Алюмінієвий аерозольний балон та спосіб його виготовлення зі згорненого в рулон вихідного матеріалу
Формула / Реферат
1. Алюмінієвий балон, який виготовлено з алюмінієвого сплаву серії 3000 і який включає частину (12), що утворює вертикальну стінку і має верхній кінець (14) і нижній кінець (16), причому з нижнього кінця (16) вертикальної стінки відходить донна частина (20), що має заданий профіль, а верхній кінець (14) утворює плече (18), що має заданий профіль, та шийку (19), який відрізняється тим, що його виготовлено з застосуванням принаймні тридцяти різних обтискних штампів з забезпеченням здійснення максимальної поступово наростаючої деформації балона в кожному обтискному штампі і він має товщину донної частини 0,51 мм і товщину вертикальної стінки 0,21 мм.
2. Алюмінієвий балон за п. 1, в якому згаданий профіль плеча має одну з наступних форм: скошену, закруглену, плоску або овальну.
3. Алюмінієвий балон за п. 1, який має висоту 100-200 мм і діаметр 45-66 мм.
4. Алюмінієвий балон за п. 1, в якому шийка виконана з можливістю приймання пристрою для розпилювання аерозолю.
5. Алюмінієвий балон за п. 1, в якому профіль донної частини включає U-подібний профіль по периферії донної частини та куполоподібний профіль по решті донної частини.
6. Алюмінієвий балон за п. 5, в якому куполоподібний профіль донної частини не має складок.
7. Спосіб формування профілю плеча алюмінієвого балона, виготовленого з алюмінієвого сплаву серії 3000, який включає обробку балона за допомогою принаймні тридцяти різних обтискних штампів з забезпеченням здійснення максимальної поступово наростаючої деформації балона в кожному обтискному штампі і легкого видалення балона з кожного обтискного штампа.
8. Спосіб за п. 7, згідно з яким обробка включає обтискання балона в першому обтискному штампі з кутом 0º30'0" біля його задньої частини.
9. Спосіб за п. 8, згідно з яким обробка включає обтискання балона в другому обтискному штампі з кутом 3º біля його задньої частини.
10. Спосіб за п. 9, згідно з яким обробка включає обтискання балона в третьому обтискному штампі з кутом 3º біля його задньої частини.
11. Спосіб за п. 10, згідно з яким обробка включає обтискання в четвертому обтискному штампі з кутом 3º біля його задньої частини.
12. Спосіб за п. 7, згідно з яким обробка включає послідовне обтискання балона в перших чотирнадцяти обтискних штампах, кожний з яких має нерухому центральну напрямну.
13. Спосіб за п. 7, який додатково включає застосування стислого повітря у перших чотирнадцяти обтискних штампах для полегшення виходу балона з кожного такого штампа.
14. Спосіб за п. 7, згідно з яким кожний з обтискних штампів забезпечує ступінь скосу з кутом від 0º30'0" до 3º відносно первинної вертикальної бічної стінки балона.
15. Спосіб за п. 7, згідно з яким обтискні штампи розміщені по двох кругових траєкторіях.
Текст
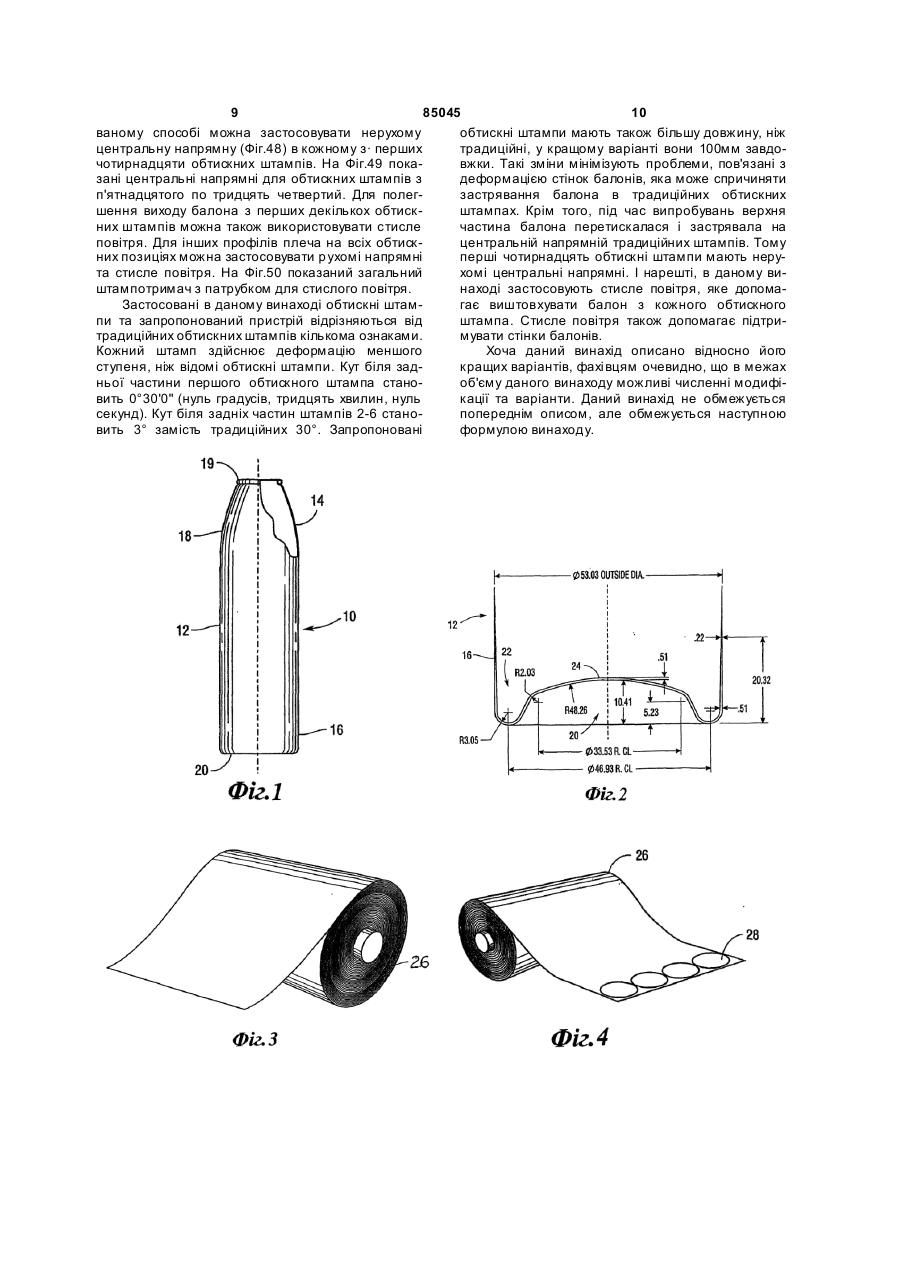
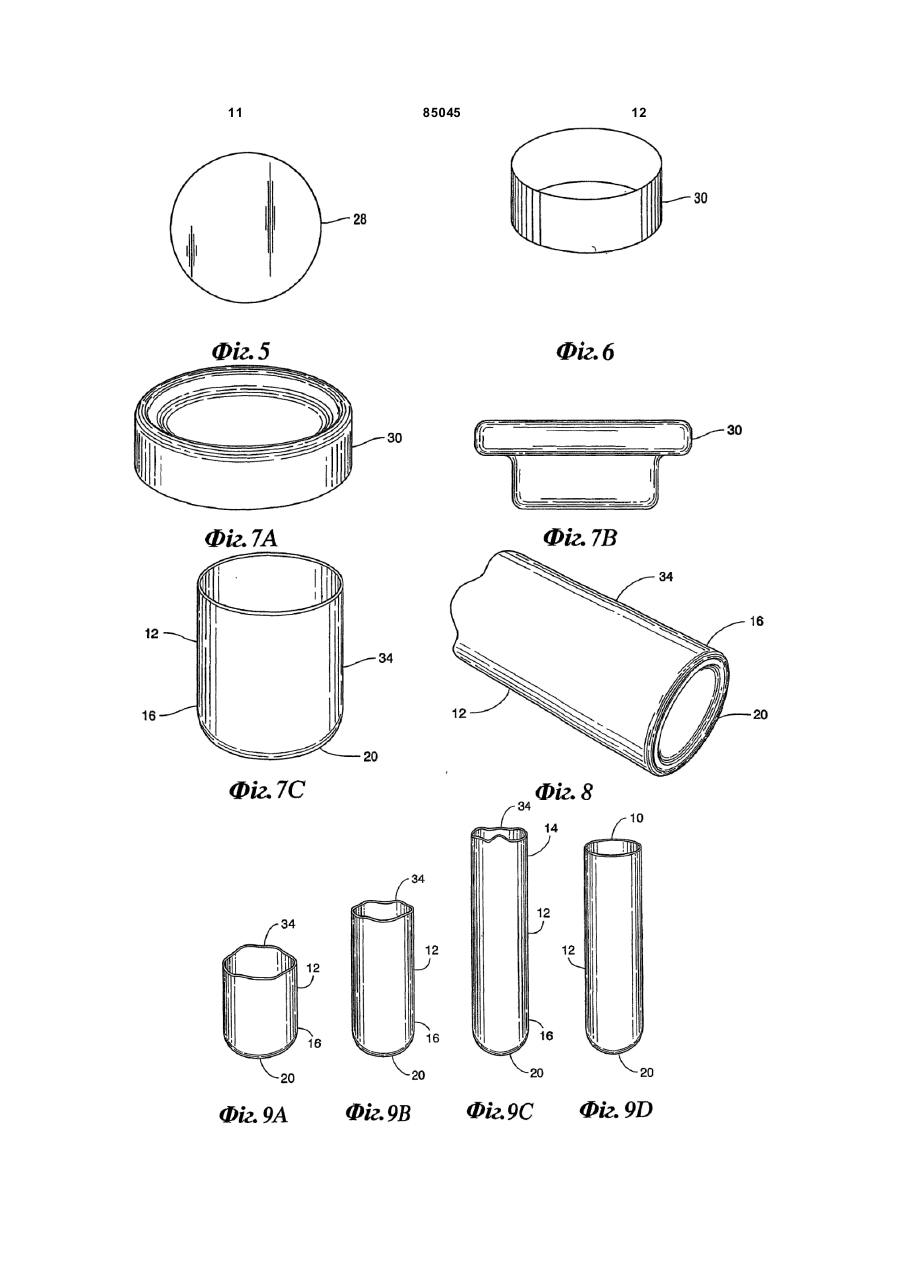
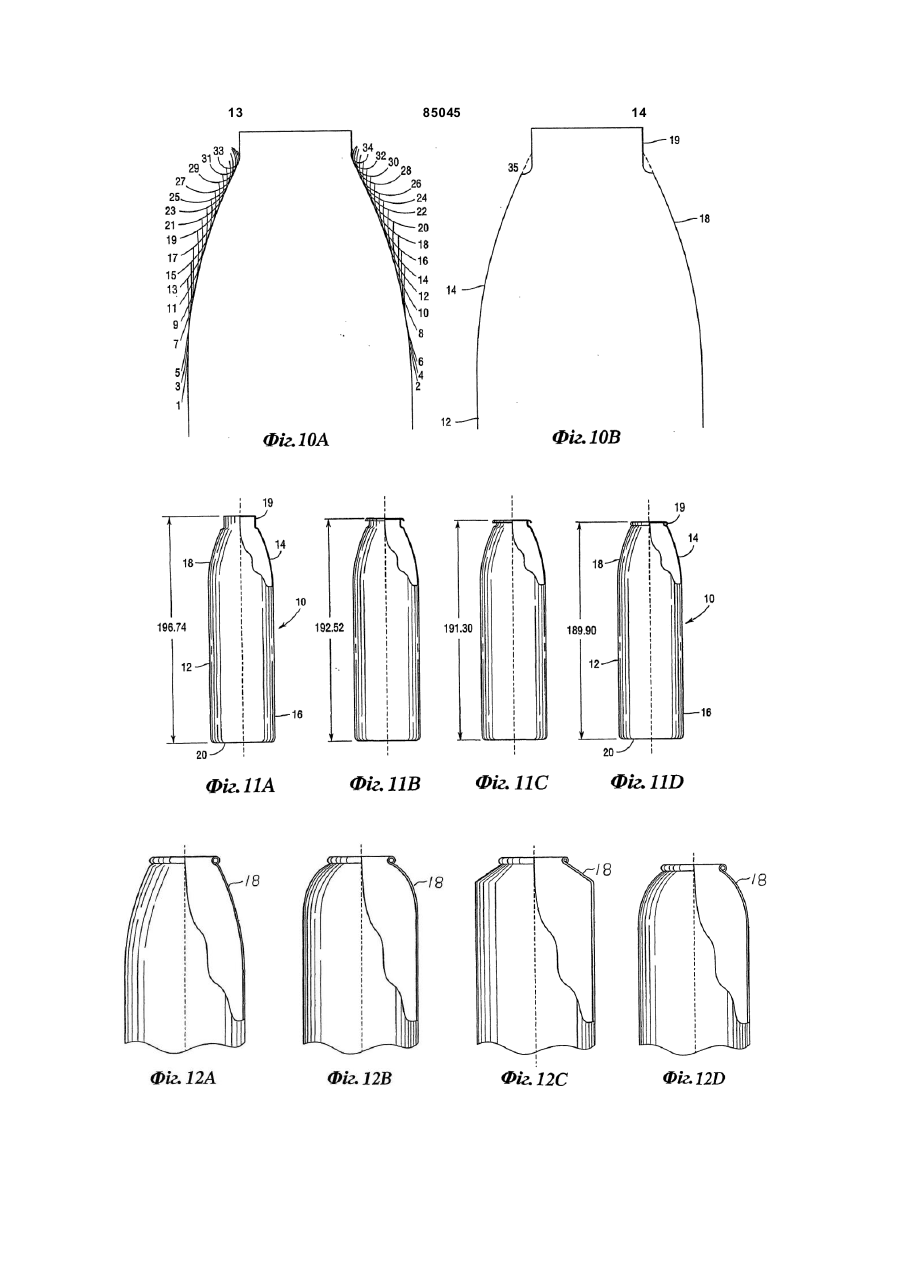
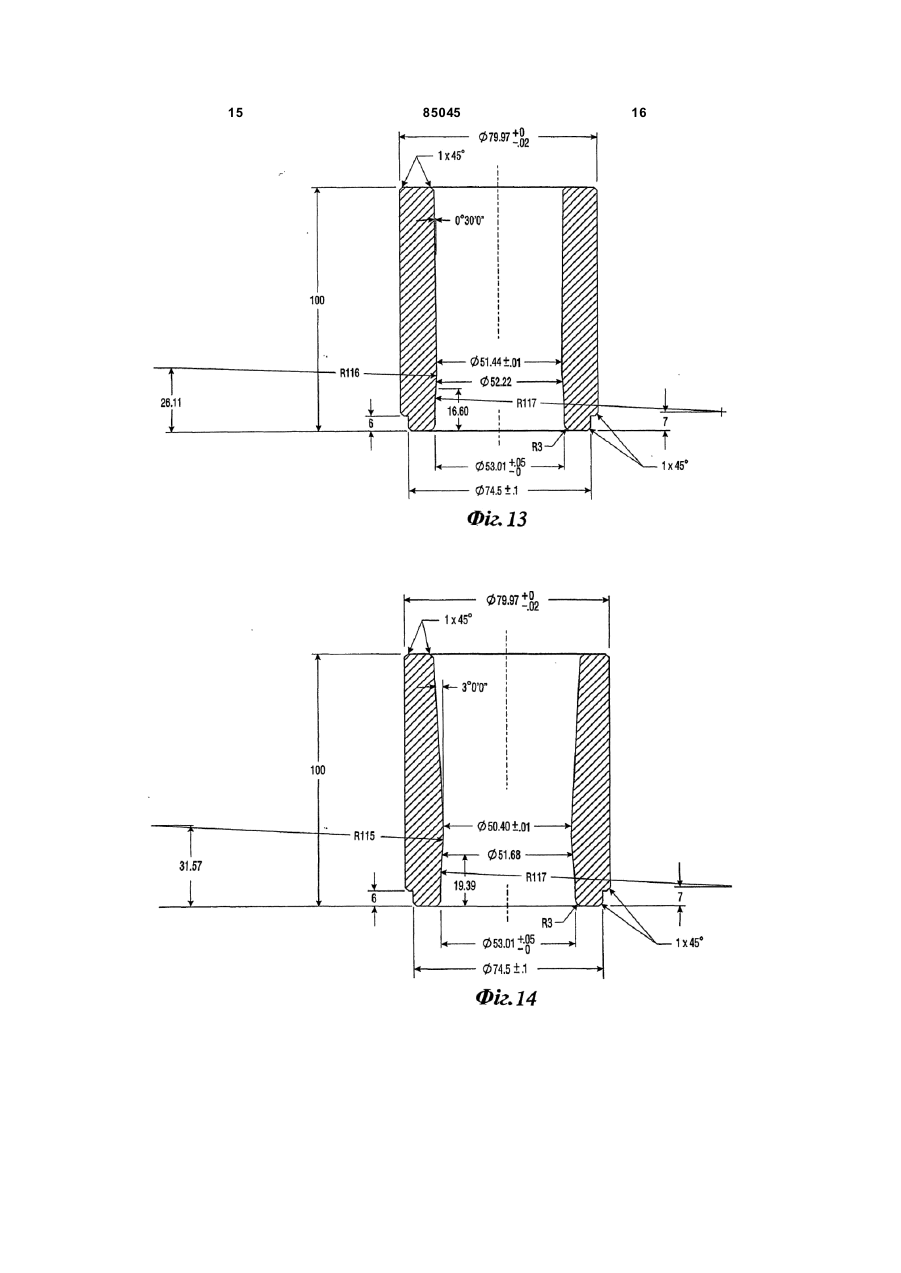
1. Алюмінієвий балон, який виготовлено з алюмінієвого сплаву серії 3000 і який включає частину (12), що утворює вертикальну стінку і має верхній кінець (14) і нижній кінець (16), причому з нижнього кінця (16) вертикальної стінки відходить донна частина (20), що має заданий профіль, а верхній кінець (14) утворює плече (18), що має заданий профіль, та шийку (19), який відрізняється тим, що його виготовлено з застосуванням принаймні тридцяти різних обтискних штампів з забезпеченням здійснення максимальної поступово наростаючої деформації балона в кожному обтискному штампі і він має товщину донної частини 0,51 мм і товщину вертикальної стінки 0,21 мм. 2. Алюмінієвий балон за п. 1, в якому згаданий профіль плеча має одну з наступних форм: скошену, закруглену, плоску або овальну. 3. Алюмінієвий балон за п. 1, який має висоту 100200 мм і діаметр 45-66 мм. 4. Алюмінієвий балон за п. 1, в якому шийка виконана з можливістю приймання пристрою для розпилювання аерозолю. 5. Алюмінієвий балон за п. 1, в якому профіль донної частини включає U-подібний профіль по C2 2 (19) 1 3 85045 4 рулон, яким надають форми банки для безалкогостосовуючи метод зворотного витягування та утюльних напоїв. Бічні сторони цих банок мають товження, який значно скоріший та економічно більш щину приблизно 0,13мм. Як правило, корпус банки ефективний, ніж ударне пресування. Крім того, для безалкогольного напою, за винятком верхньої алюмінієвий сплав серії 3000 менш дорогий, екочастини, є цілісним. номічно більш ефективний і передбачає кращу Аерозольні балони, на відміну від цього, траякість друку та графіки, ніж чистий алюміній. диційно виготовляють одним з двох способів. ПеНа жаль, при обтисканні балона з алюмінієворший - їх можна виготовляти з трьох сталевих часго сплаву серії 3000 виникають певні труднощі. тин: верхньої, нижньої та циліндричної бічної Алюмінієвий сплав серії 3000 - це матеріал, тверстінки, що має поздовжній зварний шов. Ці три діший за чистий алюміній Тому балони, виготовчастини збирають разом для утворення балона. лені з алюмінієвого сплаву серії 3000, є більш жоАерозольні балони можна також виготовляти мерсткими та мають більшу пам'ять. Це вигідно, тому тодом, відомим як ударне пресування. Під час що такі балони є більш Стійкими до утворення цього процесу гідроциліндр штампує алюмінієву вм'ятин, але виникають проблеми при обтисканні заготовку перед наступним формуванням балона. цих балонів традиційними засобами, бо ці балони Бічні сторони балона стоншують приблизно до застрявають у традиційних обтискних штампах та 0,40мм шляхом утюження, в результаті чого стінки спричиняють перебій в роботі традиційних обтискбалона подовжуються. Шорсткі кромки стінки обріних машин. Ці проблеми вирішує спосіб, запропозають, і балон пропускають через ряд обтискних нований даним винаходом. штампів для формування верхньої частини балоДаний винахід відноситься до способу виготона. влення та обтискання алюмінієвого аерозольного Хоча аерозольні балони, виготовлені зі сталі, є балона з диска алюмінієвого сплаву, що надхоменш дорогими, ніж аерозольні балони, виготовдить з рулону, причому цей спосіб, крім всього лені методом ударного пресування, сталеві балоіншого, передбачає запобігання застряванню бани з естетичної точки зору є набагато менш прилона в обтискних штампах. Крім того, даний винавабливими, ніж аерозольні балони, виготовлені хід пропонує власне алюмінієвий аерозольний ударним пресуванням. балон, що має унікальної форми профіль і виготоВиготовлення алюмінієвих аерозольних баловлений з алюмінієвого сплаву серії 3000. нів з багатьох причин є набагато дорожчим, ніж Запропонований алюмінієвий балон складавиготовлення алюмінієвих банок для безалкогольється з, як правило, вертикальної частини, що них напоїв. По-перше, в аерозольному балоні заутворює стінку, яка має верхній та нижній кінці, стосовується більше алюмінію, ніж в банці для причому верхній кінець має заданий профіль. Донбезалкогольного напою. По-друге, виготовлення на частина, що виходить з нижнього кінця балона, алюмінієвих балонів ударним пресуванням обмемає U-подібний профіль по периферії та куположується максимальною швидкістю гідроциліндра подібний профіль уздовж решти донної частини. У преса. Теоретично, максимальна швидкість гідрокращому варіанті згадана, як правило, вертикальциліндра становить 200 тактів за хвилину. На на стінка має товщин у приблизно 0,20мм, а донна практиці ж ця швидкість складає 180 заготовок за частина в зоні U-подібного профілю - приблизно хвилину. Банки для безалкогольних напоїв вигото0,51мм. вляють зі швидкістю 2400 банок за хвилину. Даний винахід також пропонує спосіб формуОднією з проблем, з якою стикається галузь вання профілю шийки алюмінієвого балона, виговиробництва аерозольних балонів, є виготовлення товленого з алюмінієвого сплаву серії 3000, згідно алюмінієвого аерозольного балона, експлуатаційні з яким балон обробляють, застосовуючи щонайякості якого є такими ж добрими або навіть краменше 30 різних обтискних штампів. Даний винащими за експлуатаційні якості традиційних аерохід вирішує проблеми формування шийки балона з зольних балонів, але вартість виготовлення якого алюмінієвого сплаву серії 3000 шляхом збільшенз економічної точки зору порівняна з вартістю виня кількості застосовуваних обтискних штампів і готовлення сталевих аерозольних балонів та зменшення ступеня деформації, яку здійснює кожалюмінієвих банок для безалкогольних напоїв. ний обтискний штамп. Виготовлений з чистого Інша проблема - це виготовлення аерозольного алюмінію традиційний аерозольний балон діаметбалона, що має якість друку та малюнка, якої виром 45-66мм потребує використання 17 або менмагають розробники високоякісної продукції. Трашої кількості обтискних штампів. диційні банки для безалкогольних напоїв обмежені Балон аналогічного діаметра, виготовлений з точки зору чіткого друку та малюнка, який можна згідно з даним винаходом з алюмінієвого сплаву друкувати на цих банках. Також обмежена кільсерії 3000, потребує застосування, наприклад, 30 кість кольорів, які можна застосовувати у малюнабо більше обтискних штампів. Зазвичай кількість ках на банках для безалкогольних напоїв. Таким штампів, необхідних для утворення шийки запрочином, існує потреба у такому алюмінієвому аеропонованого балона, залежить від профілю балона. зольному балоні, який є міцним та якісним, але Даний винахід передбачає обробку алюмінієвого який можна виготовляти за ціною, порівняною з балона послідовно в обтискних штампах, кількість ціною сталевих аерозольних балонів. яких є доста тньою для здійснення максимальної Деякі з цих проблем вирішує спосіб виготовпоступово наростаючої радіальної деформації лення алюмінієвих балонів з алюмінієвого сплаву балона в кожному обтискному штампі, гарантуючи серії 3000, що послідовно надходить з рулону. при цьому легкий вихід балона з кожного обискноАлюмінієвий сплав серії 3000, що послідовно надго штампа. ходить з рулону, можна формувати у балон, за 5 85045 6 Запропоновані балон та спосіб його виготовФіг.12С - алюмінієвий балон Фіг.11D з плоским лення мають декілька переваг. Взагалі, запропоплечем. нований спосіб виготовлення аерозольних балонів Фіг.12D - алюмінієвий.балон Фіг.11D з овальє більш швидким, менш дорогим та більш ефектиним плечем. вним порівняно з традиційним методом ударного Фіг.13-47 - вигляди у поперечному розрізі трипресування. В описуваному способі виготовлення дцяти п'я ти обтискних штампів, застосованих згідзамість чистого алюмінію застосовують алюмінієно з одним з варіантів даного винаходу. вий сплав, менш дорогий і придатний для перероФіг.48 - вигляд у поперечному розрізі центрабки для повторного використання Описуваний бальних напрямних для перших чотирнадцяти обтислон є кращим за стальний балон з багатьох кних штампів, використаних згідно з одним з варіпричин. Алюміній - стійкий до вологи, не кородує і антів даного винаходу. не іржавіє. Більш того, через те, що стальний баФіг.49 - вигляд у поперечному розрізі централон має форму з плечима, конфігурація його крильних напрямних для обтискних штампів з п'ятнашки завжди однакова і її не можна змінювати, щоб дцятого по тридцять четвертий, використаних для запропонувати споживачам індивідуальний виодного з варіантів даного винаходу. гляд. Інша справа з даним винаходом, в якому Фіг.50 - один приклад штампотримача з патруплече балона можна виготовляти за спеціальними бком для стислого повітря згідно з даним винаховимогами замовника. І нарешті, алюмінієві балони дом. мають набагато кращий естетичний вигляд. Такі Фіг.51 - запропонований алюмінієвий балон з балони можна, наприклад, обробляти щітками обробленою щітками зовнішньою частиною, частта/або шийку балона можна виготовляти з різьково у поперечному розрізі. бою. Ці та інші переваги і вигоди стануть очевидФіг.52 - запропонований алюмінієвий балон з ними з опису варіантів, яким віддається перевага. різьбовою алюмінієвою шийкою, частково у попеДля кращого розуміння та легкого здійснення речному розрізі. на практиці, з метою ілюстрації, а не обмеження, Фіг.53 - запропонований алюмінієвий балон з даний винахід буде описано у поєднанні з наступрізьбовою пластиковою накладкою поверх шийки ними кресленнями. балона, частково у поперечному розрізі. Фіг.1 - вигляд, частково у поперечному розрізі, Для кращого розуміння опису та ілюстрацій одного прикладу алюмінієвого балона, виготовледаний винахід буде описаний відносно виготовного запропонованим способом. лення та обтискання отриманого витягуванням та Фіг.2 - вигляд у поперечному розрізі донної чаутюженням аерозольного балона, але зрозуміло, стини алюмінієвого балона Фіг.1. що застосування винаходу не обмежується вигоФіг.3 - приклад рулону алюмінієвого сплаву, товленням такого балона. Даний винахід можна застосовуваного в даному винаході. також використовувати для обтискання інших типів Фіг.4 - приклад рулону алюмінієвого сплаву алюмінію, алюмінієвих флаконів, металевої тари Фіг.3, що показує вир убані з нього диски. та інших форм. Очевидно також, що вираз ''аероФіг.5 - один металевий диск Фіг.4, виготовлезольний балон" застосовується у всьому описі для ний з алюмінієвого сплаву серії 3000. зручності і означає не тільки балони, а й аерозоФіг.6 - диск Фіг.5, ви тягнутий у форму чашки. льні флакони, аерозольну тару, неаерозольні Фіг.7А-7С - послідовність, з якою чашку Фіг.6 флакони та неаерозольну тару. піддають процесу зворотного витягування, щоб Даний винахід пропонує аерозольний балон і вона набула форми другої чашки, яка після завеспосіб виготовлення балонів з алюмінієвого спларшення процесу зворотного витягування має вужву, експлуатаційні якості яких є такими ж добрими чий діаметр. або навіть кращими за експлуатаційні якості траФіг.8 - один приклад фасонного дна, виконанодиційних алюмінієвих балонів, що передбачає виго в др угій чашці Фіг.1С. соку якість друку та малюнка на балонах, які маФіг.9А-9D - вигляд, якого послідовно набуває ють форми, що відповідають вимогам замовника, і друга ча шка Фіг.7С або 8 після процесу утюження вартість виготовлення яких є порівняною з вартіста обрізування кромок. тю виготовлення традиційних алюмінієвих банок Фіг.10А - кінцевий профіль плеча алюмінієвого для безалкогольних напоїв та сталевих аерозольбалона після того, як балон Фіг.9D пройшов через них балонів. Орієнтовні ринки збуту для цих балотридцять чотири обтискні штампи, використані нів - це, серед іншого, засоби для особистого дозгідно з одним з варіантів даного винаходу. гляду, енергетичні напої та фармацевтичні Фіг.10В - кінцевий профіль плеча балона препарати. Фіг.10А після того, як він пройшов через останній На Фіг.1 показаний цілісний алюмінієвий аерообтискний штамп, використаний згідно з одним з зольний балон 10 з, як правило, вертикальною варіантів даного винаходу. частиною 12, що утворює стінку. Ця вертикальна Фіг.11А-11D - вигляд, частково у поперечному стінка 12 має верхній кінець 14 і нижній кінець 16. розрізі, алюмінієвого балона Фіг.10В по мірі того, Верхній кінець 14 має заданий профіль 18 та шийяк він зазнає один вид процесу загинання кромки ку 19, кромка якої зігнута валиком. Як варіант, шийки валиком. шийка може мати різьбу (Фіг.52 і 53). Алюмінієвий Фіг.12А - алюмінієвий балон Фіг.11D зі скошебалон 10 також має донну частину, що виходить з ним плечем. нижнього кінця 16. Як показано на Фіг.2, донна Фіг.12В - алюмінієвий балон Фіг.11D із закругчастина 20 має U-подібний профіль 22 по перифеленим плечем. рії і куполоподібний профіль 24, що не має складок, уздовж решти донної частини 20. У кращому 7 85045 8 варіанті товщина U-подібного профілю 22 станотак щоб до кінця процесу обтискання (Фіг.10В) вить 0,51мм. верхній кінець 14 мав заданий профіль 18 шийки Запропонований алюмінієвий балон 10 виго19. товляють з вихідного матеріалу - алюмінієвого Балон 10, частково показаний на Фіг.10В, посплаву 26, згорнутого у рулон, як показано на вністю зображений на Фіг.11А На Фіг.11A-11D поФіг.3. Як відомо, алюмінієвий сплав 26 у рулоні казано, як кромку шийки 19 балона 10 загинають випускається різної ширини. Краще спроектувати валиком, здійснюючи ряд етапів загинання. Отрилінію виробництва згідно з даним винаходом для маний в результаті запропонований аерозольний використання однієї ширини з комерційно доступбалон 10 (показаний на Фіг.11D і Фіг.1) має заданих, щоб виключити необхідність дорогих - методів ний профіль 18 плеча, шийку 19 із зігнутою валипоздовжнього різання. ком кромкою і готовий для приймання пристрою Перший етап здійснення кращого варіанта дадля розпилення аерозолю. На Фіг.12A-12D видно, ного винаходу - це розмітка та вирубання дисків 28 що заданим профіль 18 плеча може бути різної зі згорнутого в р улон вихідного матеріалу 26, як форми, в тому числі скошеної, закругленої, плоскої показано на Фіг.4. Щоб максимально зменшити та овальної, відповідно. Кінцевий алюмінієвий бакількість невикористаного матеріалу 26, розміщенлон може бути висотою 100-200мм та 45-66мм в ня дисків краще розмічати. На Фіг.5 показаний діаметрі. Алюмінієвий балон можна виготовляти за один з металевих дисків 28, вирубаний зі згорнутовимогою замовника різними способами. Один з го в рулон алюмінієвого сплаву 26 серії 3000. Диск них - нанесення текстурного малюнка на поверхню 28 витягують у чашку 30 (Фіг.6), застосовуючи балона, наприклад, шляхом обробляння щітками будь-який з відомих способів виготовлення алюміповерхні балона, як показано на Фіг.51. Крім того, нієвої чашки, але краще за все підходить спосіб, заданий профіль плеча можна пристосовувати для аналогічний тому, що описаний у [патентах США приймання пристрою для розпилювання аерозо№5394727 та №5487295, включених тут як посилю. Цей профіль плеча може також переходити в лання]. шийку або нести шийку з різьбою або без неї Як показано на Фіг.7А, чашку 30 потім штам(Фіг.52 і 53). Алюмінієва шийка без різьби може пують з дна, щоб почати витягувати балон через мати пластикову накладку з різьбою, як показано бічні стінки (зворотне витягування). Як видно на на Фіг.53. Фіг.7В, по мірі тривання такту штампа дно чашки Даний винахід також розглядає спосіб форму30 витягується глибше, так що стінки чашки утвовання профілю плеча алюмінієвого балона, вигорюють виступ. На Фіг.7С видно, що після завертовленого з алюмінієвого сплаву серії 3000, нашення такту цей виступ зникає і в результаті вихоприклад 3004. Перший етап цього способу дить друга чашка 34, яка, звичайно, має вужчий передбачає прикріплення алюмінієвого балона до діаметр, ніж перша чашка 30. Другу чашку 34 можпершої оправки. Балон потім пропускають через на витягува ти додатково один або більше разів, перший ряд обтискних штампів, кількість яких дощоб отримувати ще вужчий діаметр. Отримана сягає 28 і які розміщені в круговому порядку на чашка 34 має вертикальну стінку 12 і нижній кінець столі для обтискання. Потім балони передаються 16 з дном 20. Дну 20 можна надати форми, яка до другої оправки. Прикріплений до другої оправки показана на Фіг.8 і 2. Хоча прийнятні й інші конфібалон послідовно пропускають через другий ряд гурації, показана тут куполоподібна форма найбіобтискних штампів, кількість яких досягає 28 і які льше підходить для аерозольної тари. розміщені в круговому порядку на другому столі Як показано на Фіг.9A- 9D, вертикальну стінку для обтискання. Цей спосіб включає обрізування утюжать багато разів, доки вона не стане заданої кромки шийки після того, як балон пройде через висоти і товщини, краще за все 0,21мм. Товщина певну, задану кількість обтискних штампів. Тобто, вертикальної стінки 12 повинна бути достатньою, один з обтискних штампів замінюють установкою щоб витримувати внутрішній тиск, передбачений для обрізування кромок. Обрізування кромок винаміченим використанням. Наприклад, деякі аеродаляє надлишок матеріалу та нерівні кромки на зольні продукти потребують балона, що витримує шийці балона і допомагає запобігти застряванню внутрішній тиск 270 фунтів на кв. дюйм балона в решті обтискних штампів. Застосовують (18,98кг/см 2) або стандарт 2Q Міністерства транскількість обтискних штампів, достатню для здійспорту США (DOT 2Q). Процес утюження також нення максимальної поступово наростаючої радіущільнює стінку, що робить її міцнішою. Верхній альної деформації балона в кожному обтискному кінець 14 вертикальної стінки 12 обрізають для штампі, що можливо при гарантії того, що балон утворення алюмінієвого балона, показаного на легко виходитиме з кожного обтискного штампа. Фіг.9D. Здійснення максимальної поступово наростаючої Згідно з одним з варіантів винаходу балон 10 радіальної деформації необхідне для ефективного прикріплюють до першої оправки і пропускають виготовлення балона. Коли ця деформація завечерез перший ряд обтискних штампів. Потім цей лика, виникає проблема, бо така деформація змубалон 10 прикріплюють до другої оправки і пропусшує балон застрявати всередині обтискного штакають через другий ряд обтискних штампів. В помпа і викликає перебій в роботі механізму казаному варіанті балон 10 буде пропущений чеобтискного штампа. Як правило, можна досягти 2° рез більш ніж тридцять обтискних штампів. Ці радіальної деформації в кожному штампі після обтискні штампи надають балону форми, яка попершого, який може здійснювати деформацію казана на Фіг.10А та 10В. Кожний штамп признаменш ніж 2°. чений надавати заданої форми верхньому кінцю Форма та ступінь скошення, яких надає балону 14 вертикальної, як правило, стінки 12 балона 10, кожний штамп, показані на Фіг.13-47. У запропоно 9 85045 10 ваному способі можна застосовувати нерухому обтискні штампи мають також більшу довжину, ніж центральну напрямну (Фіг.48) в кожному з· перших традиційні, у кращому варіанті вони 100мм завдочотирнадцяти обтискних штампів. На Фіг.49 покавжки. Такі зміни мінімізують проблеми, пов'язані з зані центральні напрямні для обтискних штампів з деформацією стінок балонів, яка може спричиняти п'ятнадцятого по тридцять четвертий. Для полегзастрявання балона в традиційних обтискних шення виходу балона з перших декількох обтискштампах. Крім того, під час випробувань верхня них штампів можна також використовувати стисле частина балона перетискалася і застрявала на повітря. Для інших профілів плеча на всіх обтискцентральній напрямній традиційних штампів. Тому них позиціях можна застосовувати р ухомі напрямні перші чотирнадцять обтискні штампи мають нерута стисле повітря. На Фіг.50 показаний загальний хомі центральні напрямні. І нарешті, в даному виштампотримач з патрубком для стислого повітря. наході застосовують стисле повітря, яке допомаЗастосовані в даному винаході обтискні штамгає виштовхувати балон з кожного обтискного пи та запропонований пристрій відрізняються від штампа. Стисле повітря також допомагає підтритрадиційних обтискних штампів кількома ознаками. мувати стінки балонів. Кожний штамп здійснює деформацію меншого Хоча даний винахід описано відносно його ступеня, ніж відомі обтискні штампи. Кут біля задкращих варіантів, фахі вцям очевидно, що в межах ньої частини першого обтискного штампа станооб'єму даного винаходу можливі численні модифівить 0°30'0'' (нуль градусів, тридцять хвилин, нуль кації та варіанти. Даний винахід не обмежується секунд). Кут біля задніх частин штампів 2-6 станопопереднім описом, але обмежується наступною вить 3° замість традиційних 30°. Запропоновані формулою винаходу. 11 85045 12 13 85045 14 15 85045 16 17 85045 18 19 85045 20 21 85045 22 23 85045 24 25 85045 26 27 85045 28 29 85045 30 31 85045 32 33 85045 34 35 85045 36 37 85045 38 39 85045 40 41 85045 42 43 85045 44 45 85045 46 47 85045 48 49 85045 50 51 Комп’ютерна в ерстка О. Гапоненко 85045 Підписне 52 Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюAluminum aerosol can and method of its manufacturing from rolled initial material
Автори англійськоюThomas Chupak
Назва патенту російськоюАлюминиевый аэрозольный баллон и способ его изготовления из свернутого в рулон исходного материала
Автори російськоюТомас Чупак
МПК / Мітки
МПК: B65D 83/14, B21D 51/26
Мітки: балон, згорненого, спосіб, матеріалу, аерозольний, алюмінієвий, рулон, виготовлення, вихідного
Код посилання
<a href="https://ua.patents.su/26-85045-alyuminiehvijj-aerozolnijj-balon-ta-sposib-jjogo-vigotovlennya-zi-zgornenogo-v-rulon-vikhidnogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Алюмінієвий аерозольний балон та спосіб його виготовлення зі згорненого в рулон вихідного матеріалу</a>
Аерозольний балон
Номер патенту: 60374
Опубліковано: 15.10.2003
Автори: Нода Олександр Олексійович, Кравчуновський Володимир Пилипович, Донець Валентин Васильович, Заволока Олександр Миколайович, Свириденко Микола Федорович, Сербін Володимир Вікторович, Олексіїв Юрій Сергійович
МПК: B65D 83/14
Мітки: аерозольний, балон
Формула / Реферат:
Аерозольний балон, що містить корпус з газонасиченою рідиною, сифонну трубку, запірний орган і розпилювальний пристрій, який відрізняється тим, що на сифонній трубці, що виконана зі звукопроникного матеріалу, встановлений проточний генератор акустичних коливань тиску рідини.
Складений балон для газів під тиском і спосіб його виготовлення (варіанти)
Номер патенту: 56232
Опубліковано: 15.05.2003
Автори: Кестен Мартін, Маркхофф Клаус
МПК: F17C 1/00
Мітки: газів, спосіб, виготовлення, тиском, балон, складений, варіанти
Формула / Реферат:
1. Складений балон для газів під тиском, який розраховано на високий тиск наповнення, що містить внутрішню оболонку, обмотану на значній частині її довжини композитним волокном, який відрізняється тим, що внутрішньою оболонкою в ньому є уживаний, розрахований на менший тиск наповнення балон для газів під тиском, призначений для стиснених, зріджених або розчинених газів.2. Складений балон для газів під тиском за п. 1, який відрізняється...
Аерозольний балон
Номер патенту: 7823
Опубліковано: 15.07.2005
Автор: Соловйов Юрій Павлович
МПК: A61M 11/00, B65D 83/14
Мітки: балон, аерозольний
Формула / Реферат:
1. Аерозольний балон, що містить контейнер для рідини під тиском газу, сифонну трубку, запірний клапан і розпилювальний пристрій, який відрізняється тим, що контейнер виконаний з жорсткого хімічно інертного полімерного матеріалу, здатного витримувати внутрішній тиск у контейнері від 0,2МПа до 2,0МПа.2. Аерозольний балон за п. 1, який відрізняється тим, що рідиною під тиском газу, яку містить контейнер, є лікарський засіб у рідкій...
Балон високого тиску
Номер патенту: 20453
Опубліковано: 15.01.2007
Автори: Стеблюк Володимир Іванович, Яворський Василь Степанович, Орлюк Михайло Володимирович
МПК: F17C 1/00
Формула / Реферат:
1. Балон високого тиску, що містить герметичний корпус, який складається з двох півбалонів, з'єднаних між собою нерознімним з'єднанням, при цьому область останнього підсилена зовнішнім силовим елементом, який відрізняється тим, що частина балона на ділянці нерознімного з'єднання деформована так, що різниця зовнішнього діаметра балона D і діаметра деформованої ділянки D1 не менша двох товщин стінок балона S, а товщина h зовнішнього силового...
Спосіб намотки плівкового матеріалу в рулон

Номер патенту: 13061
Опубліковано: 28.02.1997
Автори: Русак Віктор Єфимович, Сенатос Володимир Олексійович, Аркушин Василь Прокопович
МПК: B65H 18/10
Мітки: рулон, спосіб, намотки, матеріалу, плівкового
Формула / Реферат:
(57)1. Способ намотки пленочного материала в рулон, заключающийся в непрерывной подаче материала и последовательном наложении верхнего слоя материала с заданным натяжением на поверхность рулона, отличающийся тем, что натяжение пленочного материала изменяют периодически от заданного значения вплодь до нуля с образованием провисания материала перед рулоном.2. Способ по п. 1, отличающийся тем, что периодическое изменение натяжения...
Попередній патент: Спосіб та оребрена труба для термічного крекінгу вуглеводнів, спосіб одержання оребреної труби з відцентрово відлитої труби
Наступний патент: Пристрій для фіксування в осьовому напрямі лопаток на диску ротора турбомашини
Випадковий патент: Спосіб хімічної очистки теплоенергетичного обладнання