Прес напівсухого пресування
Номер патенту: 71580
Опубліковано: 15.12.2004
Автори: Болотських Микола Степанович, Федоров Георгій Дмитрович, Савченко Олександр Григорович, Крот Олександр Юлійович, Липовой Вадим Іванович

Формула / Реферат
1. Прес напівсухого пресування, що містить змонтований на станині колінвал, шатун та пресовий важіль, шарнірно зв'язаний з шатуном за допомогою пальця, який відрізняється тим, що палець встановлено з можливістю обертання відносно шатуна та пресового важеля, і його поверхня, що сполучається з шатуном, виконана ексцентричною відносно поверхонь, що сполучаються з пресовим важелем, причому палець оснащено додатковим важелем, а до станини за допомогою пневмоциліндра прикріплено рухомий упор таким чином, що він взаємодіє з додатковим важелем.
2. Прес напівсухого пресування по п.1, який відрізняється тим, що додатковий важіль виконано двоплечим, а на пресовому важелі розміщені з можливістю регулювання обмежувачі повороту пальця.
Текст
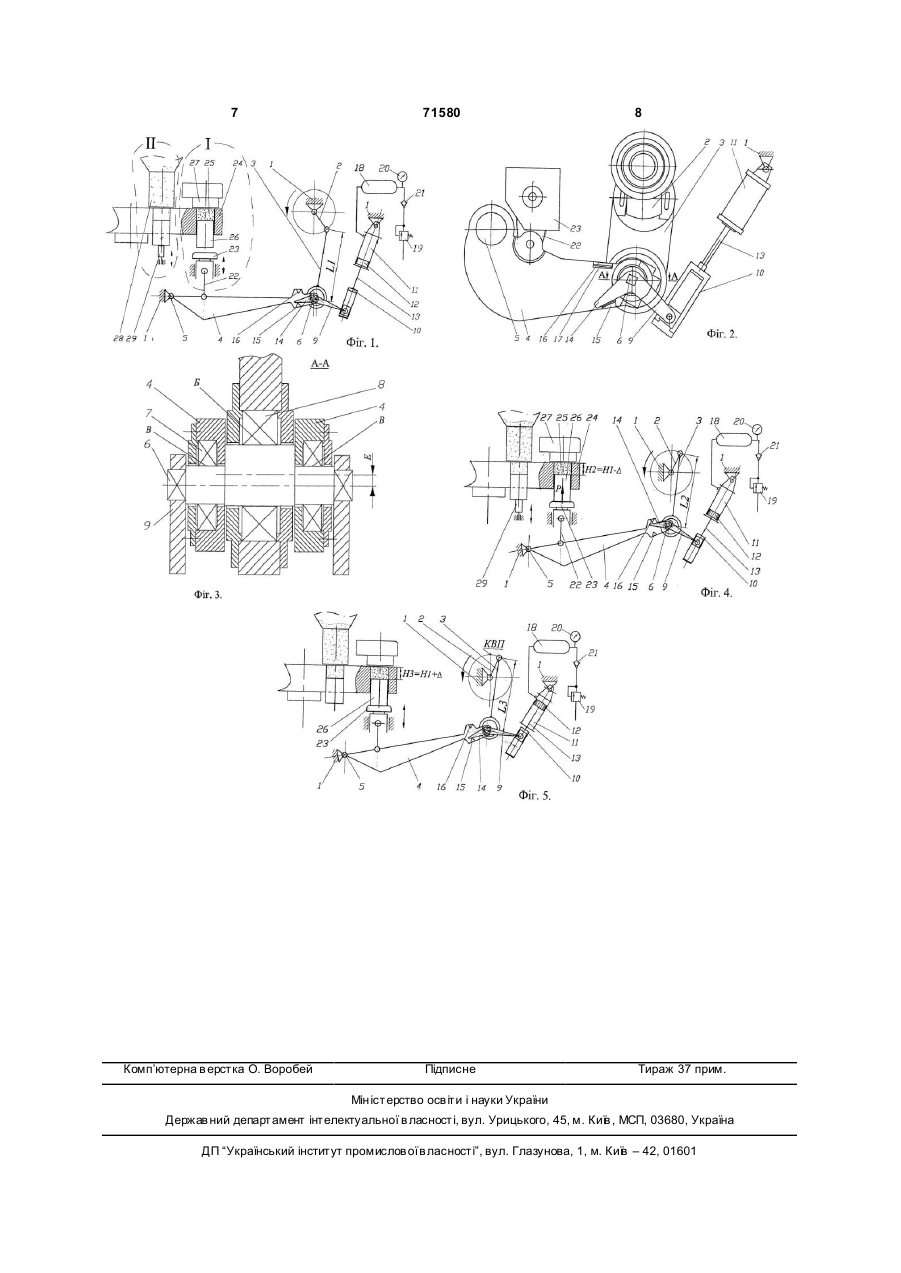
1. Прес напівсухого пресування, що містить змонтований на станині колінвал, шатун та пресовий важіль, шарнірно зв'язаний з шатуном за допомогою пальця, який відрізняється тим, що палець встановлено з можливістю обертання відносно шатуна та пресового важеля, і його поверхня, що сполучається з шатуном, виконана ексцентричною відносно поверхонь, що сполучаються з пресовим важелем, причому палець оснащено додатковим важелем, а до станини за допомогою пневмоциліндра прикріплено рухомий упор таким чином, що він взаємодіє з додатковим важелем. 2. Прес напівсухого пресування по п.1, який відрізняється тим, що додатковий важіль виконано двоплечим, а на пресовому важелі розміщені з можливістю регулювання обмежувачі повороту пальця. Винахід відноситься до обладнання виробництва цегли з порошкоподібних матеріалів, наприклад, силікатної цегли. Відомі преси для напівсухого пресування, механізм пресування яких має гідравлічний привід [1], що забезпечує сталу величину пресового зусилля (і, відповідно, тиску) незалежно від властивостей сировини та маси засипки в прес-форми. Але такі преси складні за конструкцією і в експлуатації, мають високі металоємність і ціну. Значно кращі питомі показники мають преси з механічним приводом, наприклад, кривошипношатунним. Основним їх недоліком є нестабільність пресового зусилля, яке залежить від властивостей порошку та точності його дозування. Варіація пресового зусилля приводить до зміни густини цегли і, відповідно, до нестабільності основних показників якості цегли - міцності та морозостійкості. Існують так звані стабілізатори пресового зусилля пресів з механічним приводом, принцип дії яких заснований на тому, що одна з ланок механізму пресування має змогу змінювати свою довжину в залежності від рівня пресового зусилля. Висота цегли змінюється в допустимих стандартом межах ±2мм при стабільному пресовому зусиллі. Відомий, вибраний як прототип, прес напівсухого пресування, що містить змонтований на станині колінвал, шатун і пресовий важіль, шарнірно зв'язаний з шатуном за допомогою пальця [2]. Стабілізатор у прототипі виконано у ви гляді розрізного шатуна, дві шарнірно зв'язані половини якого стягн уті гідроциліндром, причому гідравлічна система дозволяє керувати рівнем тиску і, відповідно, пресового зусилля. Специфіка процесу пресування порошків на пресах з механічним приводом полягає в тому, що (19) UA (11) 71580 (13) C2 (21) 2001042773 (22) 24.04.2001 (24) 15.12.2004 (46) 15.12.2004, Бюл. №12, 2004р. (72) Федоров Георгій Дмитрович, Савченко Олександр Григорович, Болотських Микола Степанович, Крот Олександр Юлійович, Липовой Вадим Іванович (73) Федоров Георгій Дмитрович (56) Строительные машины: Справочник: В 2-х т. Т.2: Оборудование для производства строительных материалов и изделий / В.Н. Лямин и др. Под общ. ред. М.Н. Горбовца - 3-е издание, перераб. М.: Машиностроение, 1991. - 496 с. С. 317 - 320, рис. 6.4. Г.Д. Федоров, А.Н. Иванов, А.Г. Савченко. Механическое оборудование предприятий вяжущих материалов и изделий из них. Курсовое проектирование. - Харьков: Вища школа. Издательство при Харьковском университете, 1986.-240с. С135137. 3 71580 4 тривалість завершального етапу пресування, на необхідним у випадках, коли точність дозування якому потрібна стабілізація, становить всього сировинного порошку надто низька, або вологість чи інші показники сировинного порошку змінюють0,1¸0,4с. Гідравлічна система стабілізації у протося у широких межах. типі, як свідчить виробничий досвід, такої швидкої Нижче наведено приклад конкретного викодії забезпечувати не може, тому стабілізувати нання преса напівсухого пресування з посиланням пресове зусилля на потрібному рівні не здатна. на креслення, де на Фіг.1 наведено функціональну Використання прототипу при несталому складі сировинного порошку (наприклад, коливанні волосхему преса з запропонованим механізмом пресування; на Фіг.2 - конструктивну схему механізму гості в межах, більших ±0,5%) приводить як до пресування; на Фіг.3 - переріз А-А на Фіг.1 (по шаперепресовування (перевершення потрібного ріврніру зв'язку пресового важеля і шатуна); на Фіг.4 і ня пресового зусилля) з перевантаженням елеме5 - та ж сама функціональна схема преса, що нтів механізму пресування, так і до так званого "недопресовування" з втратою якості цегли. і на Фіг.1, але в двох інших положеннях стадії пресування. Загальновизнано, що гідравлічні системи за Прес напівсухого пресування містить змонтошвидкістю дії істотно поступаються пневматичним. ваний на станині 1 (Фіг.1) колінвал 2, шатун 3 і Замінити гідравлічну систему швидкодіючою пнепресовий важіль 4, один кінець якого прикріплений вматичною у прототипі, неможливо через неможливість створення необхідного рівня зусиль в до станини 1 шарніром 5. Другий кінець пресового важеля 4 (Фіг.2) шарнірно зв'язаний з шатуном 3 пневмоциліндрах. за допомогою пальця 6, який встановлений з можДаним винаходом розв'язується задача забезливістю обертання відносно шатуна 3 і пресового печення високого рівня стабілізації пресового зуважеля 4 (Фіг.3) завдяки наявності підшипників 7 силля і, відповідно, якості цегли при напівсухому пресуванні на пресі з механічним приводом шлята 8. Сполучена з шатуном 3 за допомогою підшипника 8 циліндрична поверхня "Б" пальця 6 викохом заміни гідравлічної системи стабілізації на нана ексцентричною з ексцентриситетом "Е" відпневматичну. Поставлена задача розв'язується носно циліндричних поверхонь "В", сполучених з тим, що у пресі напівсухого пресування, що міспресовим важелем 4 за допомогою підшипників 7. тить змонтований на станині колінвал, шатун та пресовий важіль, шарнірно зв'язаний з шатуном за Палець 6 оснащено прикріпленим до нього додатковим важелем 9, а до станини 1 (Фіг.1) прикріпледопомогою пальця, згідно винаходу, палець встано рухомий упор 10 за допомогою пневмоциліндра новлено з можливістю обертання відносно шатуна 11 з поршнем 12 і штоком 13. Додатковий важіль 9 та пресового важеля, і його поверхня, що сполучаможе бути виконаний двохплечовим, тобто з друється з шатуном, виконана ексцентричною відносно поверхні, що сполучається з пресовим важегим плечем 14 (Фіг.2). На пресовому важелі 4 можуть бути розміщені в зоні руху плеча 14 два облем, причому палець оснащено додатковим межувача 15 і 16 кута повороту пальця 6, причому важелем, а до станини за допомогою пневмоциліположення обмежувача 16 може регулюватися ндра прикріплено рухомий упор таким чином, що прокладками 17. Пневмосистему живлення пневвін взаємодіє з додатковим важелем. Використання в шарнірі "шатун-пресовий вамоциліндра 11 (Фіг.1) від джерела стисненого повітря оснащено ресивером 18 і регулятором тиску жіль" поворотного ексцентрикового пальця дозво19. Ресивер оснащено манометром 20, а між реляє змінювати фактичну довжину шатуна від мінісивером 18 і регулятором тиску 19 може бути мальної до максимальної при обертанні пальця встановлений зворотний клапан 21. Пресовий вавідносно пресового важеля. Введення в конструкцію жорстко зв'язаного з жіль 4 за допомогою шарнірної серги 22 зв'язаний з поршнем 23. В рухомому (наприклад, поворотпальцем додаткового важеля і прикріпленого заному) столі 24 виконані отвори (пресформи) 25, в значеним чином до станини рухомого упора заяких з можливістю пересування розміщені штампи безпечує управління довжиною шатуна. Зв'язок 26. На позиції "І" пресування над столом-24 змонрухомого упора з станиною за допомогою пневмоциліндра дає можливість дуже швидко змінювати товано контрштамп 27, на позиції "II" засипки над столом 24 розміщено живильник 28 сировинного довжину шатуна в залежність від зміни пресового порошку, а штамп на цій позиції спирається на зусилля (забезпечує швидкодію стабілізації), тобто пристрій 29 регулювання маси порції сировинного дає можливість подовжувати цю довжину при збіпорошку, який засипається в пресформу 25. льшенні пресового зусилля. Таким чином, всі чотири ознаки (наявність поПрес напівсухого пресування працює таким чином. воротного ексцентрикового пальця з додатковим Рухомий стіл 24 (Фіг.1) переміщується так, що важелем, а також рухомого упора, прикріпленого пресформа 25 займає позицію "П" під живильнидо станини за допомогою пневмоциліндра і взаєком 28 і заповнюється сировинним порошком. Мамодіючого з додатковим важелем) дають змогу за рахунок використання швидкодіючої пневматичної са порції цього порошку може корегуватися пристроєм 29. Після засипки пресформи 25 системи забезпечити ефективну стабілізацію пресировинним порошком рухомий стіл 24 пересувасового зусилля, а з нею - і показників якості цегли ється так, що пресформа опиняється на позиції "І" (перш за все - міцності). пресування під контрштампом 27. Колінвал 2 обеДоцільним варіантом є виконання додаткового важеля двохплечовим і розміщення на пресовому ртається від умовно не показаного на кресленнях привода синхронно з пересуванням стола 24. Коважелі з можливістю регулювання обмежувачів лінвал 2 через шатун 3 (Фіг.1), підшипник 8 (Фіг.3), кута повороту пальця. Використання обмежувапалець 6, підшипники 7 діє на пресовий важіль 4 чів дозволяє задавати хід стабілізації, що є 5 71580 6 (Фіг.1, Фіг.3), який піднімає за допомогою серги 22 поверхонь "В" пальця 6 (Фіг.3) довжина шатуна 3 поршень 23, наближуючи його до штампа 26. На збільшиться до якоїсь проміжної величини "Li” або цій стадії додатковий важіль 9, прикріплений до до максимальної "L3" (Фіг.5). Висота цегли після пальця 6, не рухається відносно пресового важеля пресування стане більшою на стільки, щоб компе4, а його плече 14 спирається на обмежувач 15. нсувати збільшення маси порції сировинного поПрикріплений до станини 1 за допомогою пневморошку. В максимумі висота цегли становитиме циліндра 11 упор 10 на цій стадії ще не зв'язаний з "H3=H1+D". додатковим важелем 9 і не діє на нього. Після проходження колінвалом 2 крайнього Під час подальшого обертання колінвалу 2 поверхнього положення ("КВП'' на Фіг.5) на якийсь ршень 23 зустрічається з штампом 26 і піднімає час штамп 26 разом з поршнем 23 і пресовим вайого, ущільнюючи сировинний порошок у пресфожелем 4 стають нерухомими, а пресове зусилля рмі 25. Тиск у пресформі підвищується, збільшую"Р" - сталим. У цей час упор 10 разом зі штоком 13 чи пресове зусилля "Р" (Фіг.4). Під час руху пресоі поршнем 12 пневмоциліндра 11 рухається до вого важеля 4 вгору додатковий важіль 9 свого початкового положення, обертаючи додатнаштовхується на упор 10, який утримується штоковий важіль 9 разом з пальцем 6 відносно пресоком 13 і поршнем 12 за рахунок тиску в пневмоцивого важеля 4 аж до упирання плеча 14 в обмежуліндрі 11. Рівень тиску в пневмоциліндрі 11 і в ревач 15. Довжина шатуна 3 в цей час збільшується сивері 18 встановлюється регулятором тиску 19. до початкової "L1” після чого пресовий важіль 4, Після зустрічі упора 10 з додатковим важелем 9 поршень 23 і штамп 26 опускаються разом. Далі останній починає обертатися відносно пресового поршень 23 відходить від штампа 26, звільняючи важеля 4 і обертає палець 6 (Фіг.3). За рахунок його для пересування разом зі столом 24 і спресоексцентричності поверхні "Б" відносно поверхонь ваною в пресформі цеглиною на непоказану на "В" пальця 6 довжина "L1" (Фіг.1) шатуна 3 зменкресленнях позицію виштовхування та знімання, шується до "L2" (Фіг.4), призводячи до додаткового де цеглина перевантажується на вагонетку. ущільнення сировинного порошку в пресформі 25 У разі необхідності максимальну допустиму завдяки нарощуванню ходу поршня 23 і штампа 26 розбіжність у висоті цеглин можна регулювати за на величину "D" (від висоти цегли "H1", що відповірахунок товщини прокладок 17 (Фіг.2). дає довжині шатуна "L1" до висоти цегли "H2=Η1Рівень тиску і пресового зусилля "Р" (Фіг.4) встановлюється регулятором 19 тиску стисненого D", що відповідає довжині шатуна "L2"). Ця велиповітря в ресивері 18. чина "D" не перевершує допустимого стандартом Таким чином механічний прес наділяється цінна цеглу коливання висоти, що дорівнює ±2мм. ною властивістю гідравлічного - забезпеченням Максимальну величину "D" можна коригувати змісталого пресового зусилля за рахунок зміни висоною положення обмежувача 16 на пресовому вати цеглини навіть при значних змінах маси порції желі 4 за рахунок прокладок 17 (Фіг.2). сировинного порошку. Якщо тиск, встановлений регулятором 19 Описаний прес напівсухого пресування зі ста(Фіг.4) в ресивері 18 і пневмоциліндрі 11, буде добілізатором пневматичної дії, як свідчать поперестатнім для утримання додаткового важеля 9 уподні експериментальні вимірювання і розрахунки, ром 10, то цикл пресування завершиться при найздатний підтримувати максимальне пресове зуменшій довжині шатуна 3 (довжині "L2"). У цьому силля на сталому рівні з коливаннями, не більшивипадку, що є характерним для найменшої з можми ±15%, що дає підвищення середньої міцності ливих порцій сировинного порошку, засипаного у цегли на 5¸10% і збільшує довговічність елементів пресформу, висота цегли буде мінімальною, як і механізму пресування на 15¸20% за рахунок вирівень пресового зусилля "Р". Останній контролюключення перевантажень. ється манометром 20 і при необхідності коригуєтьДжерела інформації ся пристроєм 29 за рахунок збільшення маси 1. Строительные машины: Справочник: В 2т. порції. Т.2: Оборудование для производства строительУ разі випадкового або закономірного (наприных материалов и изделий / В.Н. Лямин и др.; Под клад, з причини зменшення вологості) збільшення общ.ред. М.Н. Горбовца - 3-е издание., перераб. маси порції сировинного порошку, засипаного жиМ.: Машиностроение, 1991. - 496с. (с.317-320, вильником 28 у пресформу 25, пресове зусилля рис.6.4). "Р" підвищиться. Якщо рівень пресового зусилля 2. Г.Д. Федоров, А.Н. Иванов, А.Г. Савченко. "Р" перевершить граничний, то тиск у пневмоциліМе ханическое оборудование предприятий вяжундрі стане вже недостатнім для утримування упощи х материалов и изделий из них. Курсовое проеру 10. У цьому випадку упор 10 (Фіг. 5) разом зі ктирование. - Харьков: Вища школа. Издательство штоком 13 і поршнем 12 почнуть рухатися вздовж при Харьковском университете, 1986. - 240с. осі пневмоциліндра 11 (вгору). Додатковий важіль (с.135-137). 9, що не утримується упором 10, обернеться відносно пресового важеля 4 разом з пальцем 6. За рахунок ексцентричності поверхні "Б" відносно 7 Комп’ютерна в ерстка О. Воробей 71580 8 Підписне Тираж 37 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюPress of dry pressing
Автори англійськоюFedorov Heorhii Dmytrovych, Savchenko Oleksandr Hryhorovych, Bolotskykh Mykola Stepanovych, Krot Oleksandr Yuliiovych
Назва патенту російськоюПресс полусухого прессования
Автори російськоюФедоров Георгий Дмитриевич, Савченко Александр Григорьевич, Болотских Николай Степанович, Крот Александр Юлиевич
МПК / Мітки
Мітки: пресування, прес, напівсухого
Код посилання
<a href="https://ua.patents.su/4-71580-pres-napivsukhogo-presuvannya.html" target="_blank" rel="follow" title="База патентів України">Прес напівсухого пресування</a>
Прес напівсухого пресування
Номер патенту: 67803
Опубліковано: 15.07.2004
Автори: Крот Олександр Юлійович, Болотських Микола Степанович, Савченко Олександр Григорович, Федоров Георгій Дмитрович, Саєнко Леонід Володимирович
Мітки: прес, пресування, напівсухого
Формула / Реферат:
Прес напівсухого пресування, що містить поворотний стіл з прес-формами і штампами, опори яких на позиції пресування контактують з пластинами пресового поршня, і дугову рейку для переміщення штампів після позиції виштовхування, який відрізняється тим, що він оснащений обігрівачем пластин пресового поршня, а поблизу дугової рейки розміщено очищувач нижніх опор штампів.
Спосіб напівсухого пресування керамічної черепиці
Номер патенту: 9641
Опубліковано: 30.09.1996
Автори: Дигдалович Андрій Михайлович, Чень Степан Матвійович, Бек Маркіян Васильович, Бек Юрій Маркіянович, Дубина Володимир Іванович, Паламар Орест Степанович, Чернікова Ірина Валеріївна
МПК: B28B 3/00
Мітки: спосіб, напівсухого, черепиці, пресування, керамічної
Формула / Реферат:
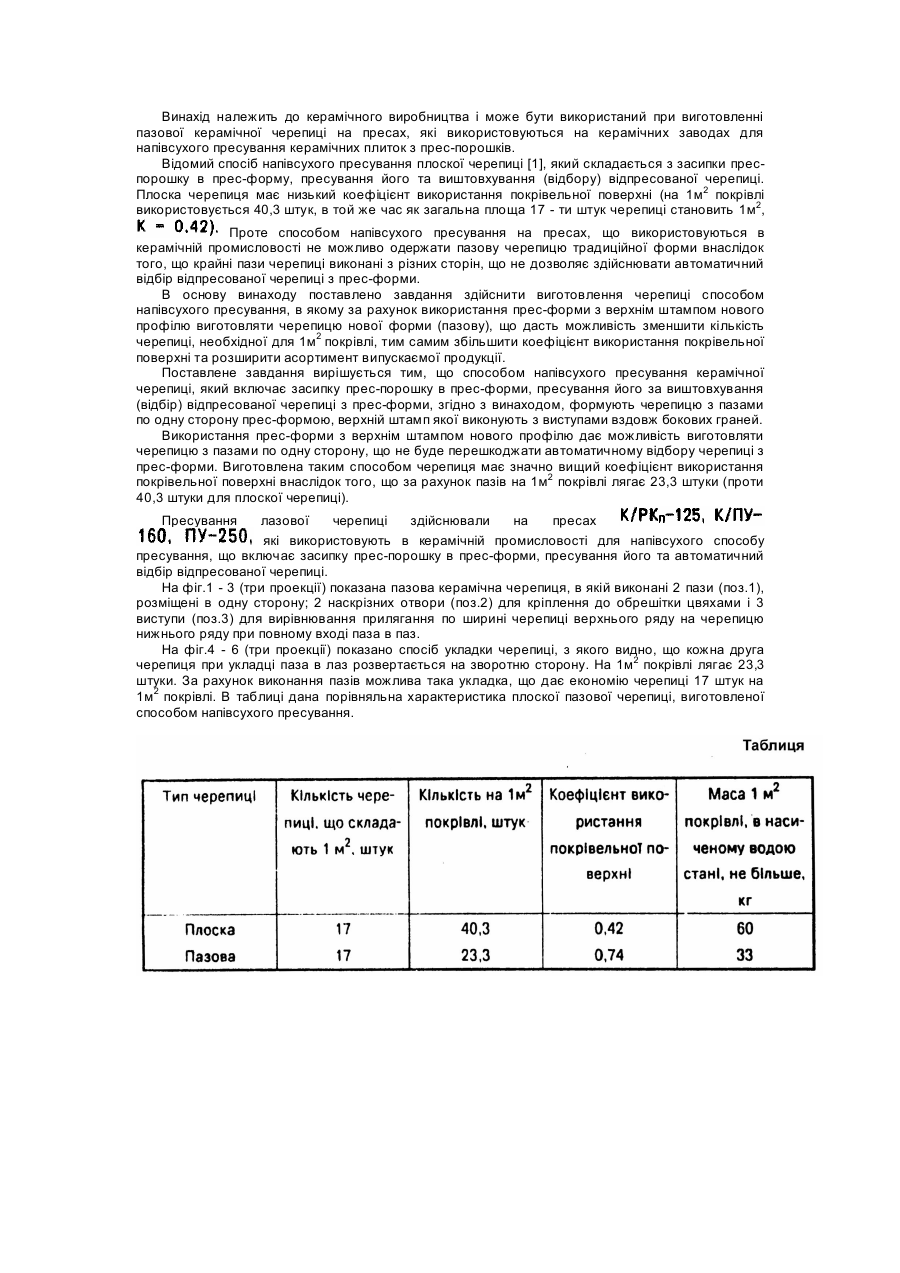
Спосіб напівсухого пресування керамічної черепиці, що включає засипку прес-порошку в прес-форми, пресування його та виштовхування (відбір) відпресованої черепиці, який відрізняється тим, що пресування здійснюють у прес-формі з пазами.
Прес напівсухого пресування
Номер патенту: 6990
Опубліковано: 31.03.1995
Автори: Ковтун Олександр Павлович, Савченко Олександр Григорович, Тимощенков Володимир Георгійович, Бартош Юрій Леонідович, Федоров Георгій Дмитрович, Лисяк Генадій Миколайович
МПК: B30B 11/02
Мітки: пресування, напівсухого, прес
Формула / Реферат:
Пресс полусухого прессования, состоящий из рамы, механизма прессования, плавающей пресс-формы, ползуна с подвижными относительно него пуансонами, опирающимися при прессовании на поршни гидроблока, и нижних штампов, связанных с пуансонами, отличающийся тем, что поршни гидроблока размещены на двух уровнях, а каждый из пуансонов снабжен упругим ограничителем, установленным с возможностью регулировки положения пуансона относительно ползуна,...
Прес для напівсухого пресування
Номер патенту: 17997
Опубліковано: 15.08.2001
Автор: Лаздон Віктор Семенович
Мітки: пресування, прес, напівсухого
Формула / Реферат:
Пресс для полусухого прессования, содержащий многопозиционный поворотный корпус с пресс-формами, механизм поворота, прессования, выталкивания, смазки и чистки пресс-формы, механизма загрузки, отличающийся тем, что корпус снабжен жестко установленным на ободе, между позициями загрузки и прессования, дугообразным выступом, контактирующим с соответствующими прорезями поперечных стенок пресс-формы в процессе ее поворота.
Прес напівсухого пресування
Номер патенту: 6989
Опубліковано: 31.03.1995
Автори: Бартош Юрій Леонідович, Ковтун Олександр Павлович, Савченко Олександр Григорович, Федоров Георгій Дмитрович, Тимощенков Володимир Георгійович, Лисяк Генадій Миколайович
МПК: B28B 5/00, B30B 11/02
Мітки: пресування, напівсухого, прес
Формула / Реферат:
1. Пресс полусухого прессования, содержащий размещенные на движущемся возвратно-поступательном столе пресс-формы, питатель, устройство подпрессовки, механизм прессования и калибрующий нож, отличающийся тем, что питатель размещен между механизмом прессования и устройством подпрессовки, а калибрующий нож с рабочей пилообразной кромкой смонтирован на обращенной к механизму прессования стенке питателя.2. Пресс по п. 1, отличающийся тем,...
Попередній патент: Оснастка для формування бетонних труб
Наступний патент: Автотрубовоз
Випадковий патент: Стопа з щиколоткою