряження в складеній гідромашині торця блока циліндрів з торцем розподільника, який відрізняється тим, що у зношеного приставного дна механічною операцією видаляють робочу поверхню на глибину 22,5 %, від його дійсної товщини і відновлюють приставне дно методом порошкової металургії в спеціальних прес-формах з наступним об'ємним просочуванням у розплаві міді та механічною обробкою під номінальний або збільшений ремонтний розмір, при цьому для забезпечення розмірного ланцюга при встановленні приставного дна, відновленого до номінального розміру, виготовлюють новий розподільник, а при встановленні розподільника, відновленого притиранням до видалення слідів спрацювання, установлюють приставне дно, відновлене під збільшений розмір, який збільшують на різницю між товщиною нового і товщиною притертого розподільника.
Текст
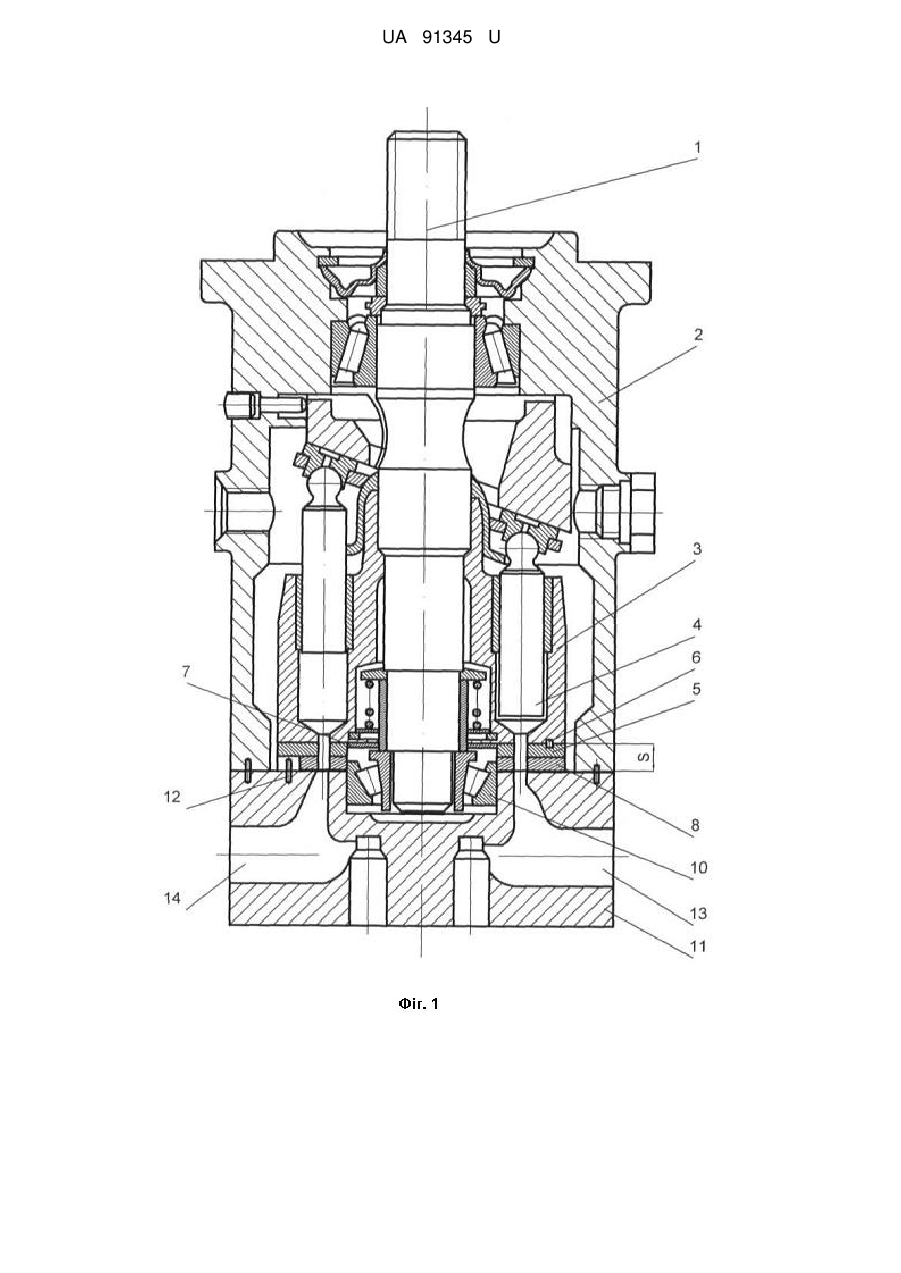
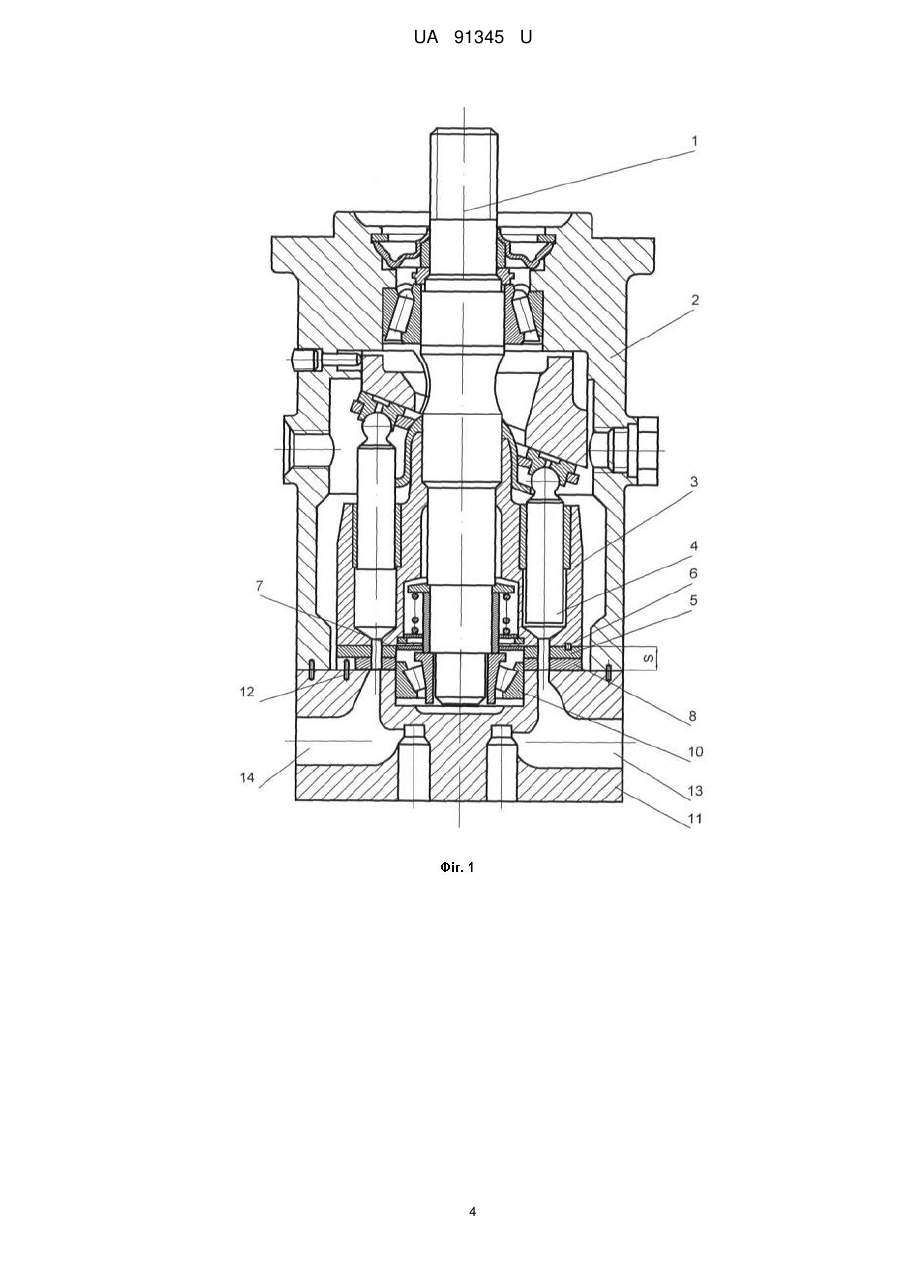
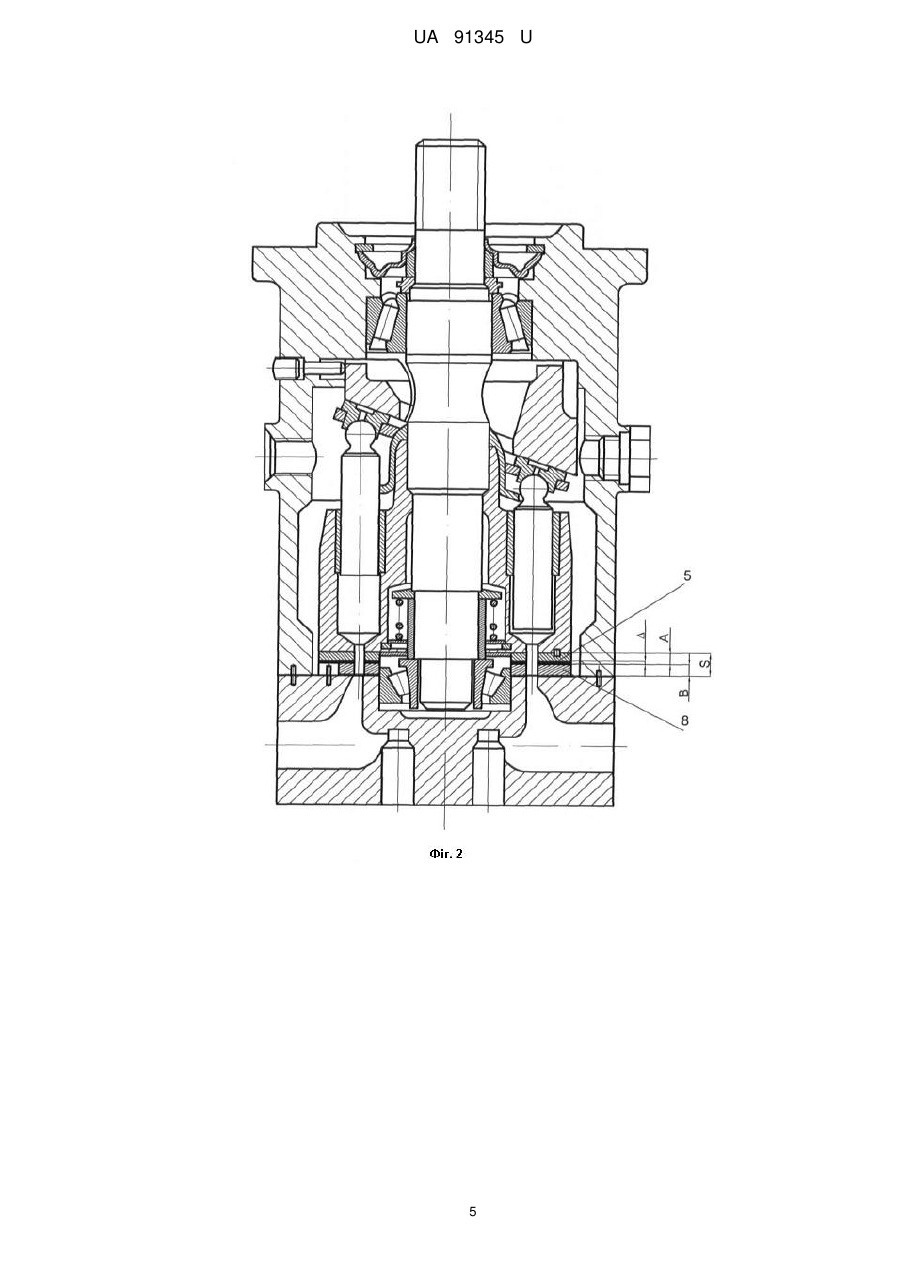
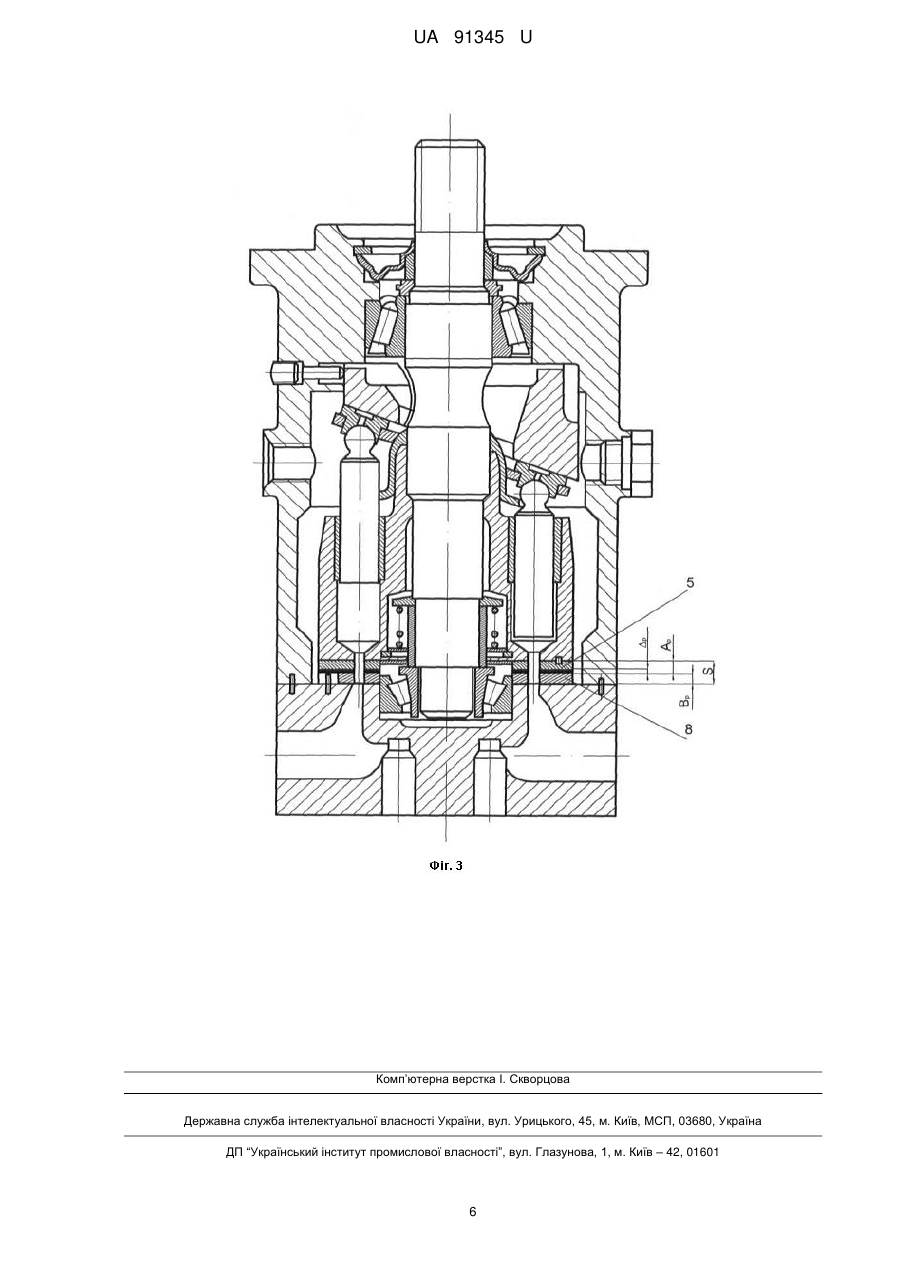
Реферат: Спосіб відновлення роботоздатності аксіально-поршневої гідромашини включає видалення приставного дна із гідромашини, напаювання антифрикційним матеріалом торця блока циліндрів, обробку його, а також обробку та зміну осьових розмірів деталей, які замикають і приймають участь в замиканні робочих камер гідромашини, до спряження в складеній гідромашині торця блока циліндрів з торцем розподільника. У зношеного приставного дна механічною операцією видаляють робочу поверхню на глибину 22,5 %, від його дійсної товщини і відновлюють приставне дно методом порошкової металургії в спеціальних пресформах з наступним об'ємним просочуванням у розплаві міді та механічною обробкою під номінальний або збільшений ремонтний розмір, при цьому для забезпечення розмірного ланцюга при встановленні приставного дна, відновленого до номінального розміру, виготовлюють новий розподільник, а при встановленні розподільника, відновленого притиранням до видалення слідів спрацювання, установлюють приставне дно, відновлене під збільшений розмір, який збільшують на різницю між товщиною нового і товщиною притертого розподільника. UA 91345 U (12) UA 91345 U UA 91345 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до області ремонту машин, зокрема до способів відновлення роботоздатності аксіально-поршневих гідромашин, які входять до складу об'ємного гідроприводу трансмісій сільськогосподарських машин та інших мобільних машин. Відомий спосіб відновлення роботоздатності аксіально-поршневої гідромашини (Авторское свидетельство СССР № 1756604 А1, кл. F 04 В 1/20, 1992), яка включає блок циліндрів з плунжерами, похилу шайбу, що контактує з опорою, пружину підтиску блока циліндрів до розподільника і втулку, яка обмежує деформацію пружини. Спосіб характеризується в виведенні слідів зношення з торцевих поверхонь тертя і відновлення розмірного ланцюга. При цьому з метою зниження вартості ремонту, за рахунок розширення меж відновлення зношених деталей, відновлення розмірного ланцюга проводять шляхом регулювання максимального вильоту плунжерів із блока циліндрів, встановлюючи прокладки між похилою шайбою і опорою, а зусилля пружини регулюють зменшенням довжини втулки. Недоліком вказаного способу є те, що ремонту підлягають лише гідромашини, в яких деталі розподільчастої пари "приставне дно-розподільник" мають незначні сліди зношення, а для гідромашин з значним гідроабразивним, ерозійним зношенням приставного дна та його пошкодженнями в результаті заклинювання та схоплення матеріалу деталей, даний спосіб не дозволяє відновити деталі розподільчастої пари. В таких випадках роботоздатність гідромашини відновлюється постановкою нового приставного дна, що характеризується більшою трудомісткістю в виготовленні і конструктивною складністю, а також значними витратами, пов'язаними з вартістю нової деталі. Крім того, відновлення робочих поверхонь деталей виведенням слідів зношення з торцевих поверхонь тертя зменшує їх післяремонтну довговічність, за рахунок зменшення товщини робочих поверхонь тертя, що мають фізикомеханічні властивості, які відрізняються від основного матеріалу деталі, за рахунок зміцнювальних операцій. Найбільш близьким по технічній суті і результату є спосіб відновлення роботоздатності аксіально-поршневої гідромашини з блоком циліндрів (Авторское свидетельство СССР № 1753022 А1, кл. F 04 В 1/20, 1992), який розміщений на привідному валу в корпусі, приставним дном до блока циліндрів та розподільником, і полягає в тому, що з метою зменшення трудомісткості процесу ремонту і підвищення надійності та довговічності роботи відновленої гідромашини, із гідромашини видаляють приставне дно, напаюють антифрикційним матеріалом торець блока циліндрів, обробляють його, а також обробляють та змінюють осьові розміри деталей, які замикають і приймають участь в замиканні робочих камер гідромашини, до спряження в складеній гідромашині торця блока циліндрів з торцем розподільника. При цьому підрізають корпус гідромашини і привідний вал на різницю між товщиною видаленого приставного дна і товщиною шару антифрикційного матеріалу, нанесеного на торець блока циліндрів або виготовляють новий розподільник з більшою товщиною на різницю між товщиною видаленого приставного дна і товщиною шару антифрикційного матеріалу, нанесеного на торець блока циліндрів. Основним недоліком даного способу є те, що механічна обробка наплавленого антифрикційного матеріалу на торець блока циліндрів, для отримання робочої поверхні, аналогічній поверхні приставного дна, не повною мірою відтворює його конструкцію, в зв'язку з технологічною складністю формування отворів і каналів, які забезпечують доступ рідини із дренажної магістралі до серповидних камер периферійної частини робочої поверхні відновленого приставного дна, що в процесі роботи призводить до збільшення площі поверхні сухого тертя між відновленою робочою поверхнею приставного дна на торці блока циліндрів і розподільником, та зростанню механічних витрат, які обумовлюють зменшення довговічності гідромашини. Крім того, підрізання корпуса гідромашини і привідного вала призводить до зростання кількості механічних операцій і збільшення трудомісткості ремонту гідромашини в цілому. А при повторному попаданні гідромашини до ремонту, відновленої даним способом, виникають трудності щодо застосування інших способів, для відновлення її роботоздатності в зв'язку зі зміною розмірів вала та корпуса. Задача корисної моделі - підвищення коефіцієнта відновлення деталей спряження "приставне дно-розподільник", зниження трудомісткості процесу ремонту і підвищення надійності та довговічності аксіально-поршневої гідромашини. Поставлена задача вирішується тим, що згідно зі способом відновлення роботоздатності аксіально-поршневої гідромашини, який полягає в тому, що із гідромашини видаляють приставне дно, напаюють антифрикційним матеріалом торець блока циліндрів, обробляють його, а також обробляють та змінюють осьові розміри деталей, які замикають і приймають участь в замиканні робочих камер гідромашини, до спряження в складеній гідромашині торця блока циліндрів з торцем розподільника, згідно з корисною моделлю, у зношеному приставному 1 UA 91345 U 5 10 15 20 25 30 35 40 45 50 55 60 дні механічною операцією видаляють робочу поверхню на глибину 22,5 %, від його дійсної товщини і відновлюють приставне дно методом порошкової металургії в спеціальних пресформах з наступним об'ємним просочуванням у розплаві міді та механічною обробкою під номінальний або збільшений ремонтний розмір, при цьому для забезпечення розмірного ланцюга при встановленні приставного дна, відновленого до номінального розміру, виготовлюють новий розподільник, а при встановленні розподільника, відновленого притиранням до видалення слідів спрацювання, установлюють приставне дно, відновлене під збільшений розмір, який збільшують на різницю між товщиною нового і товщиною притертого розподільника. Таким чином при такому способі відновлення приставного дна зростає коефіцієнт відновлення деталей спряження "приставне дно-розподільник", що забезпечує збільшення ремонтопридатних гідромашин, зменшується кількість застосування нових деталей даного спряження при їх ремонті, а сам процес ремонту буде менш трудомістким в порівнянні з виготовленням нового розподільника або приставного дна напаюванням антифрикційного матеріалу на торець блока циліндрів з наступною механічною обробкою. Крім того, відновлене приставне дно має робочу поверхню, яка не уступає новій деталі за такими показниками, як границя витривалості, антифрикційність, зносостійкість, що значно підвищить надійність та довговічність роботи відновленої гідромашини. Загальною ознакою корисної моделі, що заявляється, є те, що роботоздатність гідромашини забезпечується відновленням деталей спряження "приставне дно-розподільник". Відмінною ознакою корисної моделі, що заявляється, є те, що у зношеному приставному дні механічною операцією видаляють робочу поверхню на глибину 22,5 %, від його дійсної товщини і відновлюють приставне дно методом порошкової металургії в спеціальних прес-формах з наступним об'ємним просочуванням у розплаві міді та механічною обробкою під номінальний або збільшений ремонтний розмір, при цьому для забезпечення розмірного ланцюга при встановленні приставного дна, відновленого до номінального розміру, виготовлюють новий розподільник, а при встановленні розподільника, відновленого притиранням до видалення слідів спрацювання, установлюють приставне дно, відновлене під збільшений розмір, який збільшують на різницю між товщиною нового і товщиною притертого розподільника. За наявними у авторів відомостями сукупність ознак, що заявляються і характеризують суть корисної моделі невідома на даному рівні техніки. Отже корисна модель, що заявляється, відповідає критерію "новизна". Корисна модель пояснюється графічно. На фіг. 1 зображено аксіально-поршневу гідромашину, яка підлягає відновленню, повздовжній розріз; на фіг. 2 - відремонтована аксіально-поршнева гідромашина з відновленим приставним дном до номінального розміру та новим розподільником; на фіг. 3 відремонтована аксіально-поршнева гідромашина з відновленим розподільником, притертим до видалення слідів спрацювання, та приставним дном, відновленим під збільшений розмір, який збільшують на різницю між товщиною нового і товщиною притертого розподільника. Спосіб застосовують при відновленні роботоздатності аксіально-поршневої гідромашини, яка включає встановлений на привідному валу 1 в корпусі 2 блок циліндрів 3 з поршнями 4. До торця блоку циліндрів 3 примикає приставне дно 5 з дугоподібними вікнами по числу циліндрів. Приставне дно 5 обертають разом з блоком циліндрів 3 за рахунок штифта 6, який входить в паз на приставному дні 5 і центрують відносно блока циліндрів 3 втулкою 7. Блок циліндрів 3 разом з приставним дном 5 підтискають до розподільника 8 пружиною 9, яку розміщують навколо привідного вала 1. Розподільник 8 центрують відносного приставного дна 5 зовнішньою обоймою підшипника 10, запресованого в кришку 11 та фіксують від провертання штифтом 12. В кришці 11 виконані вхідний 13 та вихідний 14 канали. Технологія способу складається з наступного. Гідромашину розбирають. Проводять дефектацію деталей спряження "приставне днорозподільник". Зношену робочу поверхню приставного дна видаляють механічною операцією на глибину 22,5 %, від його дійсної товщини, і відновлюють приставне дно методом порошкової металургії в спеціальних прес-формах з наступним об'ємним просочуванням у розплаві міді та механічною обробкою під номінальний розмір або збільшений розмір. При встановленні в гідромашину нового розподільника 8, розміром В, для відтворення розмірного ланцюгу S, установлюють приставне дно 5, відновлене під номінальний розмір А, нарощуванням матеріалу на величину А, як показано на фіг. 2. За умови встановлення в гідромашину розподільника 8, відновленого до розміру В р, притиранням його робочої поверхні до видалення слідів спрацювання, для відтворення розмірного ланцюгу S, установлюють приставне дно 5, відновлене під збільшений розмір Ар, 2 UA 91345 U 5 10 15 20 нарощуванням матеріалу на величину Δр, яка дорівнює різниці між товщиною нового розподільника В і товщиною притертого розподільника Вр, як показано на фіг. 3. Таким чином значно зменшується трудомісткість ремонту гідромашини за рахунок зменшення кількості механічних операцій для відтворення розмірного ланцюга, зростає кількість ремонтопридатних гідромашин за рахунок зростання коефіцієнта відновлення деталей спряження "приставне дно-розподільник". Крім того, відновлене приставне дно методом порошкової металургії в спеціальних прес-формах з наступним об'ємним просочуванням у розплаві міді та механічною обробкою до номінального або збільшеного розміру, має робочу поверхню, яка не уступає новій деталі за такими показниками, як границя витривалості, антифрикційність, зносостійкість, що забезпечить довговічність роботи деталей відновленої розподільчастої пари "приставне дно-розподільник", а звідси підвищить надійність та довговічність роботи відновленої аксіально-поршневої гідромашини. Запропонований спосіб відновлення роботоздатності аксіально-поршневої гідромашини проходить випробування в лабораторних умовах Дніпропетровського державного аграрноекономічного університету. Запропонований спосіб забезпечує підвищення надійності та довговічності роботи відремонтованої аксіально-поршневої гідромашини за рахунок відновлення робочої поверхні приставного дна, яка за такими фізико-механічними властивостями, як границя витривалості, антифрикційність, зносостійкість, не уступає новій деталі. Запропоноване технічне рішення може бути багаторазово відтворене і використане в якості способу відновлення роботоздатності аксіально-поршневої гідромашини. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 35 Спосіб відновлення роботоздатності аксіально-поршневої гідромашини, який включає видалення приставного дна із гідромашини, напаювання антифрикційним матеріалом торця блока циліндрів, обробку його, а також обробку та зміну осьових розмірів деталей, які замикають і приймають участь в замиканні робочих камер гідромашини, до спряження в складеній гідромашині торця блока циліндрів з торцем розподільника, який відрізняється тим, що у зношеного приставного дна механічною операцією видаляють робочу поверхню на глибину 22,5 %, від його дійсної товщини і відновлюють приставне дно методом порошкової металургії в спеціальних прес-формах з наступним об'ємним просочуванням у розплаві міді та механічною обробкою під номінальний або збільшений ремонтний розмір, при цьому для забезпечення розмірного ланцюга при встановленні приставного дна, відновленого до номінального розміру, виготовлюють новий розподільник, а при встановленні розподільника, відновленого притиранням до видалення слідів спрацювання, установлюють приставне дно, відновлене під збільшений розмір, який збільшують на різницю між товщиною нового і товщиною притертого розподільника. 3 UA 91345 U 4 UA 91345 U 5 UA 91345 U Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Автори англійськоюChernykh Tetiana Valeriivna, Meliantsov Andrii Petrovych
Автори російськоюЧерных Татьяна Валериевна, Мельянцов Андрей Петрович
МПК / Мітки
МПК: F04B 1/20
Мітки: роботоздатності, аксіально-поршневої, спосіб, гідромашини, відновлення
Код посилання
<a href="https://ua.patents.su/8-91345-sposib-vidnovlennya-robotozdatnosti-aksialno-porshnevo-gidromashini.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення роботоздатності аксіально-поршневої гідромашини</a>
Спосіб відновлення роботоспроможності аксіально-поршневої гідромашини
Номер патенту: 18770
Опубліковано: 25.12.1997
Автори: Ткаченко Володимир Олександрович, Алексєєв Володимир Васильович, Дєєв Віктор Алєксандровіч, Бізик Микола Константинович, Гаркуша Анатолій Григорович, Медяник Віктор Григорович
МПК: F04B 1/20
Мітки: спосіб, гідромашини, відновлення, роботоспроможності, аксіально-поршневої
Формула / Реферат:
1. Способ восстановления работоспособности аксиально-поршневой гидромашины с блоком цилиндров, расположенным на приводном валу в корпусе, приставным дном к блоку цилиндров и распределителем, заключающийся в том, что изношенные поверхности трущихся деталей распределительной пары притирают до выведения следов износа, отличающийся тем, что из гидромашины удаляют приставное дно, напаивают антифрикционным материалом торец блока цилиндров,...
Блок циліндрів аксіально-поршневої гідромашини
Номер патенту: 64306
Опубліковано: 16.02.2004
Автор: Ніколенко Ілля Вікторович
МПК: F04B 1/20
Мітки: аксіально-поршневої, гідромашини, циліндрів, блок
Формула / Реферат:
Блок циліндрів аксіально-поршневої гідромашини, що містить корпус з циліндричною зовнішньою поверхнею, у якому аксіально виконані циліндрові отвори для поршнів, які каналамизв'язані з торцевою поверхнею корпусу, бандажну гільзу, розташовану на зовнішній поверхні корпусу, який має порожнини гідравлічного розвантаження, що розташовані між внутрішньою поверхнею бандажної гільзи і зовнішньою поверхнею корпусу, кількість яких дорівнює числу...
Блок циліндрів аксіально-поршневої гідромашини
Номер патенту: 64111
Опубліковано: 16.02.2004
Автор: Ніколенко Ілля Вікторович
МПК: F04B 1/20
Мітки: аксіально-поршневої, блок, гідромашини, циліндрів
Формула / Реферат:
Блок циліндрів аксіально-поршневої гідромашини, що містить корпус з циліндричною зовнішньою поверхнею, у якому аксіально виконані циліндрові отвори для поршнів, які каналами зв'язані з торцевою поверхнею корпусу, бандажну гільзу, розташовану на зовнішній поверхні корпусу, який має порожнини гідравлічного розвантаження, що розташовані над зовнішніми стінками циліндрових отворів між внутрішньою поверхнею бандажної гільзи і зовнішньою поверхнею...
Блок циліндрів аксіально-поршневої гідромашини
Номер патенту: 64112
Опубліковано: 16.02.2004
Автор: Ніколенко Ілля Вікторович
МПК: F04B 1/20
Мітки: циліндрів, аксіально-поршневої, блок, гідромашини
Формула / Реферат:
Блок циліндрів аксіально-поршневої гідромашини, що містить корпус з циліндричною зовнішньою поверхнею, у якому аксіально виконані циліндрові отвори для поршнів, які каналами зв'язані з торцевою поверхнею корпусу, бандажну гільзу, розташовану на зовнішній поверхні корпусу, який має порожнини гідравлічного розвантаження, що розташовані над зовнішніми стінками циліндрових отворів між внутрішньою поверхнею бандажної гільзи і зовнішньою поверхнею...
Блок циліндрів аксіально-поршневої гідромашини
Номер патенту: 25262
Опубліковано: 10.08.2007
Автори: Ніколенко Віктор Ілліч, Ніколенко Ілля Вікторович, Дащенко Олександр Федорович
МПК: F04B 1/20
Мітки: блок, циліндрів, аксіально-поршневої, гідромашини
Формула / Реферат:
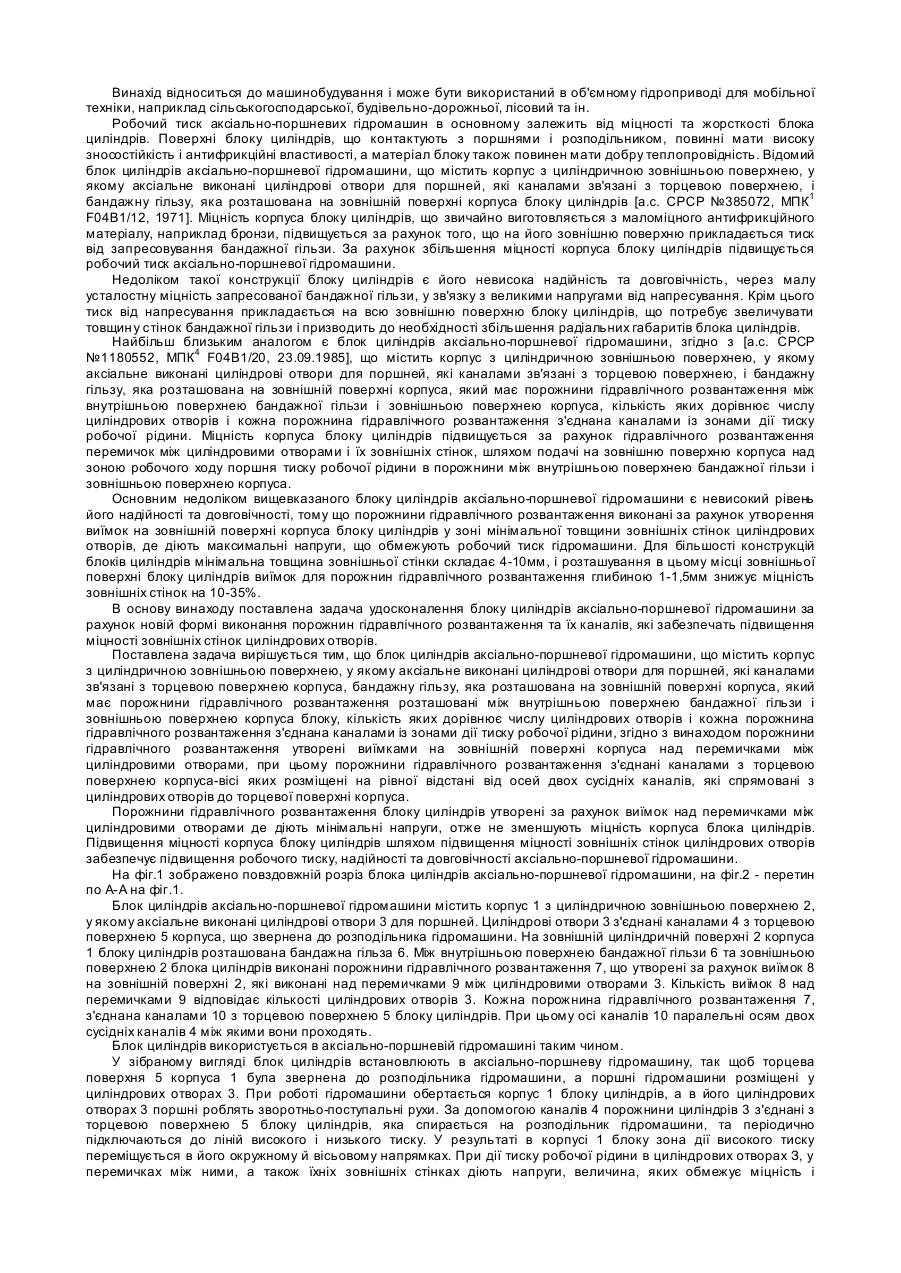
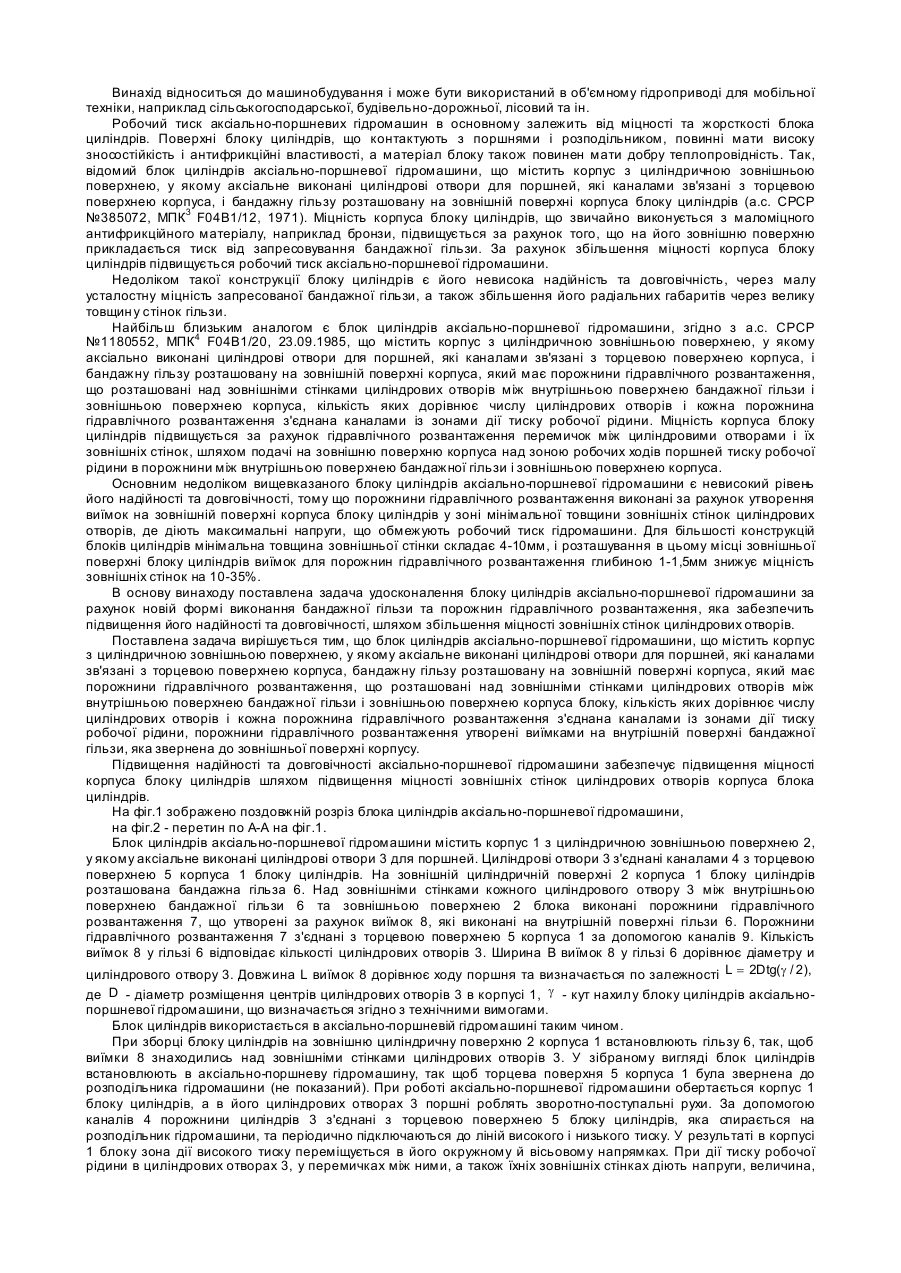
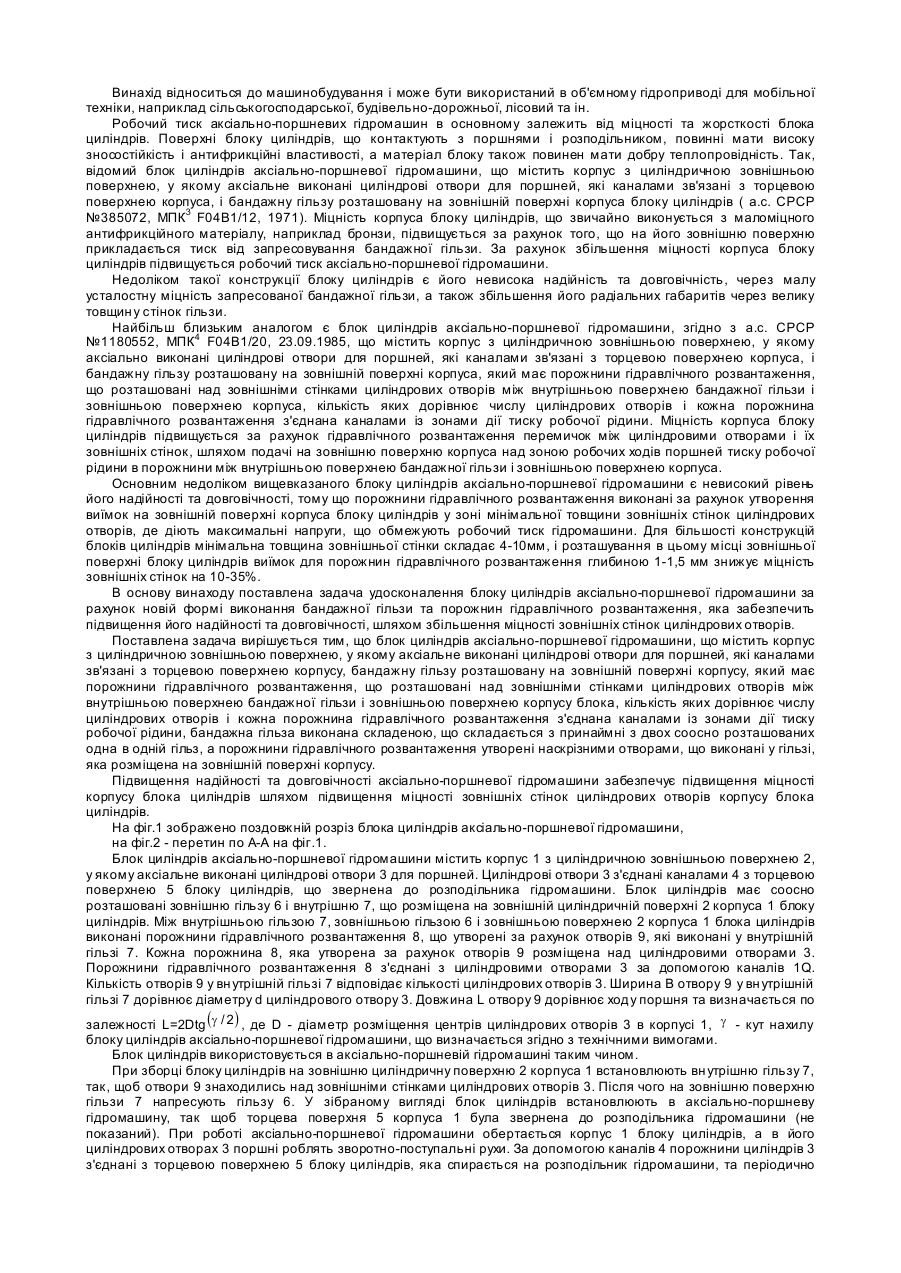
1. Блок циліндрів аксіально-поршневої гідромашини, що містить корпус з циліндричною зовнішньою поверхнею, у якому аксіально виконані циліндрові отвори для поршнів, які каналами зв'язані з торцевою поверхнею корпуса, бандажну гільзу, розташовану на зовнішній поверхні корпуса блока, який має порожнини гідравлічного розвантаження, що розташовані над зовнішніми стінками циліндрових отворів між внутрішньою поверхнею бандажної гільзи і зовнішньою...
Попередній патент: Спосіб препарування прямої кишки у щурів
Наступний патент: Виріб для підігріву органів черевної порожнини
Випадковий патент: Вітроенергетична установка і спосіб введення електричної енергії