Сформований роздувом як єдине ціле “балон в контейнері”, що включає внутрішній та зовнішній шари, який містить поглинаючі енергію добавки, преформа для його виготовлення і процес для його виготовлення
Номер патенту: 95670
Опубліковано: 25.08.2011
Автори: Верпоортен Руді, Пеірсман Деніел, Ван Хове Сара

Формула / Реферат
1. Преформа для формування роздувом "балона в контейнері", яка містить:
внутрішній шар і зовнішній шар, з яких після формування роздувом отримується двошаровий контейнер, внутрішній шар якого від'єднується від зовнішнього шару після введення газу в якусь точку поверхні поділу між двома шарами; і
щонайменше один з внутрішнього і зовнішнього шарів включає принаймні одну добавку, яка дозволяє внутрішньому і зовнішньому шарам досягати відповідної для кожного з них температури формування роздувом суттєво одночасно при їх нагріванні разом в тій самій печі.
2. Преформа за пунктом 1, яка відрізняється тим, що щонайменше одна добавка вибирається з групи поглинаючих енергію добавок і барвників.
3. Преформа за пунктом 2, яка відрізняється тим, що поглинаюча енергію добавка вибирається з групи, яка містить сажу, графіт, алмазний пил, солі діазонію, солі сульфонію, солі сульфоксонію і солі йодонію.
4. Преформа за пунктом 1, яка відрізняється тим, що внутрішній і зовнішній шари складаються з різних матеріалів, кожний з яких вибирається з PET (поліетилен терефталат), PEN (поліетилен нафталат), РТТ (політриметилен терефталат), РА (поліамід), РР (поліпропілен), РЕ (поліетилен), HDPE (поліетилен високої щільності), EVOH (співполімер етилену і вінілового спирту), PGAc (полігліколь ацетат), PLA (полімолочна кислота), а також їх співполімерів і сумішей.
5. Преформа за пунктом 1, яка відрізняється тим, що щонайменше одна точка поверхні поділу є вентиляційним каналом у формі клина з широкою стороною на рівні її отвору, який стає все тоншим у міру проникнення глибше в посудину, доки внутрішній і зовнішній шари не зустрічаються з утворенням поверхні поділу.
6. Преформа за пунктом 1, яка відрізняється тим, що передбачений більше ніж один вентиляційний канал по краю горловини преформи.
7. Преформа за пунктом 1, яка відрізняється тим, що внутрішній і зовнішній шари преформи з'єднуються поверхнею поділу суттєво по всій внутрішній поверхні зовнішнього шару.
8. Преформа за пунктом 1, яка відрізняється тим, що внутрішній і зовнішній шари преформи роз'єднані на значній площі корпусу преформи повітряним зазором, який має рідинне сполучення з щонайменше одним вентиляційним каналом поверхні поділу.
9. Преформа за пунктом 1, яка відрізняється тим, що є збірною з двох окремих внутрішньої і зовнішньої преформ, підігнаних так, що одна входить в другу.
10. Преформа за пунктом 1, яка відрізняється тим, що є інтегральною преформою, отриманою литтям під тиском одного шару поверх іншого.
11. Процес для виготовлення "балона в контейнері", що включає наступні етапи:
забезпечення полімерної преформи, яка має
внутрішній шар і зовнішній шар, з яких після формування роздувом отримується двошаровий контейнер, внутрішній шар якого від'єднується від зовнішнього шару після введення газу в якусь точку поверхні поділу між двома шарами; і
щонайменше один з внутрішнього і зовнішнього шарів включає принаймні одну добавку, яка дозволяє внутрішньому і зовнішньому шарам досягати відповідної для кожного з них температури формування роздувом суттєво одночасно при їх нагріванні разом в тій самій печі;
нагрівання преформи до температури формування роздувом в одній печі; і
формування роздувом нагрітої преформи з отриманням "балона в контейнері";
де тип і кількість добавок в щонайменше одному з внутрішнього і зовнішнього шарів преформи є такими, що ці два шари досягають відповідної для кожного з них температури формування роздувом по суті одночасно.
12. Процес за пунктом 11, який відрізняється тим, що щонайменше одна добавка вибирається з групи поглинаючих енергію добавок і барвників.
13. Процес за пунктом 12, який відрізняється тим, що поглинаюча енергію добавка вибрана з групи, яка містить сажу, графіт, алмазний пил, солі діазонію, солі сульфонію, солі сульфоксонію і солі йодонію.
14. Процес за пунктом 11, який відрізняється тим, що внутрішній і зовнішній шари складаються з того самого чи різних матеріалів, кожний з яких вибраний з PET (поліетилен терефталат), PEN (поліетилен нафталат), РТТ (політриметилен терефталат), РА (поліамід), РР (поліпропілен), РЕ (поліетилен), HDPE (поліетилен високої щільності), EVOH (співполімер етилену і вінілового спирту), PGAc (полігліколь ацетат), PLA (полімолочна кислота), а також їх співполімерів і сумішей.
15. Процес за пунктом 11, який відрізняється тим, що піч містить інфрачервоні лампи.
16. "Балон в контейнері", виготовлений за допомогою процесу, що включає:
забезпечення полімерної преформи, яка має
внутрішній шар і зовнішній шар, з яких після формування роздувом отримується двошаровий контейнер, внутрішній шар якого від'єднується від зовнішнього шару після введення газу в якусь точку поверхні поділу між двома шарами; і
щонайменше один з внутрішнього і зовнішнього шарів включає принаймні одну добавку, яка дозволяє внутрішньому і зовнішньому шарам досягати відповідної для кожного з них температури формування роздувом по суті одночасно при їх нагріванні разом в тій самій печі;
нагрівання преформи до температури формування роздувом в одній печі; і
формування роздувом нагрітої преформи з отриманням "балона в контейнері";
де тип і кількість добавок в щонайменше одному з внутрішнього і зовнішнього шарів преформи є такими, що ці два шари досягають відповідної для кожного з них температури формування роздувом по суті одночасно.
17. Процес, який включає використання поглинаючих енергію добавок чи барвників для по суті одночасного нагрівання внутрішнього і зовнішнього шарів преформи до відповідної для кожного з них температури формування роздувом для виготовлення "балона в контейнері".
Текст
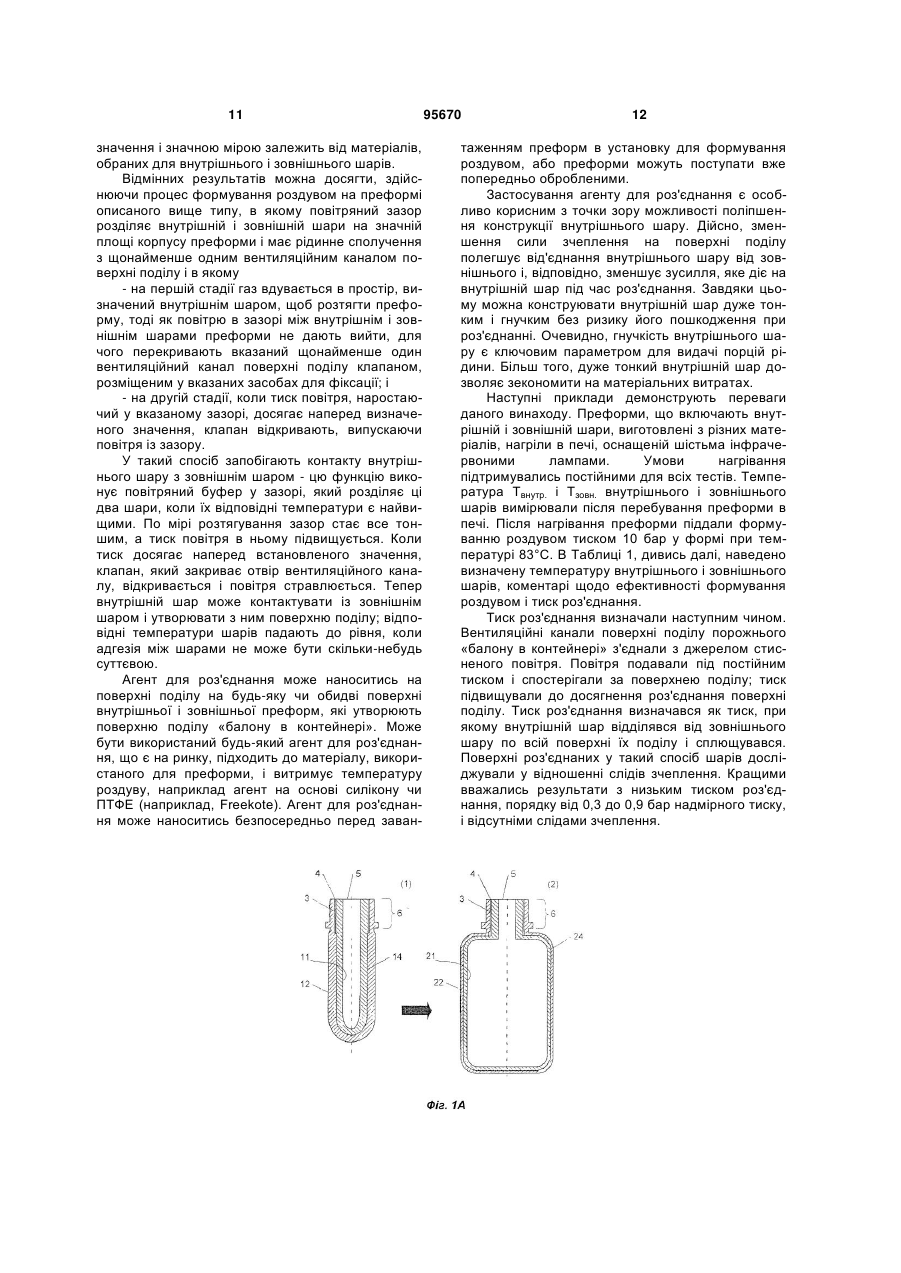
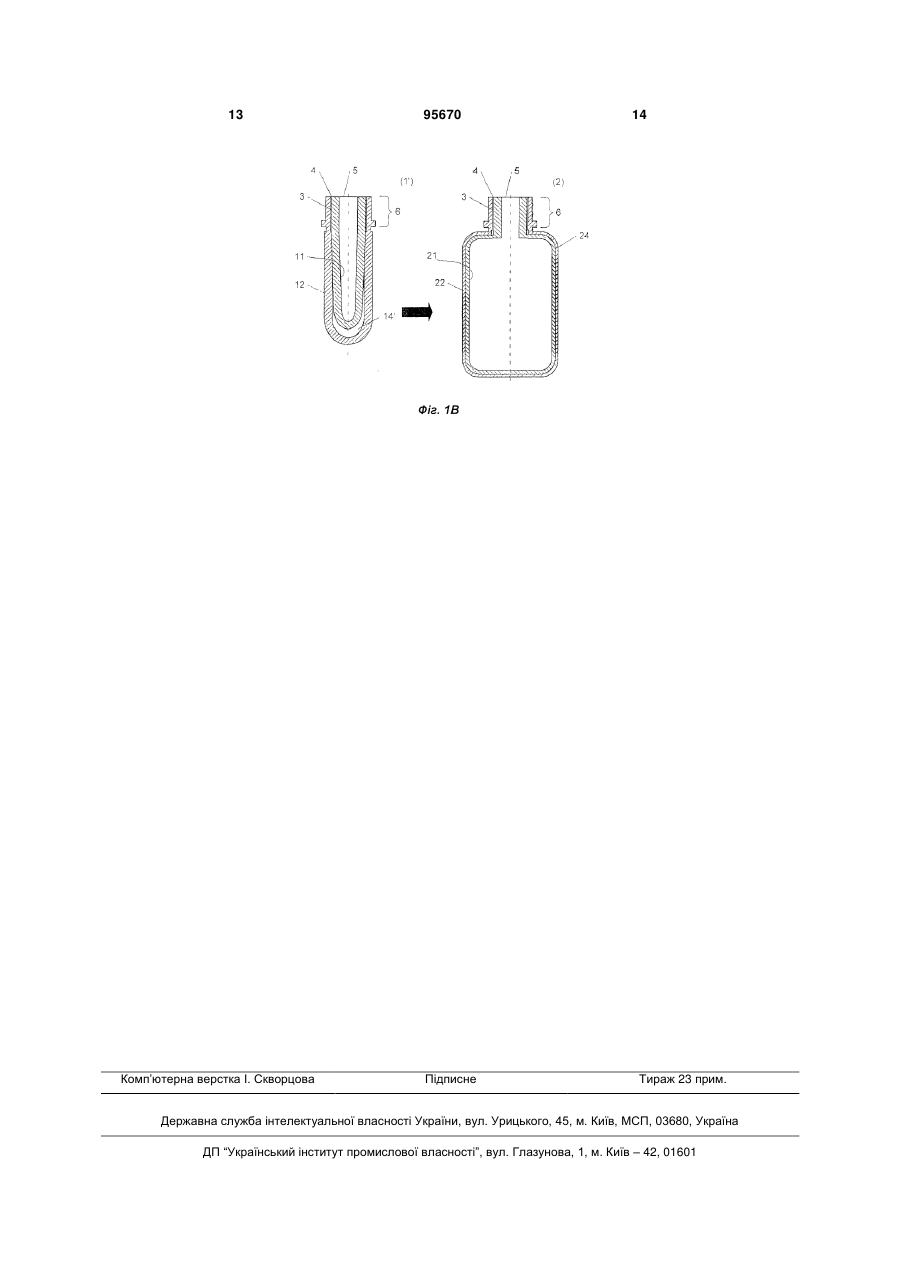
1. Преформа для формування роздувом "балона в контейнері", яка містить: внутрішній шар і зовнішній шар, з яких після формування роздувом отримується двошаровий контейнер, внутрішній шар якого від'єднується від зовнішнього шару після введення газу в якусь точку поверхні поділу між двома шарами; і щонайменше один з внутрішнього і зовнішнього шарів включає принаймні одну добавку, яка дозволяє внутрішньому і зовнішньому шарам досягати відповідної для кожного з них температури формування роздувом суттєво одночасно при їх нагріванні разом в тій самій печі. 2. Преформа за пунктом 1, яка відрізняється тим, що щонайменше одна добавка вибирається з групи поглинаючих енергію добавок і барвників. 3. Преформа за пунктом 2, яка відрізняється тим, що поглинаюча енергію добавка вибирається з групи, яка містить сажу, графіт, алмазний пил, солі діазонію, солі сульфонію, солі сульфоксонію і солі йодонію. 4. Преформа за пунктом 1, яка відрізняється тим, що внутрішній і зовнішній шари складаються з різних матеріалів, кожний з яких вибирається з PET (поліетилен терефталат), PEN (поліетилен нафта 2 (19) 1 3 95670 4 зовнішнього шару після введення газу в якусь точку поверхні поділу між двома шарами; і щонайменше один з внутрішнього і зовнішнього шарів включає принаймні одну добавку, яка дозволяє внутрішньому і зовнішньому шарам досягати відповідної для кожного з них температури формування роздувом суттєво одночасно при їх нагріванні разом в тій самій печі; нагрівання преформи до температури формування роздувом в одній печі; і формування роздувом нагрітої преформи з отриманням "балона в контейнері"; де тип і кількість добавок в щонайменше одному з внутрішнього і зовнішнього шарів преформи є такими, що ці два шари досягають відповідної для кожного з них температури формування роздувом по суті одночасно. 12. Процес за пунктом 11, який відрізняється тим, що щонайменше одна добавка вибирається з групи поглинаючих енергію добавок і барвників. 13. Процес за пунктом 12, який відрізняється тим, що поглинаюча енергію добавка вибрана з групи, яка містить сажу, графіт, алмазний пил, солі діазонію, солі сульфонію, солі сульфоксонію і солі йодонію. 14. Процес за пунктом 11, який відрізняється тим, що внутрішній і зовнішній шари складаються з того самого чи різних матеріалів, кожний з яких вибраний з PET (поліетилен терефталат), PEN (поліетилен нафталат), РТТ (політриметилен терефталат), РА (поліамід), РР (поліпропілен), РЕ (поліетилен), HDPE (поліетилен високої щільності), EVOH (співполімер етилену і вінілового спирту), PGAc (поліг ліколь ацетат), PLA (полімолочна кислота), а також їх співполімерів і сумішей. 15. Процес за пунктом 11, який відрізняється тим, що піч містить інфрачервоні лампи. 16. "Балон в контейнері", виготовлений за допомогою процесу, що включає: забезпечення полімерної преформи, яка має внутрішній шар і зовнішній шар, з яких після формування роздувом отримується двошаровий контейнер, внутрішній шар якого від'єднується від зовнішнього шару після введення газу в якусь точку поверхні поділу між двома шарами; і щонайменше один з внутрішнього і зовнішнього шарів включає принаймні одну добавку, яка дозволяє внутрішньому і зовнішньому шарам досягати відповідної для кожного з них температури формування роздувом по суті одночасно при їх нагріванні разом в тій самій печі; нагрівання преформи до температури формування роздувом в одній печі; і формування роздувом нагрітої преформи з отриманням "балона в контейнері"; де тип і кількість добавок в щонайменше одному з внутрішнього і зовнішнього шарів преформи є такими, що ці два шари досягають відповідної для кожного з них температури формування роздувом по суті одночасно. 17. Процес, який включає використання поглинаючих енергію добавок чи барвників для по суті одночасного нагрівання внутрішнього і зовнішнього шарів преформи до відповідної для кожного з них температури формування роздувом для виготовлення "балона в контейнері". Даний винахід загалом стосується нових розробок в галузі виготовлення балонів (м'яких резервуарів) у тарі, так званих «балонів в контейнері», для дозованої видачі рідини і, зокрема, сформованих роздувом як єдине ціле «балонів в контейнері», виготовлених з різних матеріалів. Він стосується також способу виготовлення таких «балонів в контейнері» і, зокрема, преформ, які використовуються для їх виготовлення, а також способу виготовлення вказаної преформи. «Балон в контейнері», який також може називатись «балон в пляшці» чи «балон у коробці» в залежності від геометрії зовнішньої посудини, - всі ці терміни входять в значення «балон в контейнері» і стосуються родини упаковок для роздачі рідини, які містять зовнішній контейнер з отвором для сполучення з атмосферою - горловиною - і внутрішнім балоном, здатним зминатись, який з'єднується з контейнером і отвором для сполучення з атмосферою на ділянці вказаної горловини. Така система повинна включати щонайменше один вентиляційний канал для рідинного сполучення з атмосферою простору між внутрішнім балоном і зовнішнім контейнером, що необхідно для контролю тиску в цьому просторі, сплющення внутрішнього балону і видачі рідини, яка в ньому міститься. Традиційно, «балон в контейнері» виготовлявся і все ще виготовляється шляхом незалежного виготовлення внутрішнього балону, оснащеного спеціальним вузлом для закривання шийки, і структуроутворюючого контейнеру (звичайно у вигляді пляшки). Такий балон вводиться в отвір повністю сформованої пляшки і фіксується до неї за допомогою вузла для закривання шийки, який включає один отвір до внутрішнього простору балона і вентиляційні канали для рідинного сполучення простору між внутрішнім балоном і пляшкою з атмосферою. Приклади таких конструкцій можна знайти, між іншим, в патентах США №№ 3484011, 3450254, 4330066 і 4892230. Ці види «балонів в контейнерах» мають ту перевагу, що їх можна використовувати багаторазово, але вони є дуже дорогими і трудомісткими у виготовленні. В останній час розробки фокусувались на виготовленні «балонів в контейнерах» шляхом їх формування роздувом як єдиного цілого, що дозволяє уникнути трудомісткого етапу введення балону в контейнер Для цього з полімерної преформи з кількох шарів формують роздувом контейнер, який включає внутрішній шар ι зовнішній шар, адгезія між якими є досить слабкою, так що вони легко роз'єднуються при введенні газу в простір між ними. Такі «внутрішній шар» і «зовнішній шар» кожний можуть складатись з одного шару чи 5 з кількох шарів, але в будь-якому випадку їх можна легко ідентифікувати, принаймні після роз'єднання. Описана технологія пов'язана з численними проблемами, і було запропоновано багато альтернативних технічних рішень. Багатошарова преформа може бути отримана екструзією чи литтям під тиском (порівняйте патент США №6238201, патент Японії №А10128833, патент Японії №А11010719, патент Японії №А9208688, патент США № 6649121). Якщо перший спосіб забезпечує перевагу з точки зору продуктивності, то другому віддають перевагу, коли потрібна точна товщина стінки, що є типовою вимогою до контейнерів для розливу напоїв. Формування вентиляційних каналів для рідинного сполучення простору між балоном і пляшкою з атмосферою залишається критичним етапом у виготовленні «балонів в контейнерах» формуванням роздувом як єдиного цілого, і було запропоновано кілька рішень цієї проблеми (дивись, наприклад, патент США №5301838, патент США №5407629, патент Японії №А8001761, ЕРА1356915, патент США №6649121, патент Японії №А10180853). Однією значною проблемою у виготовленні «балонів в контейнерах» формуванням роздувом як єдиного цілого є вибір матеріалів для внутрішнього і зовнішнього шарів, який вимагає врахування строгих критеріїв сумісності з точки зору обробки, з одного боку, і несумісності з точки зору адгезії, з іншого боку. Ці критерії деколи буває важко задовольнити в комбінації, як буде показано далі. Такої проблеми не виникає при формуванні роздувом шаруватих пластмасових контейнерів, де адгезія між шарами максимізується для запобігання розшаруванню, оскільки найкраща адгезія досягається між схожими матеріалами, які загалом мають подібні термічні властивості. Відповідно, вибір матеріалів, сумісних з точки зору обробки і адгезії, як для виготовлення шаруватих контейнерів, є загалом менш проблематичним, ніж вибір матеріалів, сумісних з точки зору обробки і несумісних з точки зору адгезії, як для виготовлення «балонів в контейнері». Для вирішення проблеми технологічної сумісності в ЕРА1356915 і патенті США № 6649121 пропонувалось, щоб температура плавлення зовнішнього шару була вищою, ніж температура плавлення внутрішнього шару, щоб дозволити виготовлення інтегральних преформ литтям під тиском їх зовнішнього шару з наступним литтям під тиском по ньому внутрішнього шару. Приклади матеріалів для зовнішнього шару, наведені авторами, включають PET (поліетилен терефталат) і EVOH (сополімер етилену і вінілового спирту), тоді як поліетилен наводився як приклад матеріалу для внутрішнього шару. Хоча вибір цих матеріалів можна виправдати для виготовлення преформ литтям під тиском, він є далеким від оптимального для етапу формування роздувом, оскільки поліетилен і PET характеризуються різними температурами формування роздувом. В патенті США № 6238201 описаний спосіб, який включає суміщену екструзію двошарової заготовки з наступним формуванням роздувом з неї «балону в контейнері», в 95670 6 якому зовнішній шар переважно представлений олефіном, а внутрішній - аморфним поліамідом. Стосовно вибору матеріалів зі слабкою міжфазовою адгезією, необхідною для забезпечення легкого від'єднання внутрішнього шару від зовнішнього після використання, в японській патентній заявці №2005047172 згадуються «взаємно неадгезивні синтетичні смоли». При аналізі рівня техніки було виявлено патент США № 5921416, в якому пропонується використовувати спеціальні шари для роз'єднання, прокладені між внутрішнім і зовнішнім шарами з утворенням три- чи п'ятишарових структур. Приклад такої конструкції описаний в патенті США № 53011838 як складна п'ятишарова преформа, яка містить три шари з PET, прокладені двома тонкими шарами з матеріалу, вибраного з групи, що містить EVOH (сополімер етилену і вінілового спирту), РР (поліпропілен), РЕ (поліетилен), РА6 (поліамід-6). Однак, крім складності виготовлення таких преформ, ці матеріали характеризуються дуже різними температурами формування роздувом. В той же час, нами було встановлено, що відмінних результатів стосовно роз'єднання між внутрішнім і зовнішнім шарами можна досягти також при використанні преформ, внутрішній і зовнішній шари яких представлені одним і тим самим матеріалом. Схожі результати були отримані як для збірних преформ, так і для інтегральних преформ. У випадку інтегральних преформ, які формуються шаром на шар, загалом вважається, що кращі результати досягаються при використанні частково кристалічних полімерів. Той самий полімер може передбачатись для контакту з будь-якого боку поверхні поділу між внутрішнім і зовнішнім шарами в наступних випадках: - внутрішній і зовнішній шари складаються з однакового матеріалу (наприклад, поліетилену терефталату, незалежно від класу PET, який використано для внутрішнього і зовнішнього шарів; або - внутрішній і зовнішній шари складаються з суміші чи сополімеру, що мають принаймні один спільний полімер, за умови, що цей спільний полімер знаходиться на поверхні поділу, тоді як відмінний полімер суттєво відсутній на цій поверхні (наприклад, 0,85 PET + 0,15 РА6 для внутрішнього шару і 0,8 PET + 0,2 РЕ для зовнішнього). Присутність в якомусь шарі добавок в невеликих кількостях не вважається підставою для того, щоб вважати матеріал відмінним, оскільки вони суттєво не змінюють поверхню поділу. Хоча у випадку, коли той самий матеріал використовується для внутрішнього і зовнішнього шарів, немає різниці в температурі формування роздувом між шарами, швидкість нагрівання цих двох шарів може суттєво відрізнятись через значну різницю в товщині між внутрішнім і зовнішнім шарами. Більш того, внутрішній шар закривається товстим зовнішнім шаром від інфрачервоного випромінювання печі, а саме інфрачервона піч звичайно використовується для доведення преформ до температури формування роздувом. Звідси виходить, що навіть для матеріалів, що не мають різниці або мають незначну різницю температури 7 формування роздувом, може існувати проблема одночасного нагрівання обох шарів до температури обробки. Щоб подолати проблему різних температур формування роздувом чи різної швидкості нагрівання матеріалів, які утворюють внутрішній і зовнішній шари формованих дуттям багатошарових контейнерів, різні компоненти преформи можна нагрівати окремо в різних печах, доводячи до відповідної для них температури формування роздувом (дивись, наприклад, патент Японії №А57174221). Таке рішення, однак, є дорогим з точки зору устаткування і виробничої площі, і його не можна застосувати до інтегральних преформ, в яких внутрішній і зовнішній шари не роз'єднуються. Застосування поглинаючих енергію добавок в преформах для формування роздувом одношарових контейнерів вже пропонувалось для пришвидшення стадії нагрівання і, відповідно, економії енергії (дивись, наприклад, патент США № 5925710, патент США №6503586, патент США № 6034167, патент США № 4250078, патент США № 6197851, патент США № 4476272, патент США № 5529744 та інші). Використання поглинаючих енергію добавок пропонувалось також для внутрішнього шару шаруватих контейнерів, що формуються роздувом (не для роз'єднання шарів), щоб компенсувати більше напруження, якому піддається внутрішній шар порівняно із зовнішнім шаром під час операції формування роздувом. Для шаруватих контейнерів дуже важливо, щоб внутрішній шар мав можливість розтягтись достатньо, щоб контактувати з зовнішнім шаром і приклеїтись до нього суттєво по всій поверхні їх поділу. Внутрішній шар, який містить поглинаючі енергію добавки, нагрівається до більш високої температури, ніж зовнішній шар, і може витягуватись більше, щоб приклеїтись до зовнішнього шару. Наведені міркування не можна застосувати до виготовлення «балонів в контейнері», оскільки хороша адгезія між внутрішнім і зовнішнім шарами - це саме те, чого слід уникнути. Більш того, преформи для виготовлення «балонів в контейнерах» шляхом їх формування роздувом як єдиного цілого чітко відрізняються від преформ для виготовлення формуванням роздувом шаруватих контейнерів, в яких різні шари не повинні роз'єднуватись у товщі шарів. «Балон в контейнері» складається із зовнішньої структуроутворюючої оболонки, яка містить гнучкий балон, здатний зминатись. Звідси виходить, що зовнішній шар має бути суттєво товщим, ніж внутрішній балон. Таке саме співвідношення можна звичайно знайти також у преформі, де внутрішній шар є суттєво більш тонким, ніж зовнішній шар. Це має шкідливий вплив на ефективність нагрівання інфрачервоними лампами при нагріванні внутрішнього шару, оскільки останній є відділеним від цих ламп товстою стінкою зовнішнього шару. З вищесказаного можна зробити висновок про те, що відчувається потреба в нових технічних рішеннях щодо компенсації різниці температури формування роздувом і швидкості нагрівання між «взаємно неадгезивними синтетичними смолами» (дивись японську патентну заявку JP2005047172) 95670 8 внутрішнього і зовнішнього шарів преформи для виготовлення сформованих роздувом як єдине ціле «балонів в контейнері». Даний винахід визначається в незалежних пунктах формули винаходу, що додається. Кращі варіанти здійснення винаходу визначаються в залежних пунктах формули винаходу. Конкретно, даний винахід стосується преформи для формування роздувом «балону в контейнері». Використовуються внутрішній шар і зовнішній шар, коли з вказаної преформи шляхом формування роздувом формується двошаровий контейнер і коли отриманий внутрішній шар контейнера від'єднується від таким чином отриманого зовнішнього шару після подачі газу в якусь точку поверхні поділу між цими двома шарами. Щонайменше один з внутрішнього і зовнішнього шарів містить принаймні одну добавку, яка дозволяє обом внутрішньому і зовнішньому шарам досягати відповідної температури формування роздувом суттєво одночасно, коли їх нагрівають разом в одній печі. Винахід стосується також процесу для виготовлення «балону в контейнері» з вищеописаної преформи і «балону в контейнері», який при цьому отримується. Насамкінець, даний винахід стосується використання поглинаючих енергію добавок для суттєво одночасного нагрівання до відповідної температури формування роздувом внутрішнього і зовнішнього шарів преформи для формування роздувом «балону в контейнері». На Фіг. 1А схематично представлено поперечний розріз першого варіанту здійснення преформи за цим винаходом і «балон в контейнері», отриманий після її формування роздувом. На Фіг. 1В схематично представлено поперечний розріз другого варіанту здійснення преформи за цим винаходом і «балон в контейнері», отриманий після її формування роздувом. З посиланням на Фіг. 1А і Фіг. 1В, що прикладаються, далі описується виготовлений як одне ціле формуванням роздувом «балон в контейнері» (2), а також преформа (1) і (1’) для його виготовлення. Преформа (1) містить внутрішній шар (11) і зовнішній шар (12), з'єднані щонайменше на рівні ділянки шийки (6) поверхнею поділу (показана на правому боці). Ділянка між внутрішнім і зовнішнім шарами (11) і (12) може являти собою або поверхню поділу (14), де обидва шари суттєво контактуі ють один з одним, або зазор (14 ), який має рідинне сполучення з щонайменше одним вентиляційним каналом (3). Вказаний вентиляційний канал (3) має отвір (4) в атмосферу. Описано багато геометричних форм вентиляційних каналів, і не так важливо, яку геометрію обрати. Краще, однак, щоб вентиляційний канал розміщувався суміжно до горловини (5) преформи і був орієнтований коаксіально їй, як показано на Фіг. 1. Ще краще, щоб вентиляційні канали мали клиноподібну форму з широкою стороною на рівні отвору (4) преформи і ставали тим тоншими, чим глибше проникають в посудину, аж поки два шари не зустрінуться, утворюючи поверхню поділу (14) щонайменше на рівні ділянки шийки. Така геометрія забезпечує більш ефективне і відтворюване від'єднання внутрішнього балону після викорис 9 тання «балону в контейнері». Контейнер може мати один чи кілька вентиляційних каналів, рівномірно розподілених по краю горловини «балону в контейнері». Краще, коли є кілька вентиляційних каналів, оскільки це забезпечує більш рівномірне роз'єднання поверхні поділу між внутрішнім і зовнішнім шарами (21) і (22) «балону в контейнері» (2) при вдуванні газу під тиском через вказані вентиляційні канали. Переважно, преформу оснащують двома вентиляційними каналами, розміщеними діаметрально протилежно по краю горловини посудини. Краще мати три, а найкраще щонайменше чотири вентиляційні канали, рівномірно розміщені по краю горловини. Преформа може бути збірною з двох незалежних преформ (11) і (12), виготовлених незалежно одна від одної методом лиття під тиском, а потім складених таким чином, що внутрішня преформа (11) входить в зовнішню преформу (12). Таке рішення дає більше свободи в конструюванні шийки і вентиляційних каналів. Альтернативно, преформа може бути інтегральною, виготовленою литтям під тиском одного шару поверх іншого. Цей варіант має переваги перед збірною преформою, оскільки він виключає етап складання і оскільки для виготовлення преформи достатньо однієї технологічної установки. З іншого боку, можливості конструювання вентиляційних каналів в цьому випадку є обмеженими. Преформа для виготовлення типового 8літрового «балону в контейнері» для розливу пива має зовнішній шар (12) завтовшки біля 210 мм, краще 36 мм, а найкраще завтовшки 45 мм, тоді як внутрішній шар загалом має товщину біля 0,33 мм, краще 0,315 мм, а найкраще 0,51 мм. Кращими матеріалами для преформи і «балону в контейнері» за цим винаходом є пари різних матеріалів, вибрані з групи поліефірів, таких як PET (поліетилен терефталат), PEN (поліетилен нафталат), РТТ (політриметилен терефталат), PTN (політриметилен нафталат); поліамідів, таких як РА6, РА66, РА11, РА12; поліолефінів, таких як РЕ (поліетилен), РР (поліпропілен), EVON (сополімер етилену і вінілового спирту); полімерів, що піддаються біологічному розкладанню, таких як полігліколь ацетат (PGAc), полімолочна кислота (PLA); а також їх сополімерів і сумішей. Такі матеріали, як PET чи PEN, оптимально повинні нагріватись до формування роздувом, тоді як поліолефіни і поліаміди не повинні нагріватись. Для того, щоб забезпечити суттєво одночасне нагрівання до відповідної температури обробки полімерів внутрішнього і зовнішнього шарів преформи при використанні однієї печі, до полімеру з вищою температурою обробки додаються поглинаючі енергію добавки. Можливо однак, щоб обидва шари містили поглинаючі енергію добавки різної природи та/або в різних кількостях, аби час, необхідний для досягнення відповідної для кожного матеріалу температури обробки був суттєво однаковим. Добавками, які можуть бути використані за цим винаходом, можуть бути будь-які сполуки, що вибірково поглинають випромінювання з довжиною хвилі в діапазоні від 500 до 2000 нм і що є переважно достатньо тонкодисперсними, щоб їх 95670 10 не було видно оком. Вони включають поглинаючі енергію добавки і барвники. Приклади поглинаючих енергію добавок включають, не обмежуючись ними, сажу, графіт, алмазний пил, солі діазонію, солі сульфонію (наприклад, трифенілсульфонію бромід), солі сульфоксонію, солі йодонію і т.п. Кількість добавки, присутньої в шарі, залежить від самої добавки і від смоли, використаної для внутрішнього і зовнішнього шарів. Більша кількість може негативно вплинути на здатність цих шарів розтягуватись. Два шари (11) і (12) преформи можуть з'єднуватись на поверхні поділу (14) суттєво по всій внутрішній поверхні зовнішнього шару. І навпаки, вони можуть бути розділеними на суттєвій площі корпусу преформи повітряним зазором (14'), який знаходиться в рідинному сполученні з щонайменше одним вентиляційним каналом (3) поверхні поділу. Останній варіант легше здійснити при використанні збірної преформи, сконструйованої так, що внутрішня преформа жорстко фіксується до зовнішньої преформи на ділянці шийки (6), так що між внутрішнім і зовнішнім шарами (11) і (12) можна створити значний зазор (14’). «Балон в контейнері» (2) за цим винаходом можна виготовити шляхом забезпечення преформи, як її описано вище, щонайменше один шар якої містить поглинаючі енергію добавки; доведення кожного шару вказаної преформи до відповідної температури формування роздувом; фіксації нагрітої до потрібної температури преформи на рівні ділянки шийки за допомогою фіксуючих засобів в інструменті для формування роздувом; і формуванням роздувом нагрітої преформи для отримання такого «балону в контейнері», де тип і кількість поглинаючих енергію добавок, включених в щонайменше один з внутрішнього і зовнішнього шарів преформи, є такими, що ці два шари досягають відповідної для кожного з них температури формування роздувом суттєво одночасно. Внутрішній і зовнішній шари (21) і (22) отриманого у такий спосіб «балону в контейнері» з'єднуються один з одним поверхнею розподілу (24) по суттєво всій внутрішній поверхні зовнішнього шару. Вказана поверхня поділу (24) має рідинне сполучення з атмосферою через вентиляційні канали (3), які зберігали свою початкову геометрію впродовж всього процесу формування роздувом, оскільки ділянка шийки преформи, де розміщуються вентиляційні канали, жорстко утримується засобами для фіксації і не розтягується під час роздуву. Суттєво важливим є те, щоб роз'єднання поверхні поділу (24) між внутрішнім і зовнішнім шарами (21) і (22) було стабільним і відтворюваним. Успіх вказаної операції залежить від низки параметрів, зокрема від сили зчеплення на поверхні поділу, кількості, геометрії і розміщення вентиляційних каналів, а також від тиску газу, який вводиться. Звичайно, ключовою проблемою є сила зчеплення, яку можна модулювати як шляхом вибору матеріалу для внутрішнього і зовнішнього шарів, так і параметрами процесу під час формування роздувом. Використовуване вікно тискучасу-температури має, звичайно, першорядне 11 значення і значною мірою залежить від матеріалів, обраних для внутрішнього і зовнішнього шарів. Відмінних результатів можна досягти, здійснюючи процес формування роздувом на преформі описаного вище типу, в якому повітряний зазор розділяє внутрішній і зовнішній шари на значній площі корпусу преформи і має рідинне сполучення з щонайменше одним вентиляційним каналом поверхні поділу і в якому - на першій стадії газ вдувається в простір, визначений внутрішнім шаром, щоб розтягти преформу, тоді як повітрю в зазорі між внутрішнім і зовнішнім шарами преформи не дають вийти, для чого перекривають вказаний щонайменше один вентиляційний канал поверхні поділу клапаном, розміщеним у вказаних засобах для фіксації; і - на другій стадії, коли тиск повітря, наростаючий у вказаному зазорі, досягає наперед визначеного значення, клапан відкривають, випускаючи повітря із зазору. У такий спосіб запобігають контакту внутрішнього шару з зовнішнім шаром - цю функцію виконує повітряний буфер у зазорі, який розділяє ці два шари, коли їх відповідні температури є найвищими. По мірі розтягування зазор стає все тоншим, а тиск повітря в ньому підвищується. Коли тиск досягає наперед встановленого значення, клапан, який закриває отвір вентиляційного каналу, відкривається і повітря стравлюється. Тепер внутрішній шар може контактувати із зовнішнім шаром і утворювати з ним поверхню поділу; відповідні температури шарів падають до рівня, коли адгезія між шарами не може бути скільки-небудь суттєвою. Агент для роз'єднання може наноситись на поверхні поділу на будь-яку чи обидві поверхні внутрішньої і зовнішньої преформ, які утворюють поверхню поділу «балону в контейнері». Може бути використаний будь-який агент для роз'єднання, що є на ринку, підходить до матеріалу, використаного для преформи, і витримує температуру роздуву, наприклад агент на основі силікону чи ПТФЕ (наприклад, Freekote). Агент для роз'єднання може наноситись безпосередньо перед заван 95670 12 таженням преформ в установку для формування роздувом, або преформи можуть поступати вже попередньо обробленими. Застосування агенту для роз'єднання є особливо корисним з точки зору можливості поліпшення конструкції внутрішнього шару. Дійсно, зменшення сили зчеплення на поверхні поділу полегшує від'єднання внутрішнього шару від зовнішнього і, відповідно, зменшує зусилля, яке діє на внутрішній шар під час роз'єднання. Завдяки цьому можна конструювати внутрішній шар дуже тонким і гнучким без ризику його пошкодження при роз'єднанні. Очевидно, гнучкість внутрішнього шару є ключовим параметром для видачі порцій рідини. Більш того, дуже тонкий внутрішній шар дозволяє зекономити на матеріальних витратах. Наступні приклади демонструють переваги даного винаходу. Преформи, що включають внутрішній і зовнішній шари, виготовлені з різних матеріалів, нагріли в печі, оснащеній шістьма інфрачервоними лампами. Умови нагрівання підтримувались постійними для всіх тестів. Температура Твнутр. і Тзовн. внутрішнього і зовнішнього шарів вимірювали після перебування преформи в печі. Після нагрівання преформи піддали формуванню роздувом тиском 10 бар у формі при температурі 83°С. В Таблиці 1, дивись далі, наведено визначену температуру внутрішнього і зовнішнього шарів, коментарі щодо ефективності формування роздувом і тиск роз'єднання. Тиск роз'єднання визначали наступним чином. Вентиляційні канали поверхні поділу порожнього «балону в контейнері» з'єднали з джерелом стисненого повітря. Повітря подавали під постійним тиском і спостерігали за поверхнею поділу; тиск підвищували до досягнення роз'єднання поверхні поділу. Тиск роз'єднання визначався як тиск, при якому внутрішній шар відділявся від зовнішнього шару по всій поверхні їх поділу і сплющувався. Поверхні роз'єднаних у такий спосіб шарів досліджували у відношенні слідів зчеплення. Кращими вважались результати з низьким тиском роз'єднання, порядку від 0,3 до 0,9 бар надмірного тиску, і відсутніми слідами зчеплення. 13 Комп’ютерна верстка І. Скворцова 95670 Підписне 14 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюIntegrally blow-moulded bag- in- container comprising inner and outer layers comprising energy absorbing additives, preform for making it, method for producing it and use
Автори англійськоюvan Hove, Sarah, Peirsman, Daniel, Verpoorten, Rudi
Назва патенту російськоюСформированный раздувом как единое целое "баллон в контейнере", включающий внутренний и внешний слои, который содержит поглощающие энергию добавки, преформа для его изготовления и процесс его изготовления и процесс его изготовления
Автори російськоюван Ховэ Сара, Пеирсман Дениэл, Верпоортен Руди
МПК / Мітки
МПК: B29C 49/22, B29C 49/06, B29C 35/08, B65D 77/06, B65D 25/14, B29B 11/14
Мітки: містить, енергію, включає, внутрішній, контейнері, сформований, шарі, роздувом, зовнішній, процес, преформа, балон, ціле, добавки, єдине, поглинаючі, виготовлення
Код посилання
<a href="https://ua.patents.su/7-95670-sformovanijj-rozduvom-yak-ehdine-cile-balon-v-kontejjneri-shho-vklyuchaeh-vnutrishnijj-ta-zovnishnijj-shari-yakijj-mistit-poglinayuchi-energiyu-dobavki-preforma-dlya-jjogo-vigotovl.html" target="_blank" rel="follow" title="База патентів України">Сформований роздувом як єдине ціле “балон в контейнері”, що включає внутрішній та зовнішній шари, який містить поглинаючі енергію добавки, преформа для його виготовлення і процес для його виготовлення</a>
Сформований роздувом як єдине ціле “балон в контейнері”, що має точку механічної фіксації балона; процес його виготовлення та інструмент для цього
Номер патенту: 95669
Опубліковано: 25.08.2011
Автори: Пеірсман Деніел, Верпоортен Руді, Ван Хове Сара
МПК: B65D 77/06, B29C 49/22, B65D 25/14, B29C 49/06, B29B 11/14
Мітки: має, контейнері, цього, інструмент, роздувом, точку, механічної, процес, балон, сформований, єдине, виготовлення, фіксації, балона, ціле
Формула / Реферат:
1. Сформований роздувом як єдине ціле "балон в контейнері", виготовлений з використанням отриманої литтям під тиском багатошарової преформи, що містить:внутрішній шар, що утворює балон, зовнішній шар, що утворює контейнер;єдиний отвір, горловину, для рідинного сполучення об'єму, визначеного балоном, з атмосферою; іщонайменше один вентиляційний канал поверхні поділу для рідинного сполучення поверхні поділу між...
Масивний дріт з сердечником, який містить деоксидант, і спосіб його виготовлення
Номер патенту: 93561
Опубліковано: 25.02.2011
Автор: Нараян Года Сур'я
Мітки: масивний, дріт, деоксидант, виготовлення, містить, сердечником, спосіб
Формула / Реферат:
1. Масивний дріт з сердечником, який містить деоксидант, поміщений в його сердечник, при цьому згаданий деоксидант має форму дрібних гранул або порошку, покритого захисним покривним матеріалом, вибраним серед графіту, тальку, стеатиту, вапнякового пилу, кальциту, поліетилену малої густини (LDP), поліаміду, низькомолекулярного вінілацетатного полімеру, силіциду кальцію, вапняного порошку, причому діаметр згаданого дроту з сердечником становить...
Автоматичний пристрій для ін’єкцій з захисним ковпачком, що має зовнішній та внутрішній патрубки
Номер патенту: 91875
Опубліковано: 10.09.2010
Автори: Хейбшо Розі Луіза, Джонстон Девід Максвелл
Мітки: пристрій, ін'єкцій, внутрішній, захисним, має, зовнішній, патрубки, автоматичний, ковпачком
Формула / Реферат:
1. Пристрій для ін'єкцій, що містить корпус, призначений для прийому шприца, який має отвір для випорожнення та має кожух, що закриває наконечник для випорожнення, таким чином, що шприц може переміщуватись від втягнутої позиції, у якій наконечник для випорожнення перебуває всередині корпуса, до витягнутої позиції, у якій наконечник для випорожнення виходить з корпуса крізь отвір; здатний до вивільнення замковий механізм, який утримує шприц у...
Препарат, який містить парацетамол у вигляді таблетки для ковтання або капсули, та спосіб його виготовлення
Номер патенту: 59388
Опубліковано: 15.09.2003
Автор: Гретен Тімоті Джеймс
МПК: A61K 9/20, A61P 29/00, A61K 31/167
Мітки: спосіб, вигляді, капсули, парацетамол, препарат, ковтання, містить, виготовлення, таблетки
Формула / Реферат:
1. Препарат у вигляді таблетки для ковтання або капсули, що містить від 300 мг до 600 мг парацетамолу та від 300 мг до 1200 мг бікарбонату натрію разом з принаймні одним фармацевтично прийнятним наповнювачем, причому вагове співвідношення бікарбонату натрію до парацетамолу складає принаймні 0,74:1.2. Препарат за п.1, який відрізняється тим, що містить принаймні 370 мг бікарбонату натрію.3. Препарат за п.1 або 2, який...
Каталізатор для виготовлення вінілацетату, який містить очищені від домішок паладій, мідь та золото, а також його приготування (варіанти)

Номер патенту: 68378
Опубліковано: 16.08.2004
Автор: Ванг Тао
МПК: B01J 35/00, B01J 23/89, C07C 67/055, B01J 37/02
Мітки: золотої, паладій, варіанти, також, виготовлення, вінілацетату, приготування, мідь, каталізатор, домішок, містить, очищені
Формула / Реферат:
1. Каталізатор, призначений для виготовлення вінілацетату шляхом реакції етилену, кисню та оцтової кислоти, який включає пористу основу, на пористу поверхню котрої нанесено ефективні для каталізу кількості рафінованих від домішок паладію, золота та міді, приготований просочуванням згаданої основи, пористі поверхні котрої містять ефективні для каталізу кількості попередньо відновлених рафінованих від домішок паладію та міді, розчином аурату...
Попередній патент: Сформований роздувом як єдине ціле “балон в контейнері”, що має точку механічної фіксації балона; процес його виготовлення та інструмент для цього
Наступний патент: Пакерний сепаратор
Випадковий патент: Пружна муфта з аксіальними канатами та механічним зворотним зв'язком