Спосіб консервації сталевих деталей об’єктів військової техніки
Номер патенту: 98181
Опубліковано: 27.04.2015
Автори: Комаров Володимир Олександрович, Куровська Тетяна Юріївна, Кузнецов Владлен Олександрович, Башинський Володимир Георгійович, Сендецький Микола Миколайович, Дорофєєв Микола Володимирович, Бугера Михайло Григорович

Формула / Реферат
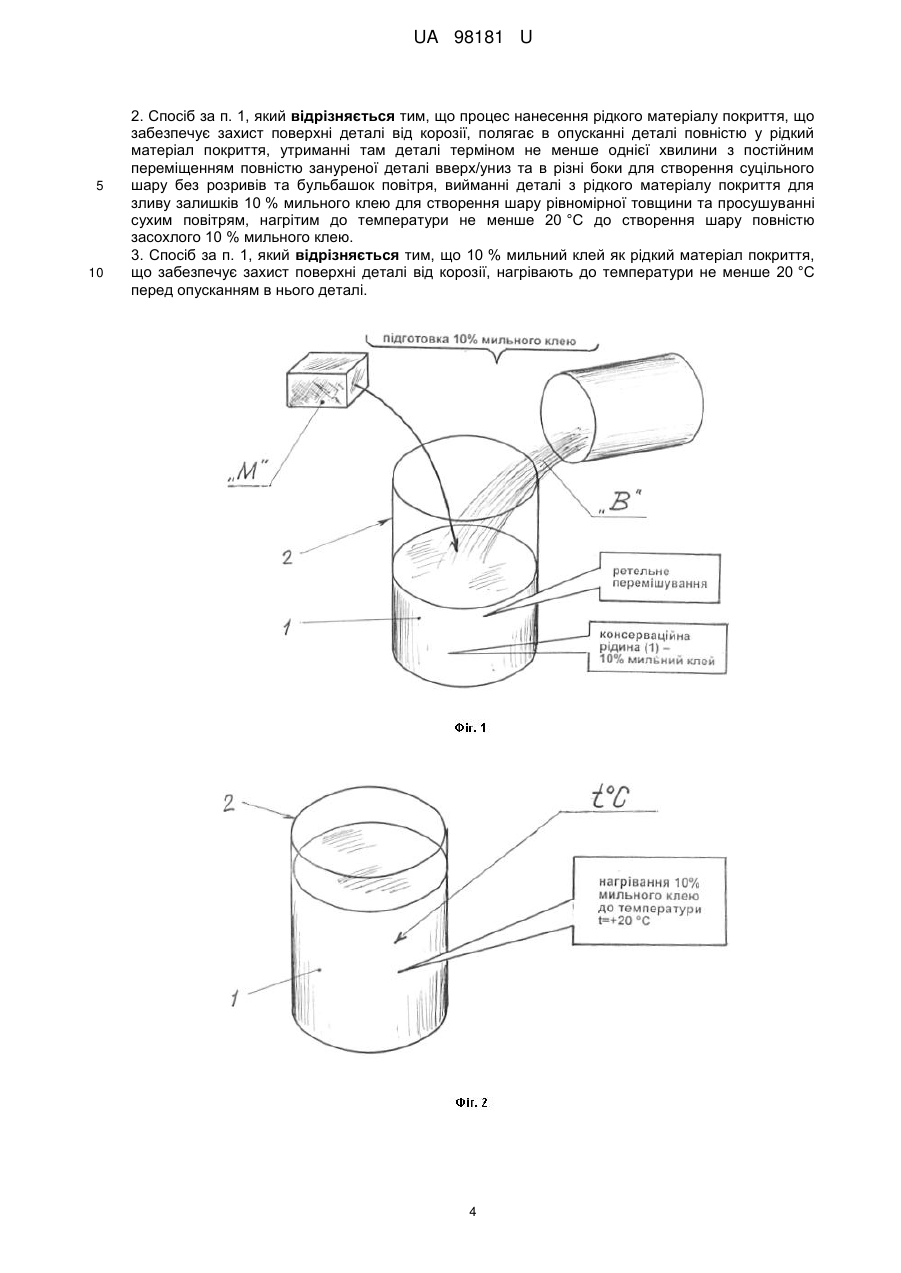
1. Спосіб консервації сталевих деталей об'єктів військової техніки, при якому наносять на зовнішню поверхню деталі рідкий матеріал покриття, що забезпечує захист поверхні деталі від корозії, який відрізняється тим, що як рідкий матеріал покриття для консервації застосовують 10 % мильний клей, який створюють як розчин 6 % господарського мила у воді у пропорції, відповідно, 1:9, що ретельно перемішано до однорідної суміші.
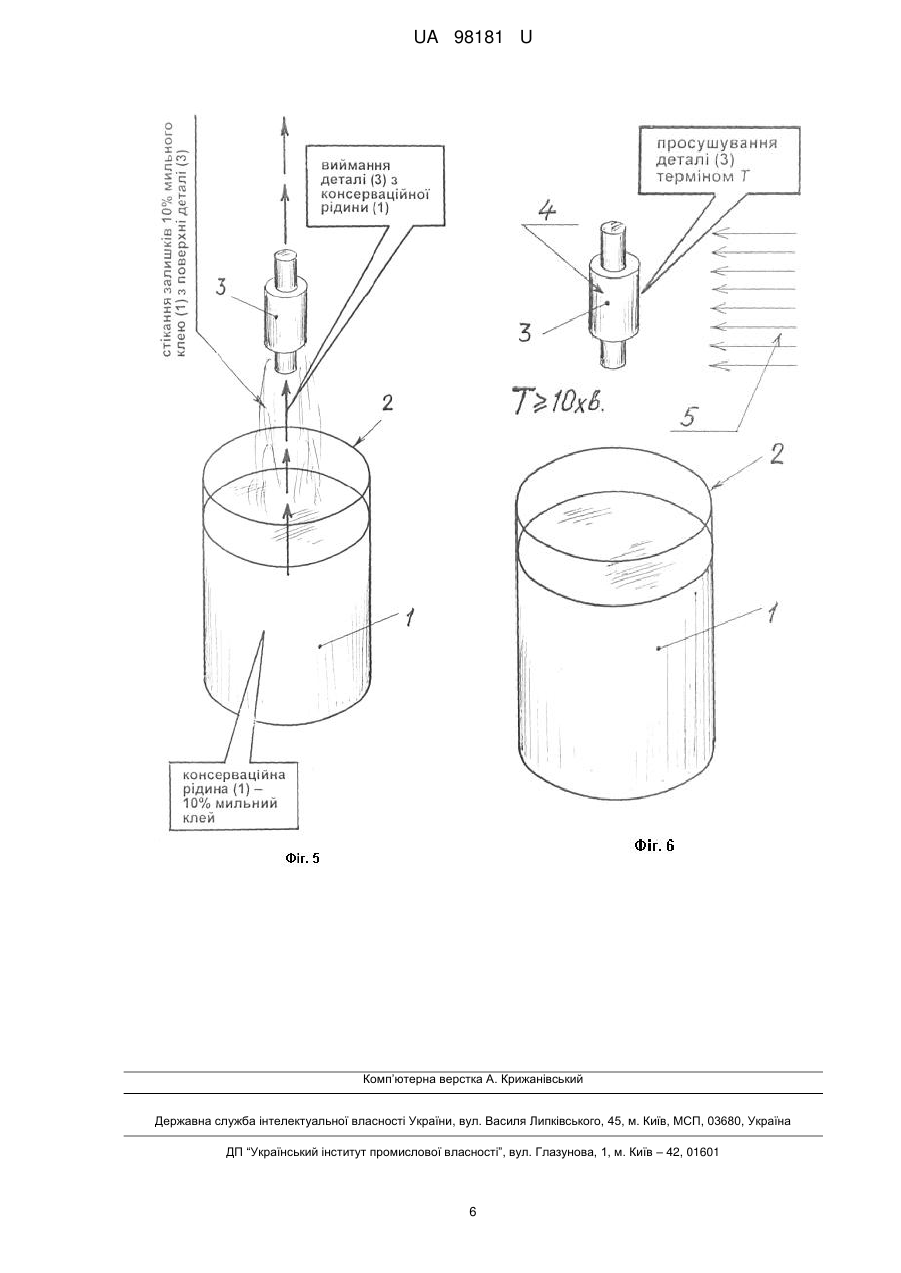
2. Спосіб за п. 1, який відрізняється тим, що процес нанесення рідкого матеріалу покриття, що забезпечує захист поверхні деталі від корозії, полягає в опусканні деталі повністю у рідкий матеріал покриття, утриманні там деталі терміном не менше однієї хвилини з постійним переміщенням повністю зануреної деталі вверх/униз та в різні боки для створення суцільного шару без розривів та бульбашок повітря, вийманні деталі з рідкого матеріалу покриття для зливу залишків 10 % мильного клею для створення шару рівномірної товщини та просушуванні сухим повітрям, нагрітим до температури не менше 20 °C до створення шару повністю засохлого 10 % мильного клею.
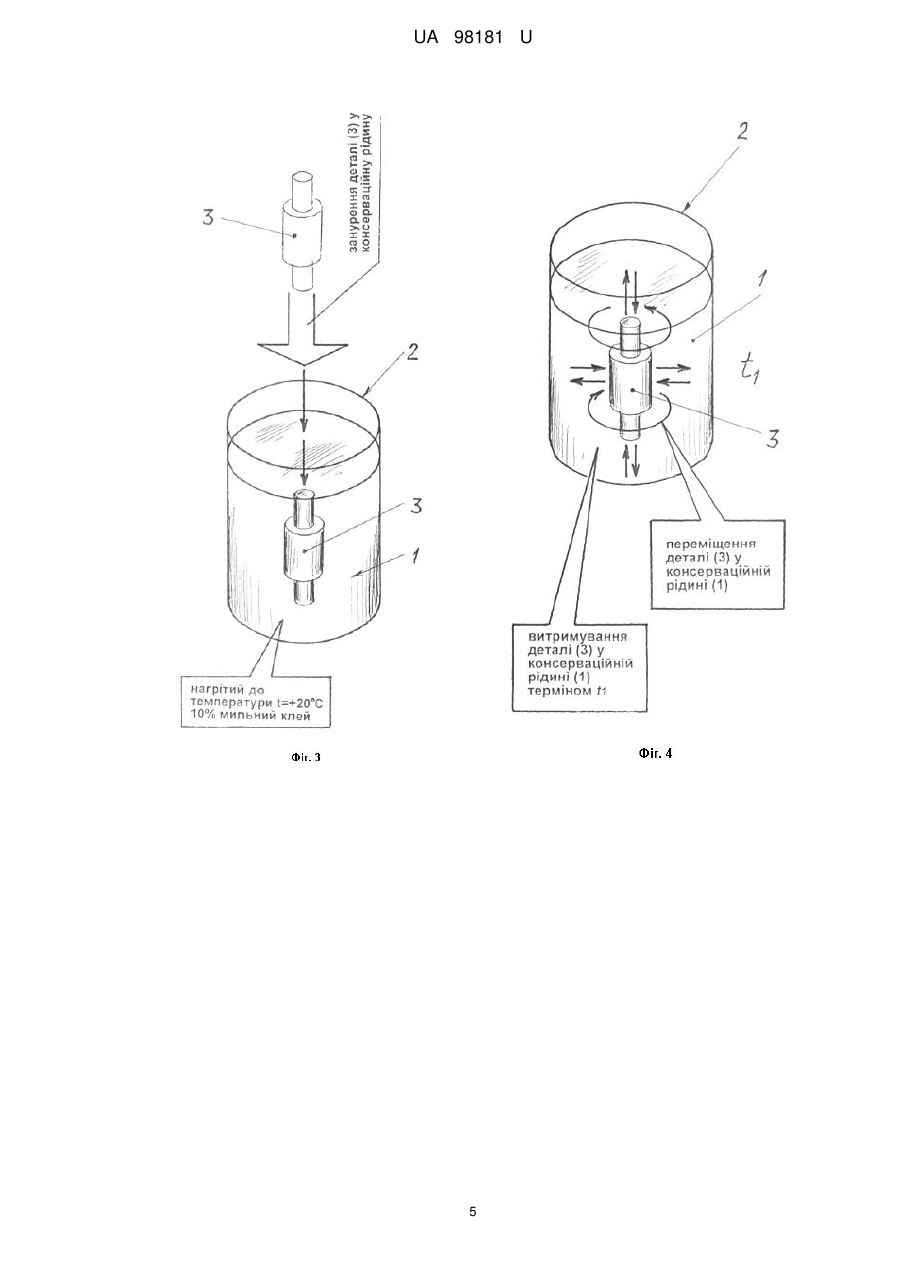
3. Спосіб за п. 1, який відрізняється тим, що 10 % мильний клей як рідкий матеріал покриття, що забезпечує захист поверхні деталі від корозії, нагрівають до температури не менше 20 °C перед опусканням в нього деталі.
Текст
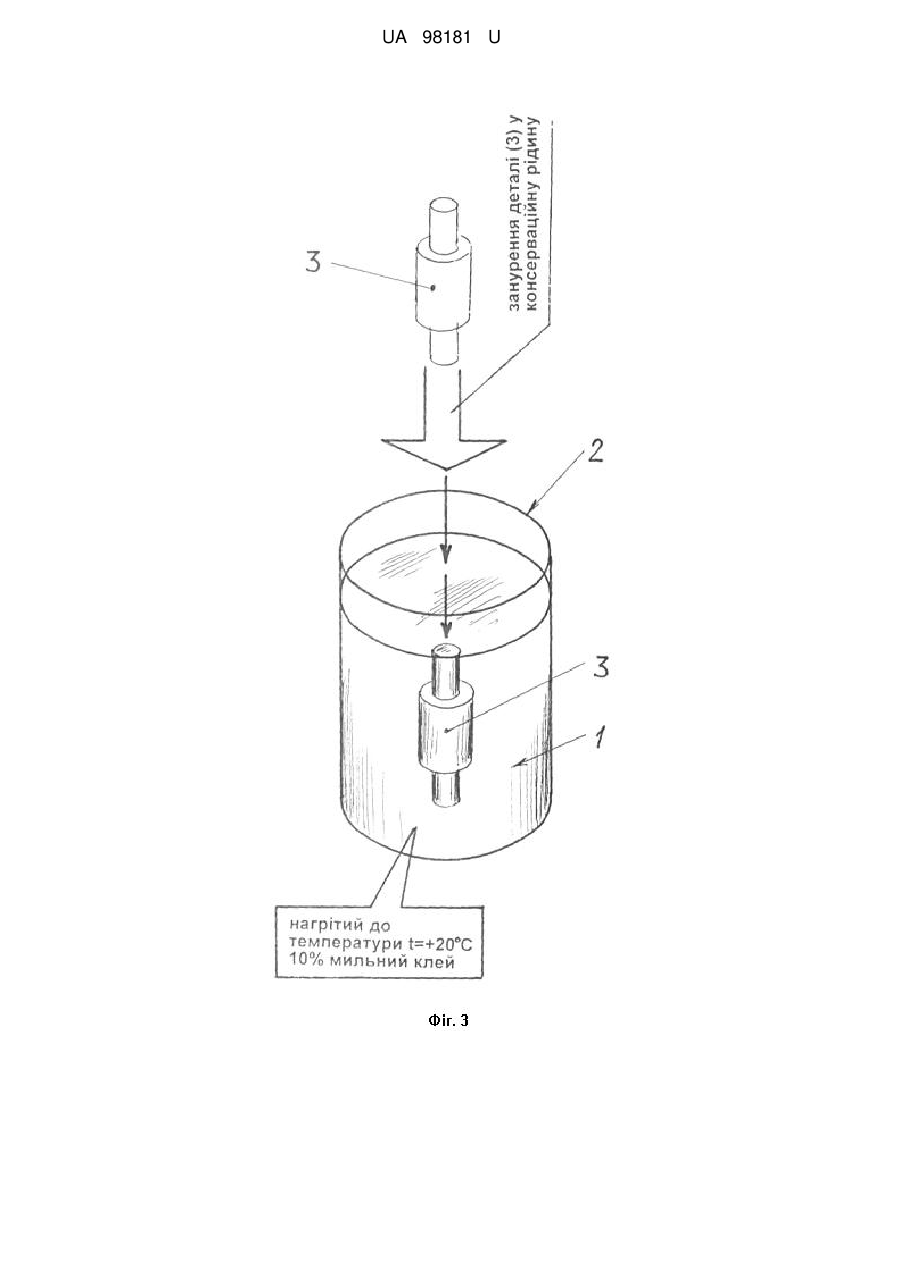
Реферат: Спосіб консервації сталевих деталей об'єктів військової техніки, при якому наносять на зовнішню поверхню деталі рідкий матеріал покриття, що забезпечує захист поверхні деталі від корозії. Як рідкий матеріал покриття для консервації застосовують 10 % мильний клей, який створюють як розчин 6 % господарського мила у воді у пропорції, відповідно, 1:9, що ретельно перемішано до однорідної суміші. UA 98181 U (12) UA 98181 U UA 98181 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі озброєння та військової техніки, зокрема до технологічних процесів обробки сталевих деталей, що є складовими вузлів об'єктів військової техніки, а саме, до способів консервації сталевих деталей, і може бути застосований для консервації сталевих деталей об'єктів військової техніки, що знаходяться на зберіганні. Сучасний захист металів від корозії базується на наступних методах: - підвищення хімічного опору конструкційних матеріалів; - ізоляція поверхні металу від агресивного середовища; - зниження агресивності виробничого середовища; - зниження корозії накладенням зовнішнього струму (електрохімічний захист). Ці методи можна поділити на дві групи. Перші два методи звичайно реалізуються до початку виробничої експлуатації металовироби (вибір конструкційних матеріалів та їх поєднань ще на стадії проектування та виготовлення виробу, нанесення на нього гальванічних та інших захисних покриттів). Останні два методи, навпаки, можуть бути здійснені тільки в ході експлуатації металовироби (пропускання струму для досягнення захисного потенціалу, введення в технологічну середу спеціальних добавок-інгібіторів) і не пов'язані з будь-якою попередньою обробкою до початку використання. При застосуванні перших двох методів не можуть бути змінені склад сталей і природа захисних покриттів даного металовироби при безперервній його роботі в умовах мінливої агресивності середовища. Друга група методів дозволяє при необхідності створювати нові режими захисту, що забезпечують найменшу корозію вироби при зміні умов їх експлуатації. Широко поширений метод гальванічного (металевого) антикорозійного покриття при великих площах і обсягах оброблюваних поверхонь стає економічно невигідним, тому що вимагає великих витрат на підготовку процесу. Тому різні лакофарбові покриття не випадково займають важливе місце серед протикорозійних покриттів. Широке застосування на практиці цього способу захисту металів пояснюється вдалим поєднанням необхідних для захисту від корозії властивостей (гідрофобності, водовідштовхування, низьких газо- і паропроникності, що перешкоджають доступу води і кисню до поверхні металу), технологічності та можливості отримання різних декоративних ефектів. Інша перевага лакофарбових покриттів - їх ремонт здійснюється легше і з меншими економічними витратами. Однак, застосування більшості розповсюджених матеріалів тягне за собою ряд недоліків: неповне змочування поверхні металу; порушення адгезії покриття до металу, що може привести до накопичення електроліту під захисним покриттям і посилить корозію. Причиною підвищення вологопроникності є також наявність пор на поверхні створюваного покриття. Тим не менш, лакофарбове покриття продовжує захищати метал від корозії навіть при частковому пошкодженні плівки, в той час як гальванічні покриття можуть прискорювати корозію заліза. Тому створення нових режимів захисту деталей, застосовуваних для консервації стальових деталей об'єктів військової техніки, має особливо важливе значення для захисту готових виробів, що піддаються корозійного руйнування в процесі зберігання зазначеної вище військової техніки (і/або озброєння) [1]. Відомий спосіб нанесення захисного покриття, що включає підготовку поверхні і нанесення на неї полімерного матеріалу за рахунок інжекторної подачі і оплавлення його газотермічним способом [2]. Недоліком відомого способу є велика кількість бульбашок повітря в шарі покриття і наявність на готовому виробі поглиблення в місці литникових отворів, обумовлені застосуванням інжектора, а також необхідність газотермического плавлення покриття. Відомий спосіб консервації сталевих деталей, при якому попередньо обезжирюють сталеву деталь шляхом обтирання ганчіркою, змоченою спиртом чи спиртовим розчином, висушують деталь шляхом обдування сухим повітрям, що має температуру не менше 20 °C, та консервують деталь шляхом нанесення на її зовнішню поверхню консервуючої рідини пензликом чи ганчіркою [3]. До недоліків відомого способу належить те, що не забезпечується нанесення суцільного шару без розривів та не забезпечується рівномірна товщина шару консервуючої рідини. Відомий спосіб консервації деталей, що включає подачу консервуючого розчину в резервуар, використовуваний для формування покриття, занурення виробу в розчин з наступним витягуванням його вгору з одночасним нанесенням покриття, при цьому видалення бульбашок повітря з покриття здійснюють за допомогою підтримки повного заповнення розчином труби, призначеної для уловлювання надлишків розчину з резервуару, використовуваного для формування покриття, і подачі надлишків розчину в резервний бак [4]. Недоліком відомого способу є складність застосовуваного для його здійснення пристрою та складність процесу видалення бульбашок повітря з покриття за рахунок повного заповнення 1 UA 98181 U 5 10 15 20 25 30 35 40 45 50 55 60 уловлюючої труби розчином, що призводить до використання надлишкової кількості розчину для формування покриття. Відомий спосіб покриття металів шляхом занурювальної мимовільної полімеризації, що включає занурення виробу в кислий розчин органічного мономера, подальшу мимовільну полімеризацію мономера під час контакту з металом з утворенням полімерного покриття на металі [5]. Недоліком відомого способу є обмежена область його застосування тільки для нанесення полімерного покриття на металеві вироби, а також велика кількість бульбашок повітря в шарі покриття, характерне для процесу мимовільної полімеризації. Найбільш близьким технічним рішенням, як за суттю, так і за задачею, що вирішується, яке вибрано за найближчий аналог (прототип), є спосіб консервації сталевих деталей об'єктів військової техніки, при якому наносять на зовнішню поверхню деталі рідкий матеріал покриття, що забезпечує захист поверхні деталі від корозії [6]. До недоліків відомого способу консервації сталевих деталей об'єктів військової техніки, який вибрано за найближчий аналог (прототип), належить те, що він має обмежену область його застосування, а саме застосовується тільки для нанесення полімерного покриття на металеві вироби. До недоліків так само належить наявність великої кількості бульбашок повітря в шарі покриття, характерне для процесу мимовільної полімеризації. В основу корисної моделі поставлено задачу шляхом застосування 10 % мильного клею для захисту сталевих деталей від корозії забезпечити отримання якісного антикорозійного покриття високої щільності, що наноситься на вироби будь-якої геометричної форми. Суть корисної моделі в способі консервації сталевих деталей об'єктів військової техніки, при якому наносять на зовнішню поверхню деталі рідкий матеріал покриття, що забезпечує захист поверхні деталі від корозії, полягає в тому, що як рідкий матеріал покриття для консервації застосовують 10 % мильний клей, який створюють як розчин 6 % господарського мила у воді у пропорції, відповідно, 1:9, що ретельно перемішано до однорідної суміші. Суть корисної моделі полягає і в тому, що процес нанесення рідкого матеріалу покриття, що забезпечує захист поверхні деталі від корозії, полягає в опусканні деталі повністю у рідкий матеріал покриття, утриманні там деталі терміном не менше однієї хвилини з постійним переміщенням повністю зануреної деталі вверх/униз та в різні боки для створення суцільного шару без розривів та бульбашок повітря, вийманні деталі з рідкого матеріалу покриття для зливу залишків 10 % мильного клею для створення шару рівномірної товщини та просушуванні сухим повітрям, нагрітим до температури не менше 20 °C до створення шару повністю засохлого 10 % мильного клею. Суть корисної моделі полягає також і в тому, що 10 % мильний клей як рідкий матеріал покриття, що забезпечує захист поверхні деталі від корозії, нагрівають до температури не менше 20 °C перед опусканням в нього деталі. Рішення технічної задачі в способі консервації сталевих деталей об'єктів військової техніки дійсно можливе тому, що: - шляхом застосування як рідкого матеріалу покриття для консервації 10 % мильного клею, який створюють як розчин 6 % господарського мила у воді у пропорції, відповідно, 1:9, що ретельно перемішано до однорідної суміші, забезпечують отримання надійного антикорозійного матеріалу, який створює на поверхні деталі якісне покриття високої щільності рівномірної товщини; - шляхом опускання деталі повністю у рідкий матеріал покриття, утримання її там терміном не менше однієї хвилини з постійним переміщенням повністю зануреної деталі вверх/униз та в різні боки, забезпечують створення суцільного шару антикорозійного покриття без розривів та бульбашок повітря; - шляхом виймання деталі з рідкого матеріалу покриття для зливу залишків 10 % мильного клею, забезпечують створення шару антикорозійного покриття рівномірної товщини; - шляхом просушування створеного шару антикорозійного покриття сухим повітрям, нагрітим до температури не менше 20 °C, забезпечують створення шару повністю засохлого 10 % мильного клею та можливість торкання його руками при роботі з деталями та механізмами об'єктів військової техніки в період їх зберігання; - шляхом нагрівання 10 % мильного клею як рідкого матеріалу покриття, що забезпечує захист поверхні деталі від корозії, до температури не менше 20 °C, перед опусканням в нього деталі, забезпечують рішення задачі отримання якісного антикорозійного покриття високої щільності. Суть технічного рішення в способі консервації сталевих деталей об'єктів військової техніки, що заявляється, пояснюється за допомогою креслень, де на Фіг. 1-6 показано схеми поетапного виконання технологічних операцій щодо консервації сталевих деталей об'єктів військової 2 UA 98181 U 5 10 15 20 25 30 35 40 45 50 техніки за допомогою 10 % мильного клею (як рідкого матеріалу покриття, що забезпечує захист поверхні деталі від корозії). Спосіб консервації сталевих деталей об'єктів військової техніки здійснюється таким чином. Попередньо підготовляють рідкий матеріал покриття, а саме, 10 % мильний клей (позиція 1 див схему на Фіг. 1), який створюють як розчин 6 % господарського мила (позиція "М") з водою (позиція "В") у пропорції, відповідно, 1:9. Зазначений розчин (рідкий матеріал покриття - позиція 1) поміщають у ємність 2 та нагрівають (позиція t°С) до температури t не менше 20 °C (див. схему на Фіг. 2). Підготовлену сталеву деталь 3 погружають у консерваційну рідину (рідкий матеріал покриття - позиція 1) - 10 % мильний клей (що находиться у ємності 2), при цьому деталь 3 занурюють до повного занурення деталі 3 у консерваційну рідину (рідкий матеріал покриття (позиція 1) - нагрітий до температури t = +20 °C 10 % мильний клей) - див. схему на Фіг. 3. Переміщують деталь 3 у консерваційній рідині (рідкому матеріалі покриття - позиція 1) у різні боки для щільного покриття/змазування поверхні, щоб не було ланок без нанесення захисної консерваційної рідини - див. схему на Фіг. 4. Витримують деталь 3 у консерваційній рідині (у рідкому матеріалі покриття - позиція 1) терміном t1 не менше однієї хвилини (див. схему на Фіг. 4). Виймають деталь 3 з консерваційної рідини (з рідкого матеріалу покриття - позиція 1) - з 10 % мильного клею та утримують над ємністю 2 до повного стікання залишків 10 % мильного клею з поверхні деталі 3 (див. схему на Фіг. 5). Просушують деталь 3 з нанесеним шаром 4 зазначеного 10 % мильного клею (рідкого матеріалу покриття - позиція 1) терміном Т не менше десяти хвилин до повного висихання 10 % мильного клею (позиція 1), при цьому сушіння деталі 3 здійснюють сухим повітрям 5 [7] - див. схему на Фіг. 6. Підготовлену таким чином деталь 3 (з нанесеним шаром 4 зазначеного 10 % мильного клею - рідкого матеріалу покриття) направляють для подальшої обробки на станках чи на зберігання у складі вузла об'єкта військової техніки, чи для встановлення на об'єкт військової техніки, який направляється на зберігання. Технічний результат використання способу консервації сталевих деталей об'єктів військової техніки полягає в досягненні високої щільності захисних антикорозійного покриття за рахунок мінімізації кількості бульбашок повітря і зменшення їх розміру до розміру меншого, ніж розмір частинок наповнювача мила дрібної фракції, порівнянного з розміром надмолекулярної структури сполучного, що не приводить до фактичного утворення повітряної бульбашки у шарі нанесеного 10 % мильного клею - рідкого матеріалу покриття. Підвищення ефективності застосування способу консервації сталевих деталей об'єктів військової техніки, що заявляється, у порівнянні з прототипом, досягається шляхом застосування 10 % мильного клею для нанесення захисного шару на зовнішню поверхню деталі, що забезпечує надійний захист деталі від корозії при здійсненні заходів щодо обробки деталі на станках чи передачі на зберігання у складі об'єкта військової техніки. Джерела інформації: 1. Кравцов В.В. "Коррозия и защита конструкционных материалов. Принципы защиты от коррозии". Учебное пособие. - Уфа: Изд-во УГНТУ, 1999, - 157 с. Молявко М.А., Чалова О.Б. "Коррозия металлов", - Уфа: Изд-во УГНТУ, 2008, - 100 с. 2. Патент РФ № 99114395/3 від 29.06.99 р., МПК 7 В05D 7/22 - аналог. 3. Семенова И.В., Флорнакови Г.М., Хорошилов А.В. "Коррозия и защита от коррозии". - М: ФИЗМАТЛИТ, 2002, - 336 с. - аналог. 4. Патент Японії № 2882820 від 17.10.89 р., МПК 6 В05D 1/18 - аналог. 5. Патент WO PCT № 09805436 від 12.02.98 р., МПК 7 В05D 1/18 - аналог. 6. Патент Японії № 2916540 "Спосіб нанесення покрить" від 05.10.1989 року, МПК 6 В05D 1/30 - прототип. 7. Жук Н.П. Курс коррозии и защиты металлов. - М: Металлургия, 1976, - 472 с. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 55 1. Спосіб консервації сталевих деталей об'єктів військової техніки, при якому наносять на зовнішню поверхню деталі рідкий матеріал покриття, що забезпечує захист поверхні деталі від корозії, який відрізняється тим, що як рідкий матеріал покриття для консервації застосовують 10 % мильний клей, який створюють як розчин 6 % господарського мила у воді у пропорції, відповідно, 1:9, що ретельно перемішано до однорідної суміші. 3 UA 98181 U 5 10 2. Спосіб за п. 1, який відрізняється тим, що процес нанесення рідкого матеріалу покриття, що забезпечує захист поверхні деталі від корозії, полягає в опусканні деталі повністю у рідкий матеріал покриття, утриманні там деталі терміном не менше однієї хвилини з постійним переміщенням повністю зануреної деталі вверх/униз та в різні боки для створення суцільного шару без розривів та бульбашок повітря, вийманні деталі з рідкого матеріалу покриття для зливу залишків 10 % мильного клею для створення шару рівномірної товщини та просушуванні сухим повітрям, нагрітим до температури не менше 20 °C до створення шару повністю засохлого 10 % мильного клею. 3. Спосіб за п. 1, який відрізняється тим, що 10 % мильний клей як рідкий матеріал покриття, що забезпечує захист поверхні деталі від корозії, нагрівають до температури не менше 20 °C перед опусканням в нього деталі. 4 UA 98181 U 5 UA 98181 U Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Автори англійськоюBuhera Mykhailo Hryhorovych, Komarov Volodymyr Oleksandrovych, Kurovska Tetiana Yuriivna, Sendetskyi Mykola Mykolaiovych, Bashynskyi Volodymyr Heorhiiovych, Kuznetsov Vladlen Oleksandrovych
Автори російськоюБугера Михаил Григоьевич, Комаров Владимир Александрович, Куровская Татьяна Юрьевна, Сендецкий Николай Николаевич, Башинский Владимир Георгиевич, Кузнецов Владлен Александрович
МПК / Мітки
МПК: B05C 3/00, B05D 1/18, B05D 1/30
Мітки: консервації, військової, деталей, спосіб, техніки, об'єктів, сталевих
Код посилання
<a href="https://ua.patents.su/8-98181-sposib-konservaci-stalevikh-detalejj-obehktiv-vijjskovo-tekhniki.html" target="_blank" rel="follow" title="База патентів України">Спосіб консервації сталевих деталей об’єктів військової техніки</a>
Спосіб міжопераційної консервації сталевих деталей
Номер патенту: 98180
Опубліковано: 27.04.2015
Автори: Дорофєєв Микола Володимирович, Бугера Михайло Григорович, Куровська Тетяна Юріївна, Комаров Володимир Олександрович
МПК: B05C 3/00, B05D 1/18, B05D 1/30
Мітки: міжопераційної, спосіб, деталей, сталевих, консервації
Формула / Реферат:
1. Спосіб міжопераційної консервації сталевих деталей, при якому обробляють зовнішню поверхню деталі розчином/рідиною, що забезпечує захист поверхні деталі від корозії, який відрізняється тим, що обробляють зовнішню поверхню деталі зануренням деталі повністю в розчин/рідину, нагрітий/нагріту до температури не нижче 50 °C, а як розчин/рідину для консервації сталевих деталей застосовують 10 % мильний клей - однорідну суміш...
Спосіб захисту деталей і агрегатів об’єкта військової техніки, який утримується на зберіганні, від впливу факторів зовнішнього середовища
Номер патенту: 77055
Опубліковано: 25.01.2013
Автори: Пляцук Дмитро Леонідович, Бруль Сергій Тимофійович, Чепков Ігор Борисович
МПК: E04H 6/08, E04H 6/42, F24F 5/00, F41H 7/00, E04H 9/00
Мітки: техніки, зберіганні, зовнішнього, спосіб, військової, агрегатів, об'єкта, середовища, захисту, факторів, впливу, деталей, утримується
Формула / Реферат:
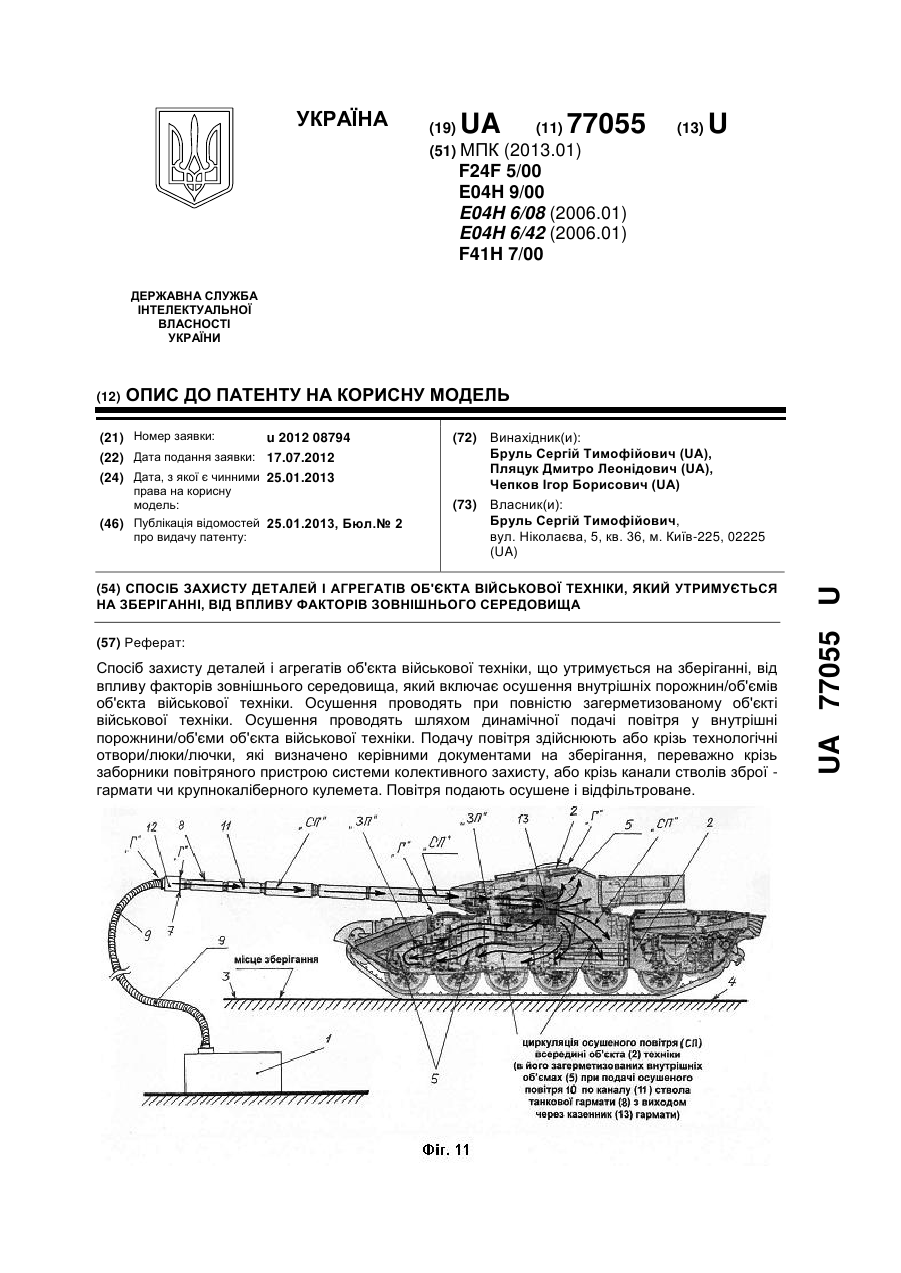
1. Спосіб захисту деталей і агрегатів об'єкта військової техніки, що утримується на зберіганні, від впливу факторів зовнішнього середовища, який включає осушення внутрішніх порожнин/об'ємів об'єкта військової техніки, при цьому осушення проводять при повністю загерметизованому об'єкті військової техніки, який відрізняється тим, що осушення проводять шляхом динамічної подачі повітря у внутрішні порожнини/об'єми об'єкта військової техніки, при...
Спосіб підготовки об’єктів озброєння та військової техніки до зберігання
Номер патенту: 77054
Опубліковано: 25.01.2013
Автори: Чепков Ігор Борисович, Пляцук Дмитро Леонідович, Бруль Сергій Тимофійович
МПК: F41H 7/00, E04H 9/00, F24F 5/00, E04H 6/42, E04H 6/08
Мітки: зберігання, техніки, об'єктів, озброєння, військової, підготовки, спосіб
Формула / Реферат:
1. Спосіб підготовки об'єктів озброєння та військової техніки до зберігання, який включає чищення та миття об'єкта військової техніки зовні та всередині, перевірку функціонування основних вузлів, механізмів, агрегатів та систем, заправку систем відповідними речовинами, розміщення об'єкта військової техніки на місці зберігання та повну герметизацію внутрішніх об'ємів об'єкта військової техніки, коли об'єкт військової техніки повністю...
Спосіб оцінювання рівня технічної досконалості однотипних зразків озброєння та військової техніки
Номер патенту: 88195
Опубліковано: 11.03.2014
Автори: Калінін Олександр Марковійович, Грабчак Володимир Іванович, Будяну Раду Георгійович, Костюк Володимир Володимирович, Варванець Юрій Вікторович, Русіло Петро Олександрович
МПК: G01N 27/27
Мітки: рівня, озброєння, оцінювання, зразків, досконалості, військової, спосіб, техніки, однотипних, технічної
Формула / Реферат:
Спосіб оцінки рівня технічної досконалості однотипних зразків озброєння і військової техніки, який полягає у визначенні комплексного показника, який відрізняється тим, що за комплексний показник вибирають суму добутків балів технічних і тактико-технічних характеристик, отриманих за пропорційною шкалою оцінок, на коефіцієнт вагомості технічних і тактико-технічних характеристик однотипних зразків озброєння і військової техніки.
Спосіб оцінювання рівня технічної досконалості однотипних зразків озброєння і військової техніки
Номер патенту: 65254
Опубліковано: 25.11.2011
Автори: Калінін Олександр Марковійович, Чорний Микола Васильович, Русіло Петро Олександрович, Варванець Юрій Вікторович
МПК: G01N 27/27
Мітки: рівня, спосіб, озброєння, досконалості, техніки, однотипних, зразків, технічної, оцінювання, військової
Формула / Реферат:
Спосіб оцінювання рівня технічної досконалості однотипних зразків озброєння і військової техніки, який полягає у визначенні комплексного показника, який відрізняється тим, що за комплексний показник технічної досконалості приймають суму рангів технічних і тактико-технічних характеристик однотипних зразків озброєння і військової техніки.
Попередній патент: Спосіб міжопераційної консервації сталевих деталей
Наступний патент: Спосіб хірургічного лікування хворих на передракові захворювання та рак ендометрія і стадії із супутньою патологією
Випадковий патент: Вихрострумовий дефектоскоп