Спосіб одержання заготівок алюмінієвого сплаву для виготовлення шпильок, призначених для ударного конденсаторного приварювання
Номер патенту: 63127
Опубліковано: 15.01.2004
Автори: Чвертко Наталія Анатоліївна, Калеко Давид Михайлович
Формула / Реферат
Спосіб одержання заготівок алюмінієвого сплаву для виготовлення шпильок, призначених для ударного конденсаторного приварювання, що включає операції виливання заготівки, охолодження її до температури 370 - 480 °С, прокатки напівфабрикату, протягання його до номінального діаметра, який відрізняється тим, що перед виготовленням шпильок напівфабрикат стрижня повторно нагрівають до температури розчинення надлишкової фази в межах 300 - 450 °С, витримують до гомогенізації структури, гартують у воді і проводять наступне гаряче осадження уздовж осі стрижня до його укорочення не менш чим на 40 % і холодне протягування, відновлюючи довжину стрижня до 80 % первісної.
Текст
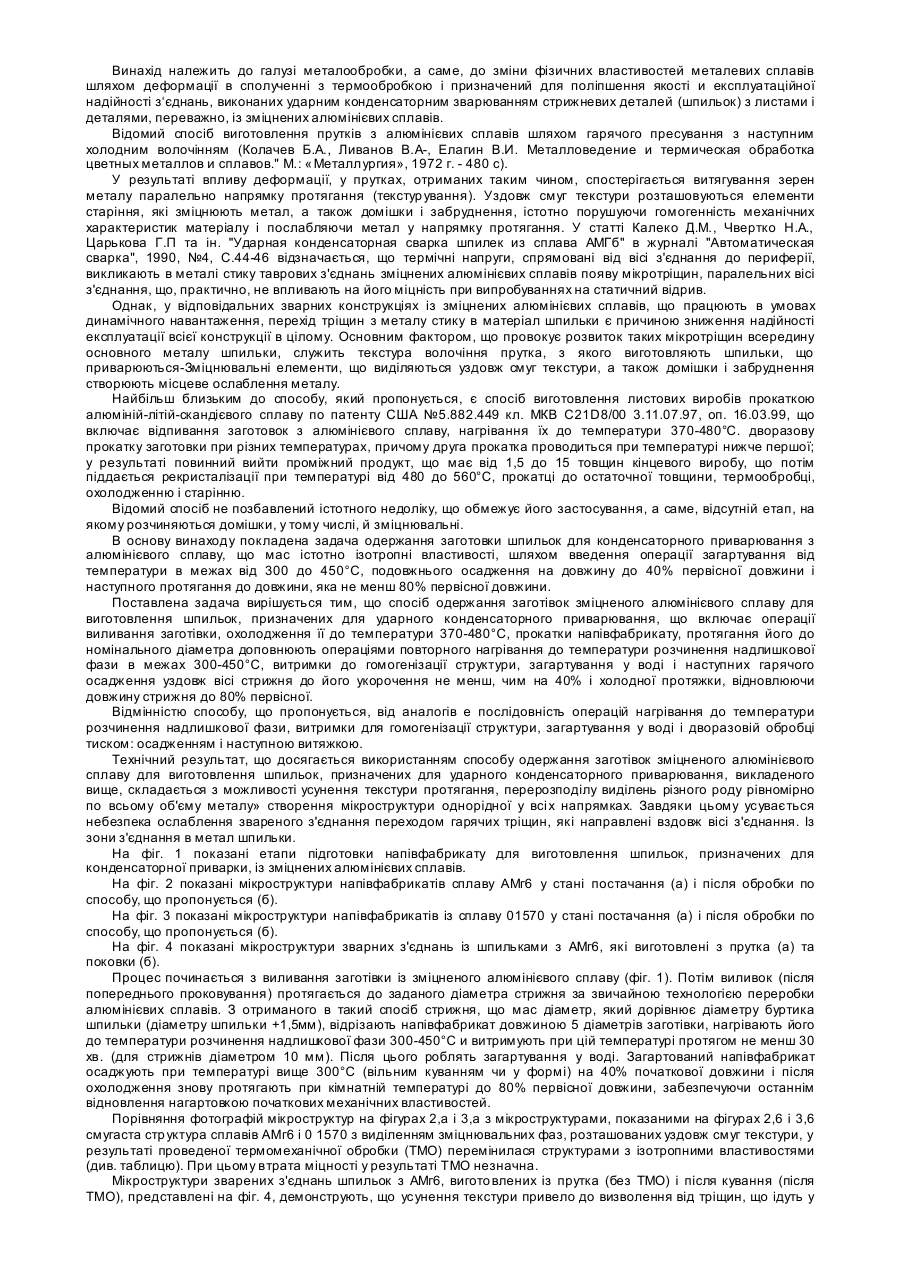
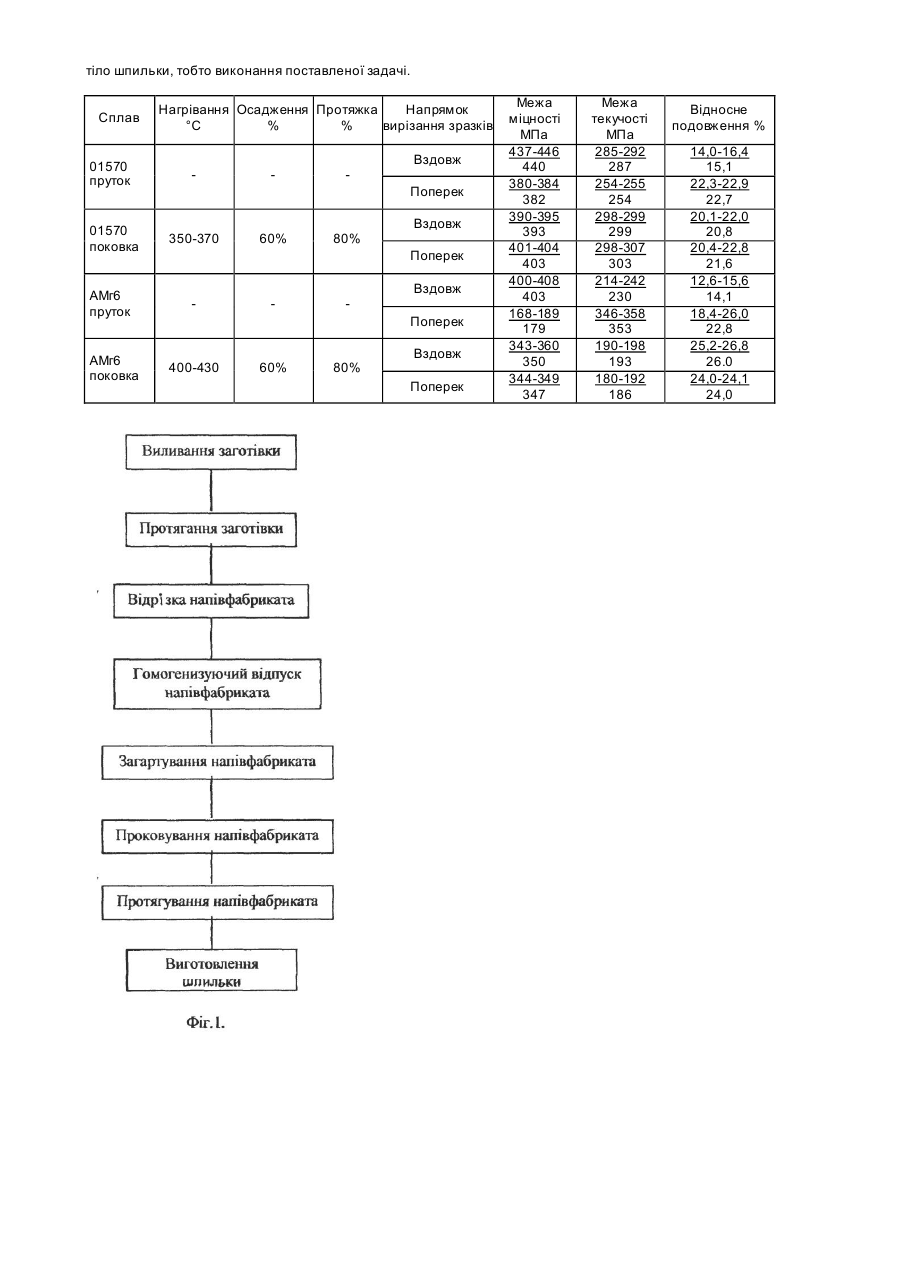
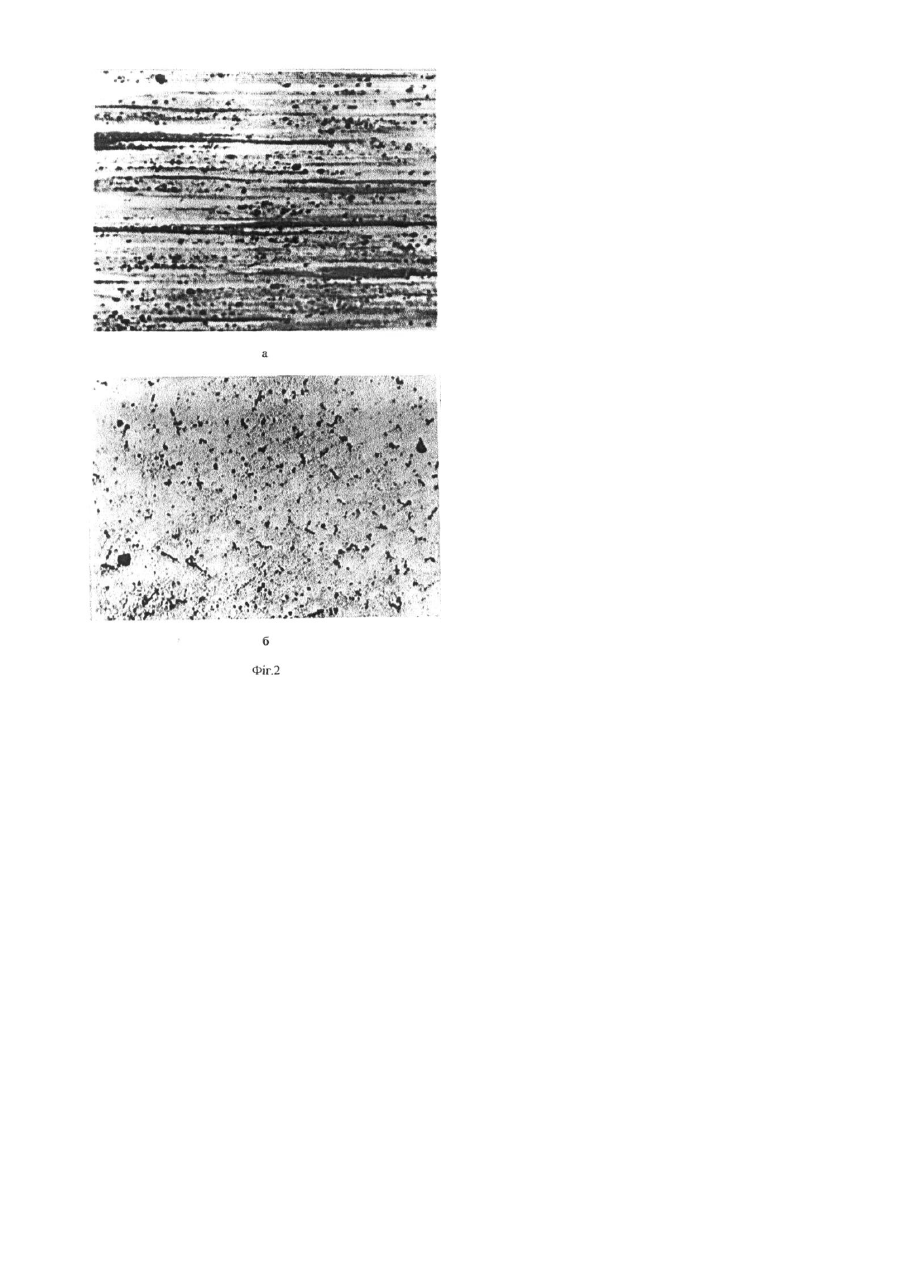
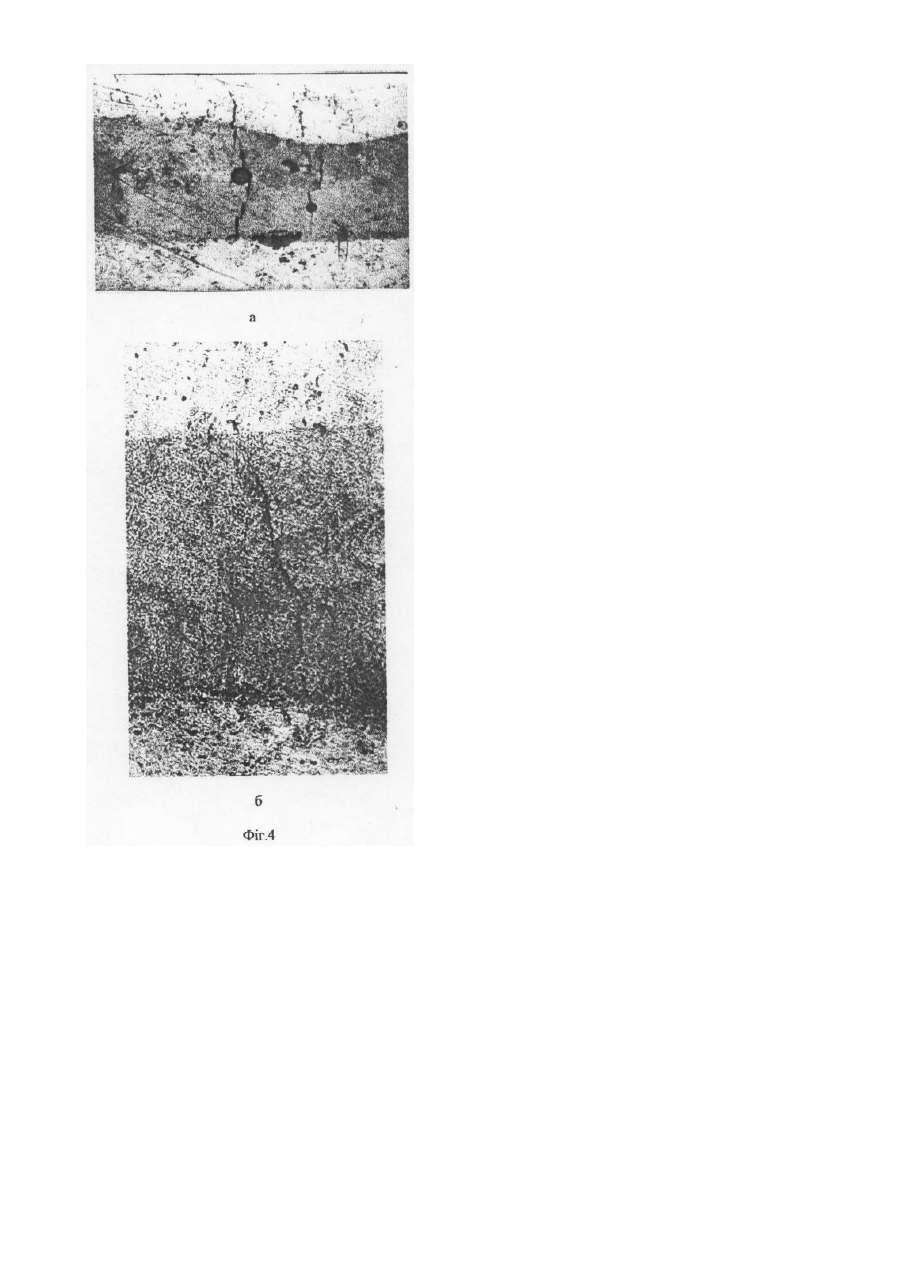
Винахід належить до галузі металообробки, а саме, до зміни фізичних властивостей металевих сплавів шляхом деформації в сполученні з термообробкою і призначений для поліпшення якості и експлуатаційної надійності з‘єднань, виконаних ударним конденсаторним зварюванням стрижневих деталей (шпильок) з листами і деталями, переважно, із зміцнених алюмінієвих сплавів. Відомий спосіб виготовлення прутків з алюмінієвих сплавів шляхом гарячого пресування з наступним холодним волочінням (Колачев Б.А., Ливанов В.А-, Елагин В.И. Металловедение и термическая обработка цветных металлов и сплавов." М.: « Металлургия», 1972 г. - 480 с). У результаті впливу деформації, у прутках, отриманих таким чином, спостерігається витягування зерен металу паралельно напрямку протягання (текстур ування). Уздовж смуг текстури розташовуються елементи старіння, які зміцнюють метал, а також домішки і забруднення, істотно порушуючи гомогенність механічних характеристик матеріалу і послабляючи метал у напрямку протягання. У статті Калеко Д.М., Чвертко Н.А., Царькова Г.П та ін. "Ударная конденсаторная сварка шпилек из сплава АМГб" в журналі "Автоматическая сварка", 1990, №4, С.44-46 відзначається, що термічні напруги, спрямовані від вісі з'єднання до периферії, викликають в металі стику таврових з'єднань зміцнених алюмінієвих сплавів появу мікротріщин, паралельних вісі з'єднання, що, практично, не впливають на його міцність при випробуваннях на статичний відрив. Однак, у відповідальних зварних конструкціях із зміцнених алюмінієвих сплавів, що працюють в умовах динамічного навантаження, перехід тріщин з металу стику в матеріал шпильки є причиною зниження надійності експлуатації всієї конструкції в цілому. Основним фактором, що провокує розвиток таких мікротріщин всередину основного металу шпильки, служить текстура волочіння прутка, з якого виготовляють шпильки, що приварюються-Зміцнювальні елементи, що виділяються уздовж смуг текстури, а також домішки і забруднення створюють місцеве ослаблення металу. Найбільш близьким до способу, який пропонується, є спосіб виготовлення листових виробів прокаткою алюміній-літій-скандієвого сплаву по патенту США №5.882.449 кл. МКВ C21D8/00 3.11.07.97, oп. 16.03.99, що включає відпивання заготовок з алюмінієвого сплаву, нагрівання їх до температури 370-480°С. дворазову прокатку заготовки при різних температурах, причому друга прокатка проводиться при температурі нижче першої; у результаті повинний вийти проміжний продукт, що має від 1,5 до 15 товщин кінцевого виробу, що потім піддається рекристалізації при температурі від 480 до 560°С, прокатці до остаточної товщини, термообробці, охолодженню і старінню. Відомий спосіб не позбавлений істотного недоліку, що обмежує його застосування, а саме, відсутній етап, на якому розчиняються домішки, у тому числі, й зміцнювальні. В основу винаходу покладена задача одержання заготовки шпильок для конденсаторного приварювання з алюмінієвого сплаву, що мас істотно ізотропні властивості, шляхом введення операції загартування від температури в межах від 300 до 450°С, подовжнього осадження на довжину до 40% первісної довжини і наступного протягання до довжини, яка не менш 80% первісної довжини. Поставлена задача вирішується тим, що спосіб одержання заготівок зміцненого алюмінієвого сплаву для виготовлення шпильок, призначених для ударного конденсаторного приварювання, що включає операції виливання заготівки, охолодження її до температури 370-480°С, прокатки напівфабрикату, протягання його до номінального діаметра доповнюють операціями повторного нагрівання до температури розчинення надлишкової фази в межах 300-450°С, витримки до гомогенізації структури, загартування у воді і наступних гарячого осадження уздовж вісі стрижня до його укорочення не менш, чим на 40% і холодної протяжки, відновлюючи довжину стрижня до 80% первісної. Відмінністю способу, що пропонується, від аналогів е послідовність операцій нагрівання до температури розчинення надлишкової фази, витримки для гомогенізації структури, загартування у воді і дворазовій обробці тиском: осадженням і наступною витяжкою. Технічний результат, що досягається використанням способу одержання заготівок зміцненого алюмінієвого сплаву для виготовлення шпильок, призначених для ударного конденсаторного приварювання, викладеного вище, складається з можливості усунення текстури протягання, перерозподілу виділень різного роду рівномірно по всьому об'єму металу» створення мікроструктури однорідної у всі х напрямках. Завдяки цьому усувається небезпека ослаблення звареного з'єднання переходом гарячих тріщин, які направлені вздовж вісі з'єднання. Із зони з'єднання в метал шпильки. На фіг. 1 показані етапи підготовки напівфабрикату для виготовлення шпильок, призначених для конденсаторної приварки, із зміцнених алюмінієвих сплавів. На фіг. 2 показані мікроструктури напівфабрикатів сплаву АМг6 у стані постачання (а) і після обробки по способу, що пропонується (б). На фіг. 3 показані мікроструктури напівфабрикатів із сплаву 01570 у стані постачання (а) і після обробки по способу, що пропонується (б). На фіг. 4 показані мікроструктури зварних з'єднань із шпильками з АМг6, які виготовлені з прутка (а) та поковки (б). Процес починається з виливання заготівки із зміцненого алюмінієвого сплаву (фіг. 1). Потім виливок (після попереднього проковування) протягається до заданого діаметра стрижня за звичайною технологією переробки алюмінієвих сплавів. З отриманого в такий спосіб стрижня, що мас діаметр, який дорівнює діаметру буртика шпильки (діаметру шпильки +1,5мм), відрізають напівфабрикат довжиною 5 діаметрів заготівки, нагрівають його до температури розчинення надлишкової фази 300-450°С и витримують при цій температурі протягом не менш 30 хв. (для стрижнів діаметром 10 мм). Після цього роблять загартування у воді. Загартований напівфабрикат осаджують при температурі вище 300°С (вільним куванням чи у формі) на 40% початкової довжини і після охолодження знову протягають при кімнатній температурі до 80% первісної довжини, забезпечуючи останнім відновлення нагартовкою початкових механічних властивостей. Порівняння фотографій мікроструктур на фігурах 2,а і 3,а з мікроструктурами, показаними на фігурах 2,6 і 3,6 смугаста стр уктура сплавів АМг6 і 0 1570 з виділенням зміцнювальних фаз, розташованих уздовж смуг текстури, у результаті проведеної термомеханічної обробки (ТМО) перемінилася структурами з ізотропними властивостями (див. таблицю). При цьому втрата міцності у результаті ТМО незначна. Мікроструктури зварених з'єднань шпильок з АМг6, вигото влених із прутка (без ТМО) і після кування (після ТМО), представлені на фіг. 4, демонструють, що усунення текстури привело до визволення від тріщин, що ідуть у тіло шпильки, тобто виконання поставленої задачі. Сплав 01570 пруток 01570 поковка АМг6 пруток АМг6 поковка Нагрівання Осадження Протяжка Напрямок °С % % вирізання зразків Вздовж Поперек 350-370 60% 80% Вздовж Поперек Вздовж Поперек 400-430 60% 80% Вздовж Поперек Межа міцності МПа 437-446 440 380-384 382 390-395 393 401-404 403 400-408 403 168-189 179 343-360 350 344-349 347 Межа текучості МПа 285-292 287 254-255 254 298-299 299 298-307 303 214-242 230 346-358 353 190-198 193 180-192 186 Відносне подовження % 14,0-16,4 15,1 22,3-22,9 22,7 20,1-22,0 20,8 20,4-22,8 21,6 12,6-15,6 14,1 18,4-26,0 22,8 25,2-26,8 26.0 24,0-24,1 24,0
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of blanket of aluminum alloy for manufacture of studs designed for electrostatic percussion welding
Автори англійськоюKalenko Davyd Mykhailovych, Chvertko Natalia Anatoliivna
Назва патенту російськоюСпособ получения заготовок алюминиевого сплава для изготовления шпилек, предназначенных для ударной конденсаторной сварки
Автори російськоюКалеко Давид Михайлович, Чвертко Наталья Анатольевна
МПК / Мітки
МПК: C21D 8/06
Мітки: виготовлення, сплаву, ударного, шпильок, одержання, заготівок, приварювання, призначених, спосіб, алюмінієвого, конденсаторного
Код посилання
<a href="https://ua.patents.su/5-63127-sposib-oderzhannya-zagotivok-alyuminiehvogo-splavu-dlya-vigotovlennya-shpilok-priznachenikh-dlya-udarnogo-kondensatornogo-privaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання заготівок алюмінієвого сплаву для виготовлення шпильок, призначених для ударного конденсаторного приварювання</a>
Матеріал для зварної конструкції з алюмінієвого сплаву almgmn, незварний листовий матеріал з алюмінієвого сплаву almgmn, листовий матеріал для зварних конструкцій з алюмінієвого сплаву almgmn (варіанти),
Номер патенту: 49823
Опубліковано: 15.10.2002
Автори: Коттіньі Лоран, Оффман Жан-Люк, Райно Гі-Мішель, Піллє Жорж
МПК: C22C 21/06
Мітки: конструкції, варіанти, конструкцій, матеріал, незварний, зварних, алюмінієвого, almgmn, зварної, листовий, сплаву
Формула / Реферат:
1. Матеріал для зварної конструкції з алюмінієвого сплаву AlMgMn, до складу якого входять: Mg, Mn, Fe, Si, Zn, Cr, Cu, Ti, який відрізняється тим, що він має такий склад (в мас. %): 3,0<Mg<5,0, 0,5<Мn<1,0, Fe, Si та Zn в таких кількостях, що Fe<0,25, Si<0,25, Zn<0,40, один або декілька з елементів Cr, Cu, Ті в таких кількостях, що Cr<0,25, Cu<0,20, Ті<0,20, інші елементи <0,05 кожний і <0,15 загалом, при...
Лист із алюмінієвого сплаву для виготовлення корпусів банок та спосіб його виготовлення

Номер патенту: 4774
Опубліковано: 28.12.1994
Автор: Дідьє Тейрлінк
МПК: C22F 1/04, C22C 21/06
Мітки: сплаву, виготовлення, банок, корпусів, лист, алюмінієвого, спосіб
Формула / Реферат:
1. Лист из алюминиевого сплава для изготовления корпусов банок преимущественно путем штамповки-вытяжки для газированных и негазированных напитков, содержащий кремний, железо, марганец, медь, магний, титан и алюминий, отличающийся тем, что, с целью повышения качества поверхности банок, лист имеет на 10-25% поверхности равномерно распределенные частицы, образованные аморфными оксидами алюминия и кристаллическими оксидами магния и алюминия...
Спосіб виготовлення алюмінієвого розкиснювача
Номер патенту: 56036
Опубліковано: 15.04.2003
Автори: Сєров Олександр Іванович, Ярославцев Юрій Григорович
МПК: C21C 7/06
Мітки: виготовлення, спосіб, алюмінієвого, розкиснювача
Формула / Реферат:
1. Спосіб виготовлення алюмінієвого розкиснювача, що включає відливку алюмінієвого злитку даної ваги та форми з наступним покриттям його поверхні шаром завданої товщини другого матеріалу, який відрізняється тим, що останній наносять на поверхню алюмінієвого злитку шляхом наморожування, напилення, обволікання або торкретирування.2. Спосіб за п. 1, який відрізняється тим, що усередині алюмінієвого злитку розміщують обважнювач з...
Пристрій для вкручування і викручування шпильок
Номер патенту: 241
Опубліковано: 30.10.1998
Автори: Малишевський Тарас Вікторович, Скибун Олександр Жоржович, Мікульонок Ігор Олегович
МПК: B25B 31/00, B25B 27/14
Мітки: шпильок, вкручування, пристрій, викручування
Формула / Реферат:
1. Пристрій для вкручування І викручування шпильок, що містить стакан з внутрішньою різьбою, яка відповідає різьбі вільного кінця шпильки, та розташований у днищі стакана вздовж його поздовжньої осі різьбовий стержень, який відрізняється тим, що напрямки внутрішньої різьби втулки і різьби різьбового стержня протилежні.2. Пристрій за п. 1, який відрізняється тим, що кінець різьбового стержня виконано у формі півкулі.
Спосіб одержання магнієвого сплаву
Номер патенту: 46123
Опубліковано: 15.05.2002
Автори: Башмаков Олександр Михайлович, Герб Андрій Павлович, Калужська Еллен Леонідівна, Баранник Іван Андрійович
МПК: C22B 9/10, C25C 3/04, C22B 26/00
Мітки: магнієвого, спосіб, сплаву, одержання
Формула / Реферат:
Спосіб одержання магнієвого сплаву, що включає сплавлення магнію-сирцю зі сплавоутворюючими компонентами в тигельній печі під шаром захисного флюсу, або у атмосфері захисного газу з наступним рафінуванням над шаром сольового розплаву в печі безперервного рафінування, який відрізняється тим, що одержаний сплав надходить на рафінування з температурою 650-690°С і проходить через 2-4 послідовно з'єднані рафінувальні камери з поступовим...
Попередній патент: Спосіб захисту міокарда за допомогою інтермітуючої холодової кров’яної кардіоплегії при хірургічній корекції набутих вад серця в умовах штучного кровообігу
Наступний патент: Оброблювальний центр
Випадковий патент: Спосіб лікування гострого експериментального панкреатиту