Сформований роздувом як єдине ціле “балон в контейнері”, що має точку механічної фіксації балона; процес його виготовлення та інструмент для цього
Номер патенту: 95669
Опубліковано: 25.08.2011
Автори: Верпоортен Руді, Пеірсман Деніел, Ван Хове Сара


Формула / Реферат
1. Сформований роздувом як єдине ціле "балон в контейнері", виготовлений з використанням отриманої литтям під тиском багатошарової преформи, що містить:
внутрішній шар, що утворює балон, зовнішній шар, що утворює контейнер;
єдиний отвір, горловину, для рідинного сполучення об'єму, визначеного балоном, з атмосферою; і
щонайменше один вентиляційний канал поверхні поділу для рідинного сполучення поверхні поділу між внутрішнім і зовнішнім шарами з атмосферою,
при цьому балон прикріплений до зовнішнього шару щонайменше в одній точці, віддаленій від вказаних єдиного отвору і вентиляційного каналу поверхні поділу.
2. "Балон в контейнері" за пунктом 1, який відрізняється тим, що точка прикріплення забезпечується локально посиленою хімічною чи фізичною адгезією між внутрішнім і зовнішнім шарами.
3. "Балон в контейнері" за пунктом 1, який відрізняється тим, що точка прикріплення забезпечується локально посиленою механічною адгезією між внутрішнім і зовнішнім шарами.
4. "Балон в контейнері" за пунктом 3, який відрізняється тим, що механічна адгезія локально посилена виступом, утвореним внутрішнім і зовнішнім шарами.
5. "Балон в контейнері" за пунктом 1, який відрізняється тим, що внутрішній і зовнішній шари виготовлені з різних матеріалів.
6. "Балон в контейнері" за пунктом 1, який відрізняється тим, що внутрішній і зовнішній шари виготовлені з того самого матеріалу.
7. "Балон в контейнері" за пунктом 1, який відрізняється тим, що внутрішній і зовнішній шари виготовлені з матеріалу, вибраного з PET (поліетилен терефталат), PEN (поліетилен нафталат), РТТ (політриметилен терефталат), РА (поліамід), РР (поліпропілен), РЕ (поліетилен), HDPE (поліетилен високої щільності), EVOH (співполімер етилену і вінілового спирту), PGAc (полігліколь ацетат), PLA (полімолочна кислота), а також їх співполімерів або сумішей.
8. "Балон в контейнері" за пунктом 1, який відрізняється тим, що щонайменше один вентиляційний канал має клиноподібну форму з широкою стороною на рівні його отвору (4) і стає все тоншим у міру проникнення глибше в посудину, доки внутрішній і зовнішній шари не зустрічаються з утворенням поверхні поділу.
9. "Балон в контейнері" за пунктом 1, який відрізняється тим, що передбачений більше ніж один вентиляційний канал по краю горловини "балона в контейнері".
10. Процес виготовлення "балона в контейнері" за будь-яким з попередніх пунктів, що включає наступні етапи:
забезпечення отриманої литтям під тиском полімерної преформи, що містить два шари;
доведення вказаної преформи до температури формування роздувом; і
формування роздувом нагрітої преформи з отриманням "балона в контейнері",
в якому, під час цього процесу, балон прикріплюється до зовнішнього шару щонайменше в одній точці, віддаленій від вказаного єдиного отвору.
11. Процес за пунктом 10, який відрізняється тим, що точка прикріплення створюється шляхом локального термічного контролю шарів, спрямованого на посилення хімічної чи фізичної адгезії між внутрішнім і зовнішнім шарами.
12. Процес за пунктом 10, який відрізняється тим, що точка прикріплення створюється шляхом локально посиленої механічної адгезії між внутрішнім і зовнішнім шарами.
13. Процес за пунктом 12, який відрізняється тим, що механічна адгезія локально посилюється виступом, утвореним внутрішнім і зовнішнім шарами, який входить у виїмку, передбачену в інструменті для формування роздувом.
14. Форма для виготовлення формуванням роздувом "балона в контейнері", що містить:
внутрішній шар, що утворює балон, зовнішній шар, що утворює контейнер;
єдиний отвір, горловину, для рідинного сполучення об'єму, визначеного балоном, з атмосферою;
і щонайменше один вентиляційний канал поверхні поділу для рідинного сполучення поверхні поділу між внутрішнім і зовнішнім шарами з атмосферою,
при цьому балон прикріплений до зовнішнього шару щонайменше в одній точці, віддаленій від вказаних єдиного отвору і вентиляційного каналу поверхні поділу,
яка додатково містить:
щонайменше один точковий засіб, придатний для створення точки прикріплення між внутрішнім і зовнішнім шарами при формуванні роздувом вказаного контейнера, причому ця точка прикріплення розміщена віддалено відносно горловини отвору контейнера.
15. Форма за пунктом 14, яка відрізняється тим, що згаданий засіб є придатним для створення механічної адгезії між внутрішнім і зовнішнім шарами і включає виїмку.
16. Форма за пунктом 14, яка відрізняється тим, що згаданий засіб є придатним для посилення фізичної чи хімічної адгезії між внутрішнім і зовнішнім шарами і включає спеціальний засіб для нагрівання, розміщений в бажаній точці прикріплення.
Текст
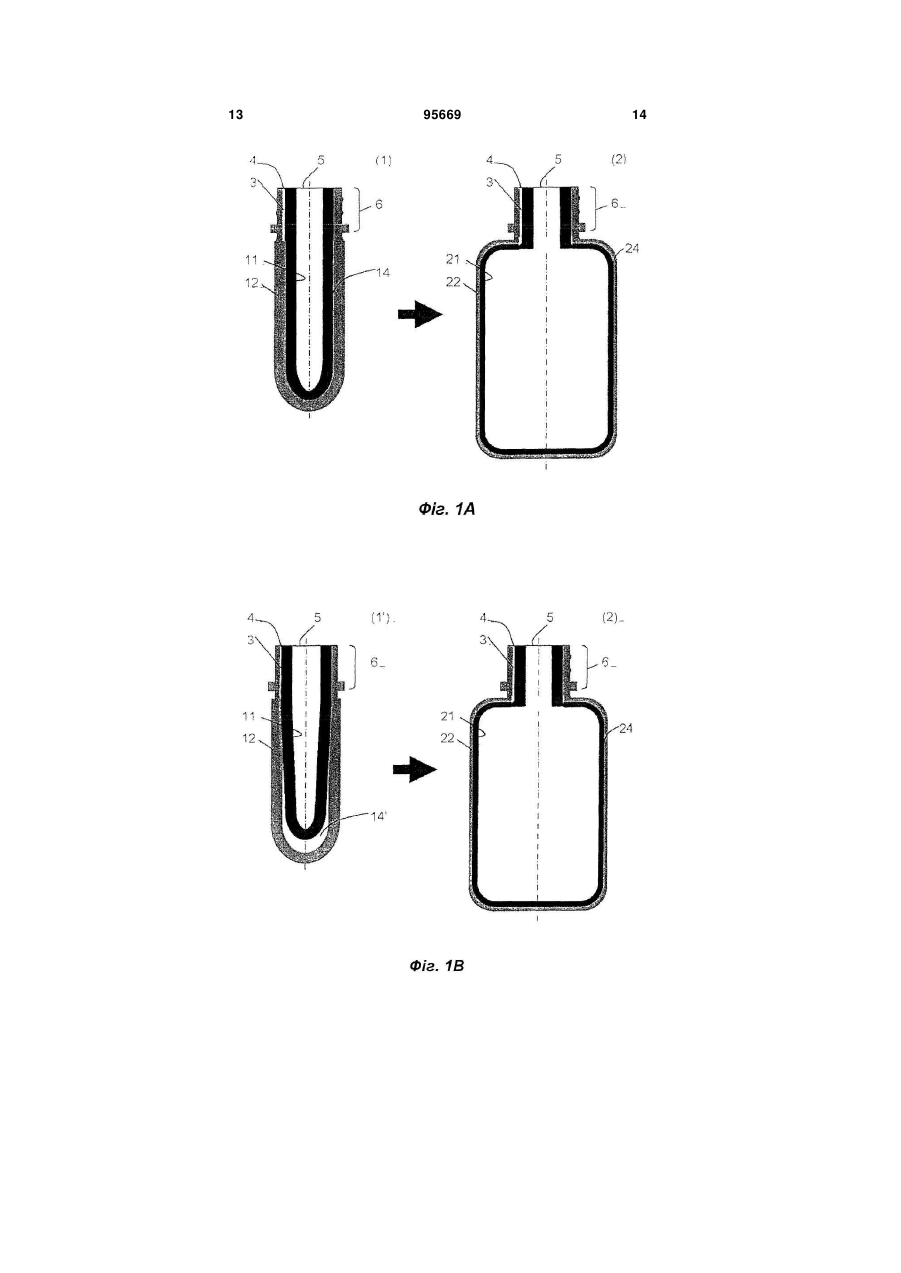
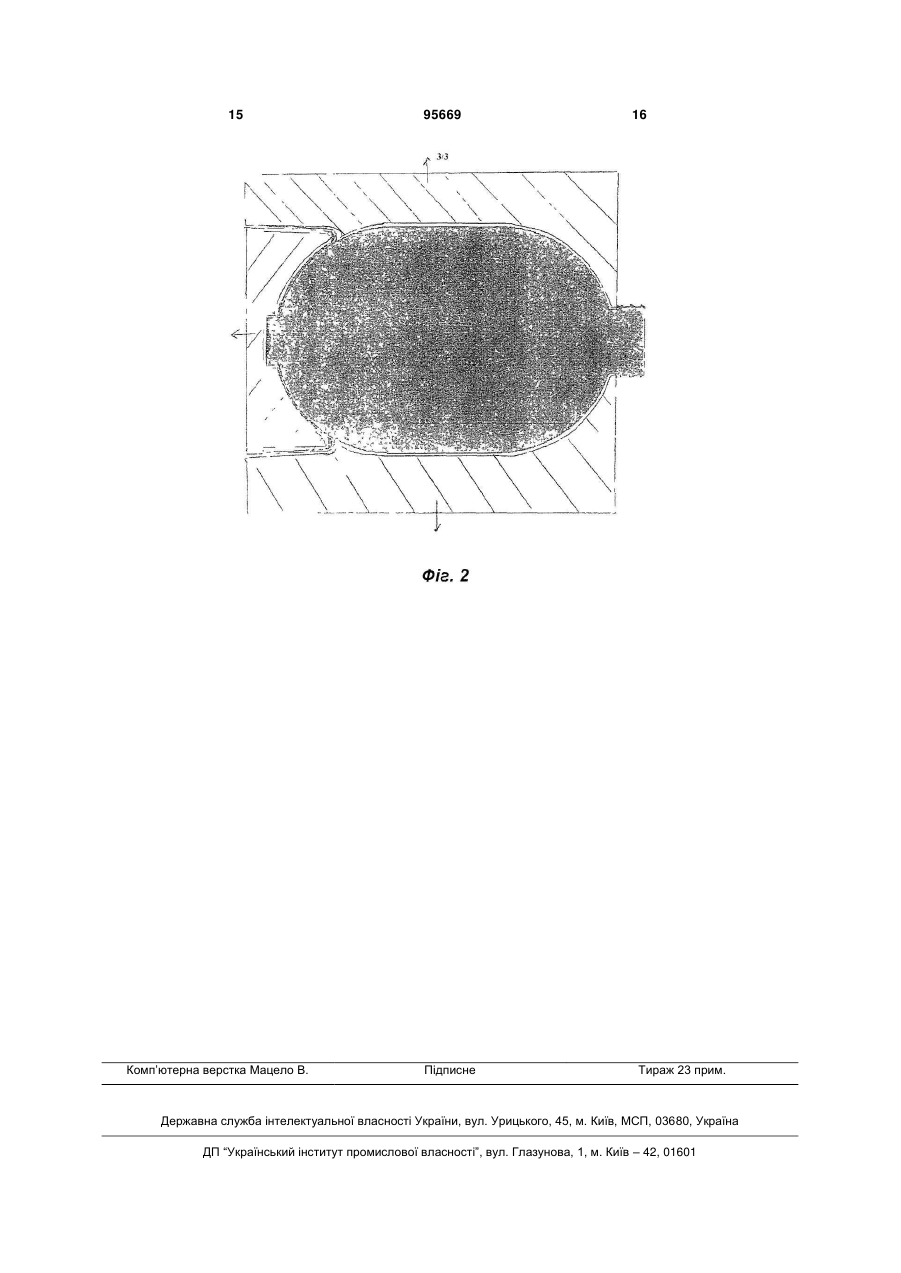
1. Сформований роздувом як єдине ціле "балон в контейнері", виготовлений з використанням отриманої литтям під тиском багатошарової преформи, що містить: внутрішній шар, що утворює балон, зовнішній шар, що утворює контейнер; єдиний отвір, горловину, для рідинного сполучення об'єму, визначеного балоном, з атмосферою; і щонайменше один вентиляційний канал поверхні поділу для рідинного сполучення поверхні поділу між внутрішнім і зовнішнім шарами з атмосферою, при цьому балон прикріплений до зовнішнього шару щонайменше в одній точці, віддаленій від вказаних єдиного отвору і вентиляційного каналу поверхні поділу. 2. "Балон в контейнері" за пунктом 1, який відрізняється тим, що точка прикріплення забезпечується локально посиленою хімічною чи фізичною адгезією між внутрішнім і зовнішнім шарами. 3. "Балон в контейнері" за пунктом 1, який відрізняється тим, що точка прикріплення забезпечується локально посиленою механічною адгезією між внутрішнім і зовнішнім шарами. 4. "Балон в контейнері" за пунктом 3, який відрізняється тим, що механічна адгезія локально посилена виступом, утвореним внутрішнім і зовнішнім шарами. 2 (19) 1 3 95669 4 на посилення хімічної чи фізичної адгезії між внутрішнім і зовнішнім шарами. 12. Процес за пунктом 10, який відрізняється тим, що точка прикріплення створюється шляхом локально посиленої механічної адгезії між внутрішнім і зовнішнім шарами. 13. Процес за пунктом 12, який відрізняється тим, що механічна адгезія локально посилюється виступом, утвореним внутрішнім і зовнішнім шарами, який входить у виїмку, передбачену в інструменті для формування роздувом. 14. Форма для виготовлення формуванням роздувом "балона в контейнері", що містить: внутрішній шар, що утворює балон, зовнішній шар, що утворює контейнер; єдиний отвір, горловину, для рідинного сполучення об'єму, визначеного балоном, з атмосферою; і щонайменше один вентиляційний канал поверхні поділу для рідинного сполучення поверхні поділу між внутрішнім і зовнішнім шарами з атмосферою, при цьому балон прикріплений до зовнішнього шару щонайменше в одній точці, віддаленій від вказаних єдиного отвору і вентиляційного каналу поверхні поділу, яка додатково містить: щонайменше один точковий засіб, придатний для створення точки прикріплення між внутрішнім і зовнішнім шарами при формуванні роздувом вказаного контейнера, причому ця точка прикріплення розміщена віддалено відносно горловини отвору контейнера. 15. Форма за пунктом 14, яка відрізняється тим, що згаданий засіб є придатним для створення механічної адгезії між внутрішнім і зовнішнім шарами і включає виїмку. 16. Форма за пунктом 14, яка відрізняється тим, що згаданий засіб є придатним для посилення фізичної чи хімічної адгезії між внутрішнім і зовнішнім шарами і включає спеціальний засіб для нагрівання, розміщений в бажаній точці прикріплення. Даний винахід загалом стосується нових розробок в галузі виготовлення балонів (м'яких резервуарів) у тарі, так званих «балонів в контейнері», для дозованої видачі рідини і, зокрема, засобів фіксації для прикріплення балону до контейнера щонайменше в одній точці для того, щоб стабілізувати його під час сплющення після використання. Він стосується також способу та інструменту для виготовлення вказаного «балону в контейнері». «Балон в контейнері», який також може називатись «балон в пляшці» чи «балон у коробці» в залежності від геометрії зовнішньої посудини, - всі ці терміни входять в значення «балон в контейнері» і стосуються родини упаковок для роздачі рідини, які містять зовнішній контейнер з отвором для сполучення з атмосферою - горловиною - і внутрішнім балоном, здатним зминатись, який з'єднується з контейнером і отвором для сполучення з атмосферою на ділянці вказаної горловини. Така система повинна включати щонайменше один вентиляційний канал для рідинного сполучення з атмосферою простору між внутрішнім балоном і зовнішнім контейнером, що необхідно для контролю тиску в цьому просторі, сплющення внутрішнього балону і видачі рідини, яка в ньому міститься. Традиційно, «балон в контейнері» виготовлявся і все ще виготовляється шляхом незалежного виготовлення внутрішнього балону, оснащеного спеціальним вузлом для закривання шийки, і структуроутворюючого контейнеру (звичайно у вигляді пляшки). Такий балон вводиться в отвір повністю сформованої пляшки і фіксується до неї за допомогою вузла для закривання шийки, який включає один отвір до внутрішнього простору балона і вентиляційні канали для рідинного сполучення простору між внутрішнім балоном і пляшкою з атмосферою. Приклади таких конструкцій можна знайти, між іншим, в патентах США №№ 3484011, 3450254, 4330066 і 4892230. Ці види «балонів в контейнерах» мають ту перевагу, що їх можна використовувати багаторазово, але вони є дуже дорогими і трудомісткими у виготовленні. В останній час розробки фокусувались на виготовленні «балонів в контейнерах» шляхом їх формування роздувом як єдиного цілого, що дозволяє уникнути трудомісткого етапу введення балону в контейнер. Для цього з полімерної преформи з кількох шарів формують роздувом контейнер, який включає внутрішній шар і зовнішній шар, адгезія між якими є досить слабкою, так що вони легко роз'єднуються при введенні газу в простір між ними. Такі «внутрішній шар» і «зовнішній шар» кожний можуть складатись з одного шару чи з кількох шарів, але в будь-якому випадку їх можна легко ідентифікувати, принаймні після роз'єднання. Описана технологія пов'язана з численними проблемами, і було запропоновано багато альтернативних технічних рішень Багатошарова преформа може бути отримана екструзією чи литтям під тиском (порівняйте патент США №6238201, патент Японії №А10128833, патент Японії №А11010719, патент Японії №А9208688, патент США № 6649121). Якщо перший спосіб забезпечує перевагу з точки зору продуктивності, то другому віддають перевагу, коли потрібна точна товщина стінки, що є типовою вимогою до контейнерів для розливу напоїв. Преформи для виготовлення «балонів в контейнерах» шляхом їх формування роздувом як єдиного цілого чітко відрізняються від преформ для виготовлення формуванням роздувом шаруватих контейнерів, в яких різні шари не повинні роз'єднуватись у товщі шарів «Балон в контейнері» складається із зовнішньої структуроутворюючої оболонки, яка містить гнучкий балон, здатний сплющуватись. Звідси виходить, що зовнішній шар має бути суттєво товщим, ніж внутрішній балон. Таке саме співвідношення можна звичайно знайти 5 також у преформі, де внутрішній шар є суттєво більш тонким, ніж зовнішній шар. Більш того, в певних випадках преформа вже включає вентиляційні канали, яких ніколи не було в преформах для виготовлення шаруватих контейнерів (порівняйте ЕРА1356915). Формування вентиляційних каналів для рідинного сполучення простору чи поверхні поділу між пляшкою і балоном з атмосферою залишається критичним етапом виготовлення «балонів в контейнерах» формуванням роздувом як єдиного цілого. Було запропоновано кілька рішень цієї проблеми (дивись, наприклад, патент США №5301838, патент США №5407629, патент Японії №А5213373, патент Японії №А8001761, ЕРА1356915, патент США №6649121, патент Японії №А10180853). Однією із значних проблем у виготовленні «балонів в контейнерах» формуванням роздувом як єдиного цілого є вибір матеріалів для внутрішнього і зовнішнього шарів, який вимагає врахування строгих критеріїв сумісності з точки зору обробки, з одного боку, і несумісності з точки зору адгезії, з іншого боку. Ці критерії деколи буває важко задовольнити в комбінації, як буде показано далі. Для успішного здійснення етапу формування роздувом термічні властивості матеріалів внутрішнього і зовнішнього шарів повинні по можливості співпадати, тоді як виготовлення інтегральної багатошарової преформи литтям під тиском вимагає, щоб вони достатньо відрізнялись. Крім відповідних термічних властивостей, треба забезпечити, щоб внутрішній і зовнішній шари утворювали між собою слабку поверхню поділу для легкого від'єднання внутрішнього шару від зовнішнього після використання, в японській патентній заявці № 2005047172 стверджується, що внутрішній і зовнішній шари повинні виготовлятись з «взаємно неадгезивних синтетичних смол». Оскільки поверхня поділу між внутрішнім і зовнішнім шарами неминуче утворюється після формування роздувом, а його міцність не завжди така рівномірна, як хотілося б через різні явища на етапі формування роздувом, такі як локальні теплові градієнти, диференційне розтягування смол, швидкість розтікання в різних точках посудини і т. п., від'єднання внутрішнього шару від зовнішнього не завжди вдається досконало контролювати. Спостерігалось, що ці два шари можуть роз'єднуватись переважно на одному боці через локальну слабкість поверхні поділу, і, оскільки балон починає сплющуватись асиметрично, він може формувати перегини і складки з ризиком утворення заповнених рідиною кишень, відділених від горловини контейнера. Коли це трапляється, «балоном в контейнері» більше не можна користуватись, хоча він ще містить значну кількість рідини. В японській корисній моделі JP4267727 пропонувалось фіксувати внутрішній і зовнішній шари в їх нижній частині, але спосіб досягнення цього не розкривався. Згідно іншої японської корисної моделі JP7048519, один кінець сумісно екструдованої багатошарової заготовки обрізується таким чином, що утворюються гофри, які взаємно зчіплюються і фіксують всю структуру у додатковому пристрої перед формуванням роздувом. В патенті США 95669 6 №6649121 пропонується фіксувати внутрішній балон до зовнішнього шару шляхом формування в нижній частині внутрішнього шару преформи, яка має роздуватись, виступу, що входить в отвір, передбачений в нижній частині зовнішнього шару, чим забезпечується механічне зчеплення зовнішньої поверхні зовнішнього шару. Така геометрія очевидно зберігається впродовж всього процесу формування роздувом шляхом обмеження осьового розтягування нижньої ділянки контейнера відтягуванням її донизу штангою. Сумісно екструдовані заготовки, як описано у вже згадуваній японській корисній моделі, не дозволяють контролювати товщину стінок так, як при використанні преформ, отриманих литтям під тиском, а це обов'язкова вимога до «балонів в контейнерах», призначених для дозованого розливу напоїв під тиском. Технічне рішення, запропоноване в патенті США № 6699121, можна застосувати до «балонів в контейнерах», в яких видача рідини, що міститься в балоні, відбувається за рахунок зниження тиску в балоні, і які не дозволяють видавати рідину при введенні стисненого газу в якусь точку поверхні поділу між внутрішнім і зовнішнім шарами, тому що виступ внутрішнього шару не заходить герметично в отвір на зовнішній поверхні зовнішнього шару. Дійсно, рішення, запропоноване в патенті США № 6699121, передбачає що повітря має проникати через щілину між виступом і отвором стінки щоб компенсувати наростаюче падіння тиску, коли після витягування рідини вакуумом і результуючого сплющення балону утворюється зазор між внутрішнім і зовнішнім шарами. З вищесказаного можна зробити висновок про те що відчувається потреба в нових технічних рішеннях щодо сформованих роздувом як єдине ціле «балонів в контейнерах», які забезпечують контрольоване від'єднання внутрішнього балону від зовнішнього контейнера після подачі стисненого газу на поверхню їх поділу. Даний винахід визначається в незалежних пунктах формули винаходу, що додаються. Кращі варіанти здійснення винаходу визначаються в залежних пунктах формули винаходу. Конкретно, даний винахід стосується сформованого роздувом як єдине ціле «балону в контейнері», отриманого з використанням багатошарової преформи, виготовленої литтям під тиском. Такий «балон в контейнері» включає внутрішній шар, який утворює балон, зовнішній шар, який утворює контейнер, і єдиний отвір - горловину - для рідинного сполучення визначеного балоном об'єму з атмосферою. Контейнер включає також щонайменше один вентиляційний канал для рідинного сполучення поверхні поділу між внутрішнім і зовнішнім шарами з атмосферою, причому балон прикріплений до зовнішнього шару щонайменше в одній точці, віддаленій від єдиного отвору. Даний винахід стосується також процесу для виготовлення «балону в контейнері», як його описано вище, який включає наступні етапи: - забезпечення полімерної преформи, яка складається з двох шарів; - доведення цієї преформи до температури формування роздувом; 7 - формування роздувом нагрітої преформи з отриманням «балону в контейнері», при цьому під час описаного процесу внутрішній балон прикріплюється до зовнішнього шару щонайменше в одній точці, віддаленій від горловини «балону в контейнері». Таке прикріплення може бути реалізоване через локально посилену механічну, фізичну чи хімічну адгезію між внутрішнім і зовнішнім шарами, або їх комбінації. Локально посилена механічна адгезія може бути забезпечена інструментом для формування роздувом, в якому передбачена, наприклад, виїмка чи впадина, з якою взаємодіють внутрішній і зовнішній шари під час процесу формування роздувом, стаючи таким чином скріпленими між собою. Виїмку чи впадину в інструменті для формування роздувом можна забезпечити, передбачивши в ньому утор, який буде визначати майбутню виїмку чи впадину. При здійсненні операції формування роздувом з утором, включеним в інструмент для формування роздувом, досягається взаємне зчеплення між внутрішнім і зовнішнім шарами і, до того ж, такий утор легко фіксується до контейнера. На Фіг. 1А схематично представлено поперечний розріз першого варіанту здійснення преформи за цим винаходом і «балон в контейнері», отриманий після її формування роздувом. На Фіг. 1В схематично представлено поперечний розріз другого варіанту здійснення преформи за цим винаходом і «балон в контейнері», отриманий після її формування роздувом. На Фіг. 2 схематично представлено інструмент для формування роздувом з «балоном в контейнері» в ньому. З посиланням на Фіг. 1А і Фіг. 1В, що прикладаються, далі описується виготовлений як одне ціле формуванням роздувом «балон в контейнері» (2), а також преформа (1) і (1') для його виготовлення. Преформа (1) містить внутрішній шар (11) і зовнішній шар (12), з'єднані щонайменше на рівні ділянки шийки (6) поверхнею поділу (показана на правому боці). Ділянка між внутрішнім і зовнішнім шарами (11) і (12) може являти собою або поверхню поділу (14), де обидва шари суттєво контактують один з одним, або зазор (14'), який має рідинне сполучення з щонайменше одним вентиляційним каналом (3). Вказаний вентиляційний канал (3) має отвір (4) в атмосферу. Описано багато геометричних форм вентиляційних каналів, і не так важливо, яку геометрію обрати. Краще, однак, щоб вентиляційний канал розміщувався суміжно до горловини (5) преформи і був орієнтований коаксіально їй, як показано на Фіг. 1. Ще краще, щоб вентиляційні канали мали клиноподібну форму з широкою стороною на рівні отвору (4) преформи і ставали тим тоншими, чим глибше проникають в посудину, аж поки два шари не зустрінуться, утворюючи поверхню поділу (14) щонайменше на рівні ділянки шийки, як показано на Фіг. 2. Така геометрія забезпечує більш ефективне і відтворюване від'єднання внутрішнього балону після використання «балону в контейнері». Контейнер може мати один чи кілька вентиляцій 95669 8 них каналів, рівномірно розподілених по краю горловини «балону в контейнері». Краще, коли є кілька вентиляційних каналів, оскільки це забезпечує більш рівномірне роз'єднання поверхні поділу між внутрішнім і зовнішнім шарами (21) і (22) «балону в контейнері» (2) при вдуванні газу під тиском через вказані вентиляційні канали. Переважно, преформу оснащують двома вентиляційними каналами, розміщеними діаметрально протилежно по краю горловини посудини. Краще мати три, а найкраще щонайменше чотири вентиляційні канали, рівномірно розміщені по краю горловини. Преформа може бути збірною з двох незалежних преформ (11) і (12), виготовлених незалежно одна від одної методом лиття під тиском, а потім складених таким чином, що внутрішня преформа (11) входить в зовнішню преформу (12). Таке рішення дає більше свободи в конструюванні шийки і вентиляційних каналів, а також у виборі матеріалів для кожного з компонентів преформи. Альтернативно, преформа може бути інтегральною виготовленою литтям під тиском одного шару поверх іншого. Цей варіант має переваги перед збірною преформою оскільки він виключає етап складання і оскільки для виготовлення преформи достатньо однієї технологічної установки 3 іншого боку можливості конструювання вентиляційних каналів є обмеженими і відповідні температури плавлення внутрішнього і зовнішнього шарів повинні ретельно підбиратись в залежності від того, який шар формується першим. Правило, засноване на практичному досвіді, говорить, що для шару, який формується литтям під тиском першим, слід загалом вибирати матеріал з вищою температурою плавлення. Внутрішній і зовнішній шари преформи (1) можуть складатись з різних матеріалів або з того самого матеріалу. В разі використання різних матеріалів необхідно виконати певні умови з урахуванням технологічних параметрів лиття під тиском преформи і формування роздувом «балону в контейнері». Важливо, звичайно, щоб обидва матеріали могли оброблятись в подібних технологічних вікнах і щоб вони не утворювали надто міцної поверхні поділу, яку було б важко роз'єднати стисненим газом. Альтернативно, як було встановлено нами, хороші результати можна отримати також при використанні для внутрішнього і зовнішнього шарів преформи одного і того ж матеріалу. Зокрема, у випадку інтегральних, таких що формуються шар по шару преформ загалом вважається, що кращі результати досягаються при використанні частково кристалічних полімерів. Той самий полімер може передбачатись для контакту з будь-якого боку поверхні поділу між внутрішнім і зовнішнім шарами в наступних випадках: - внутрішній і зовнішній шари складаються з однакового матеріалу (наприклад, поліетилену терефталату, незалежно від класу PET, який використано для внутрішнього і зовнішнього шарів, або - внутрішній і зовнішній шари складаються з суміші чи сополімеру, що мають принаймні один спільний полімер, за умови, що цей спільний полі 9 мер знаходиться на поверхні поділу, тоді як відмінний полімер суттєво відсутній на цій поверхні (наприклад, 0,85 PET + 0,15 РА6 для внутрішнього шару і 0,8 PET + 0,2 РЕ для зовнішнього). Присутність в якомусь шарі добавок в невеликих кількостях не вважається підставою для того, щоб вважати матеріал відмінним оскільки вони суттєво не змінюють поверхню поділу. Кращими матеріалами для преформи і «балону в контейнері» за цим винаходом є поліефіри такі як PET (поліетилен терефталат), PEN (поліетилен нафталат), РТТ (політриметилен терефталат), PTN (політриметилен нафталат), поліаміди такі як РА6, РА66 РА11 РА12 полюлефіни такі як РЕ (поліетилен), РР (поліпропілен) EVON (сополімер етилену і вінілового спирту), полімери, що піддаються біологічному розкладанню такі як полігліколь ацетат (PGAc) полімолочна кислота (PLA); а також їх сополімери і суміші. У випадку використання різних матеріалів для внутрішнього і зовнішнього шарів їх оптимальні температури формування роздувом не повинні відрізнятись більше ніж приблизно на 70°С, краще на 40°С, а найкраще не більше ніж на 10°С. Ідеально щоб ці матеріали мали однакову температуру формування роздувом. Два шари (11) і (12) преформи можуть з’єднуватись на поверхні поділу (14) суттєво по всій внутрішній поверхні зовнішнього шару. І навпаки, вони можуть бути розділеними на суттєвій площі корпусу преформи повітряним зазором (14'), який знаходиться в рідинному сполученні з щонайменше одним вентиляційним каналом (3) поверхні поділу. Останній варіант легше здійснити при використанні збірної преформи, сконструйованої так, що внутрішня преформа жорстко фіксується до зовнішньої преформи на ділянці шийки (6), так що між внутрішнім і зовнішнім шарами (11) і (12) можна створити значний зазор (14'). «Балон в контейнері» (2) за цим винаходом можна виготовити шляхом забезпечення преформи, як описано вище, доведення внутрішнього і зовнішнього шарів вказаної преформи до температури формування роздувом, фіксації нагрітої до потрібної температури преформи на рівні ділянки шийки за допомогою фіксуючих засобів в інструменті для формування роздувом, і формуванням роздувом нагрітої преформи для отримання такого «балону в контейнері», в якому внутрішній шар локально прикріплений до зовнішнього шару в місці (7), віддаленому від ділянки шийки «балону в контейнері». Внутрішній і зовнішній шари (21) і (22) отриманого у такий спосіб «балону в контейнері» з'єднуються один з одним поверхнею розподілу (24) по суттєво всій внутрішній поверхні зовнішнього шару. Вказана поверхня поділу (24) має рідинне сполучення з атмосферою через вентиляційні канали (3), які зберігали свою початкову геометрію впродовж всього процесу формування роздувом, оскільки ділянка шийки преформи, де розміщуються вентиляційні канали, жорстко утримується засобами для фіксації і не розтягується під час роздуву. 95669 10 Суттєво важливим є те, щоб роз'єднання поверхні поділу (24) між внутрішнім і зовнішнім шарами (21) і (22) було стабільним і відтворюваним, коли через вентиляційні канали вводиться стиснений газ. Успіх вказаної операції залежить від низки параметрів, зокрема від сили зчеплення на поверхні поділу, кількості, геометрії і розміщення вентиляційних каналів, а також від тиску газу який вводиться, і стабільності внутрішнього балону. Останню можна суттєво поліпшити шляхом фіксації внутрішнього шару до зовнішнього шару в місці віддаленому від ділянки шийки і горловини «балону в контейнері», завдяки чому поверхня поділу між внутрішнім і зовнішнім шарами не буде роз'єднуватись у вказаній точці прикріплення при подачі стисненого газу в якусь точку поверхні поділу. Отже балон фіксується в двох точках віддалених одна від одної – на ділянці шийки і в точці прикріплення. Це дозволяє краще контролювати сплющення балону що є суттєвим для надійної і стабільної роботи «балону в контейнері». Прикріплення внутрішнього шару до зовнішнього можна здійснити локально посиленою механічною, фізичною чи хімічною адгезією. Механічна адгезія включає взаємодію між внутрішнім і зовнішнім шарами в будь-якому масштабі - від макроскопічного механічного зчеплення до перехресної кристалічності і молекулярної взаємної дифузії через поверхню поділу. Всі ці явища добре відомі спеціалістам в цій галузі. Фізична і хімічна адгезія також є добре дослідженою і включає дисперсійні сили, наприклад сили Лондона (дисперсійні міжмолекулярні сили) і сили Кітона, кислотно-основні взаємодії (деколи їх називають полярними силами), водневі зв'язки і ковалентні зв'язки. Всі згадані механізми адгезії, крім макроскопічного зчеплення, залежать від температури і можуть бути локально посиленими, наприклад шляхом контролю локальної температури поверхні поділу в точці, де бажано мати прикріплення. У випадку збірних преформ адгезив може бути нанесений на бажану точку прикріплення перед вставлянням внутрішньої преформи у зовнішню. Такий адгезив має витримувати температуру формування роздувом і бути достатньо податливим, щоб розтягуватись разом з преформою при роздуві. Макроскопічного зчеплення можна досягти за допомогою інструменту для формування роздувом, що має виїмку чи впадину в точці бажаного прикріплення, переважно в нижній частині контейнера, як показано на Фіг. 1. При формуванні роздувом нагріта преформа розширяється і внутрішній і зовнішній шари зчіплюються в цій виїмці. Кут , утворений стінкою виїмки і оточуючою стінкою корпусу контейнера, може бути більшим або рівним 90°, і точка прикріплення буде утворена посиленим тертям між внутрішнім і зовнішнім шарами на рівні утвореного таким чином виступу. Альтернативно, цей кут може бути меншим за 90°, і механічне зчеплення двох шарів буде реалізуватись як заклепка. Переважно штанга для розтягування тягне преформу донизу під час процесу формування роздувом, щоб забезпечити поздовжнє розтягу 11 вання і гарантувати хороший контакт преформи зі стінкою інструменту в бажаній точці прикріплення. У випадку, коли кут , утворений стінкою виїмки і оточуючою стінкою корпусу контейнера, менший за 90° і механічне зчеплення двох шарів реалізується по типу заклепки, точка прикріплення являє собою виточку. Створення такої виточки можна досягти кількома методами, деякі з яких будуть описані далі. Згідно з першим методом, виточка створюється за допомогою інструменту для формування роздувом, який включає дві пів-форми, які тільки частково закриваються в місці знаходження виїмки, при цьому бокові стінки цих пів-форм в місці знаходження виїмки визначають негатив точки прикріплення, що має бути створена. Преформа затягується вниз за допомогою штанги а обидві пів-форми зміщуються в напрямку одна до одної щоб повністю закрити форму створюючи виточку. Згідно з іншим методом, використовується інструмент для формування роздувом що включає штифти які можуть аксіально переміщатись і які вводяться в порожнину форми під час формування роздувом забезпечуючи створення виточки. Ще інший метод використовує інструмент для формування роздувом з пів-формами що визначають негатив виїмки, яка має бути створена в точці прикріплення. Преформа затягується в цю виїмку за допомогою тиску рідини, який прикладається під час її формування роздувом. За цим методом може використовуватись штанга, яка або зупиняється в позиції, віддаленій від виїмки, або заходить у виїмку. В останньому випадку краще використовувати штангу, оснащену центральним каналом для рідини і боковими отворами на своєму дистальному кінці (кінці, який заходить в інструмент для формування роздувом), який заходить у виїмку під час розтягування, так що частина рідини, яка використовується для розтягування преформи, спрямовується по каналу для рідини і бокові отвори, забезпечуючи затягування преформи у виїмку і до внутрішньої стінки порожнини форми, яка визначає виїмку. На Фіг. 2 схематично представлено інструмент для формування роздувом, оснащений утором для створення виїмки або впадини в бажаній точці 95669 12 прикріплення. Цей утор вводять в інструмент для формування роздувом перед формуванням преформи так що при формуванні роздувом, коли нагріта преформа розширяється, внутрішній і зовнішній шари заходять у виїмку. У такий спосіб досягається бажане макроскопічне зчеплення і, додатково, на контейнері з'являється утор. У випадку, коли виїмка, визначена утором, призначається для створення точки прикріплення у вигляді заклепки, таку точку прикріплення можна успішно створити за допомогою тиску рідини, під дією якого матеріал преформи заходить у виїмку. Отже, можуть використовуватись методи як із застосуванням штанги, так і без застосування штанги. Агент для роз'єднання може наноситись на поверхні поділу на будь-яку чи обидві поверхні внутрішнього і зовнішнього шару які утворюють поверхню поділу «балону в контейнері». У випадку, коли зовнішній шар формується литтям під тиском поверх внутрішнього шару, агент для роз'єднання може наноситись на зовнішню поверхню внутрішнього шару перед формуванням зовнішнього шару. Може бути використаний будь-який агент для роз'єднання що є на ринку, підходить до матеріалу, використаного для преформи і витримує температуру роздуву наприклад агент на основі силікону чи ПТФЕ (наприклад Freekote). Агент для роз’єднання може наноситись безпосередньо перед завантаженням преформ в установку для формування роздувом або преформи можуть поступати вже попередньо обробленими. Застосування агенту для роз'єднання є особливо корисним з точки зору можливості поліпшення конструкції внутрішнього шару. Дійсно зменшення сили зчеплення на поверхні поділу полегшує від'єднання внутрішнього шару від зовнішнього і, відповідно, зменшує зусилля, яке діє на внутрішній шар під час роз'єднання. Завдяки цьому можна конструювати внутрішній шар дуже тонким і гнучким без ризику його пошкодження при роз'єднанні. Очевидно, гнучкість внутрішнього шару є ключовим параметром для видачі порцій рідини. Більш того, дуже тонкий внутрішній шар дозволяє зекономити на матеріальних витратах. 13 95669 14 15 Комп’ютерна верстка Мацело В. 95669 Підписне 16 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюIntegrally blow-molded bag-in-container having bag anchoring point, method and tool for manufacturing thereof
Автори англійськоюvan Hove, Sarah, Peirsman, Daniel, Verpoorten, Rudi
Назва патенту російськоюСформированный раздувом как единое целое "баллон в контейнере», имеющий точку механической фиксации баллона, процесс его изготовления и инструмент для этого
Автори російськоюван Ховэ Сара, Пеирсман Дениэл, Верпоортен Руди
МПК / Мітки
МПК: B65D 77/06, B29B 11/14, B65D 25/14, B29C 49/06, B29C 49/22
Мітки: цього, сформований, роздувом, виготовлення, контейнері, інструмент, ціле, балона, має, механічної, процес, єдине, фіксації, точку, балон
Код посилання
<a href="https://ua.patents.su/8-95669-sformovanijj-rozduvom-yak-ehdine-cile-balon-v-kontejjneri-shho-maeh-tochku-mekhanichno-fiksaci-balona-proces-jjogo-vigotovlennya-ta-instrument-dlya-cogo.html" target="_blank" rel="follow" title="База патентів України">Сформований роздувом як єдине ціле “балон в контейнері”, що має точку механічної фіксації балона; процес його виготовлення та інструмент для цього</a>
Кришка аерозольного розпилювального балона (варіанти), аерозольний розпилювальний балон (варіанти), кришка аерозольного розпилювального балона, яка виконана із сталі, кришка аерозольного розпилювального балона,
Номер патенту: 46787
Опубліковано: 17.06.2002
Автори: Хелмріч Ральф, Хокінс Джеральд П., Дайамонд Джордж Б.
МПК: B65D 8/04
Мітки: балон, розпилювального, аерозольного, кришка, виконана, варіанти, сталі, розпилювальний, аерозольний, яка, балона
Формула / Реферат:
1. Кришка аерозольного розпилювального балона, яка має тонкі стінки із зовнішнім краєм для кріплення до корпусу аерозольного балона, і з центральним отвором, обмеженим внутрішнім краєм, яка відрізняється тим, що виконана в формі опуклого купола, що проходить від зовнішнього краю, і поверхня купола має плавний перехід до зовнішнього краю для прийому закатувального патрона.2. Аерозольний розпилювальний балон, який містить корпус з...
Складений балон для газів під тиском і спосіб його виготовлення (варіанти)
Номер патенту: 56232
Опубліковано: 15.05.2003
Автори: Маркхофф Клаус, Кестен Мартін
МПК: F17C 1/00
Мітки: балон, складений, варіанти, виготовлення, тиском, газів, спосіб
Формула / Реферат:
1. Складений балон для газів під тиском, який розраховано на високий тиск наповнення, що містить внутрішню оболонку, обмотану на значній частині її довжини композитним волокном, який відрізняється тим, що внутрішньою оболонкою в ньому є уживаний, розрахований на менший тиск наповнення балон для газів під тиском, призначений для стиснених, зріджених або розчинених газів.2. Складений балон для газів під тиском за п. 1, який відрізняється...
Спосіб формування виробу та виріб, сформований за допомогою цього способу
Номер патенту: 83582
Опубліковано: 25.07.2008
Автор: Тос Ричард Едмунд
МПК: B22F 1/02
Мітки: допомогою, спосіб, цього, виробу, сформований, способу, виріб, формування
Формула / Реферат:
1. Спосіб формування виробу, при цьому для здійснення вищезазначеного способу:готують серцевини частинок в кількості, достатній для формування вказаного виробу, при цьому серцевини частинок включають один або більше матеріалів, вибраних з групи, що складається з нітридів металу і металоїду, карбідів металу і металоїду, карбонітридів металу і металоїду, бориду металу і металоїду, оксидів металу і металоїду, сульфідів металу і металоїду...
Пристрій для фіксації затискного кільця на транспортувальному контейнері, що має отвір, та транспортувальний контейнер

Номер патенту: 82954
Опубліковано: 26.05.2008
Автори: Вілд Ханс-Петер, Лібенштайн Райнер
МПК: B65D 55/00
Мітки: транспортувальний, контейнер, отвір, контейнері, пристрій, затискного, має, фіксації, транспортувальному, кільця
Формула / Реферат:
1. Пристрій для фіксації затискного кільця на транспортувальному контейнері для рідин, що має отвір (4) і кришку (3) і оснащений затискним кільцем (5) для закріплення кришки (3) на контейнері (1) із щільним закриттям отвору (4), причому кришка (3) містить газовипускний клапан (7), що відходить від неї назовні, і запобіжний пристрій (10), який за допомогою фіксатора (11) може зчіплюватися з затискним кільцем (5) так, що від'єднання затискного...
Алюмінієвий аерозольний балон та спосіб його виготовлення зі згорненого в рулон вихідного матеріалу
Номер патенту: 85045
Опубліковано: 25.12.2008
Автор: Томас Чупак
МПК: B21D 51/26, B65D 83/14
Мітки: вихідного, алюмінієвий, рулон, балон, аерозольний, спосіб, згорненого, виготовлення, матеріалу
Формула / Реферат:
1. Алюмінієвий балон, який виготовлено з алюмінієвого сплаву серії 3000 і який включає частину (12), що утворює вертикальну стінку і має верхній кінець (14) і нижній кінець (16), причому з нижнього кінця (16) вертикальної стінки відходить донна частина (20), що має заданий профіль, а верхній кінець (14) утворює плече (18), що має заданий профіль, та шийку (19), який відрізняється тим, що його виготовлено з застосуванням принаймні тридцяти...
Попередній патент: Спосіб визначення типу газодинамічних явищ
Випадковий патент: Пристрій для генерування електричної енергії під дією сили тяжіння