Прес для напівсухого пресування керамічних виробів
Формула / Реферат
1. Прес для напівсухого пресування керамічних виробів, який містить станину і камеру пресування з поршнем, стінка якої, протилежна пресувальній поверхні поршня, утворена заслінкою, пов'язаною з приводом її переміщення, який відрізняється тим, що привід переміщення заслінки включає шарнірний механізм з двох жорстких ланок, зовнішні кінці яких шарнірно з'єднані: однієї ланки - з заслінкою, а іншого ланки - зі станиною преса, і силовий циліндр, шток якого пов'язаний з однією з ланок шарнірного механізму або зі з'єднуючим ці ланки шарніром, що утримує до закінчення процесу пресування шарнірний механізм в положенні замикання заслінки і повертає його у вихідне згадане положення після видалення спресованого виробу.
2. Прес за п. 1, який відрізняється тим, що в положенні замикання заслінки осі крайніх шарнірів шарнірного механізму розміщені на осі пресування, а шарнір, що з'єднує ланки, зміщений від згаданої осі на кут α, що становить 1-2 °.
3. Прес за п. 1, який відрізняється тим, що він виконаний з горизонтальною віссю пресування, при цьому ланка шарнірного механізму, закріплена на станині преса, виконана у вигляді двоплечого важеля, одне плече якого шарнірно пов'язане з другою ланкою шарнірного механізму, а інше плече пов'язане зі штоком силового циліндра.
4. Прес за п. 1, який відрізняється тим, що закріплена на станині преса ланка шарнірного триланкового механізму виконана у вигляді пари двоплечих важелів, рознесених один відносно одного по різні сторони від осі пресування, одне плече кожного двоплечого важеля сполучається через шарнір з другою ланкою шарнірного механізму, а інше плече пов'язане зі штоком відповідного силового циліндра.
5. Прес за будь-яким з пп. 1-4, який відрізняється тим, що силовий циліндр виконаний у вигляді пневмоциліндра.
6. Прес за будь-яким з пп. 1-4, який відрізняється тим, що заслінка оснащена напрямною, що забезпечує її переміщення уздовж осі пресування.
7. Прес за будь-яким з пп. 1-4, який відрізняється тим, що шарніри виконані у вигляді циліндричних шарнірів.
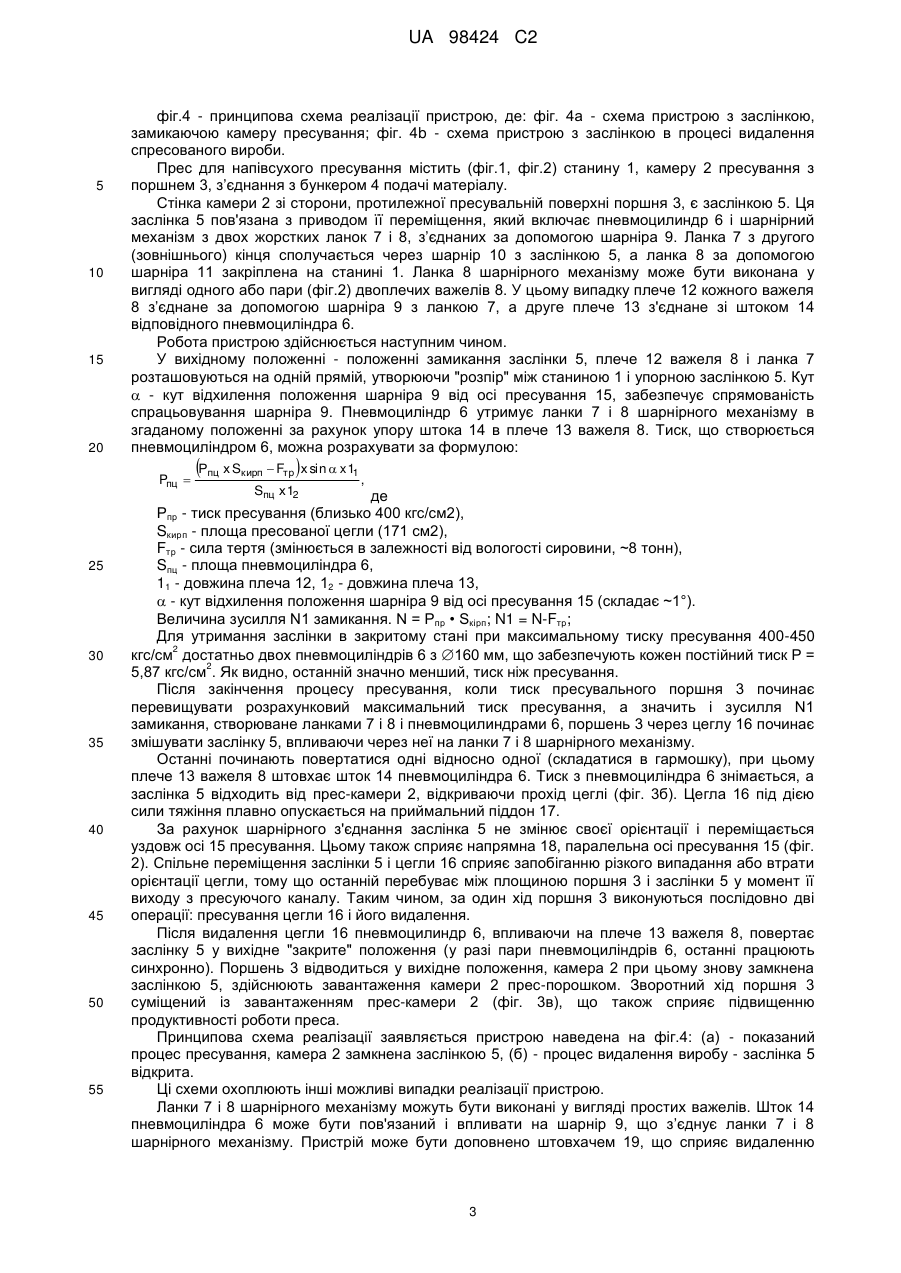
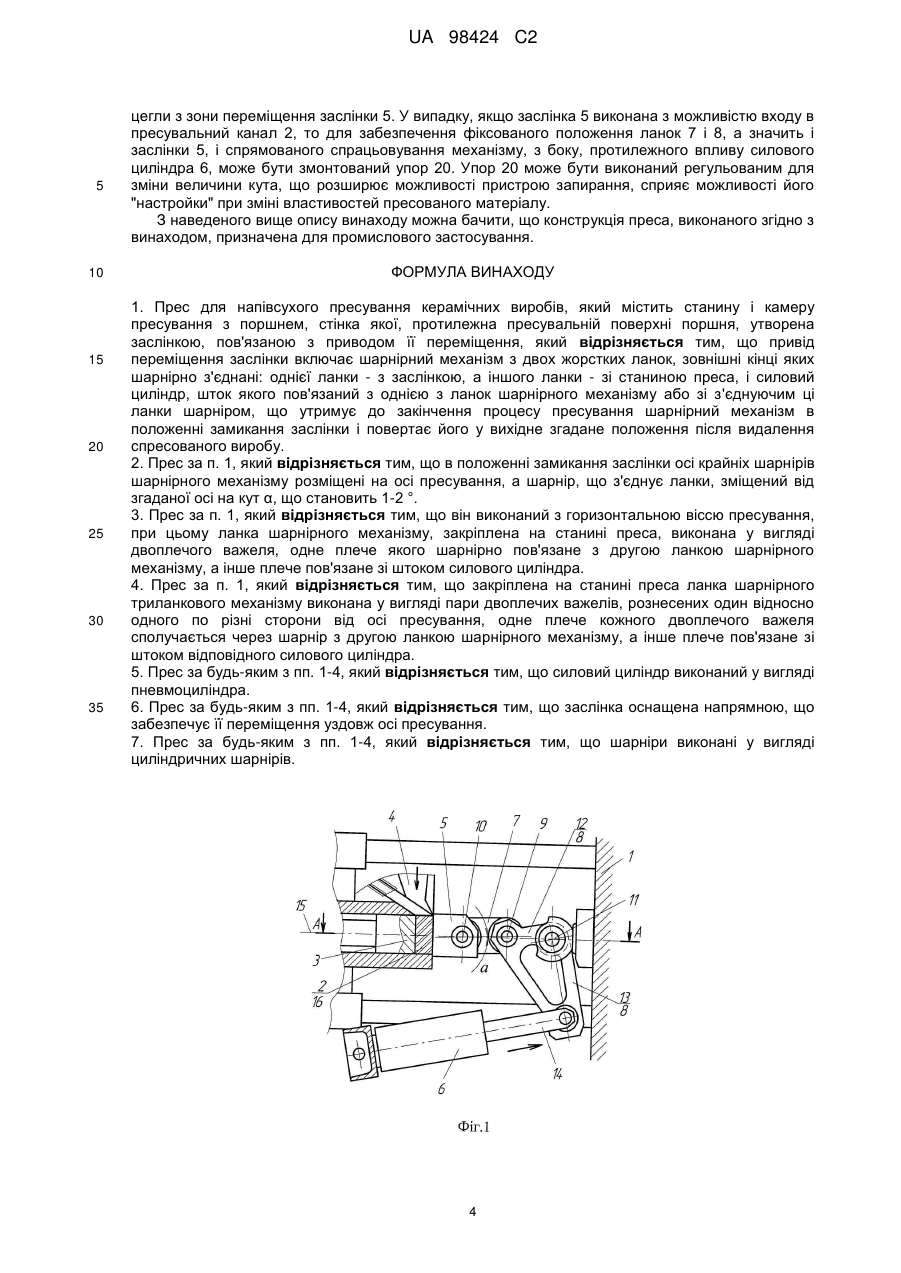
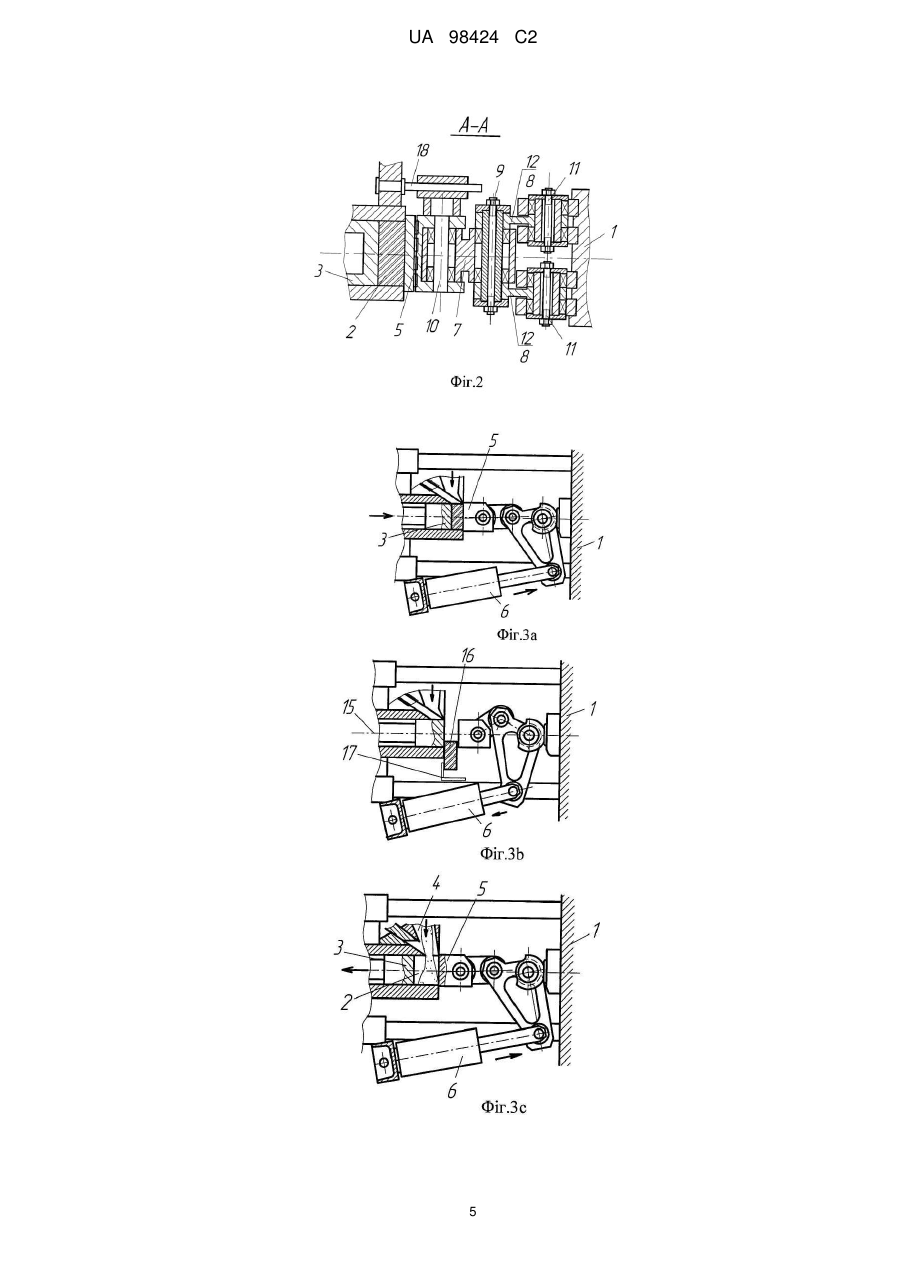
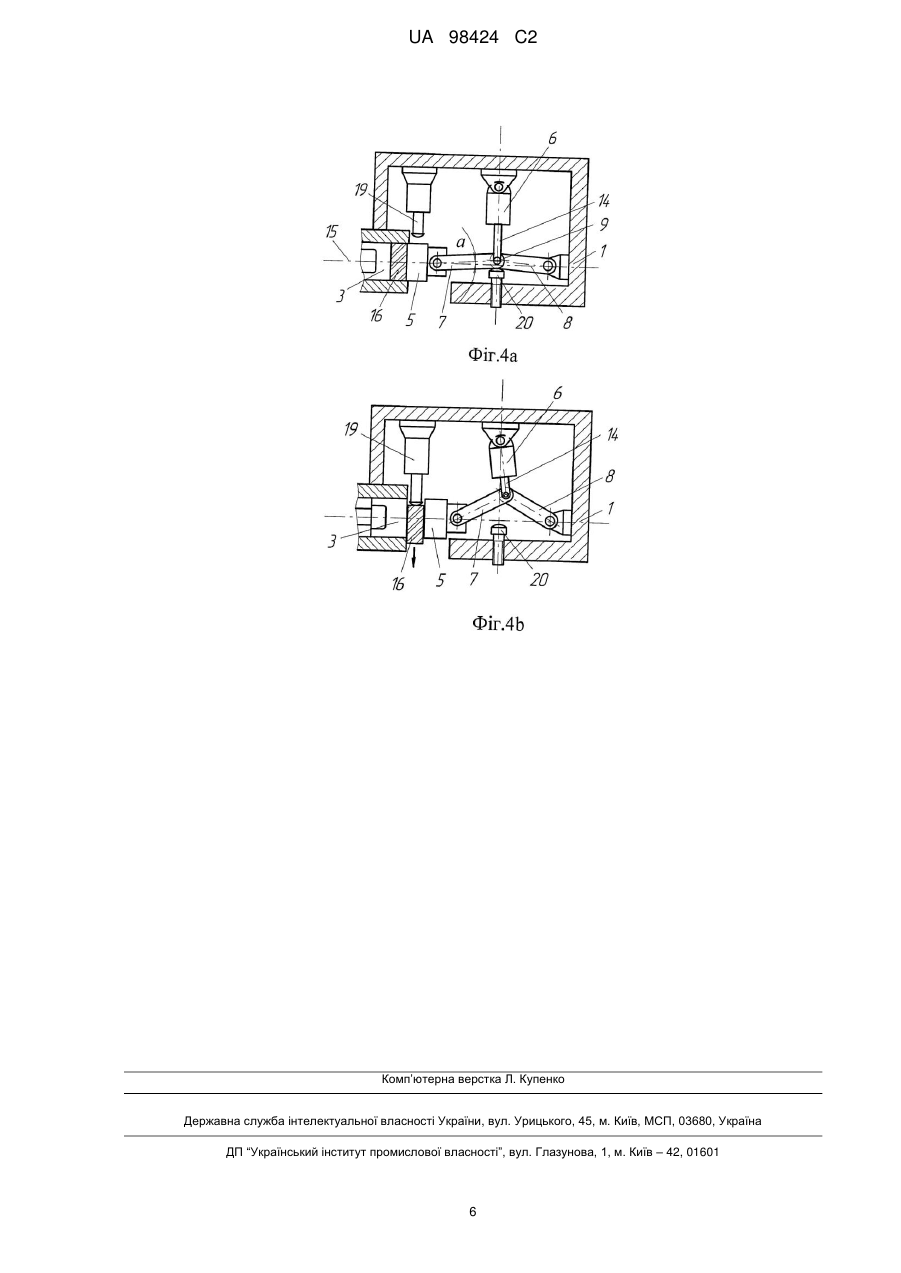
Текст
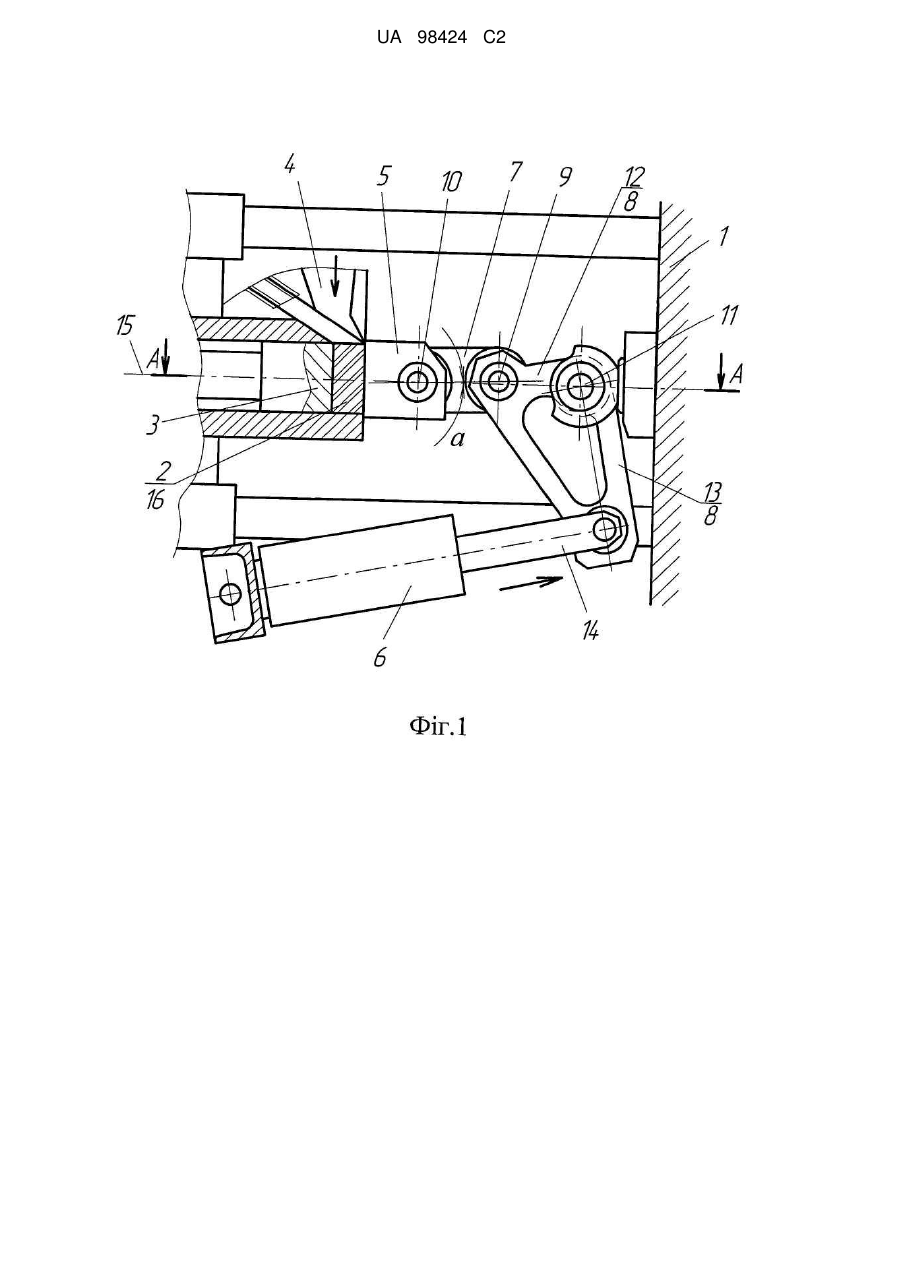
Реферат: Прес для напівсухого пресування керамічних виробів містить станину і камеру пресування з поршнем. Стінка камери пресування протилежна пресувальній поверхні поршня та утворена заслінкою, пов'язаною з приводом її переміщення. Привід переміщення заслінки включає шарнірний механізм з двох жорстких ланок і силовий циліндр. Зовнішній кінець однієї ланки шарнірно з'єднаний з заслінкою, а іншої - зі станиною преса. Шток силового циліндра з’єднаний з однією з ланок шарнірного механізму або з шарніром, що з'єднує ланки. Забезпечується спрощення системи управління і підвищення продуктивності. UA 98424 C2 (12) UA 98424 C2 UA 98424 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до промисловості будівельних матеріалів, зокрема до устаткування для виробництва цегли методом напівсухого пресування. Відомий прес для виготовлення цегли, що містить пуансон, який горизонтально переміщується, та прес-форму, нижня стінка якої утворена заслінкою-шибером, що відокремлює прес-форму від опускного майданчика механізму зняття цеглин. Видалення відпресованої цегли здійснюється шляхом розсовування бічних стінок прес-форми й відкривання заслінки, після чого цегла опускається під дією сили тяжіння на згаданий майданчик (патент на винахід № 2008215, МПК В28В 13/00, публ. 1994.02.28). Недоліком такого рішення є низька жорсткість прес-форми внаслідок рухливості її бічних стінок, висока ймовірність перекосу останніх під впливом тиску пресування і, як наслідок, спотворення форми виробу. Відомий важільний прес для формування виробів з порошкових матеріалів (див. патент на винахід № 2085369, МПК В28В 3/00, публ. 1997.07.27), виконаний у вигляді порожнього ротора з радіально розташованими прес-формами, в кожній з яких встановлене відповідне пресувальне оснащення. Видалення відпресованого виробу здійснюють шляхом переміщення прес-форми поворотом ротора на наступну робочу позицію, де виріб виштовхують відповідним поршнем. Недоліками такого рішення є: підвищена металоємність і складність конструкції, необхідність у механізмі синхронізації роботи поршнів, значні часові та енергетичні витрати, пов'язані з переміщенням прес-форм між позиціями. Згадані недоліки відсутні у відомому пристрої для напівсухого пресування, що містить горизонтальний пресувальний канал, з’єднаний з бункером подачі матеріалу і встановлений в каналі з можливістю зворотно-поступального переміщення пресувальний поршень (патент на винахід № 2198786, МПК В28В 3./02, публ. 2003.02.20). Однак відомості, що містяться у джерелі, не дозволяють судити про конструкцію запірного елемента прес-камери і про процес видалення готового виробу. За найближчий аналог заявленого пристрою прийнятий гідравлічний прес для виготовлення керамічних виробів (див. патент на винахід № 2094223, МПК В28В 3/00, публ. 1997.10.27), що містить пресувальний поршень, пов'язаний з приводом його вертикального зворотнопоступального переміщення, і закріплену на станині преса матрицю з днищем у вигляді заслінки, що переміщується в напрямних за допомогою приводу її горизонтального зворотнопоступального переміщення. Перевагою відомого преса є простота конструкції, пресувальний поршень є одночасно виштовхувальними. До недоліків пристрою можна віднести багатоступінчатість управління процесом видалення відпресованому вироби. Спочатку необхідно зняти тиск пресування, тому що при прикладеному тиску відкрити заслінку, що сприймає цей тиск, практично неможливо. Потім включити привід заслінки і відкрити її. Потім повторно привести в рух пресувальний поршень для виштовхування вироби з матриці. Все це призводить до витрат часу та зниження продуктивності. Крім того, випадання з матриці на відвідний жолоб виробу - сирцю, що має малу міцність, веде до пошкодження. Задачею винаходу є спрощення системи управління роботою преса, зокрема процесом видалення відформованого (спресованого) виробу, і підвищення продуктивності за рахунок можливості виконання за один хід поршня двох операцій: пресування та виштовхування спресованого виробу. Ця задача вирішується тим, що прес для напівсухого пресування керамічних виробів містить станину і камеру пресування з поршнем, стінка якої, протилежна пресувальній поверхні поршня, утворена заслінкою, пов'язаною з приводом її переміщення, згідно з винаходом переміщення заслінки включає шарнірний механізм з двох жорстких ланок, зовнішні кінці яких шарнірно з’єднані: однієї ланки - з заслінкою, а іншої - зі станиною преса, і силовий циліндр, шток якого пов'язаний з однією з ланок шарнірного механізму або зі з’єднуючим ці ланки шарніром, зазначений силовий циліндр утримує до закінчення процесу пресування шарнірний механізм в положенні замикання заслінки і повертає його в початковий згадане положення після видалення спресованого виробу. Запропоноване виконання приводу переміщення заслінки з використанням шарнірного механізму (по суті - шарнірного триланкового, в якому роль стійки виконує станина преса) і згаданого силового приводу дозволяє отримати привід, "настроєний" на певний момент закінчення процесу пресування. Для спрацьовування приводу і відкривання заслінки не потрібна зупинка пресувального поршня і зняття тиску, як у відомих рішеннях, навпаки, поршень продовжує переміщатися, виштовхуючи виріб з камери пресування, а привід "спрацьовує" самостійно в момент закінчення процесу пресування. Момент закінчення процесу пресування характеризується величиною максимального тиску пресування. Шарнірний механізм разом з силовим циліндром забезпечують створення 1 UA 98424 C2 5 10 15 20 25 30 35 40 45 50 55 60 утримувального зусилля (зусилля протитиску, зусилля замикання заслінки), яке відповідає максимальному тиску пресування. Для цього ланки шарнірного механізму встановлені у відповідному положенні, по суті справи - положенні розпору між площиною заслінки і станиною преса, і силовий циліндр утримує ці ланки від зміщення зі згаданого положення. Тиск силового циліндра розраховується відомими методами на підставі заданого максимального тиску пресування, довжини ланок шарнірного механізму і кута їх взаємного розташування. Поки величина тиску пресування менша заданого максимального значення, механізм приводу заслінки утримує її в положенні замикання камери пресування. Як тільки тиск пресування перевищить згадану максимальну величину, а значить і величину протитиску, створюваного шарнірним механізмом спільно з силовим приводом, відбувається "злам" ланок шарнірного механізму і останні починають повертатися один відносно одної, "складатися". Заслінка відходить від прес-камери, відкриваючи прохід для виробу. Спрацьовування приводу і відкривання заслінки відбувається "автоматично" у момент, коли тиск пресування починає перевищувати зусилля замикання. Таким чином, рішення, що заявляється, дозволяє значно спростити пристрій управління пресом, забезпечивши виконання частини операцій з видалення спресованого виробу автоматично за рахунок відповідної конструкції приводу заслінки. За одне спрямоване переміщення поршня виконується дві операції: пресування виробу і його видалення, причому процеси пресування і видалення спресованого виробу здійснюються один за одним послідовно і безперервно, що дозволяє підвищити продуктивність роботи пристрою. В конструкції преса, що заявляється, забезпечене поступове відведення заслінки разом з переміщенням спресованого виробу, що виключає різке випадання і пошкодження останнього, що є додатковим позитивним результатом виноходу. Хоча в реальності всі деталі мають відхилення в межах допуску від їх номінальних розмірів і ймовірність появи мертвої точки дуже мала, доцільним є початкове завдання спрямованості спрацьовування шарніра. Для цього шарнірний механізм змонтований так, що у вихідному положенні, тобто в положенні утримання (замикання) заслінки осі крайніх шарнірів шарнірного механізму розташовані на осі пресування, а шарнір, що зв'язує ланки, зміщений від згаданої осі на кут, що становить 1-2°. Згадане положення ланок може бути забезпечено конструктивно при розрахунку розмірів ланок чи задано шляхом установки упора зі сторони, протилежної впливу силового циліндра. Необхідний тиск силового циліндра (Руд) значно менший, тиск ніж пресування (Р прес.) і залежить від кута : Руд/ tg < Рпрес. Конструкція преса, що заявляється може бути використана і при вертикальній компоновці преса, проте краще за використання горизонтальної компоновки. У конкретному випадку реалізації пристрою ланка шарнірного механізму, закріплена на станині преса, виконана у вигляді двоплечого важеля, одне плече якого шарнірно пов'язане з другою ланкою шарнірного механізму, а інше плече пов'язане зі штоком силового циліндра. В іншому конкретному випадку реалізації преса закріплена на станині преса ланка шарнірного три ланкового механізму може бути виконана у вигляді пари двоплечих важелів, рознесених один щодо одного по різні сторони від осі пресування, одне плече кожного двоплечого важеля шарнірно з’єднане з другою ланкою шарнірного механізму, а друге плече пов’язане зі штоком відповідного силового циліндра. Таких циліндрів два, і розміщують їх симетрично щодо осі пресування. Таке рішення дозволяє розподілити навантаження від зусилля пресування на велику площу, за рахунок чого підвищити надійність роботи пристрою. Як силовий циліндр переважно використовують пневмоциліндр. Бажане виконання шарнірів - у вигляді циліндричних кінематичних пар. Причому осі всіх шарнірів паралельні одна одній. Для забезпечення поступального переміщення заслінки вздовж осі пресування при її відведені від камери пресування, заслінку оснащують відповідною напрямною, паралельною осі пресування. Заслінка може бути забезпечена пантографом, що підтримує її при відведенні від камери пресування. Винахід ілюструють кресленнями, в яких: фіг. 1 - конкретна реалізація преса, загальний вигляд; фіг. 2 - те ж, перетин А-А на фіг. 1; фіг. 3 - ілюстрована робота преса: фіг. 3а) - процес пресування, заслінка замикає камеру пресування; фіг. 3b) - процес видалення спресованого вироби, заслінка у відведеному положенні; фіг. 3с) - процес заповнення камери пресування матеріалом, заслінка замикає камеру; 2 UA 98424 C2 5 10 15 20 фіг.4 - принципова схема реалізації пристрою, де: фіг. 4а - схема пристрою з заслінкою, замикаючою камеру пресування; фіг. 4b - схема пристрою з заслінкою в процесі видалення спресованого вироби. Прес для напівсухого пресування містить (фіг.1, фіг.2) станину 1, камеру 2 пресування з поршнем 3, з’єднання з бункером 4 подачі матеріалу. Стінка камери 2 зі сторони, протилежної пресувальній поверхні поршня 3, є заслінкою 5. Ця заслінка 5 пов'язана з приводом її переміщення, який включає пневмоцилиндр 6 і шарнірний механізм з двох жорстких ланок 7 і 8, з’єднаних за допомогою шарніра 9. Ланка 7 з другого (зовнішнього) кінця сполучається через шарнір 10 з заслінкою 5, а ланка 8 за допомогою шарніра 11 закріплена на станині 1. Ланка 8 шарнірного механізму може бути виконана у вигляді одного або пари (фіг.2) двоплечих важелів 8. У цьому випадку плече 12 кожного важеля 8 з’єднане за допомогою шарніра 9 з ланкою 7, а друге плече 13 з'єднане зі штоком 14 відповідного пневмоциліндра 6. Робота пристрою здійснюється наступним чином. У вихідному положенні - положенні замикання заслінки 5, плече 12 важеля 8 і ланка 7 розташовуються на одній прямій, утворюючи "розпір" між станиною 1 і упорною заслінкою 5. Кут - кут відхилення положення шарніра 9 від осі пресування 15, забезпечує спрямованість спрацьовування шарніра 9. Пневмоциліндр 6 утримує ланки 7 і 8 шарнірного механізму в згаданому положенні за рахунок упору штока 14 в плече 13 важеля 8. Тиск, що створюється пневмоциліндром 6, можна розрахувати за формулою: Pпц 25 30 35 40 45 50 55 Рпц х Sкирп Fтр х sin x 11 , Sпц х 12 де Рпр - тиск пресування (близько 400 кгс/см2), Sкирп - площа пресованої цегли (171 см2), Fтр - сила тертя (змінюється в залежності від вологості сировини, ~8 тонн), Sпц - площа пневмоциліндра 6, 11 - довжина плеча 12, 12 - довжина плеча 13, - кут відхилення положення шарніра 9 від осі пресування 15 (складає ~1°). Величина зусилля N1 замикання. N = Рпр • Sкірп; N1 = N-Fтр; Для утримання заслінки в закритому стані при максимальному тиску пресування 400-450 2 кгс/см достатньо двох пневмоциліндрів 6 з 160 мм, що забезпечують кожен постійний тиск Р = 2 5,87 кгс/см . Як видно, останній значно менший, тиск ніж пресування. Після закінчення процесу пресування, коли тиск пресувального поршня 3 починає перевищувати розрахунковий максимальний тиск пресування, а значить і зусилля N1 замикання, створюване ланками 7 і 8 і пневмоцилиндрами 6, поршень 3 через цеглу 16 починає змішувати заслінку 5, впливаючи через неї на ланки 7 і 8 шарнірного механізму. Останні починають повертатися одні відносно одної (складатися в гармошку), при цьому плече 13 важеля 8 штовхає шток 14 пневмоциліндра 6. Тиск з пневмоциліндра 6 знімається, а заслінка 5 відходить від прес-камери 2, відкриваючи прохід цеглі (фіг. 3б). Цегла 16 під дією сили тяжіння плавно опускається на приймальний піддон 17. За рахунок шарнірного з'єднання заслінка 5 не змінює своєї орієнтації і переміщається уздовж осі 15 пресування. Цьому також сприяє напрямна 18, паралельна осі пресування 15 (фіг. 2). Спільне переміщення заслінки 5 і цегли 16 сприяє запобіганню різкого випадання або втрати орієнтації цегли, тому що останній перебуває між площиною поршня 3 і заслінки 5 у момент її виходу з пресуючого каналу. Таким чином, за один хід поршня 3 виконуються послідовно дві операції: пресування цегли 16 і його видалення. Після видалення цегли 16 пневмоцилиндр 6, впливаючи на плече 13 важеля 8, повертає заслінку 5 у вихідне "закрите" положення (у разі пари пневмоциліндрів 6, останні працюють синхронно). Поршень 3 відводиться у вихідне положення, камера 2 при цьому знову замкнена заслінкою 5, здійснюють завантаження камери 2 прес-порошком. Зворотний хід поршня 3 суміщений із завантаженням прес-камери 2 (фіг. 3в), що також сприяє підвищенню продуктивності роботи преса. Принципова схема реалізації заявляється пристрою наведена на фіг.4: (а) - показаний процес пресування, камера 2 замкнена заслінкою 5, (б) - процес видалення виробу - заслінка 5 відкрита. Ці схеми охоплюють інші можливі випадки реалізації пристрою. Ланки 7 і 8 шарнірного механізму можуть бути виконані у вигляді простих важелів. Шток 14 пневмоциліндра 6 може бути пов'язаний і впливати на шарнір 9, що з’єднує ланки 7 і 8 шарнірного механізму. Пристрій може бути доповнено штовхачем 19, що сприяє видаленню 3 UA 98424 C2 5 10 15 20 25 30 35 цегли з зони переміщення заслінки 5. У випадку, якщо заслінка 5 виконана з можливістю входу в пресувальний канал 2, то для забезпечення фіксованого положення ланок 7 і 8, а значить і заслінки 5, і спрямованого спрацьовування механізму, з боку, протилежного впливу силового циліндра 6, може бути змонтований упор 20. Упор 20 може бути виконаний регульованим для зміни величини кута, що розширює можливості пристрою запирання, сприяє можливості його "настройки" при зміні властивостей пресованого матеріалу. З наведеного вище опису винаходу можна бачити, що конструкція преса, виконаного згідно з винаходом, призначена для промислового застосування. ФОРМУЛА ВИНАХОДУ 1. Прес для напівсухого пресування керамічних виробів, який містить станину і камеру пресування з поршнем, стінка якої, протилежна пресувальній поверхні поршня, утворена заслінкою, пов'язаною з приводом її переміщення, який відрізняється тим, що привід переміщення заслінки включає шарнірний механізм з двох жорстких ланок, зовнішні кінці яких шарнірно з'єднані: однієї ланки - з заслінкою, а іншого ланки - зі станиною преса, і силовий циліндр, шток якого пов'язаний з однією з ланок шарнірного механізму або зі з'єднуючим ці ланки шарніром, що утримує до закінчення процесу пресування шарнірний механізм в положенні замикання заслінки і повертає його у вихідне згадане положення після видалення спресованого виробу. 2. Прес за п. 1, який відрізняється тим, що в положенні замикання заслінки осі крайніх шарнірів шарнірного механізму розміщені на осі пресування, а шарнір, що з'єднує ланки, зміщений від згаданої осі на кут α, що становить 1-2 °. 3. Прес за п. 1, який відрізняється тим, що він виконаний з горизонтальною віссю пресування, при цьому ланка шарнірного механізму, закріплена на станині преса, виконана у вигляді двоплечого важеля, одне плече якого шарнірно пов'язане з другою ланкою шарнірного механізму, а інше плече пов'язане зі штоком силового циліндра. 4. Прес за п. 1, який відрізняється тим, що закріплена на станині преса ланка шарнірного триланкового механізму виконана у вигляді пари двоплечих важелів, рознесених один відносно одного по різні сторони від осі пресування, одне плече кожного двоплечого важеля сполучається через шарнір з другою ланкою шарнірного механізму, а інше плече пов'язане зі штоком відповідного силового циліндра. 5. Прес за будь-яким з пп. 1-4, який відрізняється тим, що силовий циліндр виконаний у вигляді пневмоциліндра. 6. Прес за будь-яким з пп. 1-4, який відрізняється тим, що заслінка оснащена напрямною, що забезпечує її переміщення уздовж осі пресування. 7. Прес за будь-яким з пп. 1-4, який відрізняється тим, що шарніри виконані у вигляді циліндричних шарнірів. 4 UA 98424 C2 5 UA 98424 C2 Комп’ютерна верстка Л. Купенко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Назва патенту англійськоюPress for semidry pressing of ceramic articles
Автори англійськоюShliegiel Igor Fieliksovich
Назва патенту російськоюПресс для полусухого прессования керамических изделий
Автори російськоюШлегель Игорь Феликсович
МПК / Мітки
Мітки: прес, виробів, керамічних, напівсухого, пресування
Код посилання
<a href="https://ua.patents.su/8-98424-pres-dlya-napivsukhogo-presuvannya-keramichnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Прес для напівсухого пресування керамічних виробів</a>
Пристрій для напівсухого пресування керамічних виробів
Номер патенту: 91090
Опубліковано: 25.06.2010
Автори: рішін Павєл Ґріґорьєвіч, Шлєґєль Ігорь Фєліксовіч
МПК: B28B 3/00
Мітки: керамічних, напівсухого, виробів, пресування, пристрій
Формула / Реферат:
1. Пристрій для напівсухого пресування керамічних виробів, який має у складі:засіб подачі матеріалу, що підлягає формуванню, і горизонтальний пресувальний канал, сполучені між собою завантажувальним вікном, що перекривається зворотно-поступальним переміщенням заслінки,поршень, встановлений у пресувальному каналі, здатний до поздовжнього зворотно-поступального переміщення, причому засіб подачі матеріалу, що підлягає формуванню,...
Прес напівсухого пресування
Номер патенту: 67803
Опубліковано: 15.07.2004
Автори: Савченко Олександр Григорович, Крот Олександр Юлійович, Саєнко Леонід Володимирович, Болотських Микола Степанович, Федоров Георгій Дмитрович
Мітки: пресування, напівсухого, прес
Формула / Реферат:
Прес напівсухого пресування, що містить поворотний стіл з прес-формами і штампами, опори яких на позиції пресування контактують з пластинами пресового поршня, і дугову рейку для переміщення штампів після позиції виштовхування, який відрізняється тим, що він оснащений обігрівачем пластин пресового поршня, а поблизу дугової рейки розміщено очищувач нижніх опор штампів.
Прес напівсухого пресування

Номер патенту: 71580
Опубліковано: 15.12.2004
Автори: Савченко Олександр Григорович, Липовой Вадим Іванович, Болотських Микола Степанович, Федоров Георгій Дмитрович, Крот Олександр Юлійович
Мітки: прес, пресування, напівсухого
Формула / Реферат:
1. Прес напівсухого пресування, що містить змонтований на станині колінвал, шатун та пресовий важіль, шарнірно зв'язаний з шатуном за допомогою пальця, який відрізняється тим, що палець встановлено з можливістю обертання відносно шатуна та пресового важеля, і його поверхня, що сполучається з шатуном, виконана ексцентричною відносно поверхонь, що сполучаються з пресовим важелем, причому палець оснащено додатковим важелем, а до станини за...
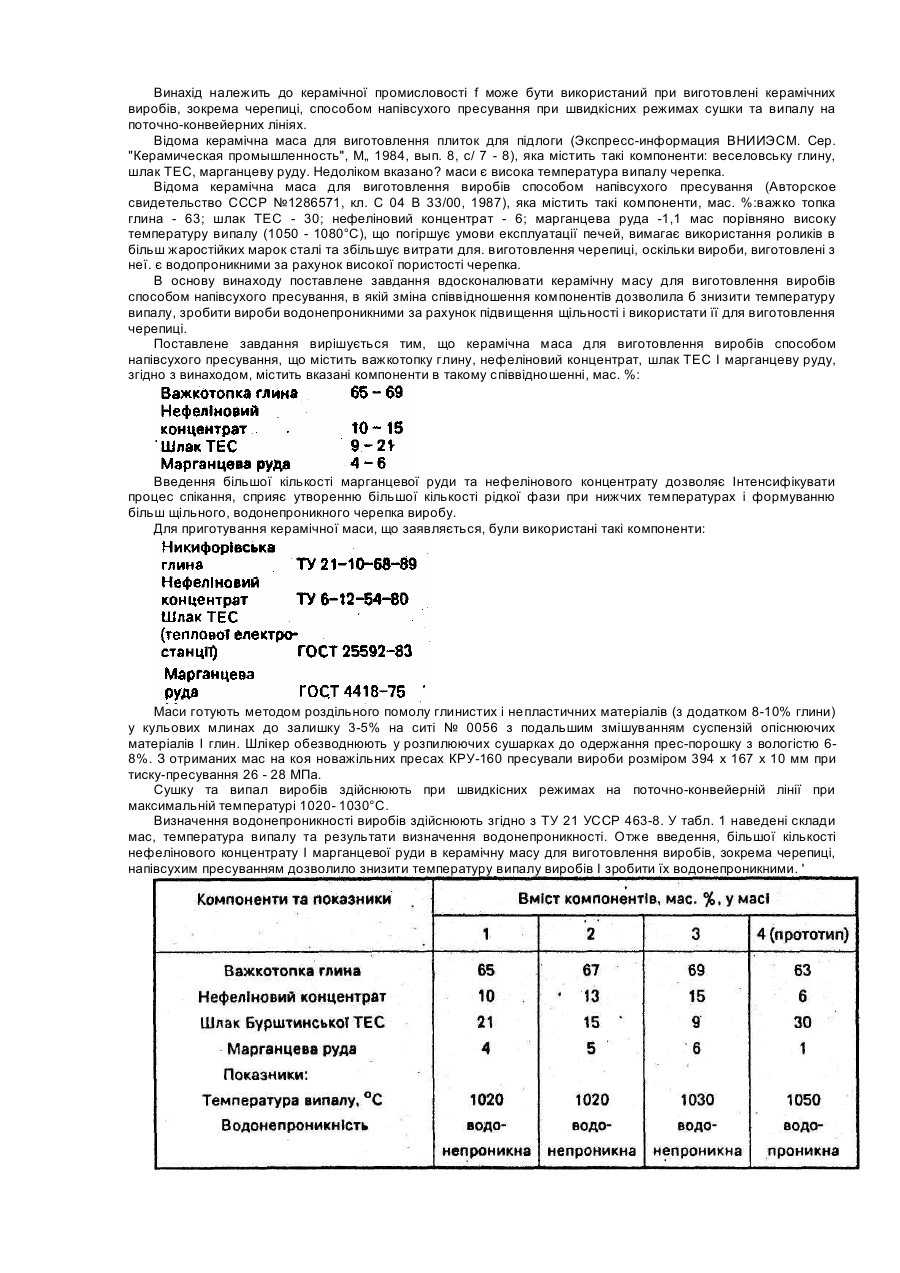
Керамічна маса для виготовлення виробів способом напівсухого пресування
Номер патенту: 7266
Опубліковано: 30.06.1995
Автори: Бек Маркіян Васильович, Бек Юрій Маркіянович, Дигдалович Андрій Михайлович, Чернікова Ірина Валеріївна
МПК: C04B 33/00, C04B 18/10
Мітки: способом, пресування, виробів, керамічна, напівсухого, виготовлення, маса
Формула / Реферат:
Керамічна маса для виготовлення виробів способом напівсухого пресування, що містить важ-котопку глину, нефеліновий концентрат, шлак ТЕС і марганцеву руду, яка відрізняється тим, що вона містить вказані компоненти в такому співвідношенні, мас.%:важкотопка глина 65-69 нефеліновий концентрат 10-15 шлак ТЕС 9-21 марганцева руда...
Прес напівсухого пресування
Номер патенту: 6880
Опубліковано: 31.03.1995
Автори: Савченко Олександр Григорович, Ковтун Олександр Павлович, Федоров Георгій Дмитрович, Тимощенков Володимир Георгійович, Бартош Юрій Леонідович, Лисяк Генадій Миколайович
МПК: B28B 5/00
Мітки: напівсухого, прес, пресування
Формула / Реферат:
(57) 1. Пресс полусухого прессования, содержащий питатель, поворотный стол со штампами в пресс-формах и примыкающую к питателю дополнительную питающую камеру с пневмоподпрессовщиком, выполненным в виде пневмоцилиндра, со штоком которого связаны прессущие пластины, отличающийся тем, что каждая прессующая пластина снабжена индивидуальным пневмоцилиндром и установлена с возможностью регулировки крайнего верхнего положения по высоте, а между...
Попередній патент: Пристрій підвищення точності обліку і контролю електроенергії
Наступний патент: Спосіб отримання плідних бджолиних маток
Випадковий патент: Спосіб підвищення вмісту селену в м'ясі кролів