Покритий електрод для зварювання хромонікельмолібденових сталей типу 17-13-3, 17-13-2 та 17-15-3
Номер патенту: 92710
Опубліковано: 25.11.2010
Автори: Самойленко Віктор Іванович, Каховський Юрій Миколайович, Ющенко Костянтин Андрійович, Каховський Миколай Юрійович, Булат Олександр Володимирович, Ющенко Андрій Костянтинович, Фадєєва Галина Вікторівна
Формула / Реферат
1. Покритий електрод для зварювання високолегованих хромонікельмолібденових сталей типу 17-13-3, 17-13-2 та 17-15-3 аустенітного класу, який складається з високолегованого сталевого стрижня, що містить вуглець, кремній, марганець, хром, нікель, молібден, залізо та покриття, який відрізняється тим, що високолегований стрижень додатково містить азот при наступному співвідношенні компонентів, мас. %:
вуглець
0,01...0,03
кремній
0,2...0,6
марганець
2,5...10,5
хром
17,5...22,0
нікель
17,0...20,0
молібден
3,2...4,2
азот
0,15...0,25
залізо
решта,
а покриття містить 10,0...28,0 мас. % щонайменше одної стабілізуючої дугу речовини, вибраної з числа карбонатів кальцію, магнію, натрію, силікатів та алюмосилікатів калію та натрію; 70,0...85,0 мас. % складає сума фторидів, а саме фториду кальцію та оксидів, вибраних з числа металів - титану, хрому, цирконію, а також залізний порошок в кількості 2,0...5,0 мас. %.
2. Покритий електрод за п. 1, який відрізняється тим, що покриття додатково містить порошок сплаву заліза, кремнію та цирконію в кількості 1,0...2,0 мас. %.
3. Покритий електрод за п. 1 та п. 2, який відрізняється тим, що значення нікелевого та хромового еквівалентів дроту, з якого виготовлені стрижні, знаходяться в межах:
Niекв - 23,0...33,6 мас. %
Сrекв - 21,0...26,8 мас. %,
а відношення Niекв/Сrекв обмежено величинами 1,10...1,25.
Текст
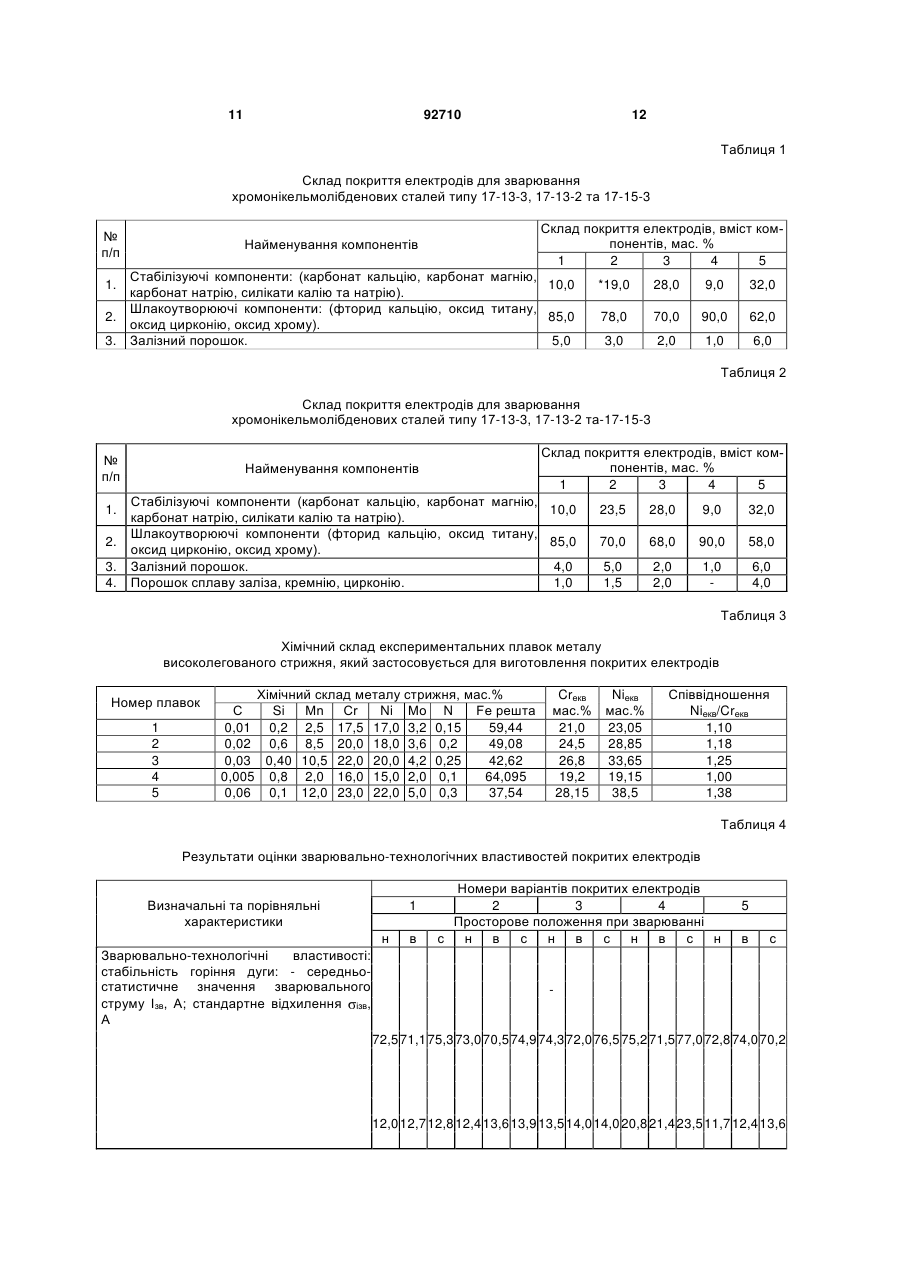
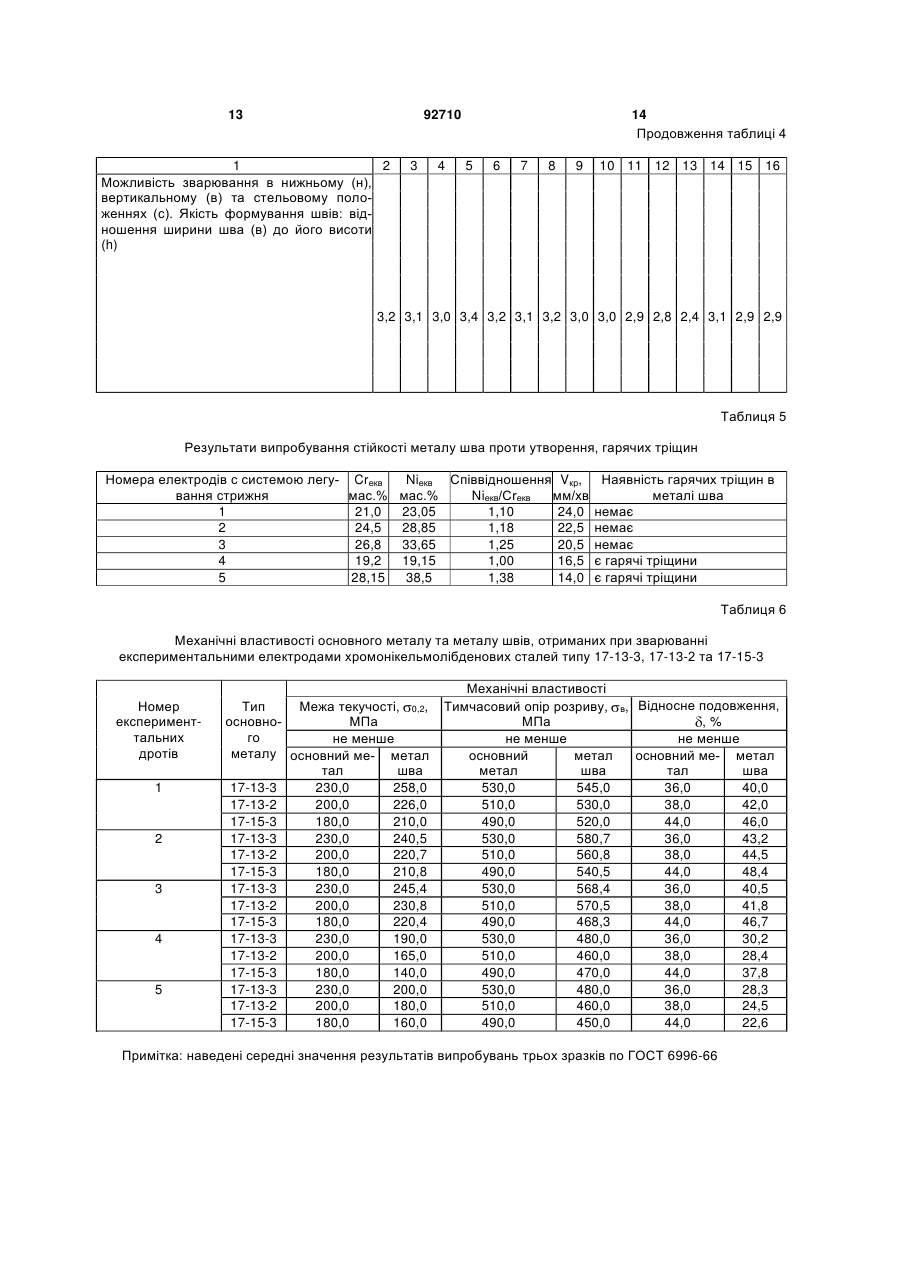
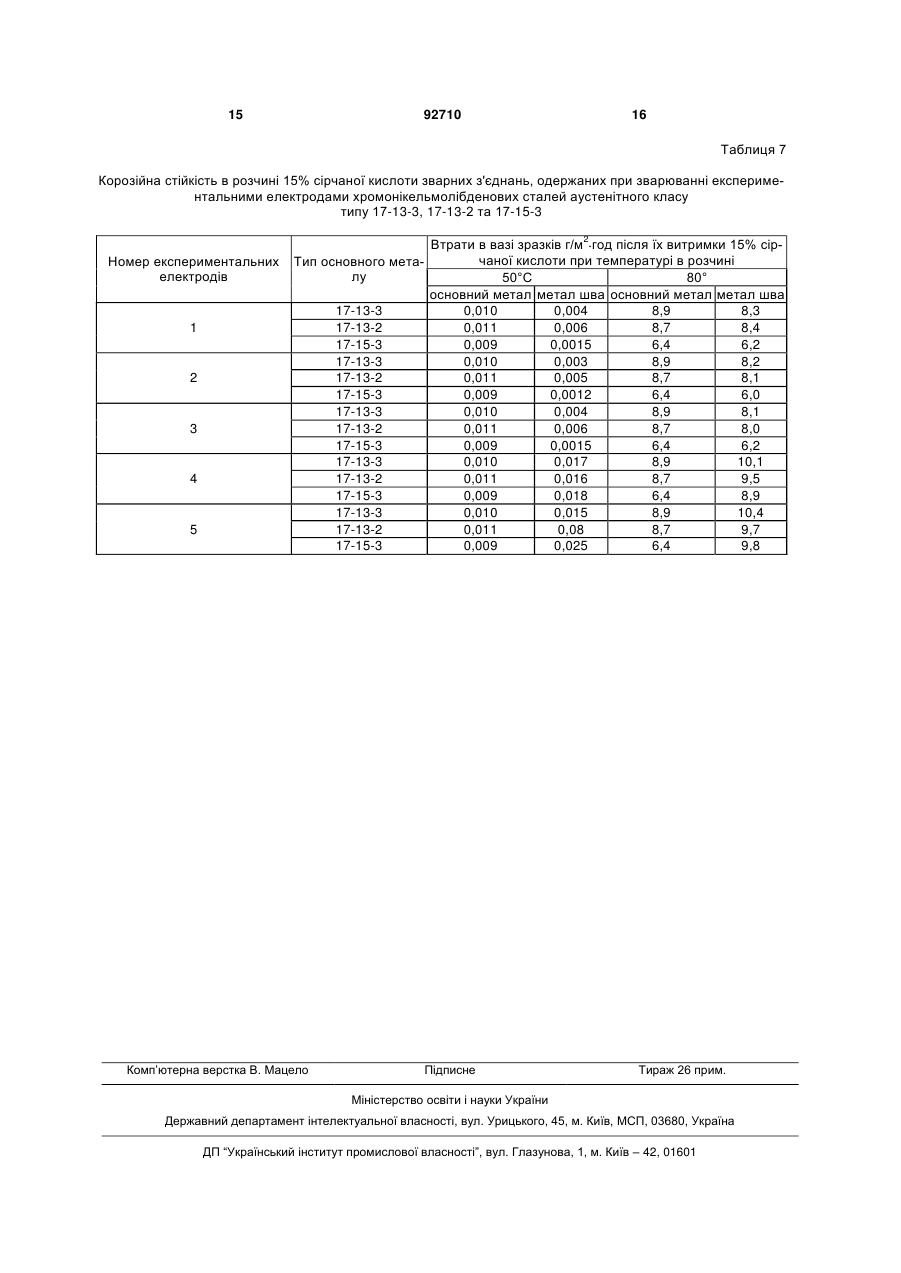
1. Покритий електрод для зварювання високолегованих хромонікельмолібденових сталей типу 17-13-3, 17-13-2 та 17-15-3 аустенітного класу, який складається з високолегованого сталевого стрижня, що містить вуглець, кремній, марганець, хром, нікель, молібден, залізо та покриття, C2 2 (19) 1 3 92710 4 металом з одночасним забезпеченням високої Вказаний електрод є найбільш близьким по стійкості чистоаустенітного металу шва проти суті, оскільки застосовується для зварювання хроутворення гарячих тріщин. монікельмолібденових сталей типу 17-13-3 та 17Отже, при розробці покритих електродів для 13-2. Покритий електрод складається з металевозварювання високолегованих хромонікельмолібго стрижня, виготовленого із дроту Свденових сталей чистоаустенітного класу необхідно 04Х19Н11М3 та покриття, яке містить компоненти передбачити міри, що дозволять забезпечити випри наступному їх співвідношенні (мас.%): конання вказаних вимог. мармур 37,0...40,0 Відомий електрод (Авторське свідоцтво СРСР плавиковошпатовий концентрат 32,0...34,5 №1797547 A3 від 23.02.93) зі стрижнем із нікелерутиловий концентрат 5,0 вого сплаву марки Св-03Х15Н35Г7М6Б (по ТУ 14феросиліцій 3,0 1-2143-77), покриття якого містить (мас. %) феромарганець 1,5 рутил 55,0...75,0 ферованадій , 6,0 плавиковошпатовий концентрат 12,0...25,0 марганець металевий 10,0 глинозем 1,0...3,0 хром металевий 0,5 хром металевий 5,0...10,0 Металевий стрижень (Св-04Х19НПМ3, ГОСТ фероніобій 2,0...6,0 2246-70) вказаного електроду містить такі складодистенсиліманітовий концентрат 0,5...1,5 ві, мас.%: Недоліком електродів з таким поркиттям із завуглець ні більш ніж 0,06 стосуванням в якості стрижня дроту з нікелевого кремній ні більш ніж 0,6 сплаву є неможливість забезпечення рівнозначномарганець 1,0...2,0 сті механічних та корозійних властивостей металу хром 18,0...20,0 шва та основного металу при зварюванні сталей нікель 10,0...12,0 типу 17-13-3, 17-13-2 та 17-15-3. Так, внаслідок молібден 2,0...3,0 низького вмісту хрому в стрижні на рівні 15,0мас.% залізо Решта. не забезпечується достатня загальна корозійна Вказаний електрод хоча і застосовується для стійкість металу шва, поскільки в основному метазварювання хромонікельмолібденових сталей, лі вміст хрому перевищує 17,0 мас. %. Крім того, забезпечуючи при цьому практично рівнозначність при вмісті нікелю в стрижні на рівні 35,0 мас.% механічних та корозійних властивостей металу механічні властивості металу шва так само будуть шва та основного металу, однак, стійкість металу нижчі ніж у основного металу. Як відомо, технолошва проти утворення гарячих тріщин недостатня, гія виготовлення конструкцій із чистоаустенітних особливо при зварюванні сталей типу 17-15-3, та сталей передбачає застосування покритих електпри зварюванні конструкцій, де спостерігаються родів, забезпечуючих отримання зварних швів високі зварні напруження. (наплавленого металу) хімічний склад яких буде Крім того, як у випадку попереднього аналогу, близький до складу основного металу. Крім того, зварювально-технологічні властивості прототипу вказані електроди унеможливлюють виконання мають недоліки пов'язані з недостатньою стабільзварювання в різних просторових положеннях, ністю горіння дуги, особливо при виконанні швів у крім нижнього, внаслідок високого вмісту рутилу в вертикальному та стельовому положеннях. покритті. Задачею винаходу є створення покритого елеВідомий також електрод [Медовар Б.И. Сварка ктроду для зварювання та наплавлення корозійножаропрочных аустенітних сталей и сплавов. М; стійких високолегованих хромонікельмолібденових Машиностроение, 1966г. с.309] зі стрижнем із висталей типу 17-13-3, 17-13-2 та 17-15-3 аустенітносоколегованого дроту Св-10Х16Н25АМ6, покриття го класу, що забезпечує високі зварювальноякого містить (мас.%): технологічні властивості, а саме: високу стабільмармур 42,0 ність горіння дуги, якісне формування металу шва плавиковошпатовий концентрат 40,0 при зварюванні в усіх просторових положеннях, рутиловий концентрат 5,0 високу стійкість металу шва проти утворення гаряферотитан 10,0 чих тріщин та отримання показників механічних та феромарганець 3,0 корозійних властивостей металу шва на рівні з сода кальцінована 0,5 основним металом. Недоліком цих електродів є неможливість Поставлена задача вирішується тим, що покотримання зварних з'єднань з корозійною стійкістю ритий електрод для зварювання високолегованих рівнозначною хромонікельмолібденовому основхромонікельмолібденових сталей типу 17-13-3, 17ному металу, а також недостатня стійкість металу 13-2 та 17-15-3 аустенітного класу, який складашва проти утворення гарячих тріщин. ється з високолегованого сталевого стрижня, що Вказаний електрод хоча і забезпечує можлимістить вуглець, кремній, марганець, хром, нікель, вість зварювання в різних просторових положенмолібден, залізо та покриття, що, згідно винаходу, нях, але внаслідок того, що його покриття відновисоколегований стрижень додатково містить азот ситься до фтористокальцієвого типу, при наступному співвідношенні компонентів мас.% спостерігається низька стабільність горіння дуги. вуглець 0,01...0,03 Найбільш близьким до винаходу, що заявлякремній 0,2...0,6 ється, є склад покритого електроду [Закс И.А. Элемарганець 2,5...10,5 ктроды для дуговой сварки сталей и никелевых хром 17,5...22,0 сплавов: Справочное пособие. - СПб:. "Welcome", нікель 17,0...20,0 1996; 384 с] обраний нами в якості прототипу. молібден 3,2...4,2 5 92710 6 азот 0,15...0,25 у різних просторових положеннях. Нижня межа залізо Решта. вмісту цього компонента в кількості 1,0 мас.% оба покриття містить 10,0...28,0 мас. % хоча б рана з урахуванням його впливу на здатність покодну стабілізуючу дугу речовину, обрану з числа ращувати відокремлення шлакової кірки. При ввекарбонатів кальцію, магнію, натрію, силікатів та денні його в кількості меншій ніж 1,0 мас.% алюмосилікатів калію та натрію; 70,0...85,0 мас. % покращення віддільності шлакової кірки не спостескладає сума фторидів, а саме фториду кальцію рігається. При вмісті порошку сплаву заліза, кремта оксидів, обраних з числа металів - титану, хронію та цирконію в складі покриття більш ніж 2,0 му, цирконію, а також залізний порошок в кількості мас % збільшується кількість неметалевих вклю2,0...5,0 мас. % чень у металі шва та знижується пластичність меОксид титану, та фторид кальцію, є основними талу. шлакоутворюючими компонентами покриття елекВведення оксиду хрому (Сr2О3) створює окистродів. Поряд з додатковим введенням до складу лювальну атмосферу, яка, в свою чергу, сприяє покриття таких шлакоутворюючих компонентів, як вигоранню вуглецю при зварюванні, завдяки чому силікати та алюмосилікати калію та натрію досягапідвищується корозійна стійкість металу шва. ється комплекс фізико-хімічних властивостей шлаВведення тугоплавких високодисперсних окку, що забезпечує гарне формування швів при сидів хрому Сr2О3 (Тпл 2573К) одночасно з оксидом зварюванні в усіх просторових положеннях. В найцирконію ZrO2 (Тпл 2963К) є дієвим чинником, який більшій мірі покращенню фізико-хімічних властисприяє подрібненню чистоаустенітної структури востей шлаку (отримання необхідної в'язкості, пометалу шва, тим самим забезпечуючи підвищення кривної здібності) сприяє присутність силікатів в стійкості чистоаустенітного металу шва проти складі компонентів покриття. Таким чином, межі утворення гарячих тріщин. вмісту в складі покриття електродів фториду кальТаким чином, крім того, що оксид цирконію є цію разом з оксидами титану, хрому, цирконію суне тільки шлакоутворюючим компонентом, який ма яких складає 70,0...85,0 мас. %, з разом введесприяє одержанню шлаку з необхідними фізиконими в склад покриття електродів карбонатами хімічними властивостями, його наявність в складі кальцію, магнію, натрію, а також силікатами та покриття заявляємого електроду підвищує стійальмосилікатами калію та натрію в кількості кість чистоаустенітного металу шва проти утво10,0...28,0 мас.% і їх співвідношення в покритті рення гарячих тріщин. електроду що пропонується в якості винаходу, Склад зварювального дроту, який використовизначене дослідженнями шлакової системи солевується в якості стрижня заявляємого електроду оксидного типу і відповідає значенням області опобрано з наступних міркувань. тимальних складів системи. Для забезпечення потрібної корозійної стійкоЗастосування залізного порошку в кількості сті в високоагресивних неокислювальних середо2,0...5,0 мас.%, який має більшу температуру плавищах наявність феритної фази ні в основному влення ніж метал електродного дроту (1530°С пометалі, ні в металі шва неприпустимі. рівняно з 1480°С) сприяє зниженню ступеню переОсновний метал, в тому числі метал шва, погріву зварювальної ванни та зниженню її винні мати значний запас аустенітності (підвищетемператури, що дозволяє скоротити час кристаліний вміст нікелю та відповідно більше ніж звичайзації зварювальної ванни, що особливо важливо но трапляється співвідношення кількості нікелю до при зварюванні в вертикальному та стельовому хрому). положеннях. Нижня межа вмісту залізного порошОтже, для забезпечення рівнозначності короку 2,0 мас.% обрана з урахуванням його впливу на зійної стійкості та механічних властивостей швів та зниження температури зварювальної ванни та основного металу (в тому числі сталей з низьким скорочення терміну її кристалізації. Введення залівмістом вуглецю), а також забезпечення високої зного порошку в кількості, яка перевищує верхню стійкості металу швів проти утворення гарячих межу його вмісту, (більш ніж 5,0 мас.%) погіршує тріщин, склад зварювального дроту, який запропоформування металу шва при зварюванні, особлиновано в якості заявляємого винаходу є таким. во в вертикальному положенні. Таким чином, ввеВміст вуглецю обмежено 0,03 мас.% (для забезпедення залізного порошку в зазначених межах в чення необхідної корозійної стійкості). Нижня межа кількості 2,0...5,0 мас.% поряд з застосуванням його вмісту - 0,01 мас.% обмежена економічною шлакової системи, яка заявляється в якості винадоцільністю при виплавці сталі. Верхня межа вмісходу, забезпечують якісне формування металу ту кремнію обмежена 0,6 мас.% (для забезпечення швів при зварюванні в усіх просторових положеннеобхідної корозійної стійкості, та стійкості чистоанях . устенітного металу шва проти утворення гарячих Лужні елементи (натрій, калій), що входять до тріщин). Нижня межа вмісту кремнію дорівнює складу компонентів покриття електродів мають 0,2мас.% (обмеження обумовлене економічною доцільністю при виплавці сталі). низькі значення роботи виходу електронів ( ) заПорівняно з прототипом вміст хрому та особвдяки чому є ефективними стабілізаторами дуги, ливо нікелю підвищено і дорівнює відповідно: що особливо важливо при зварюванні у різних 17,5...22,0 мас.%, та 17,0...20,0 мас.%. Вказаний просторових положеннях. вміст основних легуючих елементів, хрому та нікеВведення порошку сплаву заліза, кремнію та лю, обумовлений необхідністю забезпечення чисцирконію в кількості 1,0...2,0мас.% покращує відотоаустенітної структури металу шва. Сумісне легукремлення шлакової кірки, що сприяє одержанню вання марганцем в кількості 2,5... 10,5 мас.%, багатопрохідних швів без шлакових включень, молібденом в кількості 3,2...4,2 мас.% та азотом в тобто так само забезпечує можливість зварювання 7 92710 8 кількості 0,15...0,25 мас.% є оптимальним з точки Так само це відноситься до складів високолезору забезпечення високої стійкості однофазних гованих дротів, які застосовуються в якості стрижчистоаустенітних швів проти утворення гарячих ня (таблиця 3). тріщин. Слід відзначити, що тільки комплексне Значення Nieкв та Сrекв визначали згідно нижлегування металу швів молібденом, марганцем та ченаведеним формулам: азотом може запобігти утворенню гарячих тріщин Nieкв = % Ni+30x%C+30x%N+0,5x%Mn при зварюванні чистоаустенітного металу шва. Сrекв = %Cr+%Mo+1,5x%Si Кожен елемент окремо, виявляючи позитивний Були проведені випробування запропоновановплив на тріщиностійкість металу швів, не може го покритого електроду. Для оцінки його зварюваповною мірою запобігти утворенню гарячих трільно-технологічних властивостей а саме: стабільщин. ності горіння дуги та можливості зварювання у Нижні межі вмісту вказаних елементів обумоврізних просторових положеннях зварювали стикові лені одержанням максимального ефекту підвиз'єднання із сталі 10Х17Н13М3 (розмір пластин щення тріщиностійкості металу швів. Надмірне 200x100x12 мм). введення вказаних елементів, понад вказаних Характеристики стабільності горіння дуги оціверхніх меж, призводить до зниження тріщиностійнювали значеннями стандартного відхилення звакості металу швів. рювального струму ізв відносно середньостатисПри обраних межах легування дроту, з якого тичного значення зварювального струму Ізв. при виготовлений стрижень, хромом, нікелем, марганзварюванні постійним струмом зворотної полярноцем, молібденом, кремнієм, вуглецем, азотом в сті електродами 3,0 мм при Ізв = 70...80А. останньому забезпечується чистоаустенітна струЗначення цих параметрів визначали за допоктура металу. При цьому, значення нікелевого та могою інформаційно-вимірювально-аналітичної хромового еквівалентів знаходяться в межах: системи типу АСП - 2 [Металлургия дуговой сварNiекв - 23,0...33,6 мас.% ки: Процессы в дуге и плавление электродов: Сrекв - 21,0...26,8 мас.% Под ред. И.К. Походни. - Киев: Наукова думка: а відношення Niекв/Сrекв обмежено величинами 1990. - 224 с]. Було встановлено, що достатня 1,10... 1,25. стабільність горіння дуги при зварюванні в вертиТаким чином, застосування в якості стрижня кальному (в) та стельовому (с) положеннях забезпокритого електроду, що заявляється, дроту з запечується при ізв ≤ 18...20А. значеними межами вмісту легуючих елементів та Оцінку якості формування швів, тобто можлидодатково введеним азотом разом з покриттям, вість зварювання у різних просторових положенщо містить карбонати кальцію, магнію, натрію, нях, проводили шляхом вимірювання ширини та силікати та алюмосилікати калію, та натрію, фтовисоти швів, отриманих при зварюванні електрорид кальцію та оксиди титану, хрому, цирконію, а дами 3,0 мм в вертикальному (в), стельовому (с) також залізний порошок забезпечує гарні зварюта нижньому (н) положеннях. вально-технологічні властивості електродів, а саВідношення ширини шва (в) до його висоти (h), ме: високу стабільність горіння дуги, якісне форприйнято як критерій якості формування швів у мування металу шва при зварюванні в усіх зв'язку з регламентацією цих параметрів ОСТ просторових положеннях, високу стійкість металу 24.12.5.31-89. Так, для стикових з'єднань одержашва проти утворення гарячих тріщин та отримання них при зварюванні в різних просторових полопоказників механічних та корозійних властивостей женнях, відношення в/h повинно бути не менше металу шва на рівні основного металу при зварюніж 2,9...3,0. ванні хромонікельмолібденових сталей типу 17-13Результати оцінки властивостей електроду 3, 17-13-2 та 17-15-3 аустенітного класу. для зварювання хромонікельмолібденових сталей Для оцінки зварювально-технологічних власзі складами покриттів наведеними в табл. 1 предтивостей запропонованого покритого електроду, ставлені в таблиця 4. механічних та корозійних властивостей металу Аналіз наведених результатів дозволяє зробишва і зварних з'єднань, а також стійкості металу ти наступні висновки. шва проти утворення гарячих тріщин були виготоПокриття електроду, що заявляється (електвлені по 5 партій покритих електродів зі стрижнем роди №1...3) забезпечують гарні зварювальноз високолегованої сталі. технологічні властивості при зварюванні в усіх В табл. 1 наведено склад покриття електродів просторових положеннях (нижньому, вертикаль(базовий склад), в табл. 2 склад з додатковим вміному, стельовому), а саме: стабільне горіння дуги, стом порошку сплаву заліза, кремнію та цирконію гарне формування наплавленого металу, відсутв кількості 1,0...2,0 мас. %, а в таблиці 3 наведено ність пригару на поверхні швів. Порівняно з варіасклад високолегованого стрижня діаметром 3,0мм, нтами 1...3, при зварюванні електродом із складом що застосовується при виготовлені електродів, з покриття № 4 спостерігаються, не достатні стабінікелевим еквівалентом 23,0...33,6 мас.% та хрольність горіння дуги та якість формування наплавмовим еквівалентом 21,0...26,8 мас. %. леного металу, особливо це стосується зварюванНаведені в табл. 1, та табл. 2 електроди № ня в стельовому положенні. Поверхня металу 1...3 відповідають складам запропонованого елекнаплавленого електродом складу № 5 покрита троду для зварювання хромонікельмолібденових пригаром (окислена), що не допускається. сталей, а електроди № 4,5 - не відповідають склаТаким чином склади електроду (№ 1...3), що дам електроду, що заявляється. заявляється забезпечують гарні зварювальнотехнологічні властивості - високу стабільність горіння дуги та гарне формування наплавленого 9 92710 10 металу при зварювані в усіх просторових полоVкp повинні бути значно більшими - в межах женнях (нижньому, вертикальному та стельовому). 18,0...22,0 мм/хв. Слід відзначити, що тільки комплексне ввеРезультати випробувань наведені в таблиці 5. дення стабілізуючих компонентов в заявлених меПри випробуваннях в якості основного металу вижах (як в складах № 1...3) може забезпечити високористовували пластини товщиною - 12 мм із сталі ку стабільність горіння дуги з одночасно гарним 10Х17Н13М3 розміром 150x400 мм. Режим зварюформуванням металу при зварюванні в усіх просвання: Ізв = 80...90 А; Uд= 26...28 В, діаметр електторових положеннях. Крім того, збільшення в роду - 3,0 мм. складі заявляємого покриття електроду сумарного В результаті випробувань встановлено, що вмісту стабілізуючих компонентів більш ніж при застосуванні в якості стрижня електродів дро28,0мас.%, а саме:, як в складі № 5 (вона складає ту з типом легування № 1...3 (таблиці 3) Vкp знахо32,0 мас.%,) так само залізного порошку, відповіддиться в межах 20,8...24,0 мм/хв, тріщини відсутні. но, більше ніж 5,0 мас.% (склад №5) хоча і підвиСклади електродів № 4 та 5 (табл. 5) забезпечущує стабільність горіння дуги, та забезпечує доють значно менші значення Vкp - в межах сить непогане формування металу швів при 14,0...16,5 мм/хв, що зумовлює появу тріщин. зварюванні в вертикальному та стельовому полоТаким чином використання стрижнів із дротів з женнях, проте у цьому випадку в наплавленому рівнем легування Nieкв =23,0...33,6 мас.%, металі надмірно зростає вміст кремнію (більш ніж Сrекв=21,0...26,8 мас.% забезпечують відсутність 0,5 мас.%) та вуглецю (більш ніж 0,04 мас.%), Таке тріщин при зварюванні хромонікельмолібденових відхилення хімічного складу наплавленого металу сталей товщиною до 25 мм. від вимог ГОСТ 10052-75 до типу ЭДля визначення механічних властивостей ме02Х19Н8Г5АМ3 неприпустиме, оскільки призведе талу шва та корозійної стійкості зварних з'єднань до зниження корозійної стійкості та стійкості проти були виготовлені електроди із стрижнями із дротів утворення гарячих тріщин металу шва. склади яких наведені в таблиці 3. ЕкспериментаДля зварювання сталей типу 17-13-3, 17-13-2 льними електродами зварювали стикові з'єднання та 17-15-3 для забезпечення рівноцінної корозійної товщиною 12 мм із сталей 10Х17Н15М3, стійкості з основним металом передбачається за10Х17Н13М3, 10Х17Н13М2 розмір пластин стосування електродів з типом наплавленого ме150x400 мм, діаметр електроду - 3,0 мм. Ізв = талу Э-02Х19Н8Г5АМ3. Саме до цього типу на80...90 А; Uд= 26...28 В. Корозійну стійкість зварних плавленого металу і відноситься заявлений з'єднань визначали згідно ГОСТ 6032-82 як втрати докритий електрод. в вазі відповідних зразків в (г/м2 год) при їх витриДля визначення стійкості зварних шві проти мці в розчині сірчаної кислоти. утворення гарячих тріщин в залежності від систеРезультати випробувань механічних властими легування дротів були виготовлені експерименвостей наведені в таблиці 6, а - корозійної стійкості тальні стрижні з легуванням в межах в таблиці 7. Nieкв=23,0...33,6 мас.%, Сrекв =21,0...26,8 мас.% та Аналіз одержаних результатів дозволяє зровідношенням Niекв / Сrекв в межах 1,10...1,25 (таббити наступні висновки. Електроди запропоновалиця 3). ного складу забезпечують рівнозначність механічСтійкість зварних швів проти утворення гаряних властивостей металу шва і корозійної стійкості чих тріщин визначали згідно методики МВТУ ім. зварних з'єднань з аналогічними властивостями Баумана. При цьому критерієм стійкості зварних основного металу із сталей 17-13-3; 17і-13 -2 та швів проти утворення гарячих тріщин визначаєть17-15-3. ся Vкр(мм/.xb) - критична швидкість поперечної Таким чином, запропонований електрод задеформації, при якій в шві з'являється гаряча трібезпечує якісне формування зварних швів та вищина при зварюванні стикового з'єднання із осносоку стабільність горіння дуги при зварюванні в вного металу електродами що випробовуються. усіх просторових положеннях, високу стійкість меДостатня стійкість металу швів проти утворенталу шва проти утворення гарячих тріщин та ня гарячих тріщин досягається при значеннях Vкp отримання показників механічних та корозійних вище 14,0 мм/хв. властивостей металу шва на рівні основного меПри значеннях Vкp в межах 14,0...16,0 мм/хв талу - хромонікельмолібденових сталей типу 17без тріщин можна отримати зварні з'єднання ме13-3, 17-13-2 та 17-15-3. талу товщиною до 10 мм. При зварюванні металу більшої товщини, наприклад, 12...25 мм значення 11 92710 12 Таблиця 1 Склад покриття електродів для зварювання хромонікельмолібденових сталей типу 17-13-3, 17-13-2 та 17-15-3 № п/п Склад покриття електродів, вміст компонентів, мас. % 1 2 3 4 5 Найменування компонентів Стабілізуючі компоненти: (карбонат кальцію, карбонат магнію, 10,0 карбонат натрію, силікати калію та натрію). Шлакоутворюючі компоненти: (фторид кальцію, оксид титану, 2. 85,0 оксид цирконію, оксид хрому). 3. Залізний порошок. 5,0 1. *19,0 28,0 9,0 32,0 78,0 70,0 90,0 62,0 3,0 2,0 1,0 6,0 Таблиця 2 Склад покриття електродів для зварювання хромонікельмолібденових сталей типу 17-13-3, 17-13-2 та-17-15-3 № п/п 1. 2. 3. 4. Склад покриття електродів, вміст компонентів, мас. % 1 2 3 4 5 Найменування компонентів Стабілізуючі компоненти (карбонат кальцію, карбонат магнію, 10,0 карбонат натрію, силікати калію та натрію). Шлакоутворюючі компоненти (фторид кальцію, оксид титану, 85,0 оксид цирконію, оксид хрому). Залізний порошок. 4,0 Порошок сплаву заліза, кремнію, цирконію. 1,0 23,5 28,0 9,0 32,0 70,0 68,0 90,0 58,0 5,0 1,5 2,0 2,0 1,0 6,0 4,0 Таблиця 3 Хімічний склад експериментальних плавок металу високолегованого стрижня, який застосовується для виготовлення покритих електродів Номер плавок 1 2 3 4 5 Хімічний склад металу стрижня, мас.% С Si Мn Сr Ni Мо N Fe решта 0,01 0,2 2,5 17,5 17,0 3,2 0,15 59,44 0,02 0,6 8,5 20,0 18,0 3,6 0,2 49,08 0,03 0,40 10,5 22,0 20,0 4,2 0,25 42,62 0,005 0,8 2,0 16,0 15,0 2,0 0,1 64,095 0,06 0,1 12,0 23,0 22,0 5,0 0,3 37,54 Crекв Nieкв мас.% мас.% 21,0 23,05 24,5 28,85 26,8 33,65 19,2 19,15 28,15 38,5 Співвідношення Nieкв/Crекв 1,10 1,18 1,25 1,00 1,38 Таблиця 4 Результати оцінки зварювально-технологічних властивостей покритих електродів Визначальні та порівняльні характеристики 1 н Зварювально-технологічні властивості: стабільність горіння дуги: - середньостатистичне значення зварювального струму Ізв, А; стандартне відхилення ізв, А в Номери варіантів покритих електродів 2 3 4 Просторове положення при зварюванні с н в с н в с н в с н 5 в с 72,5 71,1 75,3 73,0 70,5 74,9 74,3 72,0 76,5 75,2 71,5 77,0 72,8 74,0 70,2 12,0 12,7 12,8 12,4 13,6 13,9 13,5 14,0 14,0 20,8 21,4 23,5 11,7 12,4 13,6 13 92710 1 2 Можливість зварювання в нижньому (н), вертикальному (в) та стельовому положеннях (с). Якість формування швів: відношення ширини шва (в) до його висоти (h) 3 4 14 Продовження таблиці 4 5 6 7 8 9 10 11 12 13 14 15 16 3,2 3,1 3,0 3,4 3,2 3,1 3,2 3,0 3,0 2,9 2,8 2,4 3,1 2,9 2,9 Таблиця 5 Результати випробування стійкості металу шва проти утворення, гарячих тріщин Номера електродів с системою легу- Creкв Nieкв Співвідношення Vкp, Наявність гарячих тріщин в вання стрижня мас.% мас.% Nieкв/Сreкв мм/хв металі шва 1 21,0 23,05 1,10 24,0 немає 2 24,5 28,85 1,18 22,5 немає 3 26,8 33,65 1,25 20,5 немає 4 19,2 19,15 1,00 16,5 є гарячі тріщини 5 28,15 38,5 1,38 14,0 є гарячі тріщини Таблиця 6 Механічні властивості основного металу та металу швів, отриманих при зварюванні експериментальними електродами хромонікельмолібденових сталей типу 17-13-3, 17-13-2 та 17-15-3 Номер експерименттальних дротів 1 2 3 4 5 Межа текучості, 0,2, Тип основноМПа го не менше металу основний ме- метал тал шва 17-13-3 230,0 258,0 17-13-2 200,0 226,0 17-15-3 180,0 210,0 17-13-3 230,0 240,5 17-13-2 200,0 220,7 17-15-3 180,0 210,8 17-13-3 230,0 245,4 17-13-2 200,0 230,8 17-15-3 180,0 220,4 17-13-3 230,0 190,0 17-13-2 200,0 165,0 17-15-3 180,0 140,0 17-13-3 230,0 200,0 17-13-2 200,0 180,0 17-15-3 180,0 160,0 Механічні властивості Тимчасовий опір розриву, в, Відносне подовження, ,% МПа не менше не менше основний метал основний ме- метал метал шва тал шва 530,0 545,0 36,0 40,0 510,0 530,0 38,0 42,0 490,0 520,0 44,0 46,0 530,0 580,7 36,0 43,2 510,0 560,8 38,0 44,5 490,0 540,5 44,0 48,4 530,0 568,4 36,0 40,5 510,0 570,5 38,0 41,8 490,0 468,3 44,0 46,7 530,0 480,0 36,0 30,2 510,0 460,0 38,0 28,4 490,0 470,0 44,0 37,8 530,0 480,0 36,0 28,3 510,0 460,0 38,0 24,5 490,0 450,0 44,0 22,6 Примітка: наведені середні значення результатів випробувань трьох зразків по ГОСТ 6996-66 15 92710 16 Таблиця 7 Корозійна стійкість в розчині 15% сірчаної кислоти зварних з'єднань, одержаних при зварюванні експериментальними електродами хромонікельмолібденових сталей аустенітного класу типу 17-13-3, 17-13-2 та 17-15-3 Номер експериментальних електродів 1 2 3 4 5 Втрати в вазі зразків г/м2 год після їх витримки 15% сірчаної кислоти при температурі в розчині Тип основного металу 50°С 80° основний метал метал шва основний метал метал шва 17-13-3 0,010 0,004 8,9 8,3 17-13-2 0,011 0,006 8,7 8,4 17-15-3 0,009 0,0015 6,4 6,2 17-13-3 0,010 0,003 8,9 8,2 17-13-2 0,011 0,005 8,7 8,1 17-15-3 0,009 0,0012 6,4 6,0 17-13-3 0,010 0,004 8,9 8,1 17-13-2 0,011 0,006 8,7 8,0 17-15-3 0,009 0,0015 6,4 6,2 17-13-3 0,010 0,017 8,9 10,1 17-13-2 0,011 0,016 8,7 9,5 17-15-3 0,009 0,018 6,4 8,9 17-13-3 0,010 0,015 8,9 10,4 17-13-2 0,011 0,08 8,7 9,7 17-15-3 0,009 0,025 6,4 9,8 Комп’ютерна верстка В. Мацело Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюCoated electrode for welding nickel-chrome-molybdenum steel of 17-13-3, 17-13-2 and 17-15-3 type
Автори англійськоюYuschenko Konstantyn Andriiovych, Bulat Oleksandr Volodymyrovych, Kakhovskyi Yurii Mykolaiovych, Samoilenko Viktor Ivanovych, Fadieieva Halyna Viktorivna, Kakhovskyi Mykolai Yuriiovych, Yuschenko Andrii Kostiantynovych
Назва патенту російськоюПокрытый электрод для сварки хромоникелемолибденовых сталей типа 17-13-3, 17-13-2 и 17-15-3
Автори російськоюЮщенко Константин Андреевич, Булат Александр Владимирович, Каховский Юрий Николаевич, Самойленко Виктор Иванович, Фадеева Галина Викторовна, Каховский Николай Юрьевич, Ющенко Андрей Константинович
МПК / Мітки
МПК: B23K 35/368
Мітки: зварювання, 17-13-3, покритий, сталей, 17-13-2, 17-15-3, хромонікельмолібденових, електрод, типу
Код посилання
<a href="https://ua.patents.su/8-92710-pokritijj-elektrod-dlya-zvaryuvannya-khromonikelmolibdenovikh-stalejj-tipu-17-13-3-17-13-2-ta-17-15-3.html" target="_blank" rel="follow" title="База патентів України">Покритий електрод для зварювання хромонікельмолібденових сталей типу 17-13-3, 17-13-2 та 17-15-3</a>
Покритий електрод для зварювання хромонікельмолібденових сталей типу 17-13-3, 17-13-2 та 17-15-3
Номер патенту: 37403
Опубліковано: 25.11.2008
Автори: Самойленко Віктор Іванович, Каховський Юрій Миколайович, Ющенко Костянтин Андрійович, Булат Олександр Володимирович, Каховський Миколай Юрійович, Ющенко Андрій Костянтинович, Фадєєва Галина Вікторівна
МПК: B23K 35/368
Мітки: типу, хромонікельмолібденових, електрод, покритий, сталей, зварювання, 17-13-3, 17-15-3, 17-13-2
Формула / Реферат:
1. Покритий електрод для зварювання високолегованих хромонікельмолібденових сталей типу 17-13-3, 17-13-2 та 17-15-3 аустенітного класу, що складається з високолегованого сталевого стрижня, що містить вуглець, кремній, марганець, хром, нікель, молібден, залізо та покриття, який відрізняється тим, що високолегований стрижень додатково містить азот при наступному співвідношенні компонентів, мас. %: вуглець ...
Порошковий дріт для мокрого підводного зварювання високолегованих хромонікельмолібденових сталей типу 17-13-3
Номер патенту: 89262
Опубліковано: 11.01.2010
Автори: Каховський Юрій Миколайович, Фадєєва Галина Вікторівна, Ющенко Костянтин Андрійович, Супрун Сергій Олександрович, Максимов Сергій Юрійович
МПК: B23K 35/368
Мітки: порошковий, високолегованих, хромонікельмолібденових, сталей, типу, 17-13-3, дріт, підводного, мокрого, зварювання
Формула / Реферат:
1. Порошковий дріт для мокрого підводного зварювання високолегованих хромонікельмолібденових сталей типу 17-13-3, що складається зі сталевої оболонки, виготовленої з нержавіючої хромистої сталі з вмістом хрому 24,0...27,0 % і шихти, що включає електролітичний нікель, металевий марганець, фероніобій, рутил, магнезит, гексафторсилікат натрію, калій-натрієву силікатну брилу, який відрізняється тим, що шихта додатково містить молібден,...
Порошковий дріт для мокрого підводного зварювання високолегованих хромонікельмолібденових сталей типу 17-13-3
Номер патенту: 34882
Опубліковано: 26.08.2008
Автори: Фадєєва Галина Вікторівна, Ющенко Костянтин Андрійович, Супрун Сергій Олександрович, Максимов Сергій Юрійович, Каховський Юрій Миколайович
МПК: B23K 35/368
Мітки: хромонікельмолібденових, дріт, мокрого, зварювання, порошковий, 17-13-3, високолегованих, сталей, підводного, типу
Формула / Реферат:
1. Порошковий дріт для мокрого підводного зварювання високолегованих хромонікельмолібденових сталей типу 17-13-3, що складається зі сталевої оболонки, виготовленої з нержавіючої хромистої сталі з вмістом хрому 24,0...27,0 %, і шихти, що включає електролітичний нікель, металевий марганець, фероніобій, рутил, магнезит, гексафторсилікат натрію, калій-натрієву силікатну брилу, який відрізняється тим, що шихта додатково містить молібден,...
Порошковий дріт для мокрого підводного зварювання високолегованих хромонікелевих сталей типу 18-10
Номер патенту: 41702
Опубліковано: 10.06.2009
Автори: Максимов Сергій Юрійович, Фадєєва Галина Вікторівна, Каховський Юрій Миколайович, Супрун Сергій Олександрович, Ющенко Костянтин Андрійович
МПК: B23K 35/368
Мітки: дріт, типу, мокрого, зварювання, сталей, порошковий, 18-10, підводного, хромонікелевих, високолегованих
Формула / Реферат:
Порошковий дріт для мокрого підводного зварювання високолегованих хромонікелевих сталей типу 18-10, що складається зі сталевої оболонки, виготовленої з нержавіючої хромистої сталі з вмістом хрому 24,0...27,0 % і шихти, що містить електролітичний нікель, металевий марганець, фероніобій, рутил, магнезит, гексафторсилікат натрію, калій-натрієву силікатну брилу, який відрізняється тим, що сталева оболонка виготовлена з нержавіючої хромистої...
Електрод для підводного зварювання

Номер патенту: 17107
Опубліковано: 15.09.2006
Автори: Максимов Сергій Юрійович, Дрогомирецький Михайло Миколайович, Бут Віктор Степанович, Ляхова Інна Василівна, Оверко Олександр Федорович, Педько Борис Іванович, Радзієвська Ала Адонівна
МПК: B23K 35/36
Мітки: підводного, зварювання, електрод
Формула / Реферат:
Електрод для підводного зварювання, який містить стрижень із високолегованого дроту системи легування на основі нікелю і хрому та покриття, що містить рутиловий концентрат, польовий шпат, флюорит та феросиліцій, який відрізняється тим, що значення нікелевого та хромового еквівалентів дроту обмежені такими величинами, мас. %: Niекв. 19... 32 Сrекв. 21... 33, а в...
Попередній патент: Вібраційна діагностична система
Наступний патент: Робота з роз’єднаним і спільним каналом передачі даних в системі безпровідного зв’язку
Випадковий патент: Спосіб зменшення розміру зони інфаркту міокарда при експериментальній ішемії-реперфузії міокарда