Спосіб виготовлення листа з цирконієвого сплаву як заготовки для одержання роздільної ґратки тепловидільного блока ядерної установки і спосіб виготовлення роздільної ґратки для вставляння паливних стрижнів
Номер патенту: 97822
Опубліковано: 26.03.2012
Автори: Кінг Стівен, Комсток Роберт, Дахльбек Матс, Хальстадіус Ларс, Бейтс Джон, Дохерті Джеймс
Формула / Реферат
1. Спосіб виготовлення листа (2) з цирконієвого сплаву як заготовки для одержання роздільної ґратки (3) тепловидільного блока ядерної установки, за яким, як вихідну заготовку, використовують попередньо підданий гарячій прокатці лист (1) з цирконієвого сплаву, що містить площину (ВА), який відрізняється тим, що у ньому:
піддають лист (2) з цирконієвого сплаву принаймні підготовчому холодному прокатуванню і кінцевому холодному прокатуванню з утворенням листа (2) з цирконієвого сплаву, причому підготовче холодне прокатування і кінцеве холодне прокатування виконують в спільному напрямі прокатування,
термічно обробляють лист (2) з цирконієвого сплаву між підготовчим холодним прокатуванням і кінцевим холодним прокатуванням так, що сплав на основі цирконію частково повторно кристалізується, при цьому ступінь повторної кристалізації при термообробці становить не більше ніж 90 відсотків.
2. Спосіб за п. 1, який відрізняється тим, що у ньому перед підготовчим холодним прокатуванням також виконують принаймні одне холодне прокатування.
3. Спосіб за п. 2, який відрізняється тим, що напрям прокатування у згаданому принаймні одному холодному прокатуванні перед підготовчим холодним прокатуванням по суті співпадає з напрямом прокатування в підготовчому холодному прокатуванні і кінцевому холодному прокатуванні.
4. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що ступінь повторної кристалізації при термообробці становить принаймні 20 відсотків.
5. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що ступінь повторної кристалізації при термообробці становить принаймні 40 відсотків.
6. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що ступінь повторної кристалізації при термообробці становить не більше ніж 60 відсотків.
7. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що зменшення товщини листа (2) з цирконієвого сплаву під час кінцевого холодного прокатування становить 40-60 відсотків його товщини в напрямі, перпендикулярному до площини (ВА), перед кінцевим холодним прокатуванням.
8. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що зменшення товщини листа (2) з цирконієвого сплаву під час підготовчого холодного прокатування становить 40-60 відсотків його товщини в напрямі, перпендикулярному до площини (ВА), перед підготовчим холодним прокатуванням.
9. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що термообробку виконують в печі безперервної дії.
10. Спосіб за п. 9, який відрізняється тим, що термообробку виконують при температурі 580-650 °С.
11. Спосіб за п. 9 або п. 10, який відрізняється тим, що термообробку виконують при температурі 580-630 °С.
12. Спосіб за п. 9, 10 або 11, який відрізняється тим, що термообробку виконують при температурі 580-600 °С.
13. Спосіб за будь-яким з пп. 9-12, який відрізняється тим, що термообробку виконують протягом 4-10 хвилин.
14. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що термообробку виконують в печі періодичної дії.
15. Спосіб за п. 14, який відрізняється тим, що термообробку виконують при температурі 520-590 °С.
16. Спосіб за п. 14 або п. 15, який відрізняється тим, що термообробку виконують протягом 1-6 годин.
17. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що цирконієвий сплав містить принаймні 96 мас. % цирконію.
18. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що цирконієвий сплав містить ніобій.
19. Спосіб за п. 18, який відрізняється тим, що цирконієвий сплав містить 0,8-1,2 мас. % ніобію.
20. Спосіб за п. 18 або п. 19, який відрізняється тим, що цирконієвий сплав містить 1,0-1,1 мас. % ніобію.
21. Спосіб за п. 18, 19 або 20, який відрізняється тим, що цирконієвий сплав містить 1,02-1,04 мас. % ніобію.
22. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що цирконієвий сплав додатково містить олово.
23. Спосіб за п. 22, який відрізняється тим, що цирконієвий сплав містить 0,6-1,2 мас. % олова.
24. Спосіб за п. 22 або п. 23, який відрізняється тим, що цирконієвий сплав містить 0,6-0,8 мас. % олова.
25. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що цирконієвий сплав додатково містить залізо.
26. Спосіб за п. 25, який відрізняється тим, що цирконієвий сплав містить 0,1-0,3 мас. % заліза.
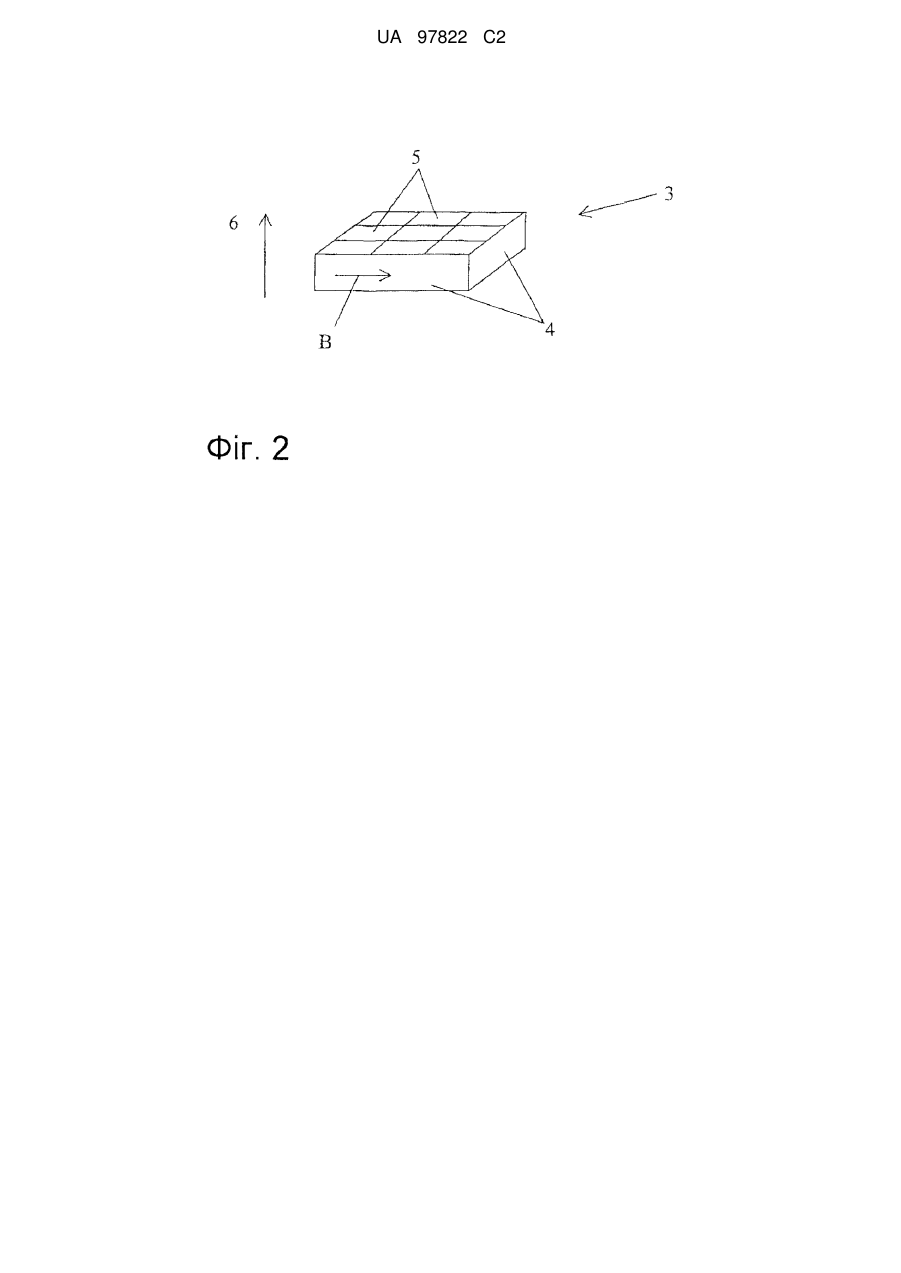
27. Спосіб виготовлення роздільної ґратки (3) для вставляння паливних стрижнів в тепловидільному блоці ядерної установки, при цьому роздільна ґратка (3) формує лунки (5) для паливних стрижнів, який відрізняється тим, що у ньому:
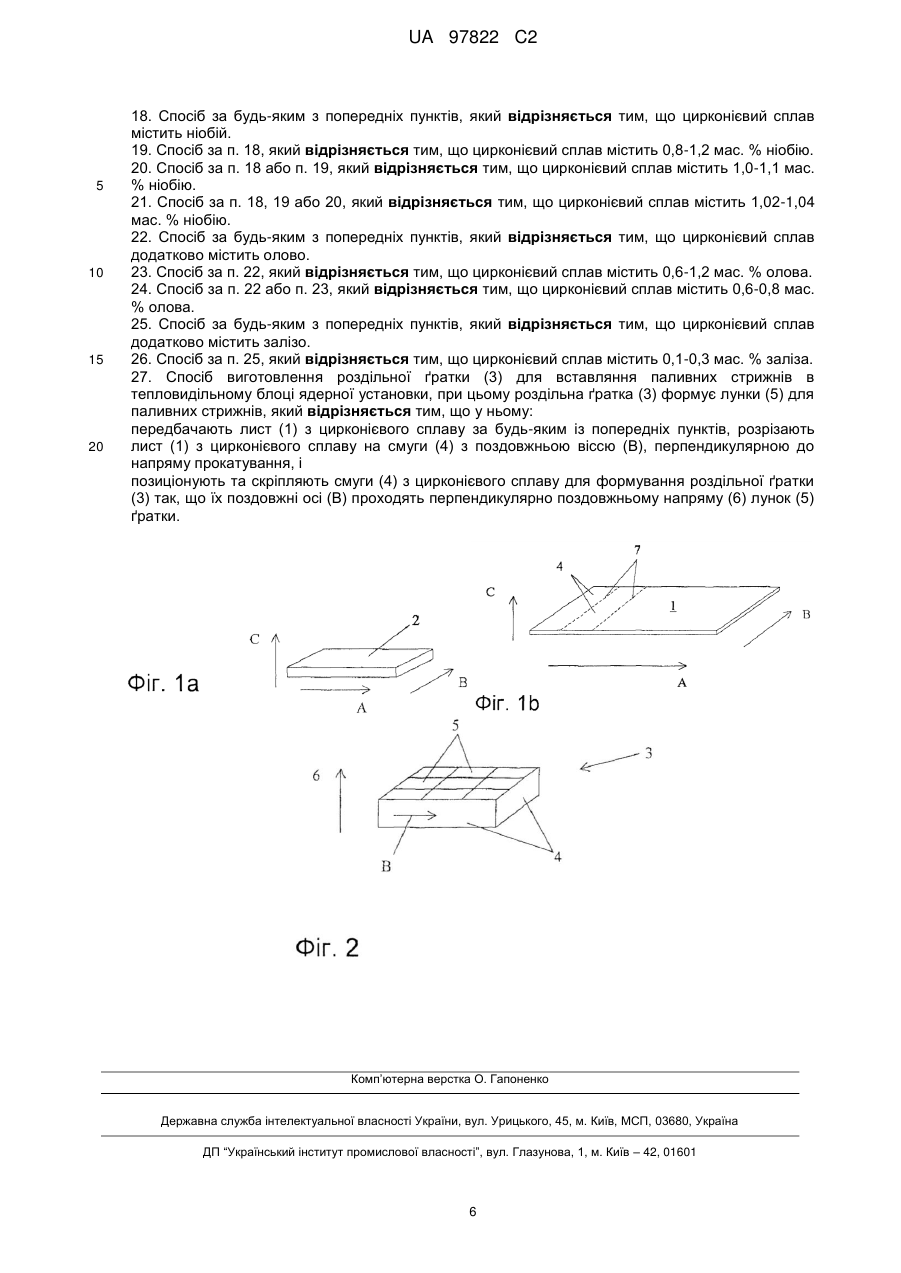
передбачають лист (1) з цирконієвого сплаву за будь-яким із попередніх пунктів, розрізають лист (1) з цирконієвого сплаву на смуги (4) з поздовжньою віссю (В), перпендикулярною до напряму прокатування, і
позиціонують та скріпляють смуги (4) з цирконієвого сплаву для формування роздільної ґратки (3) так, що їх поздовжні осі (В) проходять перпендикулярно поздовжньому напряму (6) лунок (5) ґратки.
Текст
Реферат: Описується спосіб виготовлення листа (1) з цирконієвого сплаву, у якому лист (1) з цирконієвого сплаву містить площину (ВА). У способі передбачають лист (2) з цирконієвого сплаву, піддають лист (2) з цього сплаву принаймні підготовчому холодному прокатуванню і кінцевому холодному прокатуванню, у якому підготовче холодне прокатування і кінцеве холодне прокатування виконують в спільному напрямі прокатування, і здійснюють термообробку листа (2) з цирконієвого сплаву між підготовчим холодним прокатуванням і кінцевим холодним прокатуванням так, що цей сплав частково повторно кристалізується. Також описується спосіб виготовлення роздільної ґратки з використанням попередньо підданого гарячій прокатці листа (1) з цирконієвого сплаву згідно з винаходом. UA 97822 C2 (12) UA 97822 C2 UA 97822 C2 5 10 15 20 25 30 35 40 45 50 55 60 Технічна галузь Представлений винахід відноситься до способу виготовлення листа з цирконієвого сплаву. Винахід також відноситься до способу виготовлення роздільної ґратки для вставляння паливних стрижнів в тепловидільному блоці ядерної установки. Рівень техніки Роздільні ґратки, зазвичай присутні в багатьох місцях вздовж пучків паливних стрижнів, є ґратками, крізь які проходять стрижні і які утримують стрижні на місці. Роздільні ґратки можуть виготовлятися багатьма різними способами. Один спосіб виготовлення роздільної ґратки базується на використанні листа з цирконієвого сплаву. Лист з цирконієвого сплаву піддається ряду етапів прокатування, у якому лист з цирконієвого сплаву між етапами прокатування піддається термообробкам для виконання релаксації і структурування сплаву, що прискорює наступні етапи прокатування. Однак, лист з цирконієвого сплаву, виготовлений цим традиційним способом, буде, внаслідок мікроструктури таким чином одержаного матеріалу, мати різну тенденцію до збільшення в різних напрямах при нейтронному опроміненні, що відбувається при використанні його як елемента роздільної ґратки в різних типах ядерних установок. Причина полягає в тому, що прокатування листа з цирконієвого сплаву призводить до виділеної орієнтації структури в матеріалі. При припущенні, що лист з цирконієвого сплаву головним чином плоский, основна тенденція до збільшення буде, на практиці, мати місце в напрямі, який паралельний напряму прокатування, тут буде деякою мірою менша тенденція до збільшення в напрямі на площині листа, перпендикулярному до напряму прокатування, i мінімальна тенденція до збільшення буде мати місце в перпендикулярному напрямі, тобто по товщині листа з цирконієвого сплаву. При піддані листа з цирконієвого сплаву нейтронному опроміненню, збільшення буде мати місце в тому або тих напрямах, який/які найбільш чутливі до збільшення, тоді як відповідне зменшення відбувається в будь-якому або в усіх напрямах. Це є прямим результатом сталості об'єму листа з цирконієвого сплаву при нейтронному опроміненні. Під час нейтронного опромінення, лист з цирконієвого сплаву буде, на практиці, переважно збільшуватися в напрямі прокатування, в деякій мірі зменшуватися в поперечному напрямі до напряму прокатування i зменшуватися у товщині. Це створює проблему, оскільки такий лист з цирконієвого сплаву традиційним способом використовується для формування стінок роздільної ґратки для вставляння паливних стрижнів в атомній електростанції. Більш точно, роздільна гратка формує ряд лунок, крізь які проходять паливні стрижні, і стінки яких утворені згаданим листом з цирконієвого сплаву. Таким чином, лист з цирконієвого сплаву збільшується упоперек до поздовжнього розміру лунок, тоді як одночасно товщина стінки зменшується, що призводить до збільшення площі поперечного перерізу лунок ґратки i формування люфту між її стінками та паливними стрижнями. За несприятливих умов, як наприклад, під час роботи ядерного реактору з водою під тиском, паливні стрижні будуть, внаслідок згаданого люфту, сильно стиратися об частини роздільної ґратки, з якими вони, таким чином, контактують завдяки вібрації. При довготривалій експлуатації, це може призвести до формування дірок в стінках паливних стрижнів і до виходу радіоактивного матеріалу в навколишнє середовище. Оскільки паливні стрижні також виготовлені з матеріалу, чутливого до збільшення, то буде з'являтися інший ефект, який створює люфт, коли діаметр паливних стрижнів зменшується при піддані їх нейтронному опроміненню. В документі попереднього рівня техніки ЕР 0869197 В1 описується спосіб, який частково вирішує цю проблему. Вісь листів, яка проходить перпендикулярно до поздовжньої вісі лунок ґратки, вибрана так, що вона співпадає з віссю листів, яка проходить упоперек до напряму прокатування. Таким чином, в цьому напрямі одержується по суті слабше збільшення, проте, тим не менше, збільшення, яке достатньо велике для створення проблеми формування люфту. Проблема також певною мірою вирішується формуванням виступів завдяки штампуванню стінок роздільної ґратки, при цьому згадані виступи передбачені для упирання в паливні стрижні подібно пружинам i для продовження упирання в останні, коли відбувається збільшення. Однак, цирконієві сплави мають, деякою мірою, низьку границю текучості, щоб бути повністю придатними як пружний матеріал, завдяки чому, на практиці, виступи здатні тільки компенсувати люфт, який відповідає люфту, що по можливості виникає внаслідок зменшення діаметру паливних стрижнів. Виступи не здатні компенсувати увесь люфт, який утворюється між стінками роздільної ґратки i зовнішніми поверхнями паливних стрижнів внаслідок зменшення діаметру i збільшення стінок роздільної ґратки. Після першого з множини циклів опромінювання, матеріал роздільної ґратки також релаксується, завдяки чому суттєво знижується здатність виступів компенсувати зменшення діаметру паливних стрижнів в наступних циклах. 1 UA 97822 C2 5 10 15 20 25 30 35 40 45 50 55 60 Документ US-A-4918710 описує виготовлення хрестоподібної ґратки для тепловидільного блоку. Гратка виготовляється з цирконієвого сплаву. Пластини або лист з цирконієвого сплаву виготовляють холодним штампуванням пластин з + Zr. Гратка може також оброблятися в фазі. Опорні виступи для паливних стрижнів формуються розрізанням та штампуванням пластин. Винахід згідно з документом ЕР 0869197 В1 надає альтернативне рішення проблеми, пов'язаної з тертям паливних стрижнів об стінки роздільної ґратки внаслідок збільшення роздільної ґратки при нейтронному опроміненні. Оскільки рішення документу ЕР 0869197 В1 надає спосіб, у якому передбачають лист з цирконієвого сплаву, піддають лист першій термообробці, яка включає гартування, піддання листа наступній термообробці на ділянці з температурою -фази цирконієвого сплаву, а потім видавлюють ділянки листа для виступання їх з поверхні листа i для одержання опорних поверхонь для паливних стрижнів. Недолік способу, описаного в документі ЕР 0869197 В1, полягає в тому, що обладнання для гартування є відносно дорогим. Хоча рішення попереднього рівня техніки надали функціонуючі роздільні ґратки, все ще бажано надати альтернативу роздільним ґраткам попереднього рівня техніки. Також бажано надати спосіб виготовлення роздільних ґраток, уникаючи потреби гартування. Короткий опис винаходу Задачею представленого винаходу є надання способу виготовлення листа з цирконієвого сплаву без використання гартування, який слабко збільшується у принаймні одному напрямі при нейтронному опроміненні. Іншою задачею представленого винаходу є надання способу виготовлення роздільної ґратки для вставляння паливних стрижнів в тепловидільному блоці ядерної установки без використання гартування, при цьому роздільна гратка слабко збільшується при нейтронному опроміненні в напрямі, перпендикулярному до паливних стрижнів. Вищезгадані задачі вирішуються способами згідно з незалежними пунктами формули винаходу. Додаткові переваги одержуються завдяки ознакам залежних пунктів формули винаходу. Основною ідеєю представленого винаходу є надання способу, за допомогою якого можна виготовляти лист з цирконієвого сплаву, який має коефіцієнт Кірнса, близький до 0,33, у принаймні одному напрямі без використання гартування. Згідно з першим аспектом представленого винаходу, надається спосіб виготовлення листа з цирконієвого сплаву, який є плоским. У способі передбачають лист з цирконієвого сплаву. Спосіб відрізняється тим, що у ньому лист з цирконієвого сплаву піддають принаймні підготовчому холодному прокатуванню і кінцевому холодному прокатуванню, у якому підготовче холодне прокатування і кінцеве холодне прокатування виконуються у спільному напрямі прокатування, термічно обробляють лист з цирконієвого сплаву між підготовчим холодним прокатуванням і кінцевим холодним прокатуванням так, що цирконієвий сплав частково повторно кристалізується, при цьому ступінь повторної кристалізації при термообробці становить не більше ніж 90 відсотків. За допомогою способу згідно з першим аспектом винаходу можна одержувати коефіцієнт Кірнса, близький до 0,33, в напрямі, перпендикулярному до напряму прокатування у площині листа з цирконієвого сплаву без використання гартування. Таким чином, при будівництві заводу для виготовлення роздільних ґраток для паливних стрижнів в тепловидільному блоці ядерного реактора можна уникати інвестицій в печі, придатні для гартування. Спосіб може також включати перед підготовчим холодним прокатуванням принаймні один етап холодного прокатування. Такі додаткові етапи холодного прокатування можуть включатися у спосіб без погіршення кінцевого результату з листом з цирконієвого сплаву, який має коефіцієнт Кірнса, близький до 0,33, в напрямі, перпендикулярному до напряму прокатування в площині листа з цирконієвого сплаву. Напрям прокатування у згаданому принаймні одному холодному прокатуванні перед підготовчим холодним прокатуванням переважно по суті співпадає з напрямом прокатування в підготовчому холодному прокатуванні і кінцевому холодному прокатуванні. У цей спосіб оптимізується кінцевий результат. Для одержання коефіцієнта Кірнса, близького до 0,33, ступінь повторної кристалізації при термообробці повинна становити 20-90 відсотків. Для одержання коефіцієнта Кірнса, якомога ближчого до 0,33, ступінь повторної кристалізації при термообробці повинна становити переважно 40-60 відсотків. Зменшення товщини під час кінцевого холодного прокатування може становити 40-60 відсотків товщини листа з цирконієвого сплаву в напрямі перпендикулярному до площини 2 UA 97822 C2 5 10 15 20 25 30 35 40 45 50 55 листа, перед кінцевим холодним прокатуванням. За допомогою цього холодного прокатування може одержуватися коефіцієнт Кірнса, близький до 0,33. Зменшення товщини під час підготовчого холодного прокатування може становити 40-60 відсотків товщини листа з цирконієвого сплаву в напрямі перпендикулярному до площини листа, перед підготовчим холодним прокатуванням. Під час підготовчого холодного прокатування кристалічна структура цирконієвого сплаву принаймні частково руйнується. Досягається 40-60 відсоткове зменшення оптимального результату. Під час термообробки після підготовчого холодного прокатування, цирконієвий сплав частково повторно кристалізується. Ступінь повторної кристалізації залежить від температури під час термообробки i тривалості термообробки. Термообробка може виконуватися в печі безперервної дії або в печі періодичної дії. В печі безперервної дії лист з цирконієвого сплаву повільно подається крізь піч, тоді як в печі періодичної дії лист з цирконієвого сплаву залишається в спокої. Якщо термообробка виконується в печі безперервної дії, то вона виконується при с температурі 580°С-650 С, переважно при температурі 580°С-630°С і, найбільш переважно, при температурі 580°С-600°С. Вищезгадані температури пристосовані для печі безперервної дії, у якій тривалість термообробки обмежена. При вищезгаданих температурах, термообробка переважно виконується протягом 4-10 хвилин. Коли термообробка виконується в печі періодичної дії, то її тривалість може вибиратися довільним чином. В печі періодичної дії термообробка може виконуватися при температурі 520°С-560°С протягом 1-6 годин. Цирконієвий сплав переважно містить принаймні 96 мас. відсотків цирконію. Також у способі згідно з винаходом можна використовувати цирконієві сплави з вищим вмістом цирконію проте найкращі результати одержуються з вмістом цирконію принаймні 96 відсотків. Цирконієвий сплав може містити будь-який один з ряду різних легуючих матеріалів. Першим прикладом легуючого матеріалу, який розглядається для цирконієвого сплаву в роздільній гратці, є ніобій. В роздільній гратці цирконієвий сплав може містити 0,8-1,2 мас. відсотків ніобію переважно 1,0-1,1 мас. відсотків ніобію i найбільш переважно, 1,02-1,04 мас. відсотків ніобію. Другим прикладом легуючого матеріалу який розглядається для цирконієвого сплаву в роздільній гратці є олово. В роздільній гратці цирконієвий сплав може містити 0,6-1,2 мас. відсотків олова i переважно 0,6-0,8 мас. відсотків олова. Третім прикладом легуючого матеріалу, який розглядається для цирконієвого сплаву в роздільній гратці, є залізо. В роздільній гратці цирконієвий сплав може містити 0,1-0,3 мас. відсотків заліза. Цирконієвий сплав, використовуваний у способі згідно з винаходом, може містити будь-яку суміш вищезгаданих легуючих матеріалів. В переважному варіанті виконання, цирконієвий сплав містить тільки олово, залізо і ніобій. Будь-які додаткові легуючі матеріали присутні в концентрації, менше 0,05 мас. відсотків. Згідно з другим аспектом представленого винаходу, надається спосіб виготовлення роздільної ґратки для вставляння паливних стрижнів в тепловидільному блоці ядерної установки, при цьому роздільна гратка формує лунки для паливних стрижнів. Спосіб відрізняється тим, що у ньому передбачають лист з цирконієвого сплаву за одним із попередніх пунктів формули винаходу, розрізають виготовлений лист з цирконієвого сплаву на смуги, поздовжня вісь симетрії яких перпендикулярна до напряму прокатування, і позиціонують та скріплюють смуги для формування роздільної ґратки так, що поздовжня вісь симетрії смуг проходить перпендикулярно до поздовжньої вісі лунок ґратки. В наступних переважних варіантах виконання винахід буде описуватися з посиланням на додані креслення. Короткий опис креслень Фіг 1а зображає лист з цирконієвого сплаву, який використовується у способі згідно з варіантом виконання винаходу для виготовлення листа з цирконієвого сплаву. Фіг 1b зображає лист з цирконієвого сплаву, який був виготовлений з використанням способу згідно з варіантом виконання представленого винаходу. Фіг. 2 зображає роздільну гратку згідно з варіантом виконання представленого винаходу. Опис переважних варіантів виконання В наступному описі переважних варіантів виконання винаходу подібні ознаки будуть позначатися на різних фігурах однаковими позиційними позначеннями. 3 UA 97822 C2 5 10 15 20 25 30 35 40 45 50 55 Фіг 1а зображає лист 2 з цирконієвого сплаву, який використовується у способі згідно з варіантом виконання винаходу для виготовлення листа 1 з цирконієвого сплаву. Фіг 1b зображає лист 1 з цирконієвого сплаву, який був виготовлений з використанням способу згідно з варіантом виконання представленого винаходу. Лист 2 з цирконієвого сплаву, а також лист 1 з цирконієвого сплаву має поздовжню вісь В і поперечну вісь А, які разом визначають площину ВА. Лист 2 з цирконієвого сплаву і лист 1 з цирконієвого сплаву мають товщину, яка вимірюється вздовж вісі С, перпендикулярній до площини ВА. Лист 1 з цирконієвого сплаву виготовляється, починаючи з електрода з цирконієвого сплаву, який містить приблизно 0,8-1,2 мас. відсотків ніобію, 0,1-0,3 мас. відсотків заліза і 0,6-0,8 мас. відсотків олова маси електрода, і який виготовляється спресовуванням цирконієвих брикетів разом з легуючими матеріалами. Електрод плавиться у вакуумі з формуванням відливка, який після цього плавиться у вакуумі принаймні один раз, після чого відливок кують з одержанням матеріалу, який має товщину 100-125 мм, який, у свою чергу, обробляється, а його поверхня кондиціонується. Потім, матеріал піддається -гартуванню. Потім матеріал прокатується в гарячому стані за декілька етапів з одержанням листа 2 з цирконієвого сплаву. Кількість етапів і товщини, після кожного гарячого прокатування залежать від кінцевої товщини, яка вимагається для листа 2 з цирконієвого сплаву. Матеріал може виготовлятися іншими способами, відмінними від описаного вище. Лист 2 з цирконієвого сплаву, який був приготований згідно з вищезгаданим описом, потім піддають принаймні підготовчому холодному прокатуванню. Напрям прокатування під час підготовчого холодного прокатування співпадає з поздовжньою віссю В. В листі 2 з цирконієвого сплаву товщина зменшується вздовж вісі С. Зменшення товщини під час підготовчого прокатування становить 40-60 відсотків товщини листа з цирконієвого сплаву вздовж вісі С перед підготовчим холодним прокатуванням. Після підготовчого холодного прокатування лист 2 з цирконієвого сплаву піддають термообробці так, що цирконієвий сплав частково повторно кристалізується. Термообробку виконують в печі безперервної дії протягом 4-10 хвилин при температурі 580-650°С, переважно при температурі 580-630°С і, найбільш переважно, при температурі 580-600°С. Ступінь повторної кристалізації під час термообробки становить 20-90 відсотків і переважно 40-60 відсотків. Після термообробки лист 2 з цирконієвого сплаву піддають кінцевому холодному прокатуванню з одержанням кінцевих розмірів. Напрям прокатування під час кінцевого холодного прокатування відповідає поздовжній вісі В. Зменшення товщини під час кінцевого холодного прокатування становить 40-60 відсотків товщини листа 2 з цирконієвого сплаву вздовж вісі С перед кінцевим холодним прокатуванням. Таким чином, виготовляється лист 1 з цирконієвого сплаву. Лист 1 з цирконієвого сплаву, одержаний згідно з описаним способом, має коефіцієнт Кірнса вздовж поперечної вісі А, близький до 0,33. Можна включити додаткові холодні прокатування перед підготовчим холодним прокатуванням. Такі додаткові холодні прокатування виконуються після термообробок для повторної кристалізації цирконієвого сплаву в листі 2 перед наступним додатковим холодним прокатуванням або підготовчим холодним прокатуванням. Згідно з альтернативним варіантом реалізації способу, термообробку між підготовчим холодним прокатуванням і кінцевим холодним прокатуванням виконують в печі періодичної дії протягом 1-6 годин при температурі 520-590°С. Фіг 2 зображає роздільну гратку 3 згідно з варіантом виконання представленого винаходу. Роздільна гратка 3 має ряд смуг 4 з цирконієвого сплаву, які формують лунки 5 для паливних стрижнів. Лунки 5 ґратки визначають поздовжній напрям 6. Смуги 4 з цирконієвого сплаву сформовані з листа 1 з цирконієвого сплаву шляхом розрізання його вздовж ліній 7, як це показано на Фіг 1а, так, що поздовжня вісь В смуг 4 з цирконієвого сплаву співпадає з поперечною віссю А листа 1 з цирконієвого сплаву і, таким чином, є перпендикулярною до поздовжньої вісі В листа 1 з цирконієвого сплаву. Смуги 4 з цирконієвого сплаву розміщуються в роздільній гратці 3 так, що їх поздовжня вісь перпендикулярна до поздовжнього напряму 6 лунок 5 ґратки. Коефіцієнт Кірнса роздільної ґратки 3 вздовж поздовжньої вісі смуг з цирконієвого сплаву і перпендикулярно до поздовжнього напряму 6 лунок 5 ґратки становить біля 0,33. Коли роздільна гратка 3 згідно з винаходом використовується в ядерному реакторі, то вона буде піддаватися нейтронному опроміненню і буде збільшуватися внаслідок цього опромінення. Однак, роздільна гратка буде залишатися сталою в розмірі в напрямі, перпендикулярному до поздовжнього напряму лунок 5 ґратки, внаслідок коефіцієнта Кірнса роздільної ґратки, який становить біля 0,33 в цьому напрямі. 4 UA 97822 C2 5 Описані варіанти виконання можуть змінюватися багатьма способами без виходу за рамки представленого винаходу, який обмежується тільки формулою винаходу. Наприклад, не потрібно, щоб цирконієвий сплав містив усі вищезгадані легуючі матеріали. Для цирконієвого сплаву достатньо містити один з вищезгаданих легуючих матеріалів. Для простоти на Фіг. 2 роздільна гратка має тільки 9 лунок. Можна передбачити роздільну гратку з будь-якою бажаною кількістю лунок. ФОРМУЛА ВИНАХОДУ 10 15 20 25 30 35 40 45 50 55 1. Спосіб виготовлення листа (2) з цирконієвого сплаву як заготовки для одержання роздільної ґратки (3) тепловидільного блока ядерної установки, за яким, як вихідну заготовку, використовують попередньо підданий гарячій прокатці лист (1) з цирконієвого сплаву, що містить площину (ВА), який відрізняється тим, що у ньому: піддають лист (2) з цирконієвого сплаву принаймні підготовчому холодному прокатуванню і кінцевому холодному прокатуванню з утворенням листа (2) з цирконієвого сплаву, причому підготовче холодне прокатування і кінцеве холодне прокатування виконують в спільному напрямі прокатування, термічно обробляють лист (2) з цирконієвого сплаву між підготовчим холодним прокатуванням і кінцевим холодним прокатуванням так, що сплав на основі цирконію частково повторно кристалізується, при цьому ступінь повторної кристалізації при термообробці становить не більше ніж 90 відсотків. 2. Спосіб за п. 1, який відрізняється тим, що у ньому перед підготовчим холодним прокатуванням також виконують принаймні одне холодне прокатування. 3. Спосіб за п. 2, який відрізняється тим, що напрям прокатування у згаданому принаймні одному холодному прокатуванні перед підготовчим холодним прокатуванням по суті співпадає з напрямом прокатування в підготовчому холодному прокатуванні і кінцевому холодному прокатуванні. 4. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що ступінь повторної кристалізації при термообробці становить принаймні 20 відсотків. 5. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що ступінь повторної кристалізації при термообробці становить принаймні 40 відсотків. 6. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що ступінь повторної кристалізації при термообробці становить не більше ніж 60 відсотків. 7. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що зменшення товщини листа (2) з цирконієвого сплаву під час кінцевого холодного прокатування становить 40-60 відсотків його товщини в напрямі, перпендикулярному до площини (ВА), перед кінцевим холодним прокатуванням. 8. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що зменшення товщини листа (2) з цирконієвого сплаву під час підготовчого холодного прокатування становить 40-60 відсотків його товщини в напрямі, перпендикулярному до площини (ВА), перед підготовчим холодним прокатуванням. 9. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що термообробку виконують в печі безперервної дії. 10. Спосіб за п. 9, який відрізняється тим, що термообробку виконують при температурі 580650 °С. 11. Спосіб за п. 9 або п. 10, який відрізняється тим, що термообробку виконують при температурі 580-630 °С. 12. Спосіб за п. 9, 10 або 11, який відрізняється тим, що термообробку виконують при температурі 580-600 °С. 13. Спосіб за будь-яким з пп. 9-12, який відрізняється тим, що термообробку виконують протягом 4-10 хвилин. 14. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що термообробку виконують в печі періодичної дії. 15. Спосіб за п. 14, який відрізняється тим, що термообробку виконують при температурі 520590 °С. 16. Спосіб за п. 14 або п. 15, який відрізняється тим, що термообробку виконують протягом 1-6 годин. 17. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що цирконієвий сплав містить принаймні 96 мас. % цирконію. 5 UA 97822 C2 5 10 15 20 18. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що цирконієвий сплав містить ніобій. 19. Спосіб за п. 18, який відрізняється тим, що цирконієвий сплав містить 0,8-1,2 мас. % ніобію. 20. Спосіб за п. 18 або п. 19, який відрізняється тим, що цирконієвий сплав містить 1,0-1,1 мас. % ніобію. 21. Спосіб за п. 18, 19 або 20, який відрізняється тим, що цирконієвий сплав містить 1,02-1,04 мас. % ніобію. 22. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що цирконієвий сплав додатково містить олово. 23. Спосіб за п. 22, який відрізняється тим, що цирконієвий сплав містить 0,6-1,2 мас. % олова. 24. Спосіб за п. 22 або п. 23, який відрізняється тим, що цирконієвий сплав містить 0,6-0,8 мас. % олова. 25. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що цирконієвий сплав додатково містить залізо. 26. Спосіб за п. 25, який відрізняється тим, що цирконієвий сплав містить 0,1-0,3 мас. % заліза. 27. Спосіб виготовлення роздільної ґратки (3) для вставляння паливних стрижнів в тепловидільному блоці ядерної установки, при цьому роздільна ґратка (3) формує лунки (5) для паливних стрижнів, який відрізняється тим, що у ньому: передбачають лист (1) з цирконієвого сплаву за будь-яким із попередніх пунктів, розрізають лист (1) з цирконієвого сплаву на смуги (4) з поздовжньою віссю (В), перпендикулярною до напряму прокатування, і позиціонують та скріпляють смуги (4) з цирконієвого сплаву для формування роздільної ґратки (3) так, що їх поздовжні осі (В) проходять перпендикулярно поздовжньому напряму (6) лунок (5) ґратки. Комп’ютерна верстка О. Гапоненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing sheet metal of zirconium alloy as a blank for manufacturing a spacer grid of fuel element nuclear plant and method for manufacturing spacer grid for inserting fuel rods
Автори англійськоюHallstadius, Lars, Dahlback, Mats, Bates, John, Dougherty, James, King, Steven, Comstock, Robert
Назва патенту російськоюСпособ изготовления листа из циркониевого сплава как заготовки для получения разделительной решетки тепловыделяющего блока ядерной установки и способ изготовления разделительной решетки для вставки топливных стержней
Автори російськоюХальстадиус Ларс, Дахльбек Матс, Бейтс Джон, Дохерти Джеймс, Кинг Стивен, Комсток Роберт
МПК / Мітки
МПК: C22C 16/00, C22F 1/18
Мітки: тепловидільного, вставляння, роздільної, стрижнів, ядерної, заготовки, паливних, установки, сплаву, блока, одержання, спосіб, цирконієвого, листа, ґратки, виготовлення
Код посилання
<a href="https://ua.patents.su/8-97822-sposib-vigotovlennya-lista-z-cirkoniehvogo-splavu-yak-zagotovki-dlya-oderzhannya-rozdilno-ratki-teplovidilnogo-bloka-yaderno-ustanovki-i-sposib-vigotovlennya-rozdilno-ratki-dlya-vs.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення листа з цирконієвого сплаву як заготовки для одержання роздільної ґратки тепловидільного блока ядерної установки і спосіб виготовлення роздільної ґратки для вставляння паливних стрижнів</a>
Спосіб одержання свинцевого сплаву для виготовлення акумуляторів
Номер патенту: 95520
Опубліковано: 10.08.2011
Автори: Казача Юрій Іванович, Скосар Вячеслав Юрійович, Дзензерський Віктор Олександрович, Іванов Володимир Анатолійович, Бурилов Сергій Володимирович, Шнуровий Сергій Володимирович, Ларенишев Євген Вікторович
МПК: H01M 4/66, H01M 4/16, C22C 11/00
Мітки: спосіб, виготовлення, свинцевого, одержання, сплаву, акумуляторів
Формула / Реферат:
Спосіб одержання свинцевого сплаву для виготовлення акумуляторів, за яким в розплавлений свинець вводять 0,04-0,30 мас. % кальцію і 0,20-2,50 мас. % олова, сплав кристалізують у вигляді смуги і охолоджують до певної температури, при якій прокатують з одержаного сплаву стрічку при ступені деформації 85-95 % у прокатних клітях стану, після чого проводять штучне старіння одержаної стрічки цього сплаву, який відрізняється тим, що в...
Спосіб одержання свинцевого сплаву для виготовлення акумуляторів
Номер патенту: 86859
Опубліковано: 25.05.2009
Автори: Скосар Юрій Іванович, Скосар Вячеслав Юрійович, Дзензерський Віктор Олександрович, Бурилов Сергій Володимирович, Казача Юрій Іванович
МПК: C22C 11/00, C22B 13/00, H01M 10/04
Мітки: акумуляторів, спосіб, сплаву, виготовлення, свинцевого, одержання
Формула / Реферат:
Спосіб одержання свинцевого сплаву для виготовлення акумуляторів, який включає введення в розплавлений свинець кальцію у розрахунку 0,04-0,30 мас. %, кристалізацію сплаву у вигляді смуги, проведення прокатки з нього стрічки та проведення старіння одержаного сплаву, який відрізняється тим, що в розплавлений свинець додатково вводять олово в розрахунку 0,20-2,50 мас. %, сплав кристалізують та додатково прохолоджують до температури 50-80 °С, при...
Спосіб виготовлення деталі з алюмінію або алюмінієвого сплаву з покриттям (варіанти), деталі з алюмінію або алюмінієвого сплаву, отримані з його використанням, спосіб їх з’єднання та суміш для покриття деталей

Номер патенту: 71969
Опубліковано: 17.01.2005
Автори: Сесеке-Коуро Ульріх, Фрехсе Йоахім, Бекер Андреас
МПК: C23C 20/00, B23K 35/362
Мітки: покриттям, з'єднання, варіанти, сплаву, покриття, алюмінію, використанням, алюмінієвого, отримані, деталей, виготовлення, деталі, суміш, спосіб
Формула / Реферат:
1. Спосіб виготовлення деталі з алюмінію або алюмінієвого сплаву з покриттям, яке містить гексафторсилікат лужного металу або складається з нього, при цьому використовують чистий гексафторсилікат лужного металу або суміш гексафторсилікату лужного металу з фторалюмінатом лужного металу у кількості максимально 5 мас. % у перерахунку на використовуваний гексафторсилікат лужного металу, і на деталь методом сухого або мокрого нанесення флюсу...
Лист із алюмінієвого сплаву для виготовлення корпусів банок та спосіб його виготовлення

Номер патенту: 4774
Опубліковано: 28.12.1994
Автор: Дідьє Тейрлінк
МПК: C22F 1/04, C22C 21/06
Мітки: лист, виготовлення, корпусів, банок, спосіб, сплаву, алюмінієвого
Формула / Реферат:
1. Лист из алюминиевого сплава для изготовления корпусов банок преимущественно путем штамповки-вытяжки для газированных и негазированных напитков, содержащий кремний, железо, марганец, медь, магний, титан и алюминий, отличающийся тем, что, с целью повышения качества поверхности банок, лист имеет на 10-25% поверхности равномерно распределенные частицы, образованные аморфными оксидами алюминия и кристаллическими оксидами магния и алюминия...
Спосіб одержання заготівок алюмінієвого сплаву для виготовлення шпильок, призначених для ударного конденсаторного приварювання
Номер патенту: 63127
Опубліковано: 15.01.2004
Автори: Чвертко Наталія Анатоліївна, Калеко Давид Михайлович
МПК: C21D 8/06
Мітки: сплаву, виготовлення, заготівок, приварювання, шпильок, конденсаторного, алюмінієвого, призначених, одержання, ударного, спосіб
Формула / Реферат:
Спосіб одержання заготівок алюмінієвого сплаву для виготовлення шпильок, призначених для ударного конденсаторного приварювання, що включає операції виливання заготівки, охолодження її до температури 370 - 480 °С, прокатки напівфабрикату, протягання його до номінального діаметра, який відрізняється тим, що перед виготовленням шпильок напівфабрикат стрижня повторно нагрівають до температури розчинення надлишкової фази в межах 300 - 450 °С,...
Попередній патент: Циклізовані похідні як інгібітори eg-5
Наступний патент: Очищаюча композиція, спосіб очищення, поверхнево-активна система та її застосування
Випадковий патент: Блок живлення із захистом від перенапруги