Електрод для підводного зварювання
Номер патенту: 17107
Опубліковано: 15.09.2006
Автори: Максимов Сергій Юрійович, Радзієвська Ала Адонівна, Ляхова Інна Василівна, Педько Борис Іванович, Дрогомирецький Михайло Миколайович, Оверко Олександр Федорович, Бут Віктор Степанович





Формула / Реферат
Електрод для підводного зварювання, який містить стрижень із високолегованого дроту системи легування на основі нікелю і хрому та покриття, що містить рутиловий концентрат, польовий шпат, флюорит та феросиліцій, який відрізняється тим, що значення нікелевого та хромового еквівалентів дроту обмежені такими величинами, мас. %:
Niекв.
19... 32
Сrекв.
21... 33,
а в покриття додатково введено окис заліза, магнезит металургійний та карбоксиметилцелюлозу при такому співвідношенні компонентів, мас. %:
флюорит
22,0-31,0
рутиловий концентрат
22,0-37,0
окис заліза
15,0-31,0
польовий шпат
8,0-13,0
магнезит металургійний
4,0-9,0
феросиліцій
0,5-2,0
карбоксиметилцелюлоза
1,5-2,0,
коефіцієнт маси покриття складає 22...25%.
Текст
Електрод для підводного зварювання, який містить стрижень із високолегованого дроту системи легування на основі нікелю і хрому та покриття, що містить рутиловий концентрат, польовий шпат, флюорит та феросиліцій, який відрізняєть 3 17107 4 високолегованого дроту Св.-07Х25Н12Г2Т, поккості не менш відповідно 13,5 і 22%. риття якого містить (мас.%): З нашого досвіду дослідження шлакових сисмармур 10-14 тем діапазон співвідношень ТіО2/CaF2, використаплавиковий шпат 18-22 ний у прототипі, не є оптимальним для якісного польовий шпат 2-4 формування зварних швів під водою, а введення в феромарганець 7-10 цю систему мармуру в кількостях, що перевищуферотитан 3-6 ють 10%, ще погіршує зварювально-технологічні феросиліцій 3-6 властивості електродного покриття. Це не дозвопоташ 0,5-1,5 ляє використати їх для якісного зварювання в усіх титановий порошок 4,7-7,7 просторових положеннях. Крім того, введення мадвоокис титану інше. рмуру не виправдано через те, що деяке (до 5%) Недоліком електроду з таким покриттям є зазменшення вмісту водню в наплавленому металі надто велика кількість шлаку, що утворюється при при розчиненні атмосфери дугового проміжку гайого плавленні. Хоча це і забезпечує надійний зоподібними продуктами розкладання мармуру захист металу зварювальної ванни та шва від вопрактично не має значення через аустенітну струдного середовища, але унеможливлює виконання ктуру металу швів. зварювання у різних просторових положеннях Задачею корисної моделі є забезпечення при окрім нижнього. Крім того, внаслідок недостатньозварюванні в усіх просторових положеннях якісного запасу аустенітності у металі шва поблизу лінії го формування металу шва, стійкості проти утвосплавлення виникають крихкі прошарки, схильні рення холодних тріщин у зоні термічного впливу до утворення холодних тріщин. низьколегованих сталей підвищеної міцності та Відомий також електрод [Патент РФ показників механічних властивостей металу шва №2071895 МПК В23КЗ 5/365] зі стрижнем із висона рівні властивостей основного металу. колегованого дроту Св.-10Х16Н25АМ6, покриття Поставлена задача вирішується тим, що елекякого містить (мас.%): трод складається зі стрижня із високолегованого плавиковий шпат 36-40 дроту системи легування на основі нікелю та хрокварцовий пісок 17-21 му, значення нікелевого та хромового еквівалентів феромарганець 8-12 якої обмежені величинами 19...32% та 21...33% феротитан 4-6 відповідно, та покриття, що містить рутиловий феросиліцій 4-6 концентрат, польовий шпат, флюорит та феросипоташ 1-3 ліцій, в яке додатково введено окис заліза, магнеокис хрому 1-3 зит металургійний та карбоксиметилцелюлозу при двоокис титану 9-29. такому співвідношенні компонентів (мас.%): При такому співвідношенні CaF2 та ТіО2 перефлюорит 22,0-31,0 нос розплавленого металу має яскраво виражений рутиловий концентрат 22,0-37,0 крупнокрапельний характер, що значно погіршує окис заліза 15,0-31,0 стабільність горіння дуги. Високий вміст SiO2 призпольовий шпат 8,0-13,0 водить до збільшення в'язкості шлаку, в наслідок магнезит металургійний 4,0-9,0 чого він повністю не вкриває наплавлений метал, феросиліцій 0,5-2,0 формування шву погіршується, що робить неможкарбоксиметилцелюлоза 1,5-2,0 ливим зварювання у просторових положеннях, Коефіцієнт маси покриття складає 22...25%. відмінних від нижнього. Це підтверджується реЗниження температури твердіння шлаку, його зультатами випробувань зварювальноподовження, а також збільшення кута змочування технологічних властивостей, проведених розробосновного метала розплавленим досягнуто шляниками електроду [Сварочное производство, №11, хом введення в покриття збалансованої кількості 2000г.]. флюориту та окису заліза. Введення значної кільОбидва цих електроди дозволяють отримати кості фторидів забезпечує зниження вмісту водню зварні з'єднання з рівнем механічних властивосв металі шва, десульфацію розплавленого металу, тей, що відповідає рівню властивостей основного високий ступінь засвоєння легкоокилюючихся металу, та уникнути утворення холодних тріщин у елементів і разом з польовим шпатом сприяє ЗТВ низьколегованих сталей підвищеної міцності. утворенню шлакової корки, яка надійно захищає Але їх зварювально-технологічні властивості не шов від навколишнього середовища, та одержанзадовольняють поставленим вимогам. ню гарного формування. Це технічне рішення В якості прототипу нами обрано електрод [Аврезультат ретельного дослідження впливу компоторське свідоцтво СРСР 1549706 від 15.03.90, нентів потрійної системи CaF2 - ТіO2 - FeO на звабюл.№10], покриття якого містить (мас.%): рювально-технологічні властивості електродів для Мармур 14-16 підводного мокрого зварювання. Використання в Плавиковий шпат 24-26 якості стрижня високолегованого дроту гарантує Польовий шпат 3-5 отримання металу шва аустенітного типу, що заФеромарганець 9-11 побігає утворенню холодних тріщин у ЗТВ низькоФеротитан 4-6 легованих сталей підвищеної міцності. Феросиліцій 4-6 Сутність проведених дослідів ілюструє кресПоташ 0,5-1,5 лення, де на концентраційному трикутнику якісно Двоокис титану інше. відтворено характер впливу співвідношення інгреСтрижнями електродів слугує сталевий висодієнтів системи CaF2 - TiO2 - FeO на зварювальноколегований дріт, що містить хром та нікель в кільтехнологічні властивості електродів. Тут А - об 5 17107 6 ласть оптимальних складів покриття електродів, CaF2 - TiO2 знижує температуру її плавлення, а які відповідають вимогам до виконання мокрого також коефіцієнт поверхневого натяжіння, чим підводного зварювання в усіх просторових полосприяє утворенню валиків з дрібнолускатою повеженнях багатопрохідних стикових швів. рхнею і плавними переходами до основного метаНапрямок 1 - при такій зміні співвідношень інглу або металу попередньо наплавлених валиків. редієнтів збільшується схильність до утворення Введення в покриття пропонованого електроду зварних валиків трикутної форми, утворення тверFeO в кількості меншій від заявленої, призводить дої керамічної шлакової корки із схильністю до до утворення "горбатих" валиків. Перебільшення заклинювання при багатошаровому зварюванні кількості FeO за пропоновану межу сприяє утвостикових з'єднань, збільшення коефіцієнту посиренню легкоплавких шлаків, які унеможливлюють лення зварних валиків, погрублення лускатості, якісне формування вертикальних і стельових швів. утворення дефектів у вигляді підрізів, шлакових Введення FeO в пропонованій кількості в присутвключень при зварюванні багатопрохідних швів. ності фториду кальцію спричиняє утворення фтоНапрямок 2 - при такій зміні співвідношень інгридів заліза, що також забезпечує додаткове зниредієнтів збільшується схильність до утворення ження дифузійного водню в наплавленому металі. твердої керамічної шлакової корки, високих нерівВведення польового шпату в зазначених меномірних груболускатих, а зрештою литих валиків жах спричиняє утворення достатньо щільної шлаокруглої форми, погіршується відділення шлакової кової корки і сприяє поряд з магнезитом стабілізакорки, з'являються великі краплі поряд зі швом, ції дугового проміжку. Збільшення польового шпазростає напруга дуги, режим стає нестійким. ту над вказану межу призводить до утворення Напрямок 3 - при такій зміні співвідношень інгбільш рідкоплинних шлаків великої маси, що утруредієнтів збільшується схильність до утворення днює зварювання в просторових положеннях. валиків з малим коефіцієнтом посилення, дрібноФеросиліцій забезпечує перехід необхідної кілускатою поверхнею та плавним переходом до лькості марганцю в наплавлений метал. Але переповерхні основного металу, або попередньо набільшення його вмісту вище пропонованої межі плавлених валиків, перенос розплавленого металу призводить до зростання внутрішньокристалітної набуває дрібнокрапельного характеру, спостерігаліквації в аустенітному металі, внаслідок чого відється утворення аморфноподібного шлакового бувається збагачення кремнієм зовнішніх шарів покриття наплавлених валиків, яке легко видалядендритів. При цьому знижується критична швидється щіткою, можливість якісного зварювання у кість деформування аустенітного металу швів та їх просторових положеннях, відмінних від нижнього, стійкість проти утворення гарячих тріщин. обмежується. Склад зварювального дроту було вибрано із Таким чином межі вмісту флюориту, рутиловонаступних міркувань. Недостатній рівень легуванго концентрату та окису заліза, а також їх співвідня (Niекв.
ДивитисяДодаткова інформація
Назва патенту англійськоюElectrode for the underwater welding
Автори англійськоюLiakhova Inna Vasylivna, Maksymov Serhii Yuriiovych, But Viktor Stepanovych, Radziievska Ala Adonivna, Drohomyretskyi Mykhailo Mykolaiovych, Ped'ko Borys Ivanovych, Overko Oleksandr Fedorovych
Назва патенту російськоюЭлектрод для подводной сварки
Автори російськоюЛяхова Инна Васильевна, Максимов Сергей Юрьевич, Бут Виктор Степанович, Радзиевская Алла Адоновна, Дрогомирецкий Михаил Николаевич, Педько Борис Иванович, Оверко Александр Федорович
МПК / Мітки
МПК: B23K 35/36
Мітки: підводного, зварювання, електрод
Код посилання
<a href="https://ua.patents.su/5-17107-elektrod-dlya-pidvodnogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Електрод для підводного зварювання</a>
Порошковий дріт для підводного зварювання сталі 17г1с
Номер патенту: 75174
Опубліковано: 15.03.2006
Автори: Пірогов Асегнєй Гєоргієвіч, Максимов Сергій Юрійович, Радзієвська Алла Адольївна
МПК: B23K 35/368
Мітки: зварювання, сталі, підводного, 17г1с, порошковий, дріт
Формула / Реферат:
Порошковий дріт для підводного зварювання сталі 17Г1C, який складається з металевої оболонки і порошкоподібної шихти, що містить фториди лужних і лужноземельних металів і розкиснювач, який відрізняється тим, що оболонка виконана з технічно чистого нікелю, а осердя додатково містить фторид кальцію, фторцирконат калію, польовий шпат і алюміній при наступному співвідношенні компонентів (мас. %): фторцирконат калію ...
Порошковий дріт для підводного зварювання маловуглецевих та низьколегованих сталей
Номер патенту: 7914
Опубліковано: 15.07.2005
Автори: Беккер Михайло Вікторович, Бут Віктор Степанович, Педько Борис Іванович, Радзієвська Ала Адонівна, Дрогомирецький Михайло Миколайович, Максимов Сергій Юрійович
МПК: B23K 35/36
Мітки: підводного, сталей, маловуглецевих, порошковий, зварювання, низьколегованих, дріт
Формула / Реферат:
1. Порошковий дріт для підводного зварювання маловуглецевих та низьколегованих сталей, що включає металеву оболонку і порошкоподібну шихту, яка містить рутиловий концентрат, гематит, феромарганець, нікель, біхромат калію та залізний порошок, який відрізняється тим, що осердя додатково містить феротитан та феробор при наступному співвідношенні компонентів (мас.%): рутиловий концентрат 25-35 ...
Порошковий дріт для підводного зварювання маловуглецевих та низьколегованих сталей на підвищених глибинах
Номер патенту: 10980
Опубліковано: 15.12.2005
Автори: Бут Віктор Степанович, Дрогомирецький Михайло Миколайович, Педько Борис Іванович, Радзієвська Ала Адонівна, Беккер Михайло Вікторович, Максимов Сергій Юрійович
МПК: B23K 35/36
Мітки: порошковий, глибинах, підвищених, підводного, маловуглецевих, сталей, зварювання, дріт, низьколегованих
Формула / Реферат:
Порошковий дріт для підводного зварювання маловуглецевих та низьколегованих сталей на підвищених глибинах, що складається з металевої оболонки і порошкоподібної шихти, що містить рутиловий концентрат, гематит, феромарганець, біхромат калію та залізний порошок, який відрізняється тим, що шихта додатково містить сіль цезію при такому співвідношенні компонентів (мас. %): рутиловий концентрат 25-35 ...
Електрод для контактного точкового зварювання

Номер патенту: 8832
Опубліковано: 15.08.2005
Автори: Горват Валентин Васильович, Горват Віталій Васильович, Кузьменко Анатолій Григорович
МПК: B23K 11/30
Мітки: контактного, точкового, зварювання, електрод
Формула / Реферат:
Електрод для контактного точкового зварювання, що містить центральну струмоведучу частину з високоелектропровідного матеріалу, який відрізняється тим, що на кінці електрода виконана різьба і він оснащений зовнішнім кільцем, виконаним з ізоляційного, термостійкого, жароміцного матеріалу.
Спосіб електродугового зварювання плавким електродом та електрод для його здійснення
Номер патенту: 68361
Опубліковано: 16.08.2004
Автори: Кузьменко Володимир Григорович, Кузьменко Георгій Володимирович
МПК: B23K 9/02
Мітки: зварювання, електродугового, спосіб, електрод, здійснення, плавким, електродом
Формула / Реферат:
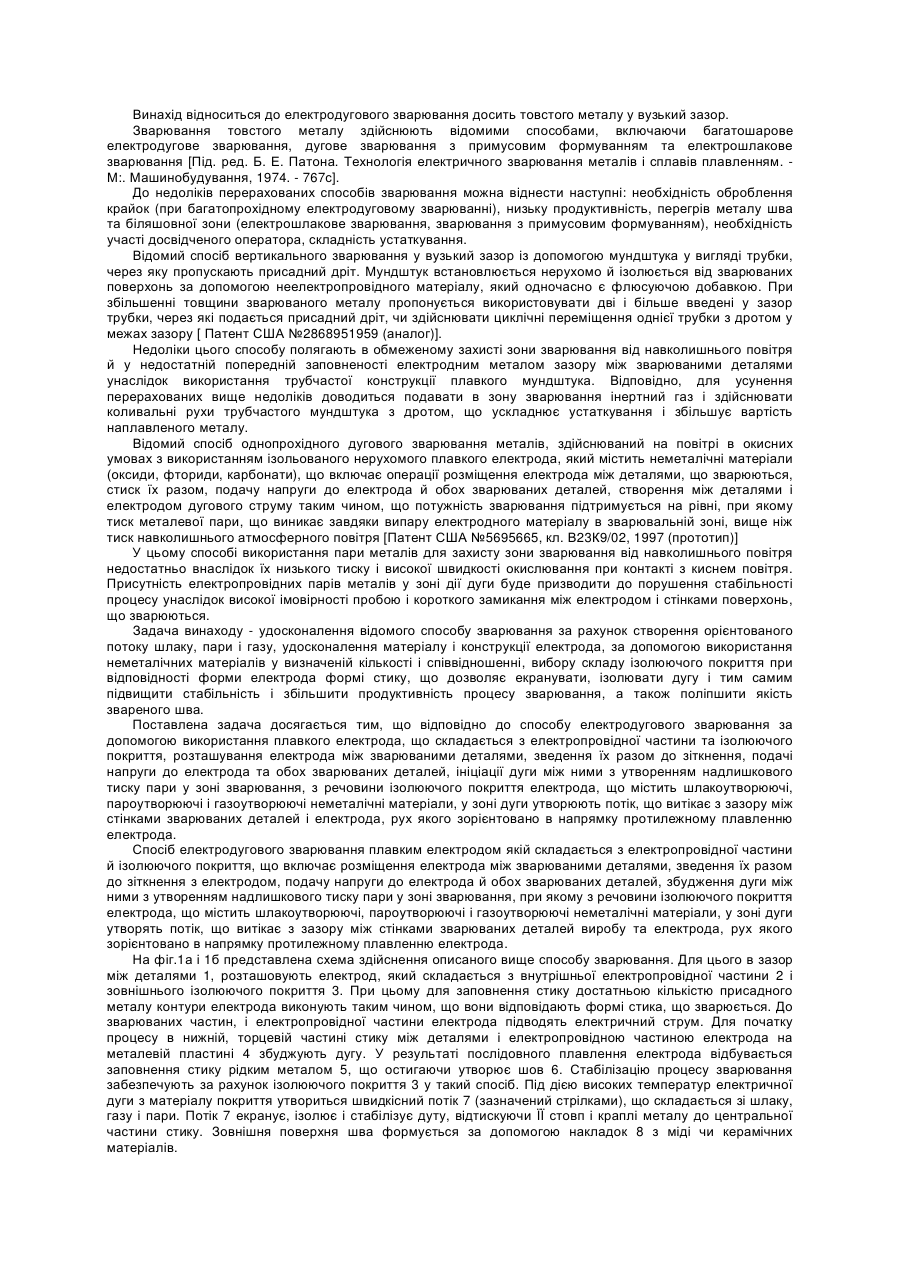
1. Спосіб електродугового зварювання плавким електродом, що складається з електропровідної частини та ізолюючого покриття, який включає розміщення електрода між деталями, що зварюються, зведення останніх на близьку відстань до зіткнення з електродом, подачу напруги до електрода й обох деталей, що зварюються, збудження дуги між ними з утворенням надлишкового тиску парів у зоні зварювання, який відрізняється тим, що для ізолюючого покриття...
Попередній патент: Біологічно активна добавка актопротекторної дії “анти-хоттм”
Наступний патент: Електрод для підводного зварювання
Випадковий патент: Стіновий камінь