Спосіб протекторного захисту сталі від корозії
Номер патенту: 94182
Опубліковано: 10.11.2014
Автори: Скоропад В'ячеслав Ігорович, Ледовських Володимир Михайлович, Левченко Сергій Володимирович
Формула / Реферат
1. Спосіб обробки металевих поверхонь, при якому проводять обробку електроіскровим та механічним способом за допомогою обертових металічних щіток з одночасною подачею в зону обробки мастильно-охолоджуючої рідини, який відрізняється тим, що для обробки поверхонь використовують обертові щітки, на дротиках яких нанесений шар металічного цинку, який під час роботи переходить на поверхню сталі і створює Zn - протектори, що підвищує корозійну стійкість металу при його післяопераційному зберіганні та застосуванні.
2. Спосіб за пунктом 1, який відрізняється тим, що комбінація Zn - протектора з МОР забезпечують нададитивність в їх сумісній захисній дії, порівняно з окремими засобами, і характеризується явищем синергізму.
Текст
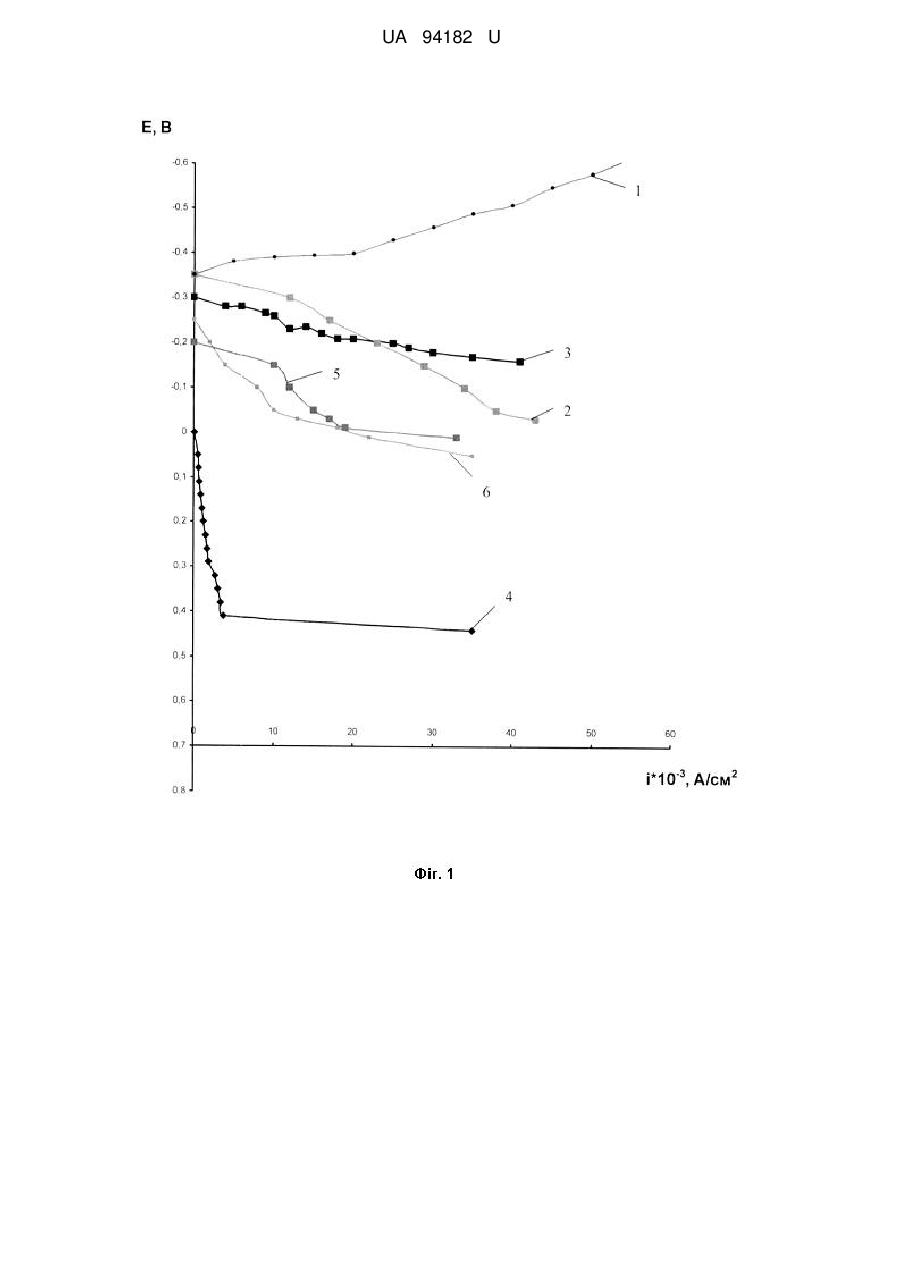
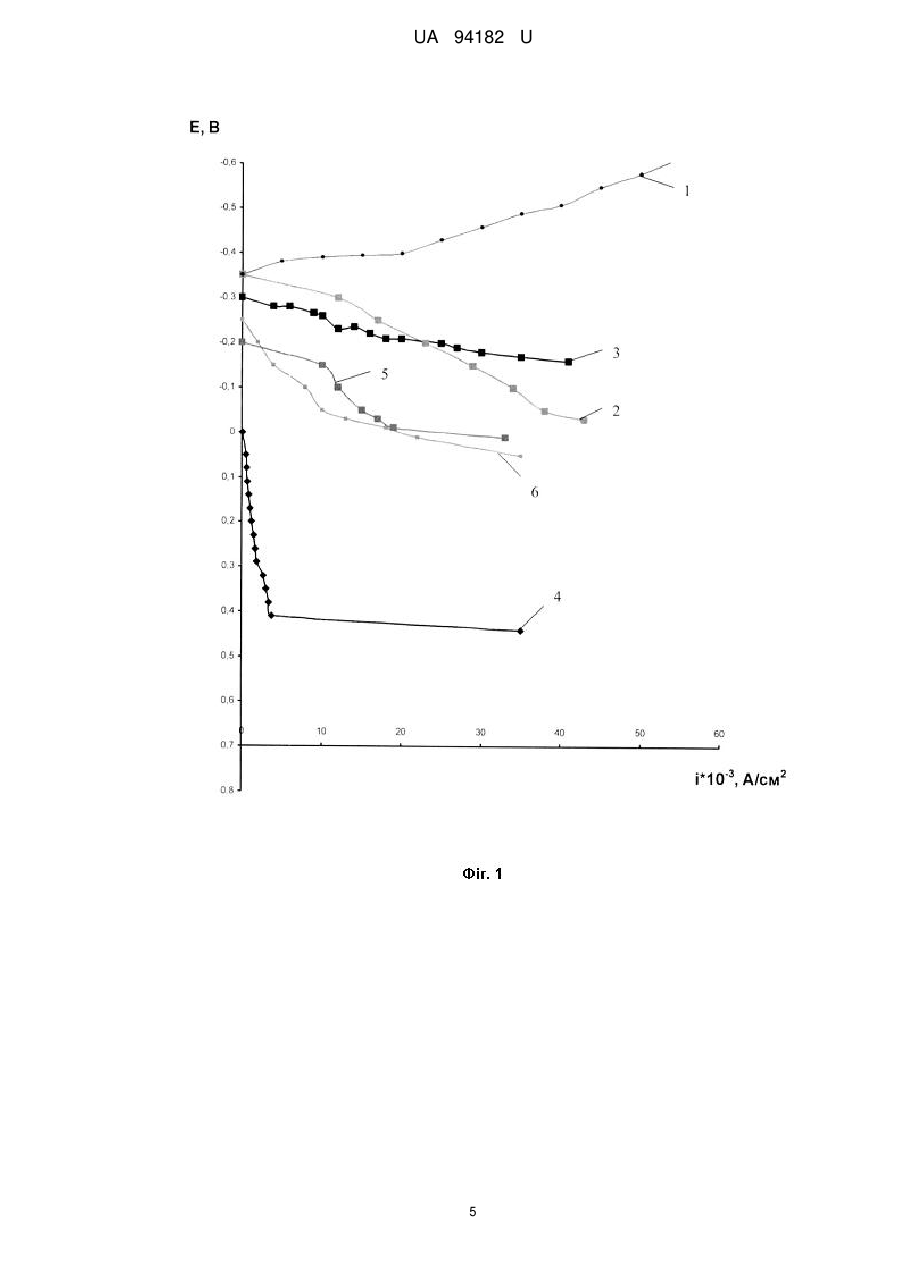
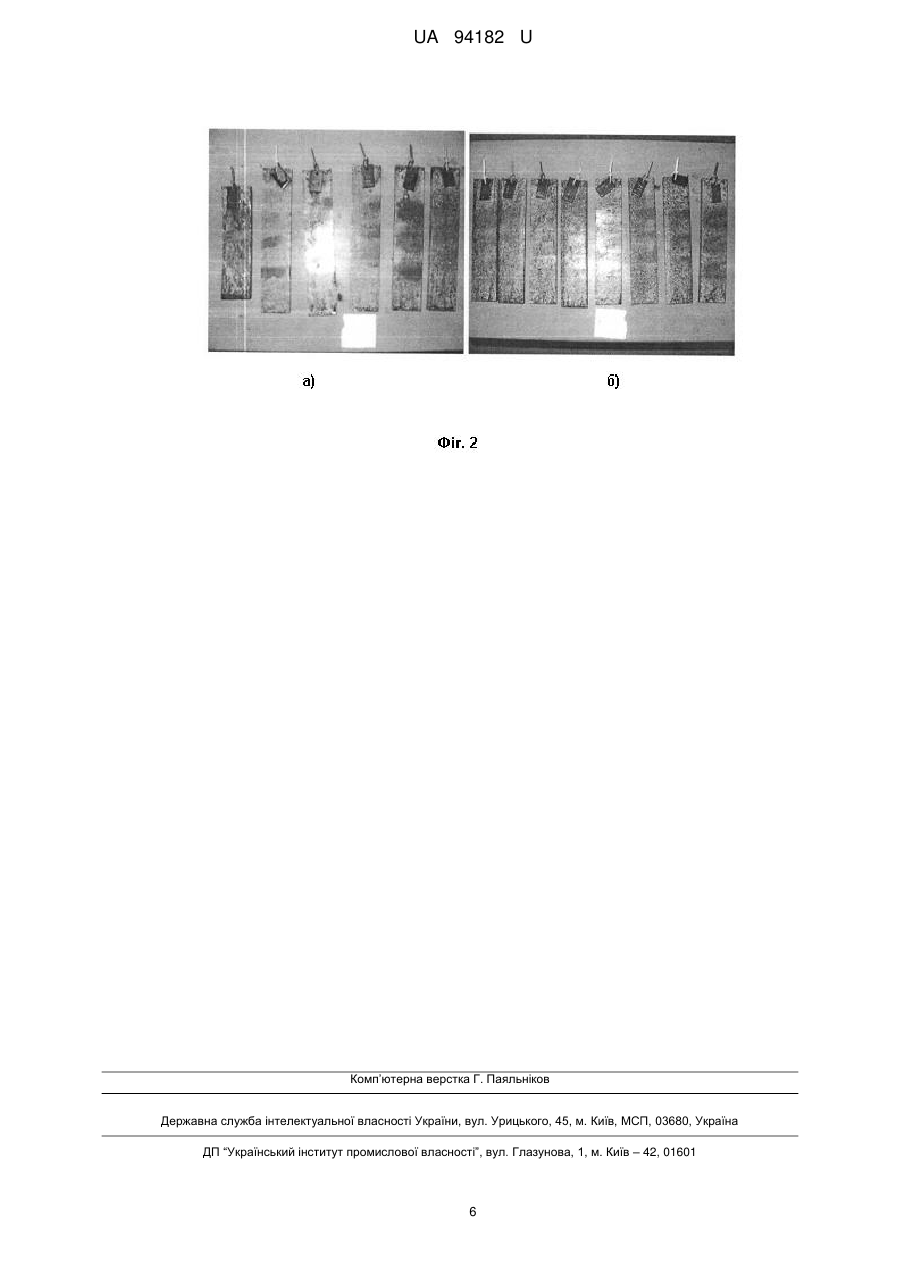
Реферат: Спосіб обробки металевих поверхонь, при якому проводять обробку електроіскровим та механічним способом за допомогою обертових металічних щіток з одночасною подачею в зону обробки мастильно-охолоджуючої рідини. Для обробки поверхонь використовують обертові щітки, на дротиках яких нанесений шар металічного цинку, який під час роботи переходить на поверхню сталі і створює Zn - протектори, що підвищує корозійну стійкість металу при його післяопераційному зберіганні та застосуванні. UA 94182 U (54) СПОСІБ ПРОТЕКТОРНОГО ЗАХИСТУ СТАЛІ ВІД КОРОЗІЇ UA 94182 U UA 94182 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель, що заявляється, належить до усіх галузей господарства, де використовують сталеві конструкції, трубопроводи, апарати, ємності та резервуари для виробництва, зберігання, транспортування та застосування рідинних і газових потоків, які потребують очищення своїх поверхонь і забезпечення їх корозійної стійкості у післяопераційний період і у подальшому застосуванні. Відомі способи підготовки металевих поверхонь різних типів обладнання, у тому числі трубопроводів, які дозволяють покращувати їх властивості (механічні, електрохімічні, ультразвукові, плазменні та ін.). До їх основних недоліків і обмежень належать значні енергетичні витрати, коштовність обладнання, його залежність від характеристик і геометрії поверхонь, а також недостатня антикорозійна ефективність у післяопераційний період зберігання і застосування [Є.М. Гутман. Механохимия металлов и защита от коррозии. - Μ.: Металлургия, 1981; М.Ш. Ибрагимов, Μ.А. Коробейников, А.С. Шацкий. Вопросы очистки наружной поверхности трубопроводов от антикоррозийных покрытий // Трубопроводный транспорт нефти. - 2000. с. 20-24; Я.М. Колотыркин, Л.А. Янов, В.М. Княжева. Высокоэнергетические способы обработки поверхности для защиты металлов от коррозии. Итоги науки и техники. Коррозия и защита от коррозии. - М.: Т. 12. - 1986. - с. 185-258; Г. Похмурська, В. Каліна, Я. Гофман. Вплив лазерного гартування на корозійну втому вуглецевої та нержавіючої сталей // Фіз-хім. механіка матеріалів. Проблеми корозії та протикорозійного захисту матеріалів (Спецвипуск). - № 1. -2000. с 240-243; Л. Шевченко, Л. Жутинская, В. Зелинская, Б. Алымов. Технологія очистки катанки от окалины низкотемпературной плазмой // Фіз- хім. Механіка матеріалів. Проблеми корозії та протикорозійного захисту матеріалів (Спецвипуск). - № 3. - 2002. - с 582-584; Μ.А. Ляпунов, Е.Л. Уента, Є.П. Юора. Электроимпульсная обработка высокопрочных металлов и сплавов // Металлофизика и новейшие технологии. - Т.22. - № 4. - 2000. - с. 67-70]. Найбільш близькими до запропонованого рішення за технічною сутністю є спосіб електроіскрової і механічної обробки металевих поверхонь, при якому процес проводять за допомогою обертових щіток, а ефект отримується за рахунок накладання різниці потенціалів та ударної дії кінців дротиків щітки на поверхню, що піддається обробці, з одночасною подачею в робочу зону мастильно-охолоджуючої рідини (ΜΌΡ) для зниження енергетичних витрат процесу, підвищення класу чистоти поверхні металів, їх механічних властивостей та тимчасового захисту від корозії упродовж обробки за рахунок пасивації [В.М.Ледовських, С.Г.Поляков, С.В.Левченко, М.Б.Степанов. Спосіб обробки поверхні сталі. - Патент України № 67694 від 12.03.2012. - Бюл. № 5] Разом з цим, зазначений процес не дозволяє забезпечувати повного захисту від корозії сталевих поверхонь під час продовженого терміну міжопераційного зберігання і подальшого використання металів та металовиробів. Ще більшою мірою це стосується промислових зразків МОР, наприклад, ЕМ і СВК, які запроваджені у процесах різання металів і труб на Дніпропетровському трубному заводі та ін. Для захисту сталі від корозії у вологій атмосфері, морській і річковій воді, ґрунті та інших водно-сольових середовищах застосовують протектори. Вони належать до ефективних методів, а найбільш поширеним їх матеріалом виступають цинк та його сплави. Порівняно з алюмінієвими та магнієвими протекторами цинкові мають суттєві переваги вони доступні, дешеві, легко наносяться на метали, ефективні відносно більш електропозитивних металів, до яких належать сталі, і вибухонебезпечні. При їх корозійному розчиненні не утворюються забруднюючі робоче середовище сполуки, тому, відповідно стандартам, їх рекомендують для протекторного захисту вантажних, вантажнобаластових та нафтоналивних суден. [И.В. Семенова, Г.М. Флорианович, А.В. Хорошилов. Коррозия и защита от коррозии / Под ред. И.В. Семеновой - М.: ФИЗМАТЛИТ. - 2002. - 336 с; М.М. Чмырь, В.Г. Васильев, Ю.Л. Кузьмин. Системы протекторной защиты // Нефть Газ Промышленность. - T.23. - №3. - 2006. - с. 13-16; A.M. Зиневич, В.И. Глазков, В.Г. Котик. Защита трубопроводов и резервуаров от коррозии. М: Недра, 2000. - 288 с; В.В. Красноярский, Л.Ф. Лунев. Применение протекторов для защиты подземных трубопроводов от коррозии. - М.: 2000; ДСТУ 4219-2003. Трубопроводи сталеві магістральні. Загальні вимоги до захисту від корозії; Коррозия. Справочник / Под ред. Л.Л. Шрайдера; Пер. с англ… - М: Металлургия, 1981. -632 с.]. Запропонований даним спосіб базується на застосуванні електроіскрового і механічного методу обробки поверхні сталі обертовими щітками з подачею у зону контакту технологічної МОР. В основу способу поставлена задача створення електроіскрового і механічного методу підготовки сталевих поверхонь з одночасним їх протекторним і інгібіторним захистом під час обробки і післяопераційного захисту. 1 UA 94182 U 5 10 15 20 25 30 35 40 45 50 55 60 Поставлена задача вирішується тим, що у способі обробки металевих поверхонь, при якому проводять обробку електроіскровим та механічним способом за допомогою обертових металічних щіток з одночасною подачею в зону обробки мастильно-охолоджуючої рідини, згідно з винаходом для обробки поверхонь використовують обертові щітки, на дротиках яких нанесений шар металічного цинку, який під час роботи переходить на поверхню сталі і створює Zn - протектори, що підвищує корозійну стійкість металу при його післяопераційному зберіганні та застосуванні. Комбінація Zn - протектора з МОР забезпечує нададитивність в їх сумісній захисній дії, порівняно з окремими засобами, і характеризується явищем синергізму. Згідно корисної моделі зазначена обробка сталі виконується за допомогою обертових щіток, на дротики яких наноситься шар металічного цинку, який у процесі роботи переходить на поверхню обробленої сталі і у подальшому забезпечує її протекторний захист при довгостроковому міжопераційному зберіганні та застосуванні. Для вирішення поставленої задачі виконують наступні експериментальні заходи: 1. За допомогою масометричних і потенціостатичних поляризаційних досліджень доводять можливість використання цинку як протекторного матеріалу для захисту сталевих поверхонь від корозії у нейтральних водно-сольових розчинах. 2. Застосовують обертові щітки, на які завчасно наносять цинкове покриття. 3. Проводять електроіскрову і механічну обробку металевих поверхонь оцинкованими обертовими щітками з використанням МОР. 4. Доводять наявність протекторного цинку на обробленій поверхні металу шляхом визначення його маси. Відповідно поляризаційним вимірюванням (фіг 1, де представлені потенціостатичні катодна (1) і анодні (2-6) поляризаційні криві у модельному розчині водопровідної води (по 0,3 г/л Na2SO4, NaHCO3, NaCl): 1,2 - сталі 0,8кп; 3,4 - відповідно цинку і сталі 0,8кп у присутності добавки МОР; 5,6 - анодні криві сталі 0,8кп у присутності промислових зразків МОР), цинк у водно-сольових розчинах зазнає корозії з кисневою деполяризацією, а його анодна іонізація відбувається в активній області. У присутності МОР спостерігається деяке уповільнення анодного процесу і зміщення корозійного потенціалу цинку у позитивному напрямку, але перебіг його корозійного процесу залишається в активній області без пасивації. За фіг. 1 цинк у водносольових розчинах є більш електронегативним металом порівняно зі сталлю і область його активного розчинення лежить при більш від'ємних анодних потенціалах. Зазначене вказує на можливість застосування цинку у якості протектора для захисту сталі від корозійного руйнування. Приклад застосування електроіскрового і механічного способу для обробки сталі з одночасною подачею у робочу зону розчину МОР. Розглядається випадок застосування запропонованого способу для забезпечення корозійної стійкості сталі Ст.20 протягом тривалого терміну її міжопераційного зберігання та наступного застосування після електроіскрової та механічної обробки. Використовували електричну шліфувальну машину TSM1-150, робочим інструментом у ній є обертова щітка зі сталі Ст.65Г, яка дозволяє виконувати обробку металевих поверхонь на різних ударно-обертальних режимах роботи. З метою нанесення тонкого протекторного шару цинку на поверхню сталі при її електроіскровій та механічній обробці використовували обертову дискову щітку, на дротики якої був нанесений шар цинку. Технологічний водний розчин МОР подавали у зону обробки для змочування поверхні металу та інструменту. Для визначення осадження протекторного цинку на сталь упродовж її електроіскрової і механічної обробки оцинкованою обертовою щіткою поверхню сталі піддавали вичерпаному травленню 10 %-вим розчином NaOH протягом трьох діб для розчинення шару цинку. Отриману рідину розбавляли водою і переведений у розчин цинк кількісно визначали за допомогою атомно-абсорбційної спектрофотометрії (прилад ЭТА-1, чутливість 2 мкг). Наприклад, при 2 розчиненні цинку з обробленої оцинкованою щіткою поверхні сталі Ст.20 площею S=9 см за 3 допомогою 42 см 10 %-вого розчину NaOH концентрація цинку у ньому склала 0,0046 мг/см. Тоді визначувана маса цинку на зазначеній поверхні сталі дорівнює: Μ (Ζη) = 0,0046 ▪ 42=0,193 мг Кількісна оцінка ефективності Zn-протекторного захисту сталі у водно-сольових розчинах виконана масометричним методом (ГОСТ 9.506-87) при багаторазовому дублюванні експериментів. Фоновими розчинами слугували: 3 %-вий NaCl і модель водопровідної води (по 0,3 г/л Na2SO4, NaHCO3, NaCl). Термін випробування зразків сталі Ст.20 у корозійних середовищах становив 312 годин. Швидкість корозії металу розраховували за експериментальним визначенням зменшення маси сталі і відображували за допомогою: 1) масометричного показника корозії 2 UA 94182 U m 5 m 0 m m г , 2 , S S м год. де m0 i m - відповідно початкова маса зразка сталі і його маса після закінчення випробувань, 2 г; S - площа зразка (47,26 см ), - термін виконання досліду (312 годин); 2) глибинного показника корозії, який обчислювали на підставі масометричного показника за рівнянням зв'язку: h m 8,76 мм , , рік Fe де Fe - густина сталі (7,874 г/см ). Ефективність захисту сталі відображували за допомогою ступеня захисту: 3 10 захист 100% . Z 1 m m фон де m (захист) і m (фон) - відповідно масометричні показники корозії сталі в умовах захисту і у чистому фоновому розчині. Результати наведені в таблиці 1. Таблиця 1 Масометричні вимірювання швидкості корозії сталі Ст. 20 у чистих (фонових) водно-сольових розчинах та в умовах захисних заходів: серія А - у 3 %-вому NaCl, серія Б - у моделі 2 водопровідної води. Загальна площа зразків сталі S=47,26 см , термін випробування 312 годин, Ζ - ступінь захисту від корозії 1 Добавка Серія А МОР* СВК** МОР* Серія Б МОР* ЭМ** МОР* 15 20 25 2 3 4 5 6 протектор Δm, г г m, 2 м год мм рік h, рік Ζ, % Ζn Ζn 0,0854 0,0329 0,0521 0,0394 0 0,058 0,022 0,035 0,027 0 0,064 0,025 0,039 0,03 0 61,5 40 54 100 Ζn Ζn 0,071 0,0231 0,055 0 0 0,048 0,016 0,037 0 0 0,053 0,017 0,025 0 0 67,3 22,3 100 100 ) * МОР - технологічна рідина з комбінованою добавкою синергічної дії (за патентом України №67694 від 12.03.2012, Бюл. №5). ) ** СВК і ЭМ - промислові зразки мастильно-охолоджуючих рідин Результати, наведені у таблиці 1А, свідчать про синергічне зростання корозійної стійкості сталі у сильно агресивному 3 %-вому розчині NaCl у разі переходу від окремих засобів (МОР і протектору) до їх сумісного застосування, при якому досягається повний захист металу (Z=100 %). У разі ж менш агресивного середовища — водопровідної води, повний захист сталі спостерігається вже при застосуванні тільки одного Zn - протектору (табл… 1Б). Дослідження післяопераційної корозійної стійкості сталі, підданої електроіскровій і механічній обробці оцинкованими обертовими щітками у присутності МОР, виконували відповідно ГОСТ 20.57.406-81. Для прискорених випробувань ефективності дії Zn - протектора застосовували оброблені зразки сталі Ст.20, дослідження проводили у камері вологи Г-4 упродовж 60 годин, де на них діяла водяна пара при температурі 40 °C. Через кожні 10, 20, 40 та 60 годин зразки виймалися з камери та фотографувалися. Для прикладу на фіг. 2 (де представлений приклад прискорених корозійних випробувань у камері вологи Г-4 зразків сталі 3 UA 94182 U 5 Ст.20, оброблених у присутності МОР з використанням оцинкованої (а) та звичайної (б) щіток) показана значна відмінність між корозійною стійкістю зразків сталі, оброблених з використанням оцинкованої щітки та звичайної. Доріжки, оброблені оцинкованою щіткою (фіг. 2а), виявились значно менш ураженими корозією порівняно з доріжками, обробленими звичайною щіткою (фіг. 26). Кількісна оцінка корозійної стійкості сталі у післяопераційний період виконана шляхом визначення уразкового показника корозії (К n), який показує число корозійних уражень на одиниці поверхні зразка заданого розміру за певний проміжок часу (таб. 2): n 10 n , S де n - число виявлених корозійних уражень; S - площа поверхні стального зразка. Таблиця 2 Уразковий показник корозії сталі Ст. 20 у камері вологи Г-4 (40 °C) після електроіскрової і механічної обробки оцинкованою і звичайною обертовою щіткою з подачею МОР (ω = 1500 об/хв.) 2 Число осередків корозійного ураження на площі зразка сталі з S=1 см , Кn Термін випробування у Звичайна щітка ι камері Г-4, годин Звичайна щітка + Оцинкована щітка + МОР* промислові зразки МОР МОР* - СВК та ЭМ 10 0,16 0,36 0,88 20 0,24 0,42 1,32 30 0,58 0,79 1,96 40 0,86 1,12 2,52 *МОР - за патентом України (№67694 від 12.03.2012. Бюл. №5 15 20 25 30 Наведені на фіг. 2 і в таблиці 2 результати проведених досліджень корозійної стійкості сталі у камері вологи Г-4 показують, що застосування оцинкованої обертової щітки з одночасною подачею у робочу зону мастильно-охолоджуючих рідин дозволяє суттєво знизити корозію металу у післяопераційний період і продовжити термін його зберігання. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 1. Спосіб обробки металевих поверхонь, при якому проводять обробку електроіскровим та механічним способом за допомогою обертових металічних щіток з одночасною подачею в зону обробки мастильно-охолоджуючої рідини, який відрізняється тим, що для обробки поверхонь використовують обертові щітки, на дротиках яких нанесений шар металічного цинку, який під час роботи переходить на поверхню сталі і створює Zn - протектори, що підвищує корозійну стійкість металу при його післяопераційному зберіганні та застосуванні. 2. Спосіб за пунктом 1, який відрізняється тим, що комбінація Zn - протектора з МОР забезпечують нададитивність в їх сумісній захисній дії, порівняно з окремими засобами, і характеризується явищем синергізму. 4 UA 94182 U 5 UA 94182 U Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Автори англійськоюLedovskykh Volodymyr Mykhailovych, Levchenko Serhii Volodymyrovych
Автори російськоюЛедовских Владимир Михайлович, Левченко Сергей Владимирович
МПК / Мітки
МПК: C23F 15/00, C23F 11/00
Мітки: спосіб, протекторного, захисту, сталі, корозії
Код посилання
<a href="https://ua.patents.su/8-94182-sposib-protektornogo-zakhistu-stali-vid-korozi.html" target="_blank" rel="follow" title="База патентів України">Спосіб протекторного захисту сталі від корозії</a>
Сплав протекторного захисту від корозії підземних споруд
Номер патенту: 44131
Опубліковано: 15.01.2002
Автори: Байрачний Володимир Борисович, Забара Володимир Федорович, Забара Олег Володимирович, Байрачний Борис Іванович
МПК: C23F 4/04
Мітки: сплав, протекторного, захисту, підземних, споруд, корозії
Формула / Реферат:
1. Сплав протекторного захисту від корозії підземних споруд, що включає магній, алюміній, цинк, марганець в активаторі з сульфату натрію, сульфату кальцію та бентонітової глини, який відрізняється тим, що в його склад вводять свинець при наступному співвідношенні інгредієнтів, мас. %:магній 91¸92, алюміній 3¸5, цинк 1¸2, марганець 0,4¸0,5, свинець 1¸2, домішки: Mn<0,01, Cu<0,04, Ni<0,001, Fe...
Спосіб захисту нержавіючої сталі від корозії в сірчаній кислоті
Номер патенту: 80744
Опубліковано: 25.10.2007
Автори: Черкас Костянтин Володимирович, Татарченко Галина Олегівна, Довгалов Леонід Юрійович, Анохін Андрій Олександрович
МПК: C23F 11/00, C23F 11/04
Мітки: сірчаній, нержавіючої, захисту, спосіб, сталі, корозії, кислоти
Формула / Реферат:
Спосіб захисту нержавіючої сталі від корозії в сірчаній кислоті, що включає введення в кислоту озону як інгібітору корозії, який відрізняється тим, що додатково на поверхню сталі, яку захищають, накладають потенціал величиною від -0,2 до 0,4 В відносно хлоросрібного електрода порівняння.
Спосіб захисту нержавіючої сталі від корозії в середовищі хлористого нітрозилу
Номер патенту: 18271
Опубліковано: 15.11.2006
Автор: Гру Борис Абрамович
МПК: C23F 11/08
Мітки: середовищі, нітрозилу, захисту, спосіб, корозії, сталі, нержавіючої, хлористого
Формула / Реферат:
1. Спосіб захисту нержавіючої сталі від корозії в середовищі хлористого нітрозилу шляхом введення оксидів азоту, який відрізняється тим, що в хлористий нітрозил вводять рідкий чотириоксид азоту у співвідношенні хлористий нітрозил:чотириоксид азоту від 1:3 до 1:5.2. Спосіб за п.1, який відрізняється тим, що поверхня, яка підлягає захисту, знаходиться при температурі 20-25°С.
Спосіб захисту сталі від корозії
Номер патенту: 71288
Опубліковано: 10.07.2012
Автори: Вишневська Юлія Павлівна, Ткаленко Дмитро Анатолійович, Бик Михайло Володимирович
МПК: C23F 11/04, C23F 11/173
Мітки: сталі, спосіб, корозії, захисту
Формула / Реферат:
Спосіб захисту сталі від корозії, що включає додавання до агресивного середовища інгібіторів, який відрізняється тим, що як інгібітор використовують полігексаметиленбігуанідин.
Спосіб захисту сталей від кислотної корозії
Номер патенту: 30826
Опубліковано: 11.03.2008
Автори: Юрченко Раїса Іванівна, Погребова Інна Сергіївна, Пилипенко Тетяна Миколаївна
МПК: C23F 11/04
Мітки: захисту, корозії, спосіб, кислотної, сталей
Формула / Реферат:
Спосіб захисту сталей від кислотної корозії, що включає додавання до агресивного середовища при підвищених температурах інгібіторів, який відрізняється тим, що як інгібітори використовують 1-(2-оксо-2-фенілетил)-2-(3-фенілтіокарбамідо)-піридиній бромід або 1-(2-оксо-2-фенілетил)-2-[3-(4-метоксифеніл)-тіокарбамідо]-піридиній бромід.
Попередній патент: Спосіб вибору оптимальної комбінації режимів експлуатації суднової рульової машини
Наступний патент: Лазерний двокомпонентний допплерівський вимірювач швидкості
Випадковий патент: Вагінальний тренажер