Спосіб і пристрій для виготовлення сталевої арматури потрібної довжини
Формула / Реферат
1. Спосіб виготовлення сталевої арматури у відрізках заданої довжини відповідно до замовлення клієнта, що включає етапи: одержання неперервного сталевого прутка з прокатного стана, різання неперервного сталевого прутка на послідовні сегменти, кожен з яких має довжину, кратну довжині арматурних стрижнів, зазначеній у замовленні клієнта, різання зазначених сегментів встановленими у лінію ножицями холодного різання, спочатку на довжину, рівну двом довжинам, зазначеним у замовленні клієнта, а потім різання навпіл на довжини, рівні зазначеним у замовленні клієнта, при збереженні неперервності одержання сталевого прутка з прокатного стана, і обв'язування арматурних стрижнів, нарізаних у розмір відповідно до замовлення клієнта, для їх випуску з прокатного стана.
2. Спосіб за п. 1, який відрізняється тим, що при зміні довжини арматурних стрижнів у замовленні клієнта, здійснюють зміну довжини зазначених сегментів і зміну положення зазначених сегментів відносно до ножиць холодного різання, щоб одержати довжину стрижнів, що відповідає зміненій довжині, зазначеній у замовленні клієнта.
3. Спосіб за п. 2, який відрізняється тим, що використовують ЦПП для керування різанням неперервного сталевого прутка летючими ножицями, а також різанням стрижнів встановленими у лінію ножицями холодного різання.
4. Спосіб за п. 3, який відрізняється тим, що включає операцію регулювання положення зазначених сегментів відносно до ножиць холодного різання з метою нарізання сегментів на відрізки необхідної довжини у відповідь на сигнали ЦПП.
5. Спосіб за п. 4, який відрізняється тим, що обв'язування сталевих арматурних стрижнів здійснюють одночасно трьома встановленими у лінію машинами для обв'язування, одна з яких нерухома, а дві інші виконані з можливістю переміщення у потрібне положення у відповідь на сигнал ЦПП.
6. Спосіб за п. 4, який відрізняється тим, що ножиці холодного різання оснащують регульованими упорами, причому ЦПП виконаний з можливістю подачі сигналів для переміщення регульованих упорів у положення, при яких ножиці холодного різання проводять нарізання сегментів на відрізки необхідної довжини, зазначеної у замовленні клієнта.
7. Пристрій для виготовлення сталевої арматури у відрізках заданої довжини відповідно до замовлення клієнта, що містить прокатний стан для одержання неперервного сталевого прутка, летючі ножиці, встановлені на виході прокатного стана, ЦПП, сполучений з летючими ножицями для різання неперервного сталевого прутка на сегменти, кожен з яких має довжину, кратну довжині стрижнів, зазначеній у замовленні клієнта, двоє встановлених у лінію ножиць холодного різання, до яких неперервно подаються зазначені сегменти і які забезпечені регульованими упорами, при цьому ножиці холодного різання і регульовані упори сполучені з ЦПП, виконаним з можливістю керування установленням упорів в необхідне положення і приведенням в дію ножиць холодного різання таким чином, що одні ножиці холодного різання здійснюють різання зазначених сегментів на відрізки, довжина яких рівна двом довжинам стрижнів, зазначеним у замовленні клієнта, а інші ножиці холодного різання здійснюють різання одержаних відрізків навпіл, щоб одержати стрижні, відрізані у розмір, зазначений у замовленні клієнта, причому ножиці холодного різання приводяться в дію під час одержання неперервного сталевого прутка, і установку обв'язування, розташовану з можливістю прийому нарізаних стрижнів від ножиць холодного різання для формування пакетів арматурних стрижнів, що мають довжину відповідно до замовлення клієнта.
8. Пристрій за п. 7, який відрізняється тим, що установка обв'язування включає три встановлені у лінію машини для обв'язування, причому перша і третя машини рухомі, а друга машина нерухома.
9. Пристрій за п. 8, який відрізняється тим, що перша і третя машини для обв'язування сполучені з ЦПП для їх переміщення у відповідь на зміни довжини стрижнів, зазначеної у замовленні клієнта.
Текст
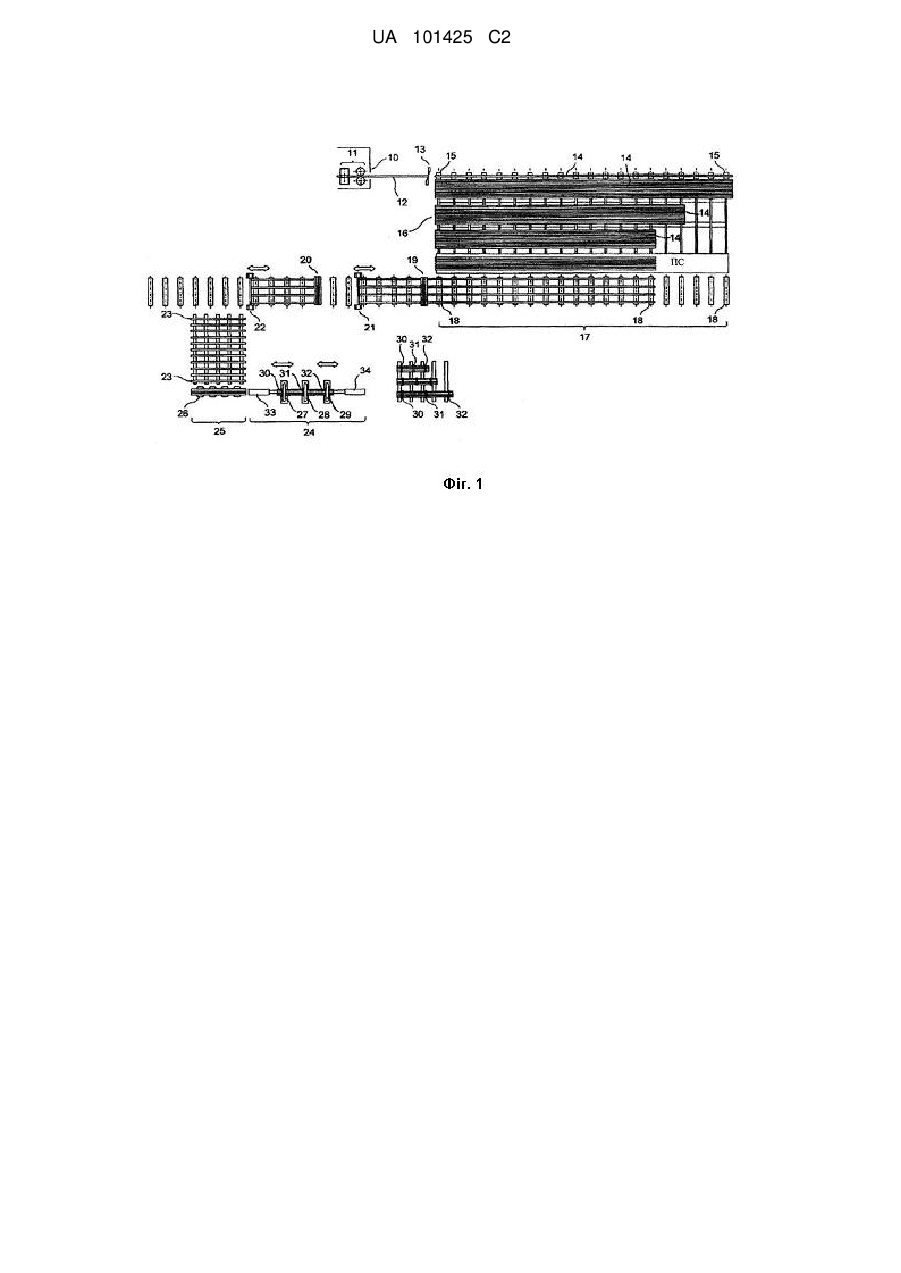
Реферат: Спосіб і пристрій для виготовлення сталевих арматурних стрижнів, нарізаних за довжиною відповідно до замовлення клієнта. Спосіб включає етапи одержання неперервного сталевого прутка з прокатного стана, різання неперервного сталевого прутка на послідовні сегменти, кожен з яких має довжину, кратну довжині відрізка арматури, зазначеній у замовленні клієнта, різання зазначених сегментів встановленими у лінію ножицями холодного різання, спочатку на довжину, рівну двом довжинам, зазначеним у замовленні клієнта, а потім різання навпіл на довжини, рівні зазначеним у замовленні клієнта, при збереженні неперервності виготовлення сталевого прутка прокатним станом, і обв'язування арматурних стрижнів, нарізаних у розмір згідно з замовленням клієнта, для їх випуску з прокатного стана. UA 101425 C2 (12) UA 101425 C2 UA 101425 C2 5 10 15 20 25 30 35 40 45 50 55 60 Даний винахід належить до способу і пристрою для одержання пакетів сталевої арматури, яка нарізана за довжиною, зокрема при неперервному виготовленні самої арматури. Точніше, винахід належить до одержання таких пакетів, арматура у яких відповідає вимогам замовника і має конкретну довжину. Сталеві арматурні стрижні для армування бетону або вузькоспеціалізовані сталеві вироби, усі вони в межах бізнес-моделі мають фундаментальний недолік: вони усі є предметами масового попиту, при цьому вони потребують істотних капіталовкладень при організації сталепрокатного заводу для їх виробництва. Даний винахід перетворює бізнес «предметів масового попиту» у бізнес «масового виготовлення замовлених виробів», здобуваючи більше користі з процесу. Винахід дозволить прокатному стану видавати сталеві арматурні стрижні, нарізані на мірні відрізки усередині самої виробничої лінії, і одночасно істотно зменшити втрати, пов'язані з обрізанням кінців. Винахід може бути упроваджений у будь-який існуючий прокатний стан з мінімальними додатковими вкладеннями. Сталеві арматурні стрижні зазвичай поставляють у вигляді відрізків «стандартної довжини» 12 м, 15 м або 18 м у пакетах «стандартної ваги», як правило, у пакетах однорозмірної арматури вагою 2 т. Що стосується стрижнів для армування бетону, то їх все одно надалі доведеться різати на коротші відрізки відповідно до проекту конструкції будівлі для конкретних колон, балок або плит перекриття. Як правило, ніхто не розраховує, щоб у відрізках стандартної довжини містилося ціле число таких коротких конкретних відрізків, що призводить до втрат при обрізанні кінців. Таке нарізання у розмір зазвичай виконують на майданчику «різання і згинання», який знаходиться або на самому будівельному майданчику, або поза ним. На операції «різання і згинання» типові очікувані втрати на обрізанні кінців арматури складають 5 % навіть при використанні кращих програм комп'ютерної оптимізації. Ці 5 % складають вельми істотну величину в проекті будівлі, особливо при високих поточних цінах на сталеву арматуру. Стандартні довжини 12 м, 15м і 18м вибрані виходячи з того, щоб забезпечити максимальне використання розміру вантажних приміщень суден і автотранспорту, а стандартна вага пакетів вибрана для оптимізації вантажопідйомності підйомного устаткування на судах і автомобілях. Разом із цим існує технологічна необхідність «зварювання у стик» гарячих зливків, при якій хвостовий торець зливка зварюють з переднім торцем наступного зливка безпосередньо в технологічній лінії, у міру того як зливки виходять з нагрівальної печі. Така операція даватиме можливість здійснення неперервної, нескінченної прокатки стрижнів. Це подібне до послідовного розливання металу в машині безперервного лиття. Основна мета процесу нескінченної прокатки - мінімізація головного і хвостового обрізання у прокатному стані і небажаних втрат у стелажі-холодильнику. При використанні процесу зварювання у стик і при дуже високій точності роботи сучасних летючих ножиць перед стелажем-холодильником, для 120 м стрижнів можна одержати на стелажі-холодильнику похибку довжини +50 мм/-00 мм. Це відповідає кінцевим втратам близько 0,05 % у порівнянні з промисловою нормою 2,5 %. Процес зварювання у стик створює підвищені температури в кожному місці стику зливків. Через те, що характеристики подовження/розширення матеріалу залежать від температури, місця стиків, температура яких вища, ніж у решти частини зливка, будуть зазнавати більшого подовження, ніж розширення, що призводитиме до появи «перетяжок» - ділянок з меншою площею поперечного перерізу, ніж номінальна площа перерізу кінцевого продукту. Це означає, що площа перерізу стику може падати нижче мінімальної площі, яка обумовлюється у стандарті сталей. У патенті США 6929167 розкрито спосіб, що виключає появу таких перетяжок. Згідно з патентом, у процесі фактичної роботи, в лінії прокатки встановлюють вимірювальні пристрої для безперервного контролю розміру сталевих прутків, при цьому результати показують, що спосіб дозволяє підтримувати однорідний поперечний переріз по всій довжині стрижня, включаючи місця стикового зварювання. При використанні зварювання у стик і при однорідності поперечного перерізу в місцях стику, на прокатних станах можна виробляти сталеві стрижні «різанням на мірні довжини безпосередньо у лінії» без втрат, пов'язаних з обрізанням кінців. Зазвичай, сталеві стрижні прокатують зі зливків квадратного перерізу із стороною 150 мм і довжиною 12 м. Такі зливки прокатують до одержання кінцевих сталевих стрижнів різного діаметра від 50 мм до 10 мм. Унаслідок того, що початкова вага зливка має певну кінцеву величину, зливок у процесі прокатки кожного діаметра перетворюватиметься на стрижні різної довжини. Загальні довжини стрижнів, одержаних з кожного шматка зливка, не будуть точними кратними величинами нормальної довжини 12 м кінцевих стрижнів, і тому будуть втрати, пов'язані з обрізанням кінців. Втрати зазвичай складають 2,5 %. У разі вищеописаної нескінченної прокатки зливки зварені «торець до торця», утворюючи безперервну нескінченну заготовку, і втрати обрізання кінців відсутні. 1 UA 101425 C2 5 10 15 20 25 30 35 40 45 50 55 У технічних вимогах на сталевий пруток стандарту BS4449 або ASTM 615 допускається відхилення розміру за умови, що воно не порушує міцності прутка. У типовому випадку, згідно з BS4449 (2005), таке допустиме відхилення складає ±4,5%. Мета полягає у забезпеченні допустимого відхилення -3%, тобто одержанні більш легких стрижнів, але, без зниження міцності стрижня при номінальному діаметрі. При прокатці одиночного зливка, зменшення діаметра кінцевого стрижня на 3 % дасть кінцеве подовження на тих же 3 %. І такий подовжений кінець піде у відходи. У разі нескінченної прокатки зварених зливків, подовжений кінець увійде до наступного зливка, що надходить, і стане його частиною, а зменшення діаметра на 3 % буде повністю з користю використане, і матеріал у відходи не піде. З міркувань необхідності відвантаження і перевезення автомобільним транспортом, такі закінчені сталеві стрижні зазвичай ріжуть на відрізки 12 м, 15 м або 18 м. Через відмінності довжин колон, балок або плит фактичні вимоги до довжини на будівельному майданчику ніколи точно не дорівнюють 12 м, 15 м або 18 м. Стрижні доводиться різати у процесі окремої операції. Типові кінцеві втрати при нарізанні стрижнів на конкретні довжини складають 5 %. Задачею винаходу полягає у створенні способу і пристрою для нарізання сталевого арматурного прутка на відрізки будь-якої довільної конкретної довжини одночасно з ходом процесу неперервної прокатки. Додатково, задача винаходу полягає в тому, щоб спосіб і пристрій були придатні для неперервного виготовлення коротких відрізків арматури, що зазвичай потребує переривання ходу процесу. Зокрема, задача винаходу полягає у створенні способу і пристрою, які дозволяють виготовляти нарізані у розмір короткі стрижні з довжиною, зазначеною у замовленні клієнта, одночасно з ходом процесу неперервної прокатки, не впливаючи на цей процес. Згідно з винаходом, зазначена задача вирішується шляхом задання довжини сегментів нарізуваних першим розрізанням з безперервного сталевого арматурного прутка, довжина яких встановлюється кратною довжині коротких стрижнів кінцевого продукту, і шляхом нарізання сегментів, одержаних першим розрізанням, на їх часткові відрізки при неперервній роботі прокатного стана. Таким чином, згідно з даним винаходом, у одному його аспекті, пропонується спосіб виготовлення сталевої арматури у відрізках заданої довжини відповідно до замовлення клієнта, що містить етапи одержання неперервного сталевого прутка з прокатного стана, різання неперервного сталевого прутка на послідовні сегменти, кожен з яких має довжину, кратну довжині відрізка арматури, зазначеній у замовленні клієнта, різання зазначених сегментів встановленими у лінію ножицями холодного різання, спочатку на довжину, рівну двом довжинам, зазначеним у замовленні клієнта, а потім різання навпіл на довжини, рівні зазначеним у замовленні клієнта, при збереженні неперервності виготовлення сталевого прутка прокатним станом, і обв'язування арматурних стрижнів, нарізаних у розмір згідно із замовленням клієнта, для їх випуску з прокатного стана. Згідно з даним винаходом у іншому його аспекті, пропонується пристрій для виготовлення сталевої арматури у відрізках заданої довжини відповідно до замовлення клієнта, що містить прокатний стан для одержання неперервного сталевого арматурного прутка; летючі ножиці, встановлені на виході прокатного стана; ЦПП, сполучений з летючими ножицями для нарізання безперервного сталевого арматурного прутка на сегменти, кожен з яких має довжину, кратну довжині стрижнів, зазначеній у замовленні клієнта; двоє встановлених у лінію ножиць холодного різання, до яких безперервно подаються зазначені сегменти, причому у ножиць холодного різання є відповідні регульовані упори, при цьому ножиці холодного різання і регульовані упори сполучені з ЦПП, який виконаний з можливістю керування установленням упорів у необхідне положення і приведенням в дію ножиць холодного різання, так що одні ножиці холодного різання виконують нарізання зазначених сегментів на відрізки, довжина яких дорівнює двом довжинам стрижнів, зазначеним у замовленні клієнта, а інші ножиці холодного різання виконують різання одержаних відрізків навпіл, щоб одержати стрижні, відрізані у розмір, зазначений у замовленні клієнта, причому ножиці холодного різання приводяться в дію під час одержання неперервного сталевого арматурного прутка; і установку обв'язування, розташовану так, щоб приймати нарізані стрижні від ножиць холодного різання для формування пакетів арматурних стрижнів тієї довжини, яка зазначена у замовленні клієнта. Формула винаходу, що додається, включає залежні пункти, які визначають кращі варіанти здійснення вищеописаних аспектів винаходу. Варіанти виконання даного винаходу будуть докладніше описані нижче з посиланнями на креслення, що додаються. 2 UA 101425 C2 5 10 15 20 25 30 35 40 45 50 55 60 Фіг. 1 схематично зображає частину прокатного стана, де з прокатаного арматурного прутка формуються пакети стрижнів, нарізаних на необхідну довжину. Фіг. 2 схематично зображає центральний процесорний пристрій (ЦПП), який здійснює керування операціями формування пакетів стрижнів, нарізаних на необхідну довжину. На фіг. 1 показана вихідна сторона 10 прокатного стана 11, з якого неперервним чином, з певною високою швидкістю виходить катаний пруток 12. Катаний пруток 12 одержаний з неперервного зливка (який у свою чергу був одержаний послідовним з'єднанням окремих зливків), прокатаного у гарячому вигляді в прокатному стані. За вихідною стороною 10 прокатного стана знаходяться летючі ножиці 13, які приводяться в дію центральним процесорним пристроєм (ЦПП) для різання прутка 12 на ходу і одержання відрізаних у розмір сегментів 14, які накопичуються на роликах 15 роликового столу 16. Як мовилося раніше, в даний час на практиці довжина стрижнів, які одержуються на виході прокатного стана, обмежена величиною близько 120 м, оскільки це мінімальні довжини, які можуть бути одержані на сучасних прокатних установках при високих значеннях швидкостей прокатки. Даний винахід дозволяє одержувати коротші відрізки довільної довжини без зниження продуктивності, а, зокрема, дозволяє проводити різання стрижнів на довжини відповідно до вимог замовника, згідно з довжинами, які потрібні у місці їх кінцевого застосування, тим самим, повністю виключаючи втрати, пов'язані з обрізанням кінців у місці кінцевого застосування, а також виключаючи необхідність самих операцій різання у місці кінцевого застосування. Відрізаний сегмент 14 далі переміщають у жолоб стелажа-холодильника 16 для охолоджування. Сегмент 14 переміщають покроково, з жолоба в жолоб, поки він не досягне останнього жолоба, де він вже охолоджений і готовий до переміщення в поперечному напрямі у пристрій скидання (ПС), де задане число сегментів, наприклад 10, накопичуються і формуються у вигляді шару пакета сегментів 14. Конструкція і робота стелажа-холодильника і ПС стандартні і далі детально не описуються. Пакет сегментів 14, що знаходяться на пристрої скидання, потім переміщають на роликовий стіл 17, який розташований поряд з ПС. Роликовий стіл 17 містить ролики 18, які приводяться в обертання так, щоб подавати пакет сегментів 14 у напрямі, зворотному до того напряму, у якому сегменти подавалися на стелаж-холодильник. Щоб встигати за продуктивністю прокатного стана і одержувати короткі відрізки заданої довжини з сегментів 14, одні за одними, уздовж роликового столу 17 встановлені двоє ножиць 19, 20 холодного різання і відповідні регульовані упори 21, 22. Ножицями холодного різання є масивні крупні агрегати, що розвивають зусилля 1000 τ і більше, і вони нерухомим чином закріплені на жорсткій основі. Двоє ножиць холодного різання встановлені на відстані 20 м одні від одних, щоб забезпечити одержання відрізків найбільшої передбачуваної можливої довжини. Конкретно, сегменти 14 переміщають у застопорене положення, контрольоване регульованим упором 21, при якому ножиці 19 холодного різання будуть розташовані від торців стрижнів на відстані що дорівнює двом довжинам відрізка стрижня, який повинен бути одержаний у кінці операції різання. Відрізані стрижні подають до регульованого упора 22, і ножиці 20 холодного різання розрізають відрізані стрижні навпіл, щоб одержати кінцеву необхідну довжину. Після того, як ножиці 19, 20 виконають різання стрижнів, будуть одержані відрізки стрижнів 23 з довжиною рівною необхідній кінцевій довжині. Регульовані упори 21, 22 дозволяють проводити настроювання положення, в якому ножиці холодного різання розрізають сегменти 14, і змінювати довжину одержуваних відрізків. За рахунок такого подвійного різання стрижнів можна підтримувати високу продуктивність операції. Також, коли потрібно змінити довжину відрізуваних стрижнів для наступного пакета, перестроюють регульовані упори, щоб відповідати новій необхідній довжині. Відрізані у розмір шматки потім переміщають у бічному напрямі на установку 24 пакетування, де відрізки 23 ув'язують в пакети, після чого вони готові до транспортування. Установка 24 пакетування містить роликовий стіл 25, на якому накопичуються відрізки 23. Відрізки 23 надходять до стандартного колектора 26, де по колу встановлені ролики, щоб збирати стрижні в круглі пакети. Щоб зв'язати пакет нарізаних стрижнів, коли вони мають коротку довжину, тобто коли їх довжина істотно менше 12 м, наприклад, складає 8 м або менше, потрібне обв'язування у трьох віддалених одне від одного місцях. Коли відбувається зміна довжини коротких відрізків, виходячи з нового замовлення клієнта, відповідно здійснюється зміна і кроку обв'язування. Крім того, згідно з даним винаходом, операцію обв'язування виконують за один прийом, щоб встигати за роботою прокатного стана. Як правило, два кінцевих обв'язування виконують на заданій відстані від кінців пакету, а центральне обв'язування виконують посередині між 3 UA 101425 C2 5 10 15 20 25 30 35 40 45 50 55 60 кінцевими. Зібрані відрізки стрижнів подають до трьох встановлених на відстані одна від одної стандартних машин 27, 28, 29 для обв'язування, які скріплюють пакет стрижнів обв'язками 30, 31, 32 у відповідних місцях. Обв'язки 30, 31, 32 виконують одночасно, і потім пакет виводять з установки 24 пакетування. Згідно з винаходом, перша і третя машини 27, 29 для обв'язування встановлені з можливістю переміщення, так що вони можуть бути швидко перенастроєні, коли потрібно змінити крок обв'язування при зміні довжини нарізаних стрижнів. Пересувні машини 27, 29 для обв'язування сполучені з відповідними гідроциліндрами 33, 34, які сполучені з ЦПП для керування положенням машин. Винахід робить можливим різання стрижнів на конкретні короткі відрізки, які потрібні на будівельному майданчику, що виключає всі втрати, властиві існуючій технології, і в той же час не знижує продуктивності прокатного стана. Ключовим компонентом даного винаходу є ЦПП, який при завантаженні зливків здійснює керування наступними елементами: a) летючими ножицями 13, b) брусом гребінки скидання, c) роликовим столом 17, d) роликовим столом 25, е) ножицями холодного різання 19, 20, f) регульованими упорами 21, 22, g) машинами 27, 28, 29 для обв'язування, h) гідравлічними циліндрами 33, 34. Приклад У прикладі детально розглядається робота прокатного стана при одержанні нарізаних у розмір арматурних стрижнів. Вага кожного зливка записується, коли здійснюється завантаження зливка у нагрівальну піч. Значення ваги при завантаженні порівнюватимуться із значеннями ваги кінцевого продукту, щоб одержати дані втрат матеріалу в даній зміні, які головним чином будуть втратами на окислення. Втрати, пов'язані з обрізанням переднього кінця будуть мінімальними, а втрат, пов'язаних з обрізанням хвостових кінців, не буде зовсім, завдяки використанню способу стикового зварювання, про який мовилося вище. Оператор вводить дані передбаченого замовленням точного числа і точних конкретних довжин прутка певного розміру, прокатка якого проводиться в поточний час, для вироблення команд летючим ножицям 13. При роботі стандартними способами: Якби за замовленням потрібно було нарізати стрижні завдовжки 6,4 м з заготовок стандартної довжини 12 м, то з заготовки виходив би один стрижень 6,4 м і короткий залишок 5,6 м. Якби ті ж довжини потрібно було нарізати із заготовок стандартної довжини 15 м, то з заготовки виходило б два відрізки 6,4 м і короткий залишок 2,2 м. Якби ті ж довжини потрібно було нарізати з заготовок стандартної довжини 18 м, то з заготовки виходило б два відрізки 6,4 м і короткий залишок 5,2 м. Ці короткі залишки зазвичай відкладають для іншої частини проекту будівлі, в якій можуть знадобитися відрізки стрижнів, коротші, ніж зазначені залишки, або ж залишки відправляють у брухт. Усі зазначені варіанти небажані. Під час роботи згідно з даним винаходом, оператор заносить до програмованої логіки ЦПП послідовність даних для роботи летючих ножиць 13, щоб одержувати відрізки стрижнів, кратні конкретним довжинам кінцевого продукту. Припустимо, що типовий стелаж-холодильник здатний приймати пруток завдовжки 120 м, тоді програмована логіка ЦПП дозволить операторові налаштувати летючі ножиці на відрізання довжини 115,2 м, яка є 18-кратною величиною від 6,4 м. Якщо замовлення потребує виготовлення 500 штук стрижнів по 6,4 м, то оператор задасть 27 розрізів по 115,2 м, і останній розріз 89,6 м, що дасть загальну довжину 3200 м або 500 штук по 6,4 м. Командний сигнал на стелаж-холодильник здійснить переміщення на два кроки після останнього розрізу 89,6 м, щоб відокремити дану партію від наступної. Якщо наступне замовлення потребує стрижнів завдовжки 5,2 м, то оператор введе 109,2 м, що дасть 21 шматок по 5,2 м, які підуть услід попередній партії завдовжки 6,4 м. Якщо це замовлення відрізків 5,2 м має об'єм, наприклад, 400 штук, то число розрізів по 109,2 м складе 18, а останній розріз буде на 114,4 м. Загальна довжина даного замовлення складає 2080м, що дає 400 відрізків по 5,2 м кінцевої довжини. І знову подвійний крок стелажа-холодильника 4 UA 101425 C2 5 10 15 20 25 30 35 40 45 50 55 60 відокремлюватиме цю партію від наступної. Такий самий процес буде повторений для будь-яких інших конкретних довжин і кількостей стрижнів одного і того ж діаметра. Коли за допомогою гребінки і бруса скидання кожна партія стрижнів виводиться зі стелажахолодильника 16, вона потрапляє на роликовий стіл 17 стандартним способом. Кожна партія окремо подаватиметься до ножиць 19, 20 холодного різання для остаточного різання на замовлені довжини. У даному прикладі, заготовки першої партії матимуть довжину 115,2 м, і останній шматок 89,6 м для остаточного нарізання шматків по 6,4 м, а заготовки другої партії матимуть довжину 109,2 м, і останній шматок 114,4 м для остаточного нарізання шматків по 5,2 м. Різальна здатність ножиць холодного різання визначатиме яка кількість стрижнів партії з однією і тією ж довжиною кожного разу подаються для різання. Слід зазначити, що оскільки хвостовий кінець кожного прутка, що надходить на стелаж-холодильник, до ножиць холодного різання подається в протилежному напрямі, зазначені хвостові кінці, будучи чисто відрізані летючими ножицями 13, не потребуватимуть головного підрізування на ножицях холодного різання. Це сприяє додатковій економії матеріалу. Двоє ножиць 19, 20 холодного різання, встановлені нерухомо у лінію, використовуються так, щоб, нарізуючи такі короткі відрізки стрижнів, встигати за продуктивністю прокатного стана. Кожні з ножиць холодного різання мають відповідний свій регульований упор 21, 22. У даному прикладі, перший регульований упор 21 буде налаштований на 12,8 м, що складає 2х6,4м, а далі відрізані стрижні будуть подані до наступного регульованого упора 22, який налаштований на 6,4 м, і будуть відрізані другими ножицями холодного різання на довжину 6,4 м. Після завершення кожної партії з конкретними довжинами, регульовані упори 21, 22 будуть автоматично переведені за сигналом ЦПП у наступне положення, що відповідає наступній довжині, і зафіксовані. У даному прикладі, перший регульований упор 21 буде переставлений на 10,4 м, що складає 2x5,2 м, а другий регульований упор 22 буде переставлений на 5,2 м. Сталеві арматурні стрижні кожної конкретної довжини будуть роздільно збиратися стандартним чином, і зв'язуватися в пакети, вага яких зручна для вантажних робіт. Додаткові команди програмованої логіки ЦПП подаватимуться на машини 27, 28, 29 для обв'язування, так що обв'язування буде виконуватися у відповідних місцях, які знаходяться на відстані одне від одного за довжиною коротких стрижнів. Перша і третя машини 27, 29 для обв'язування виконані з можливістю переміщення, а центральна машина 28 для обв'язування залишена нерухомою, щоб можна було задавати необхідний крок обв'язування, і мати можливість у всіх місцях проводити обв'язування одночасно. Кожен зв'язаний пакет зважують і маркують біркою з відповідним штрих-кодом, в якому вказаний номер контракту, діаметр, довжина, число стрижнів, і технологічна карта гнуття. Може виявитися необхідною організація додаткових установок обв'язування, щоб збільшити продуктивність обв'язування коротких стрижнів, щоб відповідати продуктивності прокатного стана. В межах окремої операції пакети стрижнів конкретної довжини передаються на згинальний майданчик, розташований поблизу прокатного стана. На згинальному майданчику буде проведене необхідне згинання кожного із стрижнів згідно з технологічною картою згинання. Ці різані у розмір стрижні, що пройшли згинання, будуть готові для доставки на будівельний майданчик для монтажу в різні балки, колони або плити. В цілому, операція прокатки, що відповідає даному винаходу, повинна давати економію металу з втратами, що складають до 10 % втрат при стандартному виготовленні, і давати можливість постачання відрізаних у розмір стрижнів у конкретних кількостях замовникам без додаткових витрат. Хоча даний винахід був описаний на прикладах кращих варіантів, для фахівців в даній області буде зрозуміло, що у форму і деталі здійснення винаходу можуть бути внесені зміни, що не виходять за межі ідеї і об'єму винаходу. ФОРМУЛА ВИНАХОДУ 1. Спосіб виготовлення сталевої арматури у відрізках заданої довжини відповідно до замовлення клієнта, що включає етапи: одержання неперервного сталевого прутка з прокатного стана, різання неперервного сталевого прутка на послідовні сегменти, кожен з яких має довжину, кратну довжині арматурних стрижнів, зазначеній у замовленні клієнта, різання зазначених сегментів встановленими у лінію ножицями холодного різання, спочатку на довжину, рівну двом довжинам, зазначеним у замовленні клієнта, а потім різання навпіл на довжини, рівні зазначеним у замовленні клієнта, при збереженні неперервності одержання сталевого прутка з прокатного стана, і обв'язування арматурних стрижнів, нарізаних у розмір відповідно до замовлення клієнта, для їх випуску з прокатного стана. 5 UA 101425 C2 5 10 15 20 25 30 35 40 2. Спосіб за п. 1, який відрізняється тим, що при зміні довжини арматурних стрижнів у замовленні клієнта, здійснюють зміну довжини зазначених сегментів і зміну положення зазначених сегментів відносно до ножиць холодного різання, щоб одержати довжину стрижнів, що відповідає зміненій довжині, зазначеній у замовленні клієнта. 3. Спосіб за п. 2, який відрізняється тим, що використовують ЦПП для керування різанням неперервного сталевого прутка летючими ножицями, а також різанням стрижнів встановленими у лінію ножицями холодного різання. 4. Спосіб за п. 3, який відрізняється тим, що включає операцію регулювання положення зазначених сегментів відносно до ножиць холодного різання з метою нарізання сегментів на відрізки необхідної довжини у відповідь на сигнали ЦПП. 5. Спосіб за п. 4, який відрізняється тим, що обв'язування сталевих арматурних стрижнів здійснюють одночасно трьома встановленими у лінію машинами для обв'язування, одна з яких нерухома, а дві інші виконані з можливістю переміщення у потрібне положення у відповідь на сигнал ЦПП. 6. Спосіб за п. 4, який відрізняється тим, що ножиці холодного різання оснащують регульованими упорами, причому ЦПП виконаний з можливістю подачі сигналів для переміщення регульованих упорів у положення, при яких ножиці холодного різання проводять нарізання сегментів на відрізки необхідної довжини, зазначеної у замовленні клієнта. 7. Пристрій для виготовлення сталевої арматури у відрізках заданої довжини відповідно до замовлення клієнта, що містить прокатний стан для одержання неперервного сталевого прутка, летючі ножиці, встановлені на виході прокатного стана, ЦПП, сполучений з летючими ножицями для різання неперервного сталевого прутка на сегменти, кожен з яких має довжину, кратну довжині стрижнів, зазначеній у замовленні клієнта, двоє встановлених у лінію ножиць холодного різання, до яких неперервно подаються зазначені сегменти і які забезпечені регульованими упорами, при цьому ножиці холодного різання і регульовані упори сполучені з ЦПП, виконаним з можливістю керування установленням упорів в необхідне положення і приведенням в дію ножиць холодного різання таким чином, що одні ножиці холодного різання здійснюють різання зазначених сегментів на відрізки, довжина яких рівна двом довжинам стрижнів, зазначеним у замовленні клієнта, а інші ножиці холодного різання здійснюють різання одержаних відрізків навпіл, щоб одержати стрижні, відрізані у розмір, зазначений у замовленні клієнта, причому ножиці холодного різання приводяться в дію під час одержання неперервного сталевого прутка, і установку обв'язування, розташовану з можливістю прийому нарізаних стрижнів від ножиць холодного різання для формування пакетів арматурних стрижнів, що мають довжину відповідно до замовлення клієнта. 8. Пристрій за п. 7, який відрізняється тим, що установка обв'язування включає три встановлені у лінію машини для обв'язування, причому перша і третя машини рухомі, а друга машина нерухома. 9. Пристрій за п. 8, який відрізняється тим, що перша і третя машини для обв'язування сполучені з ЦПП для їх переміщення у відповідь на зміни довжини стрижнів, зазначеної у замовленні клієнта. 6 UA 101425 C2 Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and apparatus for manufacture of steel reinforcing bars of required length
Автори англійськоюPon, David Ten
Назва патенту російськоюСпособ и устройство для изготовления стальных арматурных стержней необходимой длины
Автори російськоюПон, Дэвид Тен
МПК / Мітки
МПК: B21B 15/00, B23D 36/00
Мітки: арматури, довжини, виготовлення, сталевої, потрібної, пристрій, спосіб
Код посилання
<a href="https://ua.patents.su/9-101425-sposib-i-pristrijj-dlya-vigotovlennya-stalevo-armaturi-potribno-dovzhini.html" target="_blank" rel="follow" title="База патентів України">Спосіб і пристрій для виготовлення сталевої арматури потрібної довжини</a>
Спосіб виготовлення ролика ввідної арматури прокатного стана
Номер патенту: 38960
Опубліковано: 26.01.2009
Автор: Алексєєв Володимир Павлович
МПК: B21B 39/14
Мітки: спосіб, ввідної, виготовлення, прокатного, ролика, стана, арматури
Формула / Реферат:
Спосіб виготовлення ролика ввідної арматури прокатного стана, що включає запресовування дистанційного кільця у втулці в площині симетрії, що перпендикулярна її осі, який відрізняється тим, що попередньо розраховують розміри канавки у втулці в зоні розташування кільця і розміри кільця, виготовляють їх, потім проводять запресовування кільця в канавці, канавку виконують у вигляді кругового сегмента із заданою величиною стрілки, радіус якого...
Пристрій для різання довгомірного сортового металу на задані мірні довжини
Номер патенту: 1428
Опубліковано: 15.10.2002
Автори: Панченко Валентин Кузьмич, Дегтярьов Леонід Костянтинович, Литвин Олександр Іванович, Беленков Віктор Юхимович
МПК: B23D 15/00
Мітки: довжини, різання, сортового, мірні, задані, металу, пристрій, довгомірного
Формула / Реферат:
Пристрій для різання довгомірного сортового металу на задані мірні довжини, що містить виконавчий механізм у вигляді барабанних ножиць з верхнім та нижнім привідними валами та задавальний механізм з верхнім притискним та нижнім привідним валами з закріпленим на нижньому валу задавального механізму тягнучим елементом, та привід обертання валів, який відрізняється тим, що нижні привідні вали ножиць і задавального механізму з'єднані між собою...
Спосіб виготовлення емальованої сталевої підкладки
Номер патенту: 100712
Опубліковано: 25.01.2013
Автори: Лево Марк, Гонзалез Хав'єр
МПК: C23D 3/00
Мітки: виготовлення, сталевої, емальованої, підкладки, спосіб
Формула / Реферат:
1. Спосіб виготовлення емальованої сталевої підкладки, який включає стадії:- беруть сталеву підкладку,- наносять на поверхню вказаної сталевої підкладки розчин, що містить розчинник, полімерний попередник і щонайменше один метал або оксид металу, де вказаний метал або оксид металу підходить для стимулювання адгезії емальованого шару до поверхні сталевої підкладки,- сушать вказаний лист сталі, тим самим видаляючи вказаний...
Спосіб виготовлення низьковуглецевої сталевої смуги
Номер патенту: 93097
Опубліковано: 10.01.2011
Автори: Еккерсторфер Геральд, Лінцер Бернд, Бернхард Крістіан, Хоенбіхлер Геральд
МПК: B21B 1/46, B22D 11/06
Мітки: низьковуглецевої, сталевої, спосіб, виготовлення, смуги
Формула / Реферат:
1. Спосіб виготовлення низьковуглецевої сталевої смуги із частково заспокоєного марганцем (Мn) і кремнієм (Sі) сталевого розплаву відливанням, при якому сталевий розплав подають із плавильного резервуара між принаймні двома охолоджуваними відливними роликами, що рухаються зі сталевою смугою, на яких сталевий розплав принаймні частково застигає, перетворюючись у сталеву смугу, причому відливні ролики під час процесу відливання стискають...
Спосіб одержання прокату мірної довжини

Номер патенту: 44534
Опубліковано: 15.02.2002
Автори: Білоус Геннадій Пилипович, Квашин Валерій Миколайович, Приходько Євгенія Валер'янівна, Костюченко Михайло Іванович, Худик Валеріан Тарасович, Блохін Дмитро Порфирович, Довгаль Петро Григорович, Сокуренко Анатолій Валентинович
МПК: B21B 1/16, B23D 31/00
Мітки: одержання, спосіб, довжини, мірної, прокату
Формула / Реферат:
1. Спосіб одержання прокату мірної довжини, який включає прогнозування кількості одержаних із розкату готового профілю мірних прутків, порізку розкату летючими ножицями на штаби довжиною, кратною довжині мірних прутків, підрівнювання передніх кінців штаб та порізку їх пакетів на мірні прутки, який відрізняється тим, що момент відділення від розкату кратної штаби визначають по числу обертань валків чистової кліті після проходження його...
Попередній патент: Вихрострумовий спосіб визначення ступеня експлуатаційної деградації конструкційних матеріалів
Наступний патент: Спосіб визначення об’ємів і площ поверхонь клітин діатомових водоростей
Випадковий патент: Малопомітна протипіхотна перешкода